
Abstract
Carbon fiber-reinforced plastic (CFRP) components are known for their exceptional resilience and ultra-lightweight nature, making them the preferred choice for applications requiring high mechanical loads with minimal weight. However, the intricate and anisotropic structure of CFRP components poses challenges, resulting in expensive repairs and testing. This complexity also leads to increased waste generation. Yet, innovative recycling processes offer a solution by reintegrating carbon components into a closed material cycle, promoting sustainability and circular economy principles. This work focuses on recycled CFs (rCFs) obtained through a continuous recycling method for CFRP primary recyclate from composite pressure vessel. Furthermore, re-purposing of the separated matrix material for secondary energy sources makes the process, a 100% recycling route. This closed-loop approach addresses conventional pyrolysis challenges and contributes to more efficient utilization of CFRP waste components. rCF and recycled polyethylene terephthalate (rPET) polymers were compounded through an extrusion process. Test specimens were then fabricated according to standard test norms to evaluate the resulting tensile and bending properties. The tensile and flexural modulus of the rCF-rPET obtained are 6.80 and 4.99 GPa, respectively. The need for enhancing the quality of rCF is apparent. Suggestive and potential implications and the marketability of rCF-rPET compounds are also discussed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The demand for carbon fiber-reinforced plastics (CFRPs) has tripled from 2010 to 2020 and is expected to exceed 190 kt by the year 2050 (Zhang et al. 2020). In Europe alone, the market volume in 2022 was 57 kt, showing a growth factor of 9.6% compared to 2021 (Witten and Mathes 2023). In 2015, the demand for carbon fiber (CF) was estimated at around 68 kt, of which 18 kt ended up as manufacturing waste. The remaining 50 kt of CFs will become end-of-life products after expected lifetimes ranging from 2 to 40 years, depending on their application (Meng et al. 2017).
In the USA and Europe, it is projected that 6000–8000 commercial aircraft will reach their end-of-life by 2030, generating an estimated 3 kt of CFRP scrap annually (McConnell 2010), there is clearly an urgent demand for the development of economically sustainable waste management and recycling techniques for CFRPs (Zhang et al. 2020). More recent wide-body planes like the Airbus A350 and Boeing 787 Dreamliner have witnessed an increased use of CFRP materials, constituting more than 50% of their weight (Lefeuvre et al. 2017; Parveez et al. 2022). By 2050, it is projected that nearly half a million tons of CFRP waste will be generated globally, with the majority found in North America and Europe, accounting for approximately 162 kt and 145 kt, respectively (Lefeuvre et al. 2017).
The volume of CFRP to be recycled in the future is expected to grow significantly as current aircraft are phased out of service. Existing waste policies are supportive of recycling initiatives, encompassing general policies such as the EU Directive on Landfill of Waste and application-specific legislation like the End-of-life Vehicle Directive (Meng et al. 2017).
To produce 1 kg of carbon fibers, an energy input of 195–595 MJ/kg is needed, making the production process approximately 10 times more energy-intensive than that of glass fibers (Zhang et al. 2020). However, recycling carbon fibers using chemical methods reduces the energy requirement to only 38 MJ/kg. Driven by new targets for lower CO2 emissions and the necessity to lighten the structures of vehicles, the global demand for composites in aerospace, wind energy, construction, and automotive is anticipated to continue growing at a compound annual growth rate of around 6% (Zhang et al. 2020).
These efforts align with aerospace industry targets to increase recovery rates for manufacturing and end-of-life wastes. Airbus, for instance, aims for 95% of CFRP manufacturing process wastes to undergo recycling, with 5% of the waste products recycled back into the aerospace sector (Meng et al. 2017)
The high cost and energy intensity associated with the manufacture of virgin carbon fiber (vCF) also present an opportunity to recover significant value from CFRP wastes. Recovered carbon fiber (rCF) has the potential to reduce environmental impacts compared to vCF production, and the potentially lower cost of rCF could open up new markets for lightweight materials (Meng et al. 2017). The existing methods for recovering of carbon fiber from end-of-life components and manufacturing scrap can be classified into mechanical-, thermal-, and chemical-recycling processes (Zhang et al. 2020).
Preserving the mechanical properties of carbon fiber (CF) during recycling processes is a pivotal challenge in establishing a viable recovery method. There are evident trade-offs among competing recycling technologies. For instance, the fluidized bed process, which involves oxidizing the polymer matrix to facilitate fiber recovery, can tolerate contamination in end-of-life CFRP waste. This process exhibits almost no reduction in modulus but experiences an 18–50% decrease in tensile strength compared to virgin carbon fiber. Notably, this method has been scaled up to a large laboratory scale (Meng et al. 2017). In this context may be mentioned that Global EnerTec AG in Guben, Germany has innovated a novel thermocatalytic degassing process designed for recycling carbon fiber-reinforced plastics waste from the automotive sector (Hannan et al. 2023). Additionally, several commercialized recycling facilities for composites, such as ELG Carbon Fiber in the UK with a capacity of 2000 t/y, CFK Valley Stade Recycling GmbH in Germany with a capacity of 1000 t/y, and Materials Innovations Technologies in the USA with a capacity of 2000 t/y, are noteworthy contributors to this field.
