
Abstract
Technologies for regenerating post-consumer cellulose-based textiles are heralded as one of the solutions in achieving a circular economy for textiles. These chemical recycling processes are often focused on the like-for-like replacement of environmentally impactful textile fibres with waste-derived man-made cellulosic fibres. Regenerated cellulose materials that are not suitable for the fibre process remain unconsidered in the commercial drive to up-scale circular chemical recycling technologies. Within this technological landscape connected to bio-derived cellulose-based textiles, there are synthetic binders that are conventionally used in textile finishing techniques such as printing. However, these form a barrier to a material’s circularity. This research shows how regenerated cellulose, obtained from post-consumer textiles waste, was introduced for the first time as a print binder in textile screen printing. The innovation resulted from applying a material-driven textile design (MDTD) methodology for new circular design practices in materials science. The resulting properties were qualitatively and quantitatively compared to three types of petroleum-based textile processes that hinder a cellulose-based textile material’s circularity: puff binder, plastisol, and thermoforming. The results demonstrated a significant reduction in temperature for textile finishing, as well as novel mono-material cellulose-based processes for fabric manipulation, textile print, and textile shape. The conclusions discuss the potential of these processes to benefit an increase in future circularity for finished regenerated cellulose-based textiles.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There is a global push to substitute synthetic materials in textiles with circular bio-based alternatives. To date, these activities have largely focused on the substitution of the material itself, such as the textile fibre or the fabric (European Commission 2022). Recent innovations have involved exploring textile processing stages beyond the replacement of the feedstock material, such as waste-derived bio-based dyes (Nature Coatings 2023), and laser processing and enzymes for surface patterning (Kane et al. 2020). The aim in these cases is to reduce the addition of synthetic chemicals towards more circular, bio-based materials (Ribul 2023). Textile production stages incur the largest environmental impacts (Wedin 2017). Current advancements in closed-loop materials circularity, namely, the transformation of bio-derived ‘end-of-life’ textiles into fibres and textiles for a new lifecycle through chemical recycling, do not yet take the finishes into account. Textile finishes are mostly petroleum-based and need to be manually removed before recycling, which hinders the widely recognised ‘mono-material’ strategy for circular bio-derived materials, namely, to avoid material blends that can hinder chemical recycling processes and material reuse in products. A holistic view of the full material lifecycle is required to achieve closed-loop approaches that reduce the barriers for future material reuse.
In the current regenerated cellulosic textiles landscape, one of the circular material achievements has been the development of man-made cellulosic fibres that are obtained from post-consumer cellulose-based textiles waste feedstock (Ribul et al. 2021b). Cotton, viscose, and lyocell textiles consist of cellulose polymers. Before chemical recycling of post-consumer cotton textiles can take place, components that cannot be recycled—such as potential polyester threads in seams, prints, or labels—must first be removed (Wedin et al. 2017). Academic and commercial developments with regenerated cellulose materials obtained from waste feedstock are focused foremost on the introduction of regenerated cellulose materials in existing textile value chains for fibres, yarns, and constructed textiles. Companies like Re:NewCell innovated the production of Circulose® in 2022, a sheet material produced from post-consumer waste that can be used as a feedstock for regenerated cellulose textile fibre and yarn companies (Circulose 2023). Circulose® has been adopted in the apparel collections of over 20 apparel brands such as H&M, Ganni, and Levi’s to date. In the USA, Evrnu’s Nucycl® produced regenerated fibres from textile waste for apparel brands Stella McCartney, Pangaia, and Zara amongst others (Evrnu 2023). New technologies are also emerging, such as Spinnova’s microfibrillated cellulose production that does not require solvents for fibre production: it launched a collaboration with Circulose to produce fibres by 2024 (Renewcell, 2023). It is predicted that the market share of man-made cellulosic fibres for apparel will continue to grow, and this context will require a next generation of waste-derived feedstocks coupled with new circular design strategies for material recovery and reuse (Textile Exchange, 2022).
While chemical polymer recycling technologies have scaled significantly over the past 10 years, the fibre regeneration process in closed-loop chemical recycling is still bound to long cellulose polymer chains, and therefore cannot spin fibres from waste-derived textiles with a low degree of polymerisation. Current technologies can only recover post-consumer cotton as the feedstock for producing regenerated cellulose fibres. At the same time, the polymer length of regenerated cellulose decreases after several consecutive recycling stages, therefore shorter loops or new value chains need consideration. Hence, a long-term view to explore the future lifecycles and transformations of these man-made, waste-derived, regenerated cellulose fibres remains unconsidered. New processes are required that can make use of ‘low value’ (Lou and Hamouda 2014 p.122) regenerated cellulose materials that are not suitable for the fibre process.
