
Abstract
Thermal decomposition of low-density polyethylene (LDPE) was monitored by thermogravimetry under N2 atmosphere in the presence of solid acid catalysts such as alumina (α-Al2O3, γ-Al2O3), crystalline silica-alumina (SA, molar ratio of Si/Al = 0.19) and amorphous silica-alumina catalysts (ASA, molar ratio of Si/Al = 4.9). Crystal structure and surface area of solid acid catalysts were measured by XRD and BET, respectively. The strength and distribution of acid sites of solid acid catalysts were estimated by NH3-TPD. It was observed that total acidity strength is in the order of ASA (1.77 μmmol NH3/g) > AS (1.42 μmol NH3/g) > γ-Al2O3 (1.06 μmol NH3/g) > α-Al2O3 (0.06 μmol NH3/g). Thermal degradation behavior of LDPE with and without solid acid catalyst was monitored by TGA, where heating rates (β) of 5, 10, and 20 °C/min were employed under an inert atmosphere, and their activation energies (Ea), onset temperatures (Tinitial), decomposition temperatures (Tdecomp) were calculated and compared. The activation energy (Ea) was evaluated using the Coats-Redfern method. Solid acid catalysts with stronger acidity and higher surface area showed a decrease in activation energy and onset temperature. Activation energy of LDPE over ASA catalyst is decreased to 97.3 kJ/mol from thermal decomposition of LDPE without catalyst of 117.2 kJ/mol under heating rate of 10 °C/min. The isothermal decomposition of LDPE was monitored at 300 °C for 3 h with a heating rate of 10 °C/min, where 13.1% and 24.2% wt. loss were observed over SA and ASA, respectively, while only 0.7% wt. loss was observed for LDPE without a solid acid catalyst.
Graphical abstract
Single step decomposition of LDPE
Thermal degradation behavior of LDPE monitored by TGA, with different heating rates (β) of 5, 10, 20 °C/min.

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Waste plastics originally produced from petroleum resources (feedstocks) are not biodegradable and have been accumulated in the environment for several decades. Conventional ways such as incineration, landfilling, and composting with other materials are not effective for the disposal of waste plastic because they are critically harmful for the air, soil, water and ocean environments [1, 2]. At present, the most widely used plastics are high-density polyethylene (HDPE), low-density polyethylene (LDPE), polypropylene (PP), polystyrene (PS), Polyethylene terephthalate (PET), and polyvinyl chloride (PVC). Waste generated from these polymers is valuable source of energy and it contains large number of hydrocarbons. One of the most important chemical recycling technologies is pyrolysis. The thermochemical breakdown of organic materials in the absence of oxygen is known as pyrolysis. When the pyrolysis is carried out in the absence of catalyst is known as thermal cracking, in this process, high temperatures (500 to 900 °C) are required, and it gives the high boiling point hydrocarbons as a products. On the other hand, in catalytic pyrolysis, the reaction temperature is lowered with the use of an appropriate catalyst to speed up the cracking reaction [3]. In fact, there are many reports on the catalytic cracking of polymers as an alternative way of waste plastic recycling and conversion into valuable hydrocarbons [3,4,5]. The catalytic effect on the polymer decomposition can be evaluated by various methods, but thermogravimetric analysis is one of the most effective ways for the quantitative and qualitative analysis because it shows basic information for the thermal decomposition behavior under various reaction conditions [6, 7]. It can be a potential method for screening catalysts based on the degradation efficiency depending on the degradation temperature, and it also allows the kinetic data by the polymer structure, composition, and operating conditions during thermal degradation [8]. Conventionally thermogravimetry has been studied to estimate the activation energy for the catalytic degradation of polymer where the presence of a catalyst led to a decrease in the activation energy [9].