Various techniques have been explored for preparing composite materials from recovered carbon fiber (rCF). Encompassing specific conversion processes such as the wet papermaking process and fiber alignment (Yu et al. 2012; Wong et al. 2014; Liu et al. 2015; Heilos et al. 2020). Additionally, adaptations of composite manufacturing techniques have been employed, including sheet molding compound, compression molding of nonwoven mats and aligned mats, as well as injection molding and compounding (Palmer et al. 2010; Gardiner 2014; Manis et al. 2021; Hannan et al. 2023).
Recycled carbon fiber (rCF) holds substantial potential as a cost-effective and environmentally friendly material for transportation applications. Nevertheless, there is a restricted comprehension of the environmental impacts associated with CFRP recycling, composite manufacturing utilizing recovered CF, and the subsequent utilization of these materials (Meng et al. 2017).
Recycling methods and material recovery possibilities have been in existence for several years. However, a persistent challenge has been the reluctance to accept recycled materials, often due to their perceived lower quality. The primary obstacle identified in this context is the inhomogeneous fiber size of recovered CF (Hannan et al. 2023).
Thermoplastic matrix compounding and injection molding are considered highly suitable processing methods for recycled fibers, typically acquired in chopped form. The optimization of resizing chemistry and process parameters must be taken into account. For optimal mechanical performance, a very thin sizing layer and the absence of fiber clusters are preferred. Agglomerated fiber bundles are advantageous because they can be fed into the compounder more easily (Colledani and Turri 2022; Hannan et al. 2023).
The crucial distinction between compounding fibers and additives in powder or pellet format lies in the imperative to preserve the maximum achievable fiber length for optimizing mechanical properties (Schürmann 2007). To achieve this, both process conditions and the geometry of the screws play pivotal roles as important parameters (Kohlgrüber et al. 2019). Notably, when compounding recycled fibers, a unique characteristic is observed—unlike a continuous rowing as a starting material, the recycled fibers are obtained in chopped form. Consequently, the specific density of the fibers assumes particular significance for the successful feeding of the fibers into the compounder (Colledani and Turri 2022).
The automotive industry grapples with certain technological challenges, particularly concerning production time, and confronts a shortage of readily available rCF for widespread applications. This scarcity is especially pronounced in scenarios such as low-waste composite production when utilizing modern technologies like tape placement. The anticipated duration for materials testing and certification in the automotive sector is estimated to span 7 to 9 years (Warzelhahn 2019; Bledzki et al. 2021).
The BMW Group serves as a noteworthy example of an entity leveraging rCF in the automotive industry. Series production of the BMW i3 and i8 commenced in 2013. Notably, prior to this, BMW Group and Airbus had entered into a collaborative agreement focusing on the recycling of carbon fibers. This partnership holds strategic importance for both companies in advancing the development of carbon recycling and re-use methodologies (Bledzki et al. 2020).
The industry sector involving rCF is a relatively recent emergence and encounters various challenges, whereas recycling technologies for fibers have been in existence for decades. Nonetheless, it is evident that recycled fibers cannot entirely substitute virgin fibers, especially in instances where high strength and stiffness are essential for components subjected to prolonged dynamic loads. During the recovery process at high temperatures, degradation of the surface takes place. This can weaken the bonding conditions to the matrix and also be a failure catalyst.
The study aims to remanufacture carbon fiber (rCF) recovered using Thermocatalytic Degassing Technology and investigate the properties of its compound with commercially purchased recycled polyethylene terephthalate (rPET) as the matrix material. This investigation examines the viability and potential advantages of combining rCF with rPET for a range of uses including tooling, fixtures, replacement parts, and auxiliary components. The adoption of Thermocatalytic Degassing Technology underscores a systematic approach to reclaiming and processing rCF, suggesting a focus on sustainability and resource efficiency. The investigation of rCF compounds with commercially bought rPET entails an analysis of 100% recycled compounds, particularly examining their mechanical properties. Tensile properties from prior work on CF-Polyamid 12 (PA12) and rCF-PA12 were also tabulated against the current material of study to draw a comparison of rCF with varying polymer matrices. In general, this research has the potential to advance recycling technologies and offer sustainable material alternatives across diverse industries, including packaging, automotive interiors, and replacement parts.