Cellulose-based, mono-material finishes for textiles such as logos or print patterns found in apparel have not yet been explored. Printed textile finishes can alter the properties of a material and hinder a material’s circularity (Wedin et al. 2019). Finishing can refer to the chemical and mechanical modifications in woven, knitted or nonwoven textiles including printing, dyeing, thermosetting, pleating, or chemical cross-linking processes. More than 90% of textiles are screen printed (Sinclair 2014). The binders for printing are synthetic (Sinclair 2014) or resin-based (Elasser 2005), and contain an emulsion of synthetic thickening agents (Sinclair 2014), or an aqueous system that does not require washing after printing. Pigment printing sits on top of fabrics without penetrating them (Thompson and Thompson 2014). Residual pigment binders can pollute the waste-water system, and printed textiles cannot be recycled in the chemical process for cellulose regeneration without manually cutting out the printed area (Wedin et al. 2017). In a textile finishing context, cellulose has been applied via 3D printing for aesthetic and functional applications at the product service level (Tanttu 2015), but further finishes using these materials have not been explored in a circular economy context. Mono-material circular finishes have been investigated in synthetic textiles through mechanical approaches such as laser welding (Goldsworthy and Paine 2014; Morgan 2016), through crimping and welding nonwoven textiles with thermosetting PLA content (Granberg et al. 2019), and heat transfer overprinting of polyester-based charity shop shirts (Earley and Forst 2019). Solutions to such material challenges in circularity have mostly been implemented by designers adopting advanced material technologies. The challenges for cellulose-based textiles reside in the fact that the material does not melt or change shape using heat; therefore, new approaches for finishes are needed.
Within this technological landscape, this research explored screen printing, which is a textile process that conventionally uses synthetic binders. This paper demonstrates how design practice introduced a cellulose dissolution obtained from waste textiles for the first time as a binder in textile screen printing techniques. The results show how the material practice of printing a cellulose dissolution onto fabric can achieve an alteration of the textile properties in textile surface manipulation, finish, and shape suitable for the textiles context of a circular economy. The practice outcomes are compared to established finishing approaches that use petroleum-based, synthetic materials, and demonstrate a mono-material, cellulose-based textile finishing technique resulting in similar textile properties.
Materials and Methods
The methodology followed a material-driven textile design methodology developed by the author for design practice with materials in scientific development towards novel circular fabrication and finishing processes (Ribul et al. 2021a). The methodology was structured into three methodological stages of exploration, translation, and activation, and resulted in four processes that were developed in parallel. The three methodological action stages correspond to three research residencies in materials science laboratories in Europe that are investigating the transformation of post-consumer textiles into regenerated cellulose fibres. These include RISE in the first and second residencies, and the School of Chemical Engineering at Aalto University in Finland in the third residency. Each action stage maps out the textile techniques introduced into the cellulose regeneration process in the materials science laboratory. The stages concerning the print binder technique development are listed below and are shown in Table 1.
Design-Led Experiments Towards Using a Post-consumer Cellulose–Based Binder
Table 1 shows the sequence of design-led experiments that resulted in the introduction of a cellulose-based print binder in textile screen printing. In the exploration stage of the first residency, a flat regenerated cellulose film with no textile qualities was produced and a bioplastic with similar properties was bonded onto substrates in studio practice A (Ribul and de la Motte, 2018). Textile design techniques for printing and coating were introduced in the second residency to then develop print designs and to test screen printing tools for the cellulose-based binder in the subsequent studio practice B. In the second residency, three types of fabrics were tested to see how they bonded with the film: 100% viscose, 100% cotton, and 100% polyester. The cellulose-based binder was applied via pipette, wooden spatula, and through a loosely woven fabric, a screen mesh. The mesh fabric evidenced that a controlled film deposition on fabric can achieve finer results. On viscose fabric, the cellulose film demonstrated visual and haptic properties similar to conventional synthetic print binders. On cotton, the film achieved translucent effects similar to print design. The film bonded to polyester proving that it could be applied to different types of fibres and act as a binder. However, a synthetic substrate disrupts the cellulose-based chemical recycling process and was not further explored. The print technique established in the material experiments informed the final prototyping plan to screen print using the cellulose obtained from textile waste feedstock to alter the surface of the fabric in residency 3. The experiments defined the most suitable scientific method for textile prototyping with regenerated cellulose films, which is described in “Method” The third residency screen printed the cellulose-based binder onto textiles.
