
Abstract
As frontier materials, graphene oxide (GO) and graphene have penetrated almost all research areas and advanced numerous technologies in sensing, electronics, energy storage, catalysis, water treatment, advanced composites, biomedical, and more. However, the affordable large-scale synthesis of high-quality GO and graphene remains a significant challenge that negatively affects its commercialisation. In this article, firstly, a simple, scalable approach was demonstrated to synthesise high-quality, high yield GO by modifying the improved Hummers method. The advantages of the optimised process are reduced oxidation time, straightforward washing steps without using coagulation step, reduction in cost as eliminating the use of phosphoric acid, use of minimum chemical reagents, and increased production of GO per batch (~ 62 g). Subsequently, the produced GO was reduced to reduced graphene oxide (rGO) using three different approaches: green reduction using ascorbic acid, hydrothermal and thermal reduction techniques. The GO and rGO samples were characterised using various microscopy and spectroscopy techniques such as XRD, Raman, SEM, TEM, XPS and TGA. The rGO prepared using different methods were compared thoroughly, and it was noticed that rGO produced by ascorbic acid reduction has high quality and high yield. Furthermore, surface (surface wettability, zeta potential and surface area) and electrical properties of GO and different rGO were evaluated. The presented synthesis processes might be potentially scaled up for large-scale production of GO and rGO.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
By virtue of flat structure and extraordinary properties, graphene materials have entered almost every arena of research from energy production and storage [1, 2], electronics [3], catalysis [4], composites [5], environmental remediation [6,7,8] to biomedical [9]. For example, graphene has shown widespread uses in better performing electrode materials. It enables the fabrication of highly efficient energy storage devices (Li-ion/metal-air batteries, fuel cells, and supercapacitors) [10, 11], solar fuel production devices [12], electro-catalytic devices for water/air purification [13, 14] and value-added chemical production [15, 16]. Bulk and commercially viable graphene materials will be needed to realise the above applications at a large scale. Moreover, most of the “commercial graphene” in the market for customers is not graphene but rather expensive graphite that has posed serious worries from customers and the booming million-dollar graphene industry [17,18,19]. Thus, improving existing synthesis methods and developing new scalable methods for low-cost, large-scale production of best-quality graphene materials are highly crucial.
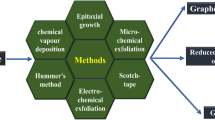
Various bottom-up (chemical vapour deposition or epitaxial growth) and top-down (mechanical exfoliation, liquid-phase exfoliation, chemical exfoliation using strong oxidants) methods have been developed to synthesise graphene [20]. For the commercial applications of graphene, the production route should assure good quality, few-layer distribution, affordable cost, and reproducible high yield eco-friendly process. The chemical vapour deposition or epitaxial growth provides a large area (up to 7.5 m2) of high-quality graphene that is useful for high-end applications (viz. advanced electronics) [21,22,23,24]. Besides recent improvements to reduce the cost, these processes are still expensive due to multistep reactions, require metal catalysts and complicated instruments and lack of mass production protocols [20, 23]. The mechanical exfoliation method offers the best quality of graphene, but the process is tedious, cannot be scaled up [25]. Liquid-phase exfoliation of graphite primarily produces lower-grade (graphene nanoplatelets) with low yield [20]. Contrarily, the solution-processed chemical exfoliation approach is desirable for mass-scale production with comparatively lower costs and tailorable graphene. It produces graphene with oxygen-carrying functional groups on the edge sites and basal plane, which are helpful to fabricate advanced functional materials [23, 26, 27].
In the chemical oxidative-exfoliation, graphite (cheap and abundantly available source) is first oxidised to graphite oxide before exfoliating to few-layer graphene oxide (GO). The GO may then undergo reduction either chemically/hydrothermally or thermally to eliminate oxygen-carrying functionalities to yield reduced graphene oxide (rGO). Numerous synthetic protocols for GO preparation have been developed that vary the potent oxidising reagent, the co-oxidising agent, the strong acid intercalant, and the relative amounts of each precursor [20, 28]. The synthetic routes have improved over time to employ more practical protocols, materials, and process safety. Among previously developed oxidation protocols (Brodie [29], Staudenmaier [30], and Hummers and Offeman [31]), Hummers’ method is mainly used for GO synthesis as it requires a short reaction time and is comparatively less hazardous. However, the release of toxic gases, low yield and residual nitrate content are drawbacks of Hummer’s process.