Materials and Method
Materials and Equipment
The CFRP primary recyclates, obtained from Thornmann Recycling in Poland, were shredded to achieve a maximum fiber length of 6 mm, directly sourced from the supplier in shredded form. rPET granulates were procured from Texplast GmbH. Global EnerTec AG recycled the primary CFRP recyclate using their novel technology—the Encapsulated Thermocatalytic Degassing technology, in Guben, Germany. Compounding of rCF-rPET compounds was conducted using the COLLIN Lab Line Compounder ZK25E-42D. Injection molding of test specimens for mechanical property investigations utilized the KraussMaffei Multinject CXZ 65-180/55. Mechanical property investigations were carried out using the UPM Zwick/Roell Z050. Tensile and bending tests were performed in accordance with test standards DIN EN ISO 527-2 (2012) and DIN EN ISO 178 (2019), respectively. Also, FTIR measurements have been carried out to analyze the fiber’s surface after thermal treatment.
Thermocatalytic Degassing Method
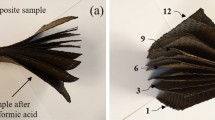
Global EnerTec AG recovered the carbon fibers using their encapsulated thermocatalytic degassing method in an inert atmosphere, devoid of oxygen, at varying temperature and residence time. Throughout this process, the polymer matrix undergoes thermal treatment, subsequently passing through post-processing units to convert it into gas and oil. Meanwhile, the recovered fibers remain behind and are later collected. Figure 1 depicts the primary recyclate before and after the degassing process, respectively. The recyclates have inhomogeneous sizes ranging from 2.5 cm to as long as 10 cm. Although, initially, the recycling process does not have any change in the fiber dimensions, yet later the rCFs are shredded to 6 mm for easier dosing for the compounding process. The removal of the polymeric matrix was physically evident from the disappearance of assumable white deposition in the unprocessed primary CFRP recyclate.

a Primary CFRP recyclate. b Recovered CFs through encapsulated thermocatalytic degassing technology
The process of encapsulated thermocatalytic degassing was carried out on the primary recyclate within a temperature range of 500–700 °C, with residence times of 30, 45, 60, and 75 min. However, microscopic examination revealed fiber damage in samples degassed at 700 °C. Conversely, at lower temperatures, specifically below 600 °C, the matrix material remained intact, indicating suboptimal fiber-matrix separation. Consequently, additional investigations were conducted at 600 °C, with varying residence times. Figure 2 shows a summary of the microscopic images corresponding to different residence times.

Results of thermocatalytic degassing of primary recyclate with different process treatment durations for 600 °C: unprocessed reference (a), treatment time 30 min (b), treatment time 45 min (c), treatment time 60 min (d)
Results and Discussions
Microscopy
The microscopic images of CFs were performed using an optical microscope Leica DM 2500 M. Microscopic images in Fig. 2, labeled as a and b, reveal the presence of matrix material. Moreover, as the residence time increases, there is a noticeable decrease in the polymer matrix adhering to the fiber surface. Nonetheless, there is still some deposition of pyrolytic carbon residues observed on the fiber surface due to high degassing temperature (Meyer et al. 2009). This deposition is believed to influence the adhesion of rCF during remanufacturing as seen in Fig. 2 images c and d. Therefore, it is not recommended to exceed a residence time of 60 min. At this duration and degassing temperature, the optimal removal of the polymeric matrix and relatively low quantity of residues were achieved.
Fourier Transform Infrared Spectroscopy (FTIR)
Following the recovery process, the carbon fibers (CF) were subjected to analysis using FTIR spectroscopy. This spectroscopic analysis was conducted using a Bruker Spectrometer in Germany to obtain infrared spectra. The degradation of surface functional groups was monitored within the range of 400–4000 cm−1. This analysis aimed to examine the removal of the polymeric matrix through thermocatalytic degassing technology. The FTIR spectra of both untreated and recovered carbon fibers at various time intervals, specifically 30 min, 45 min, and 60 min, are presented in Fig. 3a. All recovered CFs underwent degassing at a temperature of 600 °C. In Fig. 3, the spectra are represented symbolically: circles depict the spectrum of untreated CFRP recyclate, while triangles (30 min), diamonds (45 min), and rectangles (60 min) represent the spectra corresponding to different residence times. Peaks observed around 3000 cm−1 indicate the presence of C–H bonds, predominantly aliphatic, with potential small peaks corresponding to aromatic C–H groups.