Main purpose of this study is to study the effect of acidity of solid acid catalysts during non-oxidative thermal decomposition of LDPE and its effect on activation energies (Ea). Non-oxidative thermal decomposition of LDPE was performed over solid acid catalysts such as two alumina (α-Al2O3, γ-Al2O3), amorphous silica-alumina (ASA) and silica-alumina (SA) with different Si/Al mole ratios. Crystal structure and surface area of solid acid catalysts were measured by XRD and BET, respectively. The strength and distribution of acid sites were estimated by NH3-TPD. Park et.al. reported kinetic analysis using the various analytical methods showed the tremendous variations depending upon the mathematical approach taken in the analysis [9]. Thermal degradation behavior of LDPE with and without solid acid catalysts was monitored by TGA and their apparent activation energies (Ea) were calculated using the Coats-Redfern method and compared [10]. The relationship between the acidity/surface area of solid acid catalysts and the thermal decomposition behaviors such as onset temperature, decomposition temperature were investigated based on NH3-TPD, BET, and TGA. From this study, the results indicate that stronger acidity and higher surface area of solid acid catalyst led to higher thermal degradation efficiency of LDPE.
2 Experimental
2.1 Materials
LDPE polymer used in this work is a commercial one with 5 mm nominal granule size supplied by Sigma-Aldrich Co. Before the experiments, the LDPE was crushed and sieved to a particle size of less than 1.0 mm. The γ-Al2O3 supplied by Alfa Aesar, a Johnson Matthey Co. (aluminum oxide, gamma-phase), crystalline silica-alumina (SA) with Si/Al molar ratio of 0.19 supplied by Sasol Co. (SIRAL 10) and amorphous silica-alumina (ASA) with Si/Al molar ratio of 4.9 supplied by Sigma-Aldrich Co. All the acid catalysts were calcined at 400 °C for 4 h in air prior to each experiment.
2.2 Catalyst characterization
The phase of the materials is investigated through the powder X-ray diffraction (XRD) analysis using Miniflex 600 Rigaku diffractometer equipped with Cu Kα source (λ = 1.5418 Å), scan in the 10–80° range at a rate of 2°/min operating at 30 kV and 40 mA.
The acidity of the catalysts was measured by temperature programmed desorption of ammonia (NH3-TPD) using Autochem II 2920 chemisorption analyzer (Micromeritics Instruments, USA). A 0.1 g of catalyst was placed in an adsorption vessel and heated to 450 °C in He flow for 1 h at a rate of 10 °C/min. Later it was cooled down to 100 °C under the He flow. At this temperature, 15% NH3 in N2 was passed through the sample at a flow rate of 30 ml/min for 1 h. Then, NH3 gas was shifted to He and cooled to room temperature. TPD was run from room temperature to 600 °C at a heating rate of 10 °C/min with He flow at 30 ml/min. The amount of ammonia desorbed in the reactor was monitored by a thermal conductivity detector (TCD). The total acidity of the catalyst was obtained by integrating the area under the desorption curve while its strength is related to the temperature of ammonia desorption.
BET surface of the ASA and α-Al2O3 catalysts were measured using liquid nitrogen by an ASAP2420 Micromeritics Adsorption Analyzer (Micromeritics Instruments, USA). Catalysts were degassed at 250 °C for 2 h prior to the measurements to remove the adsorbed moisture from the catalyst’s surface and pores. The BET area was calculated from the Braeuer-Emmett-Teller (BET) equations by the instrument software. The surface area of SA (Siral 10) is well reported by Sasol Co. and the surface area for γ-Al2O3 was reported elsewhere [11].
Si/Al molar ratio of ASA was determined by X-ray fluorescence spectroscopy (XRF) analysis.
The homogeneity of LDPE and ASA catalyst mixture were examined by scanning electron microscopy (SEM, Helios G5 UX, Thermo Fisher Scientific, USA) at an acceleration voltage of 15 kV and a working distance of 4.0 mm and energy dispersive X-ray spectrometry (EDS) mapping.