Furthermore, several modifications have been proposed in Hummer’s method to obtain GO with a high yield and high degree of oxidation. Marcano et al. showed improvements in the degree of oxidation by replacing NaNO3 with H3PO4 in Hummers’ chemicals (KMnO4, H2SO4, and NaNO3) [27]. They claimed that the proposed method did not release toxic gases and could produce a higher yield of hydrophilic GO with some impurities of cyclic phosphate groups. However, the elimination of phosphate impurities is not addressed, and separation/purification processes are tedious in this process. They have demonstrated the oxidation of few grams (3 g) of graphite only. Peng et al. [32] developed a potassium ferrate-based procedure for oxidation of graphite to GO by replacing KMnO4 and NaNO3 from Hummers’ method. However, the used oxidant (potassium ferrate) is expensive, and this method also presented oxidation of a low quantity of graphite (10 g). Chen et al. [33] demonstrated the process that eliminates the uses for NaNO3 to form graphite oxide (less amount) and illustrated the simplified approach to purify waste solution after the reaction. Although this method eliminates the release of toxic NOx gases, but it is not scalable because it needs a high temperature for operation (95 °C) and requires exothermic addition of water in an acid mixture.
To date, the synthesis of GO using Hummers’ and its modified versions have been widely explored at a laboratory scale, but limited efforts have been made for the demonstration of a scalable approach [34, 35]. The produced amount in these synthesis routes is significantly less (few grams), which is not sufficient for the processing of GO for the composite application; for example, graphene-based polymer composite processing requires more than 10 g of GO/rGO in a single batch. Using two different batches might create chances of errors and inconsistency in results. Thus, developing a low-cost scalable route for high-grade GO production using minimum chemical reagents and environmental footprints is of utmost importance. The objective of this study is to develop affordable routes for GO and rGO production. Herein, a simple, scalable GO production route without using NaNO3 and H3PO4 has been developed that yield ~ 62 g of GO in a single batch. The optimal conditions were identified to reduce the quantities of chemical reagents and reaction time used during the synthesis. The produced GO was further then reduced to rGO using three different scalable reduction methods, namely hydrothermal reduction (H-rGO), green reduction using ascorbic acid (AA-rGO) and thermal reduction (T-rGO). It has been noticed that the use of different reduction methods impacts the final product properties (sp2 and sp3 domains, number of layers, sheets size, number of defects, surface area and surface charges). Furthermore, the electrical conductivity and surface properties of these graphene-based materials (GO, H-rGO, AA-rGO and T-rGO) were also investigated. To the best of our knowledge, there is a paucity of information in the literature that compares the properties of rGO produced by different reduction methods at scale.
2 Experimental
2.1 Materials
Graphite powder (< 20 µm, synthetic, Sigma Aldrich), potassium permanganate (KMnO4, ≥ 99%, Sigma Aldrich), sulphuric acid (H2SO4, 98%, ACE), hydrogen peroxide solution (H2O2 30% w/w in H2O, Sigma Aldrich), hydrochloric acid (HCl, 30% ACE) and ascorbic acid (99%, ACE) were purchased and used as such.
2.2 Synthesis of GO
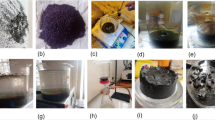
To balance safety with cost, the ratios for the reactants by weight: 1 graphite: 91.5 H2SO4: 4 KMnO4 were used. In a typical experiment, 40 g of graphite powder was added to 2.0 L of concentrated H2SO4 and stirred for 1 h. This was followed by the slow addition of 160 g of KMnO4 in few gram quantities (~ 5.0 g) while stirring. The addition of KMnO4 into graphite-acid slurry took over 17 min, and the reaction was further allowed to be stirred to dissipate exothermic heat from the reactor. After reaching a maximum temperature of 52 °C, reaction temperature started to decrease and then reaction temperature was set to 50 °C. At 50 °C, the reaction contents are kept in agitation for 6 h to allow for the complete oxidation process. After 6 h, the reaction mixture colour turned brownish, which shows that the reaction is complete. The reactor system was then de-energised and allowed to cool naturally. Upon reaching 30 °C, the mixture was quenched in ice-cooled 4 L of 1% H2O2 solution. The reaction solution was allowed to settle naturally to achieve self-precipitation, and then the supernatant was decanted. The slurry was further washed twice with deionised water using centrifugation to remove salt impurities and unused acid. Furthermore, the remaining insoluble salts were dissolved using an aqueous solution of 5% HCl and washed out with water using centrifugation. The brownish colour precipitation was washed with deionised water several times until the decanted water pH reached ~ 6. The as-produced graphite oxide was exfoliated into graphene oxide using ultrasonication for 1.5 h. The received aqueous dispersion of GO was again centrifuged at 9500 rpm for 30 min to get precipitation, which was dried in a vacuum oven at 60 °C for 24 h. Finally, 62.2 g of product (GO) was recovered after drying.