The results were evaluated quantitively and qualitatively. Qualitative evaluation built on tacit knowledge of the expert designer in the haptic and visual textile properties of established textile finishing techniques in synthetic binders, and described in Ribul et al. (2021a). The qualitative assessment evaluated the ‘sensoasethetic’ (Miodownik 2015 p.9) properties of the material samples, which was complemented with initial characterisation using SEM analysis. Material samples act as ‘boundary objects’ in interdisciplinary research (Hornbuckle, 2018), and sets of samples demonstrate properties that designers understand (Wilkes et al. 2015). Quantitative evaluation was conducted through a literature review of established synthetic print processes as well as through analysis of initial experiment outcomes in residency 2 using a scanning electron microscope (SEM) that magnified the samples 200 times. The SEM image of the sample conducted by RISE Research Institutes of Sweden in Figures 1 and 2 show that the regenerated cellulose film bonds with the surface of the substrate fabric. This finding highlighted the possibility of using a cellulose-based binder for printing onto cellulose-based fabrics that is mono-material and made from waste. The application of regenerated cellulose on three types of fabric substrates (cotton, viscose, polyester) showed that printing achieved the following results: (i) printing pleated the surface of the textile and created a similar effect to thermoformed polyester fabric, (ii) printing demonstrated haptic and visual properties similar to plastisol prints; (iii) printing bonded filaments and particles together, and (iv) printing achieved three-dimensional fabric manipulation similar to puff and flock print binders or manual smock stitching. In addition to this, introducing the cellulose-based print binder into hand screen printing allowed for high quality prints and experimentation (Elasser 2005). The hand screen printing process provided a suitable process for working at a small scale inside material science laboratories that were scaling circular cellulose regeneration technologies.

Regenerated cellulose film on viscose

Regenerated cellulose film on viscose in the scanning electron microscope (SEM)
Materials
The materials required for the preparation of the cellulose-based binder were a cellulose source, a solvent, and a coagulation bath to dissolve and regenerate the cellulose. Table 2 lists the materials used. The cellulose source was a milled, white post-consumer cotton. The chemical recycling of cellulose textiles uses solvents to break down polymer chains and dissolve them into a liquid ready for regeneration (Ellen MacArthur Foundation 2017). The cellulose chains in cotton are strong and easily bind with other molecules (de la Motte 2012; Palme 2017) meaning that they are not soluble in water. The scientific research that has taken place in the residencies is concerned with using solvents that break down the molecular bonds without the use of toxic chemicals or high processing temperatures (Ma et al. 2015a; Palme 2017). Solvents explored included the ionic liquid solvent 1-ethyl-3-methylimidazolium acetate (EmimAc), which resulted in flexible regenerated cellulose films that did not break. This solvent was used in the second residency. The third residency at Aalto University introduced the non-toxic ionic liquid Ioncell solvent into the experiments (Michud et al. 2014), which was used in the final practice outcomes. Once the solvent dissolves the cellulose into a liquid, it is regenerated into a new form through a coagulation bath. This step washes the solvent from the cellulose and new polymer chains are formed at the molecular scale. Ethanol as the coagulation bath resulted in flexible regenerated samples with less shrinkage and no breakage when dried. Figure 3 illustrates the steps involved: the cellulose source milled into a fine powder and dissolved using a solvent in a cellulose dissolution, and then regenerated in a coagulation bath to be spun into fibres and yarns for knitted, woven, and non-woven textiles. Textile finishes are then applied and a textile product made.

Illustration and photographs showing the stages of textile fabrication from raw material to textile product in the established regenerated cellulose textile value chain
Method
For the preparation of a finished textile using a cellulose-based binder, two actions need to be performed. Firstly, the preparation of the cellulose-based binder which is regenerated into new form. Secondly, the screen-printing method using the cellulose dissolution.
Cellulose-Based Binder Preparation
The milled cotton was dissolved using the solvent, and the cellulose dissolution was then regenerated through a coagulation bath. This research explored regenerated cellulose films that can be produced from short cellulose chains. 3%, 4%, and 5% cellulose contents in the solvent were tested based on scientific methods for making regenerated cellulose films (Sundberg et al. 2013; Yang et al. 2011). The final prototypes then used a 5% cotton content in the solvent for the dissolution procedure. The cotton was dissolved using a magnetic stirrer in a bain-marie for the EmimAc solvent and in a lab-scale kneader for the Ioncell solvent at 80 °C for approximately 1 to 2 h depending on the solvent (Ma et al. 2015b; Wawro et al. 2014). The regeneration stage formed new molecular chains in the dissolved cellulose. The cellulose film was submerged into the coagulation bath for regeneration. After washing the sample in the coagulation bath, the solvent was fully removed and only cellulose remained. The sample shrank to a smaller volume when dry as the coagulation bath liquid evaporated. Shrinkage is commonly observed in cellulose samples regenerated in both water and ethanol coagulation baths, and can also be linked to the cellulose percentage used (Wawro et al. 2014). Shrinkage was reduced through the regeneration and the drying method.
Screen Printing Method Using a Cellulose-Based Binder
The scientific method for the preparation and regeneration of a cellulose-based binder was then integrated into the design-led textile screen printing process. Figure 4 shows a schematic diagram illustrating the processing technique from the binder to the finished textile. The cellulose-based binder was added to a textile print screen with a screen size of 42 cm × 34 cm onto which a print design was prepared. The binder was manually pressed through the mesh using a bull-cut 11-cm squeegee. The printed textile with the cellulose-based, printed film was then submerged into an ethanol bath for regeneration. The resulting textile was air-dried in a fume extraction cabinet. The process was repeated for the results described in “Results and Discussion”: print design, mesh screen size, textile substrate, and the application of binder-produced variations in the results.