2.3 Thermogravimetric analysis
A TA instruments Q50 DSC-TGA thermal analyzer was used to conduct TGA experiments to determine the degradation profile of LDPE with and without a catalyst. To create an inert atmosphere, nitrogen (99.99% minimum purity) is used with a flow rate of 30 ml/min. The sample temperature is measured with a thermocouple placed directly in the sample holder. Intimate contact between LDPE and catalyst is requisite for the LDPE decomposition using solid acid catalysts. Five samples were prepared to analyze TGA, the first one pure LDPE and the others are LDPE and catalysts mixture with 1 to 9 (w/w) ratio. To get homogeneous mixture of LDPE and catalyst, both LDPE and catalyst were used in powdered for, first 4 mg of LDPE and 36 mg of catalysts were mixed in an agate mortar and from this homogeneous mixture took 10–15 mg of sample for TGA analysis [12,13,14]. In each experiment, a 10–15 mg sample was placed in a platinum pan and was decomposed from 40 °C to 600 °C at heating rates of 5, 10, and 20 °C/min.
3 Results and discussion
3.1 Catalyst characterization
The catalysts were thoroughly characterized to gain insight into the relationship between the catalyst surface properties (acidity and surface area) and the decomposition behavior of LDPE.
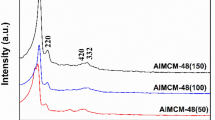
Figure 1 displays the X-ray diffractograms for all the catalysts under investigation. ASA catalyst exhibited a typical halo at 2θ of 23–24°, which is an indicative peak for amorphous silica-alumina, results from the dispersion of the angles and bond distances between the basic structural units (silicates and aluminates) which destroy the structure periodicity and produce a non-crystalline material [15]. For SA (SIRAL 10, with 90% of Al2O3 content), the peaks at 2θ of 39.5°, 46°, and 67.4° are clearly observed, which are attributed to γ-Al2O3 substrate [16,17,18], whereas an amorphous hump at 2θ of 23 o belongs to amorphous silica [18]. XRD patterns of α-Al2O3 and γ-Al2O3, were identified as typical α and γ phases, respectively. For α-Al2O3, peaks appear at 2θ of 25.6°, 35.1°, 37.7°, 43.3°, 46.1°, 52.5°, 57.4°, 61.27°, 66.5° and 68.2° (JCPDS file No. 88–0826) [19]. Atsushi Satsuma et.al [20]. Reported XRD patterns of Al2O3 are analogous to our results (Fig. 1). γ-Al2O3 exhibits peak at 2θ of 37.2°, 45.6°, and 66.9° is the characteristics peak for the gamma phase of Al2O3 [17].

XRD patterns for α-Al2O3, γ-Al2O3, SA and ASA catalysts
NH3-TPD was used to characterize the acidic properties of the catalysts, it allows us to estimate the total acidity and acidic strength distribution of the catalyst. Table 1 displays the TPD results of catalysts, and Fig. 2 displays their profiles. Total acidic strength and its distributions into weak, medium, and strong are determined by measurement of the total amount of NH3 chemisorbed at different temperatures. Peaks assigned at lower and higher temperatures could be attributed to NH3 desorbed from weak and strong acid sites. Generally peak observed in the range of 100–270 °C and 270–400 °C is due to weak and medium acidic strength, respectively and the peak at 400–600 °C is due to the presence of strong acidic sites [21]. SA and ASA catalysts have a larger number of acidic sites than both alumina (α-Al2O3, γ-Al2O3) catalysts. As shown in Fig. 2, there are no desorption peaks observed for α-Al2O3, indicating that α-Al2O3 may not possess an acidic site. For the SA catalyst, broad desorption peaks were observed in the temperature range of 400–600 °C showing the presence of strong acidic sites which is higher than that of γ-Al2O3 and ASA catalyst. From Table 1, the strong acidic strength for SA catalyst is 0.41 µmol/g, which is slightly higher than that of γ-Al2O3 (0.31 µmol/g) and ASA (0.3 µmol/g) catalyst. The total acidity of the selected catalyst was in the order of (ASA) > (SA) > (α-Al2O3). The total acidic strength of γ-Al2O3, SA, and ASA are 1.06 µmol/g, 1.42 µmol/g, and 1.77 µmol/g, respectively. Among all catalysts, ASA catalyst has the highest total acidic strength. The weak acidic strength of 0.38 µmol/g and medium of 0.35 µmol/g were found for γ-Al2O3 catalyst. For SA catalyst weak and medium acidic strength of 0.39 and 0.61 µmol/g were found. Whereas the weak and medium acidic strength of ASA catalyst is 0.54 and 0.84 µmol/g, respectively. The difference obtained in the NH3-TPD profile is explained by different Si/Al ratio. As the Si/Al ratio increase indicates a decrease in the number of Al+ cation sites in the adjustment position, which provides a strong acidic site (Brønsted acidic site) due to their isolation [13].