2.3 Synthesis of ascorbic acid reduced graphene oxide (AA-rGO)
In the ascorbic acid reduction method, a 5 mg/mL aqueous suspension of GO was prepared in 5L of deionised water using ultrasonication. Next, 100 g of ascorbic acid was added to this solution and stirred for 20 min. The pH of the solution was adjusted to basic medium using 10 g of NaOH to promote colloidal stability via the electrostatic repulsion. The final reaction mixture was stirred and heated at 90 °C for 1 h. After completion, the reduced black product was separated using centrifugation and washed with water to remove excess unreacted products. The precipitated rGO was dried in a vacuum oven at 60 °C; finally, the weight of powdered product AA-rGO was found to be 16.3 g.
2.4 Synthesis of hydrothermally reduced graphene oxide (H-rGO)
In hydrothermal reduction, a GO suspension (5 mg/mL) was prepared in 5 L of deionised water using ultrasonication. This was followed by the addition of 10 g of NaOH to help promote colloidal stability via electrostatic repulsion. The reaction mixture was stirred for 20 min before being transferred to the hydrothermal reactor. The solution was then stirred, while maintained at 185 °C for 3.5 h to allow for the complete reduction process to occur. The black product was separated using centrifugation, washed with copious deionised water. The precipitated rGO was transferred to a vacuum oven at 60 °C for drying; finally, 12.6 g of H-rGO was produced in this process.
2.5 Synthesis of thermally reduced graphene oxide (T-rGO)
In thermal reduction, 25 g of GO was subjected to high temperature in a furnace at 600 °C for 3 min. The high temperature supports the expansion and reduction of GO sheets by eliminating most oxygen-carrying functionalities from basal and edge surfaces. After completing the thermal process, the sample was naturally cooled down. The sample weight of the thermally reduced graphene (T-rGO) was found to be 10.2 g.
2.6 Characterisation
The N2 adsorption–desorption isotherms were studied on a Micromeritics (ASAP 2020, USA) analyser to calculate specific surface area and porosities of graphene-based materials using the multi-point Brunauer–Emmett–Teller (BET) technique. Fourier transform infrared (FTIR) analysis was done on FTIR spectrometer (PerkinElmer Spectrum100, USA) using FTIR grade KBr as a reference material. The FTIR data were obtained in transmittance mode in the range 4000–400 cm−1 with a spectral resolution of 4 cm−1. The phase and structural features of the graphene materials were determined on a XRD instrument (PAN analytical X‐pert PRO, Netherlands). The Cu Kα radiation (λ = 0.154 nm) (as X-ray source) and operating conditions (current = 40 mA, voltages = 45 kV) with the 2θ range 5°–90° were kept constant for all XRD samples. XPS (Kartos, UK) with a monochromated Al Kα X-ray source was employed to calculate the chemical composition and oxidation states of different elements present in the samples. The combustion of graphene samples was performed on a TGA instrument (TA Model TGA Q500). The samples were heated from 30 to 900 °C at the rate of 10 °C/min under N2atmosphere. UV–Vis spectroscopy study was performed on LAMBDA 750 UV–Vis-NIR Spectrophotometer (PerkinElmer, USA). To study the D, G and 2D peaks of graphene samples, Raman tests were done on an Alpha 300RAS Plus confocal micro-Raman spectrometer (WiTec Focus Innovations, Germany) that operated at 5.0 mW with a 50 × magnifying lens using 532 nm laser excitation. The surface morphologies/structures of the graphene samples were investigated using a scanning electron microscope (SEM) (JEOL JSM-7500F, Japan). The high-resolution transmission electron microscopy instrument (HRTEM; JEOL, 2100-JEM Japan) operated at a voltage of 200 kV was used to investigate the nano-structural features of graphene materials. The bulk conductivity of samples was measured using an electrical conductivity measurement setup considering the powder pressing approach. The Malvern Zetasizer Nano ZS (Malvern Instruments, Worcestershire, United Kingdom) at 25 °C was used to calculate zeta potential of samples. The instrument displays the net surface charge (mV) of the suspension by calculating the electrophoretic mobility using the laser Doppler velocity principle. The surface wettability of the samples was characterised by water contact angle measurements using the DSA-100 drop shape analyser (KRÜSS, Germany) at ambient temperature.