Schematic diagram illustrating the processing technique from the cellulose dissolution to the finished textile
Results and Discussion
The design-led approach in the material-driven textile design methodology resulted in the development of a new circular technique using a cellulose dissolution as a screen print binder. The practice work used regenerated cellulose for the first time as a print binder in textile hand screen printing. Screen printing the cellulose dissolution onto a cellulose-based fabric modified the fabric surface through finishing. The outcomes of the mono-material, cellulose-based textile finishing technique were evaluated qualitatively against existing processes for various forms of fabric manipulation in synthetic binders and textiles.
The qualitative evaluation of the haptic and visual qualities of the printed textiles resulting from the technique demonstrated the possibility of a replacement of toxic, petroleum-based materials in puff, plastisol and thermoforming processes. The results were analysed through the literature review enabling comparison of materials and methods in synthetic finishes with the method described in this paper. The cellulose-based technique required much lower process temperatures, as shown in Table 3, which summarises the comparison of petroleum-based processes with the cellulose-based binder. The next sections evaluate the technique outcomes against existing synthetic finishing processes. The results show how different designs using various print line thicknesses in the screen printing of the cellulose dissolution altered a fabric surface to varying degrees.
.
Fabric Manipulation
Three-dimensional fabric manipulation in textile screen printing can be achieved with expanding inks called puff binders. Here, an additive thermo-reactive synthetic powder in the binder expands with heat after screen printing. The binder needs heating up to between 160 and 170 °C, which can be done by using either a heat press or alternatively a hand-held hairdryer (Wells 1997). The print design puffs into a curve on the front of the fabric, whereas the expansion forms a negative concavity on the back. The design of the print, an even application of the binder on the fabric and a thin substrate, such as cellulose-based textiles or fine silks, can create a stronger puff effect. Puff binder can be found in textile design education manuals for its three-dimensional effects (Wells 1997; Thompson and Thompson 2014). In technical textile engineering publications for fashion garments and textiles, however, the lack of references to puff binders is notable. This could be related to its plasticised feel, which makes it best placed for one-off prints rather than at a commercial scale, but also because speciality inks have higher costs (Thompson and Thompson 2014). The provenance, manufacturing, and impacts on people and the environment of puff binder remain conspicuously unquestioned in textile publications. In fact, when a puff binder is described, it is purely considered in terms of how it reacts to heat and for its effect on the surface of the fabric (Wells 1997; Thompson and Thompson 2014). It also appears that the process uses plastisol inks (Thompson and Thompson 2014). Like plastisol, the synthetic, plasticised print that a puff binder creates is not compatible with cellulose-based textiles in the chemical recycling process. Recycling possibilities for puff binders are not available if the pigments are PVC-based and therefore the printed areas need to be cut out from the fabric.
In the practice work, it was observed that like PVC-based puff binder, after regeneration, the application of cellulose dissolution onto fabric expanded the printed area on one side and shrank it on the other. Prototyping then found that screen printing with the cellulose-based binder achieved three-dimensional fabric manipulation through the combination of print design, screen print tools and fabric. As in the finishing process with synthetic puff binders, the fabric manipulation was more evident when the print was applied to a thin cellulose-based fabric. The more that cellulose dissolution was applied evenly through the screen mesh, the stronger the fabric manipulation. The print design also impacted on the puff effect, and Figure 5 shows that thicker, 4.2 mm lines of regenerated cellulose material achieved stronger curves on the front of the fabric. In contrast, Figure 6 shows that fabric manipulation was already visible with a print line thickness of 1.4 mm. Whilst the optical effect of the regenerated cellulose print was like that of a synthetic puff binder, a close look at the fabric shows that the result achieved was an inverse of the usual process. When using a puff binder, the pigment expanded through heat, where the three-dimensional area was the part that had been printed. With cellulose however, the regeneration caused the printed dissolution to shrink, creating strong molecular bonds. In this case, the printed area contracted, forming convex shapes on the back of the fabric while the front of the fabric puffed up between the printed lines (Figure 7). The temperature required for the cellulose dissolution was 80 °C, which is half the temperature needed for curing a puff binder. The cellulose-based print can be recycled with the substrate in the same chemical recycling process.