a FTIR spectra for unprocessed primary CRFP recyclate and recovered CF (● reference before pyrolysis, ■ perfectly pyrolyzed: 60 min, ♦ less residues: 45 min ▲ high number of residues: 30min). b CT Scan of recycled fiber samples
These peaks were exclusively observed in the untreated primary CFRP recyclate. Peaks in the range of 2500–2000 cm−1 suggest stretching of C-O-C, indicating the presence of carbon dioxide (CO2), which is primarily caused from the ATR crystal and can be neglected. Additionally, a peak corresponding to tertiary alcohol (≡COH) was observed around 1100–1200 cm−1 (Chen et al. 2022), this peak could also be caused by C–H or C–C bonds or a combination of it. No prominent peaks were observed around 500–900 cm−1 in the processed fiber samples recovered at 600 °C with a residence time of 60 min (denoted by a rectangle). Furthermore, significant peaks in the range of 500–900 cm−1 indicated the presence of epoxide groups in the untreated primary CFRP recyclate (denoted by a circle) (Zhang et al. 2020; Chen et al. 2022). Although not prominent, minor peaks are observed in the fiber samples with residence times of 30 and 45 min.
The examined samples displayed uniform spectra. Compared to the untreated sample, several peaks were absent in the treated samples. A residence time of 30 min was found to be inadequate as it exhibited broader peaks, indicating the presence of organic components. A minimum residence time of 45 min is recommended for the degassing of the primary CFRP recyclate. However, it was observed that with a residence time of 45 min, there were oily residue deposits present on the surface of rCF, resulting from the incomplete degradation of the matrix material. These residues were presumed to potentially impede interfacial adhesion during remanufacturing processes. Therefore, the parameters for optimized recovery were determined to include a residence time of 60 min. Figure 3b displays the CT scan image of the rCF after being subjected to 600 °C for 60 min. No traces of polymer matrix were detected in the scan with a resolution of 4 µm.
Table 1 illustrates a comparison between the spectra of original CF: CF sizing sourced from literatures (Brocks et al. 2013; Kim et al. 2016) and rCFs. It is evident that, within the 3000–3500 cm−1 range, the OH functional groups are absent in all fibers except TANSOME H2550. rCFs do not exhibit ester groups between 2800 and 3000 cm−1, whereas other ester groups, specifically carboxylic, seem to be present in all fiber samples. These groups have the potential to increase the proportion of active carbons. Additionally, aromatic nitro compounds (1501 cm−1) are only found in T800HB fiber sizing, which possess active hydrogen capable of initiating epoxy ring opening and contributing to cross-linking. Furthermore, the absence of N-H vibrations (3300–2300 cm−1) in the fiber samples may indicate a limitation in cross-linking density on epoxy resins, owing to the high functionality of N groups. Therefore, it is conceivable that the surface of recycled fibers could be improved by introducing different sizing or surface pre-treatments to introduce ester, carboxylic, or nitrogen-containing groups to enhance adhesion and cross-linking potential prior to re-manufacturing especially with epoxy matrices. However, the current study encompasses the remanufacturing of recycled carbon fibers with any sizing or surface pre-treatment. Further investigations are open to be made for improving the surface adhesion with rPET.
Comparing the FTIR analysis of recycled carbon fibers to new fibers provides valuable insights for optimizing properties and performance in composite material design and manufacturing. By leveraging these insights, manufacturers can devise surface treatment strategies to enhance adhesion between fibers and matrices during composite production. Moreover, understanding the presence of functional groups on recycled carbon fiber surfaces can inform the selection of compatible matrix materials or additives, thereby improving composite performance and durability. This approach promotes sustainable and cost-effective solutions while advancing the circular economy within the CFRP industry.
Compounding and Injection Molding
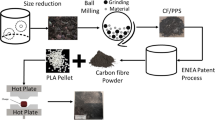
Large-scale compounding involves initially utilizing a base resin or polymer, referred as the matrix. This polymer is melted and combined with reinforcement and possibly other additives in a twin-screw extruder operating at different temperature ranges. Subsequently, the mixture is extruded and shaped into pellets. Various additives may be included to ensure proper compatibility with the reinforcement, prevent degradation during processing, and achieve desired optical properties (Caltagirone et al. 2021). These additives can include mixing and dispersing pigments, blending fillers and other additives into polymers, combining fiber strands, mixing polymers or pastes, degassing volatile components, and continuous reaction extrusion. The resulting product, known as a compound, can then undergo further processing, such as injection molding, using the pellets.
A critical distinction in compounding fibers compared to additives in powder or pellet form lies in the necessity of preserving maximum fiber length to optimize mechanical properties. Achieving this entails careful consideration of process conditions and screw geometry as vital parameters. Notably, when compounding recycled fibers, the starting material is in chopped form rather than continuous strands, necessitating attention to the specific density of the fibers for effective feeding (Caltagirone et al. 2021; Hannan et al. 2023). Previous study explores the processing needs for compounding and injection molding processes in detail (Hannan et al. 2023). The dosing unit of the ZE25 compounder as well as pictures of rCF and rPET and resulting rCF-rPET are shown in Fig. 4b.