NH3-TPD of α-Al2O3, γ-Al2O3, SA and ASA catalysts
SA and ASA showed large surface areas (370 and 489 m2/g, respectively) followed by γ-Al2O3 (250 m2/g), on the other hand, α-Al2O3 had the smallest surface area (8 m2/g). The Si/Al ratio was determined by XRF analysis and summarized in Table 1. For the ASA catalyst, the Si/Al molar ratio is 4.9, whereas for the SA catalyst, it is 0.19. Aluminum (Al) content in solid acid catalysts determines the acidity and it influences the catalytic performance of materials [8, 13, 21].
To check the homogeneity of LDPE and ASA catalyst mixture, we performed SEM in combination with EDS mapping. EDS elemental distribution maps of LDPE and ASA catalyst mixture displayed in Fig. 3. We can map the distribution of oxygen (O), silicon (Si) and aluminum (Al) which are the basic components of ASA catalyst, along with these elements we clearly observed carbon (C) on a catalyst surface. These maps reveal homogeneous distribution of carbon (LDPE) across the ASA catalyst.

SEM, SEM–EDS mapping images spectrum of LDPE + ASA catalyst
3.2 Kinetic parameter calculation by TGA
To understand the decomposition behavior of LDPE, thermogravimetric analysis (TGA) is a valuable technique to get important information on the thermal stability and degradation steps of LDPE. TGA can also give useful information regarding on the energy required for plastic degradation in the presence or absence of catalyst. It is a useful tool for the preliminary screening of potential candidates of catalysts [10,11,12,13,14]. Figure 4 and Table 2 show the results obtained for the thermal and catalytic decomposition of LDPE under N2 atmosphere at a heating rate of 10 °C using α-Al2O3, γ-Al2O3, SA, and ASA catalysts and the graphs were plotted in accordance with previously published report [22].

TG degradation curves for LDPE and LDPE and their mixture with catalysts with 1/9 ratio. a TGA for LDPE, α-Al2O3, γ-Al2O3, SA and ASA and b DTG their 1st derivatives with heating rate 10 °C/min
In the TGA curve, the initial temperature of the degradation (Tinitial) is the temperature at 10% of conversion of LDPE (T10%) and final temperature (Tfinal) is for complete degradation of LDPE are shown in Table 2. LDPE thermal degradation without catalyst was initiated at about 457 °C. But thermal degradation of LDPE with catalyst initiated the mass loss at lower temperatures depending upon the kinds of catalysts [23]. There was a clear shift of Tinitial for all the catalysts except α-Al2O3. It was observed that Tinitial shifted slightly to higher temperature with α-Al2O3 (479 °C). This can be caused because, α-Al2O3 having no acidic site and extremely small surface area, hence providing little space for the LDPE cracking reaction. The same trend has been reported by Nisar et al. [24]. Tinitial of LDPE using γ-Al2O3, SA, and ASA catalysts was 300 °C, 371 °C and 438 °C, respectively.