Screen print with 4.2 mm line thickness generates a strong puffed surface effect on the fabric with light pleats at the end of the print line (2018)

Screen print with 1.4 mm line thickness generates puffed effects between the print lines on the surface of the fabric (2018)

The puff effect is visible between the print lines and the print contracts the fabric (2018)
Textile Print Finish
Screen printing in textile design can achieve different types of finish depending on the binder that is used. The finish can range from transparent, semi-transparent to opaque binders with gloss, pearl, metallic, or glitter effects. A common print binder in industrial garment printing is plastisol (Thompson and Thompson 2014). Its name is derived from the plasticising effect it has on the surface of the textile and is made of PVC particles suspended in a plasticiser (Greenpeace 2012a). Gullingsrud and Williams describe how the, ‘PVC serves as a binder that melts into, or fuses with, the garment while bearing the solid pigment. Plastisol inks contain plasticizers, which soften the naturally rigid PVC to give it flexibility to keep [it] from cracking’ (2017 p.215). The ink is cured by heating the print to approximately 165 °C. As plastisol requires high temperatures to set, the screens do not need to be washed with water after each use and can therefore be used multiple times (Thompson and Thompson 2014). Due to its plasticising properties, plastisol prints sit on top of the fabric whilst its opaque finish makes the binder suitable for printing on dark fabrics. Plastisol is commonly used for customised prints on T-shirts and garments (Greenpeace, 2012a). At the end of life however, the PVC print needs to be manually removed before the textile can be chemically recycled. A plastisol binder does not biodegrade: when it is landfilled, it can release toxic substances and contaminate groundwater due to the lead or cadmium used as PVC stabilisers (Gullingsrud and Williams 2017). The environmental impacts of plastisol do not only take place at the recycling stage, but are already present in the production processes as well as occurring during the use of products made with this substance. In 2017, the EU recognised that phthalates, commonly used as softeners for PVC in plastisol binders, cause hormone disruption in humans (Ecotextile News 2017). In 2014, a study indicated that phthalates traces found in pregnant mothers affected the IQ of their children (Ecotextile News 2014). Greenpeace state that, ‘phthalates in plastisol formulations are not tightly bound to the plastic, but are present as mobile components within the matrix, and will, therefore, be released from the product over time’ (2012b p.3). The presence of phthalates in plastisol has been highlighted in reports made by Greenpeace (2012a, 2012b) that measured the toxicity of garment prints. Alternatives to PVC are therefore both a circularity and a global health issue.
Like the PVC-based plastisol ink, the scanning electron microscope (SEM) analysis evidenced images in which cellulose-based print sits on top of the fabric. Hence, the regenerated cellulose film could be produced without added plasticisers and the regeneration in an ethanol coagulation bath could achieve a flexible film without additional chemicals, which reduces the barriers in recycling the printed textile at the end of life. Print tests evidenced that a thicker, hand-painted application of the cellulose dissolution can create a stronger, plasticising effect on the fabric. Prototyping confirmed that depending on the quantity of the cellulose-based binder applied and the mesh size of the screen, print outcomes varied between light and heavy textile finish. Cellulose-based prints can be transparent, semi-transparent, and opaque, the same as in synthetic binders. Figure 8 evidences that hand screen printing with a cellulose dissolution obtained from a white, post-consumer cellulose source resulted in opaque prints on a dyed viscose fabric, in a finish that is the same as with plastisol inks. Figure 9 shows a semi-transparent screen print with a charcoal-dyed cellulose dissolution that is visible on a white fabric (Ribul 2023). Figure 10 shows how thin, repeated lines give the surface of the fabric a light, coated effect with haptic properties similar to etched textiles. As in hand screen printing using conventional synthetic binders, overprints of the print design were made before the cellulose film was set onto the fabric in the coagulation bath. The cellulose-based process required much lower processing temperatures of 80 °C compared to the 165 °°C needed with plastisol inks. On the other hand, water was required to wash the cellulose dissolution off the screen, contrary to the process with plastisol inks, which does not require washing due to the high temperatures employed. In the context of a circular economy, the regenerated cellulose print can be recycled together with the cellulose-based textile substrate, providing an alternative to the toxicity of PVC-based plastisol binders during the production, use and disposal stages of a printed fabric.

Print binder with a white post-consumer cellulose source on dyed viscose fabric (2018)

Charcoal-dyed, cellulose-based binder on white viscose fabric (2018)

Overprinted design with charcoal-dyed, cellulose-based binder on viscose fabric (2018)
Textile Shape
Puff and plastisol inks point to a key element in the textile screen printing process when synthetic binders are used, namely, the need for high processing temperatures to set the binder. When synthetic fibres and fabrics are heat treated instead, they can be set into a new form. Synthetic materials set at high temperatures of up to 190 °C (Wells 1997). These thermoplastic properties of synthetic fibres are often used to create mechanical finishes such as pleating and embossing (Wells 1997). Embossing requires a mould to be added under the fabric for shaping, yet different objects and surfaces other than moulds can create this effect. Thermoforming can use small items such as coins or marbles tied into the fabric, which is then normally set in a heat press. In synthetic thermoforming processes, the mould would be formed from a carrier material specifically constructed for the desired surface effect (Thompson and Thompson 2014; Wells 1997). Once the material is set, pleats or embossed shapes are fixed in the synthetic fabric unless high temperatures are applied again to remould the synthetic fibres. Through the application of heat, the fibres melt and lower temperatures then cure them into the shape they have been pressed into. However, the molten synthetic material cannot be shaped back into its original state (Ellen MacArthur Foundation 2017). Adding synthetic binders such as plastisol or expanding ink are avoided in this process as melting synthetic materials can release toxic fumes harmful to humans (Thompson and Thompson 2014).