3 Result and discussion
High-quality GO was prepared by a scalable chemical process, which employed graphite as a carbon precursor and concentrated H2SO4 and KMnO4 as an intercalating agent and an oxidant, respectively. The addition of KMnO4 in the reaction was done in a very controlled way. Adding a very small portion of KMnO4 to the reactor induces the heat flux to quickly increase, which in turn increases the reaction temperature. As soon as KMnO4 dissolves in acid, the temperature starts to decrease (Fig. 1). The temperature increase during this step can be controlled by regulating the addition rate of KMnO4. The slow addition of KMnO4 is recommended. Though it is not yet experimentally confirmed that the intermediate in this process is the reactive Mn2O7, appropriate safety considerations regarding this intermediate were assumed. Thus, the potassium permanganate was added slowly in milligram quantities to avoid rapid overheating, which could lead to a fire or an explosion in extreme cases. Literature suggests that the reaction of KMnO4 and H2SO4 results in the formation of greenish peroxide manganese heptoxide (Mn2O7) intermediate that could cause an explosive reaction if the solution reaction temperature increases above 55 °C and solution encounters with organic impurities [20, 36]. In this process, the exothermic reaction temperature for the oxidation process did not increase above 52 °C, thus ensuring the process safety and good quality of the product (Fig. 1). On completion of the oxidation reaction, the reaction mixture becomes viscous due to the hydrophilic attraction between different oxygen functional groups (–OH, –C=O, and –COOH) and H2O molecules.

Recorded temperature profile for oxidation of graphite to form GO
Furthermore, for the quenching process, the produced reaction slurry is slowly introduced to water (1% H2O2 solution). However, adding the acid mixture to water is a highly exothermic reaction, could cause thermal runaway and hot spots in the absence of sufficient cooling and mixing capacity. Thus, slow addition of the reaction mixture is performed in cooled water with constant stirring. The purpose of the H2O2 is to convert any residual KMnO4/manganese ions into soluble manganese sulphate in acidic medium and manganese oxides, and ultimately stop the oxidation reaction. Furthermore Fig. 2 shows the schematic diagram of the graphite oxidation process and the three GO reduction processes, respectively.

Schematic shows the critical steps of the scalable synthesis of GO and rGO using different (hydrothermal, thermal, and ascorbic acid) reduction methods
3.1 Structural and morphological characterisation
X-ray diffraction was used to obtain information about the degree of graphite oxidation, the interlaminar distance, the structure, and the oxidation state of the bulk materials. The interlayer spacing (d-spacing, nm) of GO and rGO samples were calculated using Bragg’s law as given by Eq. (1):
where λ is the wavelength (nm) of the incident X-rays and θ is the angle (degree) of incidence. The XRD patterns of GO, AA-rGO, H-rGO and T-rGO are shown in Fig. 3a. The XRD pattern of GO exhibits a prominent diffraction peak (002) located at 2θ = 10.8°, with a corresponding interlayer distance of 0.78 nm. The expanded d-spacing of GO compared to typical pristine graphite (0.34 nm) is due to the oxidation-induced formation of oxygen-containing functional groups between graphite layers [37].