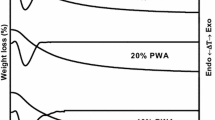
The isothermal decomposition of LDPE was also studied. Isothermal means heating the sample at a specified temperature for a selected time. The isothermal decomposition of LDPE monitored at 300 °C for 3 h with a heating rate of 10 °C/min, where 13.1% and 24.2% wt. loss were observed over SA and ASA, respectively, while only 0.7% wt. loss was observed for LDPE without a solid acid catalyst (Figure S3).
Weight loss profiles for all of catalysts show a similar pattern, with a single degradation step, indicating that LDPE degradation occurs in one stage. Even at the different heating rates, (Figs. S2 and S3) LDPE degradation occurs in a single stage, but the temperature range of the decomposition process is influenced by the heating rate. An increase in the heating rate leads to a shift of TGA curves towards higher temperatures as shown in Table 3. TGA and DTG curves at different heating rates (5, 10, and 20 °C) are shown in Figs. 3, S2, and S3, respectively. The decomposition temperature (Tdecomp) and activation energy (Ea) of LDPE under varying heating rates (β) during its non-oxidative degradation over solid acid catalysts are presented in Table 3. Activation energy is the minimum amount of energy required for LDPE degradation reaction to occur. Sinfonia et al. well reported the kinetic parameters such as activation energy, frequency factor and reaction order, were measured under dynamic conditions using Flynn–Wall-Ozawa, Van Krevelen, Horowitz-Metzger, Coats-Redfern, Madhusudanan and Vyazovkin methods [23]. In our study, the activation energy (Ea) was evaluated using the Coats-Redfern method [10]. Abbas et.al. described well on the detailed calculation and method in their report [14]. Coats-Redfern method was used to calculate activation energy of LDPE decomposition based on the following equation for first order reaction (1).
where α is conversion ratio of LDPE, and is given by:
mo is the initial sample weight, m is the sample weight at time t, mf is the final sample A is the pre-exponential factor and R is gas constant. Equation 1 is used to plot the [-ln(1-α)/T2] versus 1000/T graph, the slope of a resultant straight line from the plotted data, used to estimate the activation energy (Ea).
Table 3 demonstrates that there is a decrease in activation energy when using the solid acid catalyst with a high surface area. The activation energy (Ea) for non-catalytic degradation of LDPE was observed at 117.2 kJ/mole, which was decreased to 101.2 kJ/mole when the SA catalyst was used and 97.3 kJ/mole with ASA catalyst under heating rate of 10 °C/min. The Ea for LDPE degradation without catalysis was found to be 112.0 kJ/mole; this reduced to 105.8 kJ/mole when the SA catalyst was employed, and to 97.3 kJ/mole when the ASA catalyst was used at 5 °C /min heating rate. The Ea for the non-catalytic degradation of LDPE was measured at 126.3 kJ/mole; this dropped to 106.5 kJ/mole when using the SA catalyst, and to 98.1 kJ/mole when using the ASA catalyst at a 20 °C/min heating rate. Park et al. [9] reported 123 kJ/mol of Ea at 10 °C /min for the thermal decomposition of the HDPE by CR method. The Ea values in Table 3 indicated that the presence of solid acid catalysts decrease the activation energy of LDPE decomposition compared with thermal decomposition.
Additionally, from Fig. 3(b) and Table 3, it is clearly shown that the increased heating rate resulted in an increased Tdecomp for LDPE because of the shorter time to release the heat with increasing heating rate, leading to slower degradation rate and higher degradation temperature in both thermal and catalytic degradation. Maximum weight loss temperature of LDPE was 501 °C, decreasing to 479 °C for γ-Al2O3, 455 °C for SA, and 416 °C for ASA catalysts. It is less by 22 °C, 46 °C, and 85 °C compared with pure LDPE maximum degradation temperature. Therefore, it is clearly observed, the effect of acidity and surface area of the catalysts play a critical role in the degradation of LDPE [25]. TGA results obtained during the non-oxidative decomposition of LDPE over solid acid catalysts under heating rate of 5 °C/min and 20 °C/min follow the same trend (Table S1 and Table S2). It indicates that during thermo-catalytic decomposition, the LDPE melts, and spreads around the active outer surface site of the solid acid catalysts for the efficient degradation.