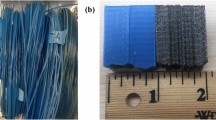
Closely linked to thermoformed synthetic fabric manipulation, a further observation within this research using regenerated cellulose was that the combination of print design, substrate, and screen technology altered the textile shape or surface. When an undyed cellulose dissolution was screen printed onto fabric, the regenerated cellulose print was not visible, and the resulting modification resembled a thermoformed process. The printed cellulose dissolution shrank on the fabric after regeneration and created a three-dimensional form with similar visual and haptic qualities to the ones found in embossed and thermoformed synthetic fabrics. Figures 11 to 12 show that the embossed effect is visible on both dyed and undyed fabrics. Another result of this finishing technique is shown in Figure 13, where the print caused curving of the two-dimensional fabric, creating a three-dimensional form. The directional, parallel lines in the print design shape the fabric by limiting the formation of molecular chains in the cellulose-based binder into a specific pattern on the fabric surface. The textile shape was established after the printed substrate was regenerated in a coagulation bath and dried. The technique did not require a mould or high temperatures to set. Instead of using heat, like in thermoplastic synthetic textiles, the print design and the cellulose-based binder in the hand screen printing process shaped mono-material cellulosic textiles.

The print embossed the surface of a dyed fabric (2018)

The print embossed the surface of an undyed fabric (2018)

Top view of the textile shaped through the print (2018)
Conclusions
This research investigated the introduction of a cellulose dissolution obtained from post-consumer textiles as a binder in screen printing for textile finishing of circular, cellulose-based textiles. By printing with a cellulose-based binder onto cellulose-based textiles as a substrate, the finished fabric is mono-material and can be chemically recycled within the context of the circular economy. The cellulose-based binder makes use of a cellulose dissolution obtained from post-consumer textiles with a degree of polymerisation that is not suitable for the fibre spinning process. The haptic and visual qualities in the printed textiles resulting from the technique demonstrate the possibility for a replacement of toxic, petroleum-based finishing processes. The print binder uses 100% waste, non-toxic and chemically recyclable materials.
The main conclusions of the research include the following alterations of textile properties using the cellulose-based finishing technique:
-
Fabric manipulation: the printed cellulose dissolution can replace synthetic puff binders that cannot be recycled and uses lower process temperatures of 80 °C compared to 160 °C for puff binders.
-
Print finish: the cellulose-based binder can substitute for PVC-based plastisol inks, whose toxicity impacts on people and the environment during production, use and disposal. It can do so by using lower process temperatures at 80 °C compared to 165°C for plastisol inks.
-
Textile shape: the cellulose-based binder in this screen print technique offers an alternative to thermoforming processes that use high temperatures and moulds in synthetic textiles and uses lower process temperatures at 80 °C compared to 190 °C for thermosetting synthetic textiles.
The significance of this approach is that it could have far-reaching industry impact if the binder is adopted for the finishing of all cellulose-based textiles because screen printing is a globally used approach. The approach also enables circularity at the end of life by making use of post-consumer cellulose-based textiles that cannot be introduced into the fibre spinning process where the print binder is not bound to a specific degree of polymerisation. Current limitations of the study are that the requisite textile substrates for printing still mainly rely on man-made cellulosic textiles from tree pulp, since only 1% of textiles are currently recycled in a closed loop and the technologies are not yet sufficiently scaled or accessible outside of big brand collaborations. A solution to this would be to ensure the future circularity of cellulose-based materials currently in use through mono-material finishes. The technique also enables the use of cellulose with varying degrees of polymerisation for both the construction of the textile (into fibres and yarns) and for its printed finish. Future work could characterise the prints using abrasion and wash tests, as well as explore automating the hand screen print processes to implement a next generation of circular textile print binders at scale. The lower process temperatures required for the dissolution of the cellulose-based binder also point to the possibility of removing the print from the fabric to facilitate reuse of textiles before recycling. The next stage of the research could enable further alterations of textile material properties in the context of the circular economy.
Data Availability
The data presented in this study is available on request from the corresponding author. The data is not publicly available due to the confidentiality of the author’s Ph.D. content at the time of the publication of this article.