a Compounding screws used for dosing fibers. b rPET granules, rCF fibers, and resulting composite granules
With operational and working safety assured and successful retrieval of the carbon fibers accomplished via the thermocatalytic degassing process, the reclaimed carbon fibers underwent further processing in a laboratory-scale continuous mini-compounder plant for the manufacturing of rCF-rPET compounds. In a previous project, rCF-PA12/CF-PA12 compounds were manufactured following the same process. The fiber volume was set at 15% by weight to be compared later with established technical benchmarks for commercial PET-CF compounds. The compounding was carried out using the COLLIN Lab Line Compounder ZK25E-42D equipped with co-rotating twin screws measuring 20 mm in diameter (outer) and 24 cm in length. Screw geometry illustrated in Fig. 4a had facilitated relatively easier dosing of the rCF. The processing parameters detailed in Table 2 were utilized.
The rCF-rPET strands were extruded, passed through a cooling bath, and finally been cold cutted with a pelletizer. The pellets, measuring 3 mm in length and diameter, were subsequently processed into the KraussMaffei Multinject CXZ 65-180/55 direct injection molding machine to fabricate tensile test DIN EN ISO 527-2 (2012) and bending test DIN EN ISO 178 (2019) test specimens.
Mechanical Tests
An extensometer integrated into the system was employed to identify the strain within the tensile modulus range (elastic limit) as per ISO standards. After calibrating the tensile modulus, the strain was determined through the internal crosshead travel of the testing machine, utilizing the load cell consistently. Special care was taken to centrally and horizontally clamp the specimens using stops. All measurements were conducted within a single day, ensuring no influence from temperature variations or other environmental factors. The prepared test specimens after and before the mechanical tests are illustrated in Fig. 5b, c. The number of samples is one batch consisting of five pieces, and they are of Type A shape. The thickness of the specimens is 3 mm, while the length and breadth are depicted in Fig. 5b, c.

a Stress-Strain Curves from tensile (DIN EN ISO 527-2) and bending tests (DIN EN ISO 178) with standard deviation depicted as enclosed area. b Tensile Test Specimen DIN ISO 526-2. c Bending Test Specimen DIN ISO 13385-1
The testing machine used is the UPM Zwick/Roell Z050, operating at a testing speed of 2 mm/min. The use of an optical measuring system or an external displacement transducer for measuring the vertical deflection is not necessarily due to the 3-point bending method. For this reason, the internal crosshead travel of the testing machine and the load cell were used to calculate the results. Care was taken to ensure that the specimens were centered and placed horizontally on the bending device. The force is thus applied perpendicular to the cross-section.
The stress-strain curves from both tensile and bending tests are depicted in Fig. 5. All measurements were carried out in 1 day. From this, it can be concluded that no influence of temperature differences or other environmental influences is guaranteed.
The stress-strain curve of the tensile test shows the undesirable occurrence of a drop in stiffness (knee). This indicates that from this point onwards, fiber reinforcement is no longer effective, but the stress is transferred to the matrix. The strengths achieved are in the range but lower than pure rPET (50.00 MPa, ReFormTM 2024). This may be due to insufficient bonding of fiber and matrix as well as an uneven distribution of the fibers. This phenomenon is believed to stem from the existence of “weak spots,” which can be described as areas where the volume of rCF is inadequately distributed. It is assumed to arise from processing challenges with rCF, impeding consistent material distribution throughout (Hannan et al. 2023). In Fig. 5a, it is suspected that the region beyond 0.23% strain exhibits an increase in weak spots, potentially elucidating the unexpected behavior observed in the tensile curve.
There is no undesirable loss of stiffness in the stress-strain curve of the bending tests. However, the bending stresses here are clearly lower than pure rPET (70.06 MPa, ReFormTM 2024). On the other hand, the low scatter of the material test results, especially in the tensile test, should be emphasized positively.
The mechanical properties were compared with commercial technical datasheet values (Spectrum 2024) and the percentage reduction in E-modulus, and the recovery rate was calculated using Formulas 1 and 2 below.
The mechanical test results are summarized in Table 3. Lower values of properties are expected to arise from poor interfacial adhesion between unsized CFs and challenging processability from a high viscosity of rPET polymer (Qin et al. 2018; Um et al. 2021; Ren et al. 2024). In addition, previous work suggests multiple shredding before the recycling process, and the technical challenges faced during processing have caused fiber degradation (Hannan et al.).
These factors resulted in degradation in mechanical properties. As derived from FTIR results, the high temperature degassing although relatively low leaves carbon residues on the surface of the rCF. This also influences in lower adhesion during remanufacturing (Meyer et al. 2009).