4 Conclusion
Catalytic thermal decomposition of low-density polyethylene was studied by thermogravimetry under N2 atmosphere with 3 different heating rates (β = 5, 10, 20 °C) over 4 different solid acid catalysts (α-Al2O3, γ-Al2O3SA and ASA) with different surface area (8, 520, 370, 489 m2/g) and acidity (0.06, 1.06, 1.42, 1.77 µmol NH3/g). Effect of acidity and surface area of the solid acid catalyst were studied. TGA is a convenient and useful tool for the investigation of thermal and catalytic degradation of polymer. The activation energy, onset temperature and decomposition temperature (point of the greatest rate of change on the weight loss curve) were calculated and compared. Solid acid catalyst with stronger acidity and higher surface area showed a decrease in activation energy, onset temperature and decomposition temperature. As the thermal decomposition reaction of polymer is endothermic, the input heat energy will be required for the dissociation of C–C bond in the polymer. And the direct relationship between the dissociation energy of C–C bond and the decomposition temperature can be found. During thermal decomposition of polymer, the single step process can be used to describe the apparent kinetics of degradation in the narrow range of heating rates and operating conditions. It can be assumed that volatilization products will be formed through a large number of independent parallel first-order reactions with different activation energies. The temperature dependence of the rate constant is described by the Arrhenius equation and TGA curves shifts to higher temperature as the heating rate increased from 5 to 20 °C/min for all catalysts. This is due to the shorter time requirements for the sample to reach a given temperature at increased heating rate. The addition of a catalyst substantially decreases the degradation temperature of LDPE, regardless of the heating rate in the thermogravimetric degradation test.
References
Ashworth DC, Elliott P, Toledano MB (2014) Waste incineration and adverse birth and neonatal outcomes: a systematic review. Environ Int 120–132:69
Jambeck JR, Geyer R, Wilcox C, Siegler TR, Perryman M, Andrady A, Narayan R, Law KL (2015) Plastic waste inputs from land into the ocean. Science 768–771:347
Jahirul MI, Rasul MG, Schaller D, Khan MMK, Hasan MM, Hazrat MA (2022) Transport fuel from waste plastic pyrolysis: a review on technologies, challenges, and opportunities. Energy Convers Manag 115451:258
Lim C, Ko Y, Kwak CH, Kim S, Lee Y-S (2022) Mesophase pitch production aided by the thermal decomposition of polyvinylidene fluoride. Carbon Lett 1329–1335:32
Palanivelrajan AR, Feroskhan M (2023) Comparison of various catalysts in pyrolysis process: a review. Mater Today 47–56:84
Calderia VPS, Santos AGD, Oliveira DS, Lima RB, Souza LD, Pergher SBC (2017) Polyethylene catalytic cracking by thermogravimetric analysis. J Therm Anal Calorim 1939–1951:130
Martezaeikia V, Tavakoki O, Khodaparasti MS (2021) A review of kinetic study approach of pyrolysis of plastic waste using thermogravimetric analysis. J Anal And Appl Pyrol 105340:160
Nevesa IC, Botelhoa G, Machadob AV, Rebelo P (2007) Catalytic degradation of polyethylene: An evaluation of the effect of dealuminated Y zeolites using thermal analysis. Mater Chem Phys 5–9:104
Park JW, Oh SC, Lee HP, Kim HT, Yoo KO (2002) Kinetic analysis of thermal decomposition of polymer using a dynamic model. Korean J Chem Eng 489–496:17