References
Circulose® (2023) Circulose Supplier Network. - https://circulo.se/en/circulose-supplier-network/
De la Motte H (2012) Derivatization and characterization of cellulosic materials: synthetic procedures towards sustainable reactions. Dissertation,. Chalmers University of Technology, Sweden
Earley R, Forst L (2019) Everything that went wrong: challenges and opportunities in designing and prototyping long-life garments in a circular economy. PLATE Product Lifetimes And The Environment, 2019 Conference, Berlin, Germany 18 – 19 September
Ecotextile News (2014) Phthalate exposure in pregnancy linked to low IQ. https://www.ecotextile.com/2014121121206/dyes-chemicals-news/phthalate-exposure-in-pregnancy-linked-to-low-child-iq.html. Accessed 28 February 2018
Ecotextile News (2017) EU recognises four phthalates as hormone disrupting. https://www.ecotextile.com/2017021722593/dyes-chemicals-news/eu-recognises-four-phthalates-as-hormone-disrupting.html. Accessed: 28 February 2018
Elasser VH (2005) Textiles: concepts and principles. Section edition. Fairchild Publications, New York
Ellen MacArthur Foundation (2017) The new plastics economy: catalyzing action. https://www.ellenmacarthurfoundation.org/publications/new-plastics-economy-catalysing-action. Accessed 14 March 2017
European Commission, Directorate-General for Environment (2022) EU Strategy for Sustainable and Circular Textiles. https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52022DC0141. Accessed: 27 September 2023
Evrnu (2023) Nucycl®. https://www.evrnu.com/nucycl. Accessed: 27 September 2023
Goldsworthy, K., Paine, H. (2014) Laser welding of textiles: a creative approach to technology through a reflective craft practice. All Makers Now?, 2014 Conference Journal, Vol. 1, Falmouth University, United Kingdom, 10 – 11 July
Granberg, H., Zachrisson, A.-M., Granlöf, L. (2019) Crimping and welding of textile-like papers. http://mistrafuturefashion.com/wp-content/uploads/2019/10/H.-Granberg-Crimping-and-welding-of-textile-like-papers.-Mistra-Future-Fashion-report.pdf.
Greenpeace (2012a) Toxic threads: the big fashion stitch-up. http://www.greenpeace.org/archive-international/Global/international/publications/toxics/Water%202012/ToxicThreads01.pdf. Accessed: 28 February 2018
Greenpeace (2012b) Hazardous chemicals in branded textile products on sale in 27 places during 2012. http://www.greenpeace.org/archive-international/Global/international/publications/toxics/Water%202012/TechnicalReport-07-2012.pdf. Accessed: 28 February 2018
Gullingsrud A, Williams A (2017) Fashion fibers: designing for sustainability. Fairchild Books, New York
Hornbuckle R (2018) Materials liaisons: facilitating communication in design-driven material innovation (DDMI) projects. In: Storni C, Leahy K, McMahon M, Lloyd P, Bohemia E (eds) Design as a catalyst for change. DRS International Conference, Limerick, Ireland, 25-28 June. https://doi.org/10.21606/drs.2018.446
Kane F, Shen J, Morgan L, Prajapati C, Tyrer J, Smith E (2020) Innovative technologies for sustainable textile coloration, patterning, and surface effects. In: Muthu SS, Gardetti MA (eds) Sustainability in the textile and apparel industries: sustainable textiles, clothing design and repurposing. Springer International Publishing, pp 99–127. https://doi.org/10.1007/978-3-030-38545-3_4
Lu J, Hamouda H (2014) Current status of fiber waste recycling and its future. Adv Mater Res 878:122–131
Ma, Y., Asaadi, S., Johansson, L., Ahvenainen, P., Reza M., Alekhina, M., Rautkari, L., Michud, A., Hauru, L., Hummel, M., Sixta, H. (2015a) High-strength composite fibers from cellulose–lignin blends regenerated from ionic liquid solution. ChemSusChem 8(23):4030–4039.