In addition, to understand the compatibility of other thermoplastic matrices with the rCF, compounds with polyamide 12 (PA12) were manufactured, and the tensile test was performed with the same methodologies used for this paper. It was observed that the rPA12-rCF had a greater percentage difference in E-modulus when compared to rPET-rCF (Table 3). The virgin compounds PA12-CF were also compounded to put it in relation. It was observed that there was around 64% reduction in tensile strength in rPA12-rCF compounds. The comparison of all the tested compounds under tensile property investigations are illustrated in Fig. 6.

Comparison of tensile strength and modulus of similar and virgin materials (PET-CF: Spectrum 2024)
Regarding absolute values, the difference between PA12-CF and PET-CF can be explained through matrix properties and fiber volume fraction. In available comparative data, the E-Modulus and Tensile Strength of PET are given with 2.80 GPa and 80 MPa, respectively (GmbH 2024b), while the E-Modulus and Tensile Strength of PA12 are given with 1.10 GPa and 36.00 MPa, respectively in undried condition (GmbH 2024a). Moreover, the difference in density (PET: 1.40 g/cm3) and (PA12: 1.01 g/cm3) leads to a higher fiber volume fraction with equal mass (GmbH 2024a, 2024b) for PET-CF.
Investigation on World Health Organization (WHO) Fiber Sections for Operational Safety
Asbestos fibers are present in numerous products, and the disposal of materials containing asbestos at the end of their lifecycle presents potential risks. Carbon fibers with diameters ranging from 5 to 10 μm are generally considered non-respirable. Nonetheless, during the release process from composite materials, carbon fibers may fracture along their axis, producing smaller fibers that are respirable. Consequently, alterations in the properties of fibrous fillers during release could result in variations in toxicity compared to the original fibers. This factor should be considered when evaluating the risks associated with fiber-containing composites.
According to the standards set by the World Health Organization (WHO), fibers exceeding 5 μm in length, having a diameter below 3 μm, and with a length-to-diameter ratio exceeding 3:1 are deemed hazardous due to their potential impact on lung tissue. Typically, carbon fibers with a diameter of 7 μm, commonly employed in CFRP (carbon fiber-reinforced polymer) production, are unlikely to meet the WHO’s definition of respirable fibers. However, during the thermal treatment process of CFRP, alongside the generation of dust and fibers, various organic byproducts are released as a result of polymer matrix degradation and decomposition (Wang et al. 2017; World Health Organization 2017). Nevertheless, to uphold occupational safety standards, the analysis of fibers according to WHO criteria has been outsourced to CRB Analyse Service GmbH, with the specific details of the analysis procedure being confidential. Samples of carbon fibers, both before and after the recycling process, were examined to identify the presence of fiber sections stated as detrimental by the WHO. The test results indicated that the fiber lengths fell within the prescribed WHO fiber length limits as seen in Table 4.
This suggests that neither the raw material (primary CFRP recyclate) nor the recovered carbon fibers contain carcinogenic fibers.
Conclusion and Outlook
In conclusion, this study sheds light on a novel recycling technology for primary CFRP recyclate sourced from composite pressure vessels, offering a promising alternative to existing recycling methods. The enclosed design of this technology, coupled with bag-to-bag CF feeding, minimizes the risk of fiber dispersion. Moreover, Global EnerTec AG efficiently repurposes the degraded matrix material for secondary fuel sources, ensuring the complete recycling of CFRP primary recyclate. While some waste materials may necessitate catalysts and thermal treatment for recycling, known as thermocatalytic processes, this study demonstrates that no catalysts are required for processing CFRP primary recyclate. The analysis of parameters, such as temperature (600 °C) and residence time (60 min), was carried out through FTIR Spectroscopic methods and optical microscopy. Importantly, there were no significant changes in fiber dimensions before and after recycling. rCF were utilized in tensile and bending test specimens, showing promising recovery rates of 75% and 66% in E-Modulus values, respectively. However, a noticeable 50% reduction in tensile strength was observed, likely attributed to low interfacial adhesion between rPET and rCF, residuals and/or defects on the fiber surface. Therefore, enhancing interfacial adhesion is crucial, along with delving deeper into fiber surface quality and improving recovery rates.
Future research should explore compounding rCF with various thermoplastic matrices to broaden application potential and investigate the number of recycling cycles and mechanical property degradation. Additionally, PET with its higher glass transition temperature and superior mechanical properties compared to other thermoplastics poses a critical concern for recycling, especially in PET bottle supply chains. Hence, rPET was chosen as the matrix material for the compounds, aiming for improved properties to enable usage in sectors ranging from packaging to automotive components, albeit currently more suitable for packaging applications. Based on the determined properties, an application for the integration of rCF into PET-based packaging could be suggested. In packaging, it can enhance mechanical characteristics, making it suitable for demanding packaging needs such as transport containers and protective encasements.