Coats AW, Redfern JP (1964) Kinetic parameters from thermogravimetric data. Nature 68–69:201
Samain L, Jaworski A, Edén M, Ladd DM, Seo D-K, Garcia FJ, Häussermann U (2014) Structural analysis of highly porous γ-Al2O3. J Solid State Chem 1–8:217
Marcilla A, Beltran M, Conesa JA (2001) Catalyst addiction in polyethylene pyrolysis Thermogravimetric study. J Anal Appl Pyrolysis 117–126:58
Salman M, Nisar S, Hussain Z, Salman H, Kazmi MR (2015) TGA-DSC: A screening tool for the evaluation of hydrocracking catalyst performance. Am J Analyt Chem 364–375:6
Abbas AS, Saber MG (2016) Thermal and catalytic degradation kinetics of high-density polyethylene over NaX nano-zeolite. Iraqi J Chem Pet Eng 33–43:17
Li Z, Meng F, Ren J, Zheng H, Xie K (2008) Surface structure and catalytic performance of CuCl/SiO2-Al2O3 catalysts for methanol oxidative carbonylation. J Catal 643–648:29
Hao F, Zhong J, Liu PL, You KY, Wei C, Liu HJ, Luo HA (2011) Preparation of mesoporous SiO2-Al2O3 supported Co or Mn catalysts and their catalytic properties in cyclohexane nitrosation to caprolactam. J Mol Catal A Chem 210–216:351
Pawelec B, Venezia AM, ParolaVL C-S, Campos-Martin JM, Fierro JLG (2005) AuPd alloy formation in Au-Pd/Al2O3 catalysts and its role on aromatics hydrogenation. Appl Surf Sci 380–391:242
D’Ippolito SA, Especelb C, Vivier L, Epron F, Piecka CL (2014) Influence of the Brønsted acidity, SiO2/Al2O3 ratio, and Rh-Pd content on the ring opening: Part I. Selective ring opening of decalin. Appl Catal A 532(540):469
Lee JS, Kim HS, Park N-K, Lee TJ, Kang M (2013) Low temperature synthesis of α-alumina from aluminum hydroxide hydrothermally synthesized using [Al(C2O4)x(OH)y] complexes. Chem Eng J 351–360:230
Murata K, Wakabayashi R, Shiotani T, Ohyama J, Maruoka H, Kimura T, Satsuma A (2021) Relationship between penta-coordinated Al3+ site in the Al2O3 support and CH4 combustion activity of Pd/Al2O3 catalyst. Catal Sci Technol 2374–2378:11
Upare DP, Yoon S, Lee CW (2012) Catalytic ring opening of MCH and MCP over Ir containing USY and HZSM-5 with the same SiO2/Al2O3 ratio. Catal Lett 744–752:142
Tian X, Zeng Z, Liu Z, Dai L, Xu J, Yang X, Yue L, Liu Y, Ruan R, Wang Y (2022) Comparison of HZSM-5, Hβ, HY and MCM-41. J of Clean Prod 131989:358
Sinfonia FSM, Santos JCO, Pereira LG, Souza AG, Conceicao MM, Fernandes VJ, Fonseca VM (2005) Kinetic of thermal degradation of low-density and high-density polyethylene by non-isothermal thermogravimetry. J Therm Anal Calorim 393–399:79
Nisar J, Khan MS, Iqbal M, Khan MA (2014) Catalytic thermal decomposition of polyethylene determined by thermogravimetric treatment. J Chem Soc Pak 829–839:36
Kumar S, Singh RK (2014) Pyrolysis kinetics of waste high-density polyethylene using thermogravimetric analysis. Int J Chem Tech Res 131–137:6
Acknowledgements
This research was financially supported by the Ministry of Trade, Industry and Energy, Korea, under the “Regional Innovation Cluster Development Program (R&D, Project P0025311)” supervised by the Korea Institute for Advancement of Technology (KIAT).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Upare, D.P., Lee, C.W., Lee, D.K. et al. Effect of acidity of solid acid catalysts during non-oxidative thermal decomposition of LDPE. Carbon Lett. (2024). https://doi.org/10.1007/s42823-024-00789-z
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42823-024-00789-z