Ma Y, Hummel M, Määttänen M, Sixta H (2015b) Upcycling of waste paper and cardboard to textiles. Green Chem 18(3):858–866
Michud, A., King, A. W. T., Parviainen, A. P., Sixta, H., Hauru, L., Hummel, M., Kilpeläinen, I. A. (2014). Process for the production of shaped cellulose articles from a solution containing pulp dissolved in distillable ionic liquids. Patent No. 2014/162062 A1
Miodownik M (2015) Toward designing new sensoaethetic materials: the role of material libraries. In: Drazin A, Küchler S (eds) The social life of material: studies in materials and society, 1st edn. Bloomsbury Publishing, London, pp 69–79
Morgan L (2016) Laser moulding for textiles: supporting sustainable design and manufacture. Circular Transitions, MISTRA Future Fashion Conference on Textile Design and the Circular Economy. Chelsea College of Arts & Tate Britain, London 23-24 November
Nature Coatings (2023) Bioblack TX™. https://www.naturecoatingsinc.com/bioblack-tx. Accessed: 27 September 2023
Palme A (2017) Recycling of cotton textiles: characterization, pretreatment, and purification. Doctoral dissertation,. Chalmers University of Technology, Sweden
Renewcell (2023) Spinnova and Renewcell announce cooperation to scale circular fashion. https://www.renewcell.com/en/spinnova-and-renewcell-announce-cooperation-to-scale-circular-fashion/ Accessed: 17 September 2023
Ribul. M. (2023) Circular colour: reusing colour from previous textile lifecycles in textile finishes. PLATE Product Lifetimes And The Environment, 2023 Conference, Espoo, Finland, 31 May - 2 June
Ribul M, de la Motte H (2018) Material translation: validation and visualization as transdisciplinary methods for textile design and materials science in the circular bioeconomy. Journal of Textile Design Research and Practice (RFTD) 6(1):66–88. https://doi.org/10.1080/20511787.2018.1467206
Ribul M, Goldsworthy K, Collet C (2021a) Material-driven textile design (MDTD): a methodology for designing circular material-driven fabrication and finishing processes in the materials science laboratory. Sustainability 13(3):1268. https://doi.org/10.3390/su13031268
Ribul M, Lanot A, Tommencioni Pisapia C, Purnell P, McQueen-Mason SJ, Baurley S (2021b) Mechanical, chemical, biological: moving towards closed-loop bio-based recycling in a circular economy of sustainable textiles. J Clean Prod 326:129325. https://doi.org/10.1016/j.jclepro.2021
Sinclair R (ed) (2014) Textiles and fashion: materials, design and technology. Woodhead Publishing in association with The Textile Institute, Cambridge, UK
Sundberg J, Toriz G, Gatenholm P (2013) Moisture induced plasticity of amorphous cellulose films from ionic liquid. Polymer 54:6555–6560. https://doi.org/10.1016/j.polymer.2013.10.012
Tanttu M (2015) Trends in concept design of textile materials. Master’s Thesis,. Aalto University School of Arts, Design and Architecture
Textile Exchange (2022) Preferred Fiber & Materials Market Report. https://textileexchange.org/app/uploads/2022/10/Textile-Exchange_PFMR_2022.pdf. Accessed: 27 September 2023
Thompson R, Thompson M (2014) Manufacturing processes for textile and fashion design professionals. Thames & Hudson, London
Wawro D, Hummel M, Michud A, Sixta H (2014) Strong cellulosic film cast from ionic liquid solutions. Fibres and Textiles in Eastern Europe
Wedin H (2017) Advancing life cycle assessment of textile products to include textile chemicals. Inventory data and toxicity impact assessment. Dissertation,. Chalmers University of Technology, Sweden
Wedin, H., Gupta, C., Mzikian, P., Englund, F., Hornbuckle, R., Troppenz, V., Kobal, L., Krečič, M., Micol Costi, M., Ellams, D., Olsson, S. (2017) Can automated NIR technology be a way to improve the sorting quality of textile waste? D4.1. https://issuu.com/trash2cash/docs/report4/1?ff=true&e=30581983/55544808.
Wedin, H., Källman, B., Rúna Kristinsdottir, A., Niit, E., Mansoor, Z. A., Lindgren, C., Rammsy H. (2019) Evaluation of dyeing and finishing components in recycling and regeneration of coloured textiles. http://mistrafuturefashion.com/wp-content/uploads/2019/01/Mistra-Future-Fashion-report-2018-09.-H.-Wedin.pdf.
Wells K (1997) Fabric dyeing & printing. Interweave Press, London
Wilkes S, Wongsriruksa S, Howes P, Gamester R, Witchel H, Conreen M, Laughlin Z, Miodownik M (2015) Design tools for interdisciplinary translation of material experiences. Journal of Materials & Design 90:1228–1237. https://doi.org/10.1016/j.matdes.2015.04.013
Yang Q, Fukuzumi H, Saito T, Isogai A, Zhang L (2011) Transparent cellulose films with high gas barrier properties fabricated from aqueous alkali/urea solutions. Biomacromolecules 12:2766–2771. https://doi.org/10.1021/bm200766v
Acknowledgements
The author was supported by the Materials Science Research Centre, Royal College of Art. With thanks to the Centre for Circular Design at Chelsea College of Arts (UAL), where the PhD research was based, and to Kate Goldsworthy and Carole Collet for supervising the research. Thanks also to Hanna de la Motte at RISE Research Institutes of Sweden and to Aalto University for hosting practice elements of the research. This work was funded by UKRI grant [AHRC London Doctoral Design Centre]. For the purpose of open access, the author has applied a Creative Commons Attribution (CC BY) licence to any Author Accepted Manuscript version arising.
Funding
The research was funded by the AHRC London Doctoral Design Centre (LDoC) at the University of the Arts London (UAL). Publication of the article was funded by the Materials Science Research Centre at the Royal College of Art.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The author declares no competing interests.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ribul, M. Altered Properties: Introducing a Novel Circular Cellulose–Based Binder for Printing Textile Finishes. Mater Circ Econ 5, 20 (2023). https://doi.org/10.1007/s42824-023-00089-3
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42824-023-00089-3