Moreover, integrating recycled carbon fibers into composites presents an economically viable solution in the context of the circular economy. Recycled carbon fibers typically offer cost savings of 25 to 50% compared to virgin fibers while still maintaining high performance standards. These cost savings, coupled with environmental benefits, make recycled carbon fibers an attractive option for manufacturers looking to adopt sustainable practices and promote circularity in the CFRP industry. These findings are expected to motivate further research towards sustainable practices, expand towards further application areas, and thereby promote a circular economy in the CFRP industry.
Data Availability
The data used in this study are proprietary and not publicly available. Access to the data can be obtained through a formal request to the corresponding e-mail address, subject to confidentiality agreements.
References
Bledzki AK et al (2020) Recycling of carbon fiber reinforced composite polymers—review—part 2: Recovery and application of recycled carbon fibers. Polymers 12(12):3003. https://doi.org/10.3390/polym12123003
Bledzki AK et al (2021) Recycling of carbon fiber reinforced composite polymers—review—part 1: volume of production, recycling technologies, legislative aspects. Polymers 13(2):300. https://doi.org/10.3390/polym13020300
Brocks T, Cioffi MOH, Voorwald HJC (2013) Effect of fiber surface on flexural strength in carbon fabric reinforced epoxy composites. App Surf Sci 274:210–216. https://doi.org/10.1016/j.apsusc.2013.03.018
Caltagirone PE et al (2021) Substitution of virgin carbon fiber with low-cost recycled fiber in automotive grade injection molding polyamide 66 for equivalent composite mechanical performance with improved sustainability. Compos Part B: Eng 221:109007. https://doi.org/10.1016/j.compositesb.2021.109007
Chen C-H et al (2022) A circular economy study on the characterization and thermal properties of thermoplastic composite created using regenerated carbon fiber recycled from waste thermoset CFRP bicycle part as reinforcement. Compos Sci Technol 230:109761. https://doi.org/10.1016/j.compscitech.2022.109761
Colledani M, Turri S (eds) (2022) Systemic circular economy solutions for fiber reinforced composites. Springer Int Pub (Digital Innovations in Architecture, Engineering and Construction), Cham. https://doi.org/10.1007/978-3-031-22352-5
Gardiner G (2014) Recycled carbon fiber: comparing cost and properties. CompositesWorld [Preprint]. https://www.compositesworld.com/articles/recycled-carbon-fiber-comparing-cost-and-properties. Accessed 27 Feb 2024
GmbH K, (2024a) Datasheet: polyamid 12 (PA 12). https://www.kern.de/de/technisches-datenblatt/polyamid-pa-12?n=1176_1. Accessed 27 Feb 2024
GmbH K (2024b) Datasheet: polyethylenterephthalat kristallin (PET). https://www.kern.de/de/technisches-datenblatt/polyethylenterephthalat-pet?n=1301_1. Accessed 27 Feb 2024
Hannan A et al (2023) Investigations of technical challenges in compounding of recycled carbon fibers. Zarządzanie Przedsiębiorstwem. Enterp Manag 26(2):7–12 https://doi.org/10.25961/ENT.MANAG.26.01.03
Heilos K et al (2020) Nonwovens made of recycled carbon fibres (rCF) used for production of sophisticated carbon fibre-reinforced plastics. Vlakna a Textil (27):65–75
Kim H-I et al (2016) Effects of maleic anhydride content on mechanical properties of carbon fibers-reinforced maleic anhydride-grafted-poly-propylene matrix composites. Carbon Lett 20:39–46. https://doi.org/10.5714/CL.2016.20.039
Kohlgrüber K, Bierdel M, Rust H (2019) Polymer-aufbereitung und kunststoff-compoundierung: grundlagen, apparate, maschinen, anwendungstechnik. Carl Hanser Verlag GmbH & Company KG. https://books.google.de/books?id=cF6yDwAAQBAJ. Accessed 27 Feb 2024
Lefeuvre A et al (2017) Anticipating in-use stocks of carbon fiber reinforced polymers and related waste flows generated by the commercial aeronautical sector until 2050. Resour Conserv Recycl 125:264–272. https://doi.org/10.1016/j.resconrec.2017.06.023
Liu Z, Wong K, Turner T, Pickering S (2015) Effect of fibre length and suspension concentration on alignment quality of discontinuous recycled carbon fibre. In: 20th international conference on composite materials copenhagen
Manis F et al (2021) Influences on textile and mechanical properties of recycled carbon fiber nonwovens produced by carding. J Compos Sci 5(8):209. https://doi.org/10.3390/jcs5080209
McConnell VP (2010) Launching the carbon fibre recycling industry. Reinf Plast 54(2):33–37. https://doi.org/10.1016/S0034-3617(10)70063-1
Meng F et al (2017) Environmental aspects of use of recycled carbon fiber composites in automotive applications. Environ Sci Technol 51(21):12727–12736. https://doi.org/10.1021/acs.est.7b04069
Meyer LO, Schulte K, Grove-Nielsen E (2009) CFRP-recycling following a pyrolysis route: process optimization and potentials. J Compos Mater 43(9):1121–1132. https://doi.org/10.1177/0021998308097737
Palmer J et al (2010) Sheet moulding compound (SMC) from carbon fibre recyclate. Compos Part A: App Sci Manuf 41(9):1232–1237. https://doi.org/10.1016/j.compositesa.2010.05.005
Parveez B et al (2022) Scientific advancements in composite materials for aircraft applications: a review. Polymers 14(22):5007. https://doi.org/10.3390/polym14225007
Qin Y et al (2018) Comparing recycled and virgin poly (ethylene terephthalate) melt-spun fibres. Polym Test 72:364–371. https://doi.org/10.1016/j.polymertesting.2018.10.028
ReFormTM (2024) Datasheet: rPET. https://www.materialdatacenter.com/ms/de/tradenames/ReForm/Formfutura+BV/ReForm%E2%84%A2+rPET/127a3852/7564. Accessed 27 Feb 2024
Ren T et al (2024) Recycling and high-value utilization of polyethylene terephthalate wastes: a review. Environ Res 249:118428. https://doi.org/10.1016/j.envres.2024.118428
Schürmann H (2007) Konstruieren mit faser-kunststoff-verbunden: mit 39 tabellen. 2., bearb. und erw. Aufl. Springer, Berlin Heidelberg
Spectrum F (2024) Technisches merkblatt PET CF15’. https://3dee.at/. Accessed 27 Feb 2024
Um H-J et al (2021) Effect of crystallinity on the mechanical behavior of carbon fiber reinforced polyethylene-terephthalate (CF/PET) composites considering temperature conditions. Compos Sci Technol 207:108745. https://doi.org/10.1016/j.compscitech.2021.108745
Wang J, Schlagenhauf L, Setyan A (2017) Transformation of the released asbestos, carbon fibers and carbon nanotubes from composite materials and the changes of their potential health impacts. J Nanobiotechnol 15(1):15. https://doi.org/10.1186/s12951-017-0248-7
Warzelhahn V (2019) Fibre recovery is just one step on the way to successful closed-loop approach. Business recycling. JEC Compos Mag 128:16–18
Witten E, Mathes V (2022) Der europäische markt für faserverstärkte kunststoffe, Composites. Marktentwicklungen, trends, herausforderungen und ausblicke, industrievereinigung verstärkte kunststoffe (AVK)
Wong KH, Turner TA, Pickering SJ (2014) Challenges in developing nylon composites commingled with discontinuous recycled carbon fibre. In: ECCM16 - 16TH European conference on composite materials. Seville, Spain
World Health Organization (2017) WHO guidelines on protecting workers from potential risks of manufactured nanomaterials. Geneva: World Health Organization. https://iris.who.int/handle/10665/259671. Accessed27 Feb 2024
Yu H, Potter KD, Wisnom MR (2012) A novel manufacturing method for aligned discontinuous fibre composites (high performance-discontinuous fibre method). Compos A: Appl Sci Manuf 65(2014);175–185. https://doi.org/10.1016/j.compositesa.2014.06.005
Zhang J et al (2020) Current status of carbon fibre and carbon fibre composites recycling. Compos Part B: Eng 193:108053. https://doi.org/10.1016/j.compositesb.2020.108053
Acknowledgements
The authors gratefully acknowledge the anonymous referees for their useful suggestions and support. They would also like to thank Global EnerTec AG, Guben for supporting our work by providing us the sustainably recovered carbon fibers through their novel thermocatalytic degassing technology (GlobaTec) for the recovery of long carbon fibers. The authors also gratefully acknowledge the “Landkreis Spree-Neiße,” “Unternehmen Revier,” “WIR Lausitz,” and “Regionale Innovation Konzepte (RIK)” for the financial support. The authors would also like to acknowledge the former employee of the institute, Mr. Jonas Krenz for the idea and methodology development, previous investigations, and fund acquisitions during his time of employment.
Author information
Authors and Affiliations
Contributions
AH: literature review, writing—original draft, data curation, investigation; HS: funding acquisition, supervision; DH: literature review, writing, graphics, and editing; FK: conceptualization, supervision; MA: conceptualization, supervision; MM: conceptualization, supervision. Each author listed in this article has contributed significantly to the study and manuscript preparation, meeting the criteria outlined above. All authors have reviewed and approved the final version of the manuscript before submission.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hannan, A.N., Seidlitz, H., Hartung, D. et al. Sustainability and Circular Economy in Carbon Fiber-Reinforced Plastics. Mater Circ Econ 6, 26 (2024). https://doi.org/10.1007/s42824-024-00111-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42824-024-00111-2