XRD patterns (a) and Raman spectra (b) of GO, AA-rGO, H-rGO and T-rGO
However, after GO reduction, diffraction patterns of subsequent rGO samples exhibit new, broad, and less intense characteristic peaks at 2θ = 24.5°, 25.01° and 24.4° with the corresponding d-spacing of 0.36, 0.35, and 0.36 nm for AA-rGO, H-rGO and T-rGO, respectively. In rGO samples, the broad peaks obtained at 2θ = ~ 24o–26o corresponds to graphene and are well matched with graphite JCPDS card (no. 75–2078) [38]. Meanwhile, a notable reduction process-induced removal of oxygen functionalities in GO is confirmed by the reduced d-spacing obtained from the subsequent rGO samples. Furthermore, the structural parameters such as the average stacking crystallite height (Dc), lateral size (Da) and number (n) of parallel graphene layers per domain were determined from the XRD diffraction patterns using the Scherrer equation (Eq. (2)):
where λ is the wavelength of the incident X-ray, β is the full peak width of the diffraction peak at half maximum height (FWHM) expressed in radians, and k is the Warren form factor constant related to the crystallite shape. The k values used to calculate Dc and Da are 0.9 and 1.84, respectively. The calculated structural parameters of the corresponding GO, AA-rGO, H-rGO and T-rGO are summarised in Table 1. Accordingly, the average Dc and Da of GO was found to decrease upon subsequent reduction from 7.3 and 9.7 nm to 1.2 and 6.6 nm for AA-rGO, 1.5 and 4.7 nm for H-rGO, 1.3 and 3.6 nm for T-rGO. The decrease may be due to the shrinking graphitic domains and the generation of more grain boundaries or lateral defects arising from the expulsion of graphene layers upon reduction of GO [39]. Moreover, the average number of graphene layers (n) per domain were calculated using the both Debye–Scherrer and Bragg’s equations expressed in Eq. (3) as:
The average number of layers in GO was found to decrease from 9 to 3 nm, 4, and 4 nm for AA-rGO, H-rGO and T-rGO, respectively, indicating the elimination of oxygen functionalities between individual graphene layers per crystallite upon reduction [39].
Raman spectroscopy was employed to examine the GO structural quality and crystallite size changes with the reduction to subsequent rGO (AA-rGO, H-rGO and T-rGO). The typical Raman spectrum of graphene-based materials exhibits prominent characteristic bands assigned to the first-order effect D (1320–1350 cm−1) and G (1570–1605 cm−1) modes, and the second-order effect 2D (2640–2680 cm−1) mode [40]. The D band corresponds to defects in the graphitic structure, and the G band is the in-plane vibration of the sp2 C atoms. The 2D band emerges from the second-order double resonant Raman scattering zone boundary [40, 41]. Meanwhile, the shapes, intensities and positions of prominent Raman characteristic bands provide specific information about the structural properties of GO and rGO samples.
Particularly, the relative intensity ratio of the D and G bands (ID/IG) is generally used to estimate the disorder degree of graphitic structural defects and is inversely proportional to the effective crystallite size of the sp2 graphitic domains. Furthermore, the crystallite size (La) of a graphitic plane can be determined following the relation proposed by Tuinstra and Koenig [42] in Eq. (4),
where La (nm) is the average crystallite size in the lateral direction of the graphite plate [40]. The Raman spectra of GO and its reduced AA-rGO, H-rGO and T-rGO derivatives are shown in Fig. 3b, and the calculated structural parameters, ID/IG and La, are summarised in Table 1. As expected, the Raman spectrum of GO exhibits two intense peaks matching Raman characteristic D and G bands at 1359 and 1603 cm−1, respectively, as well as a broad 2D band at 2701 cm−1. The intense D band in GO spectrum indicates graphitic structural defects due to the formation of oxygen functionalities introduced during oxidation. Meanwhile, the relative ID/IG of the GO defects were found to be 0.90, while the La of the aromatic lamellae was determined as 4.9 nm.
After GO reduction, the spectra of subsequent rGO samples exhibit similar Raman characteristic D, G and 2D peaks but with increased relative ID/IG compared to GO. Precisely, the relative ID/IG values of 1.07, 0.92 and 0.93 were calculated for AA-rGO, H-rGO and T-rGO samples, respectively. The increasing trend in the relative ID/IG values of the rGO indicates the formation of more structural defects due to the elimination of oxygen groups and a decrease in the average La of sp2 domains after GO reduction.
The calculated La of 4.1, 4.7 and 4.7 nm for AA-rGO, H-rGO and T-rGO, respectively, show an inverse relationship with relative ID/IG values and thus obey Tuinstra-Koenig relation for nano-crystalline substance [40]. The obtained La values are slightly different from the Da values obtained from the XRD data. Moreover, the calculated I2D/IG values increased from 0.34 for GO to 0.37, 0.55 and 0.48 for AA-rGO, H-rGO and T-rGO, respectively. The higher I2D/IG values indicate a few graphene layers, suggesting good conformity with the calculated number of layers from the XRD diffraction patterns.
XPS is a crucial technique to predict the quality of graphene-based materials. It was utilised to determine the surface chemistry of as-synthesised GO and rGO samples. Figure 4 exhibits the high-resolution spectra of C 1 s of GO, AA-rGO, H-rGO and T-rGO. The C 1 s spectrum of GO revealed an overlying doublet peak with a tail towards higher binding energy. It indicates that C is linked to the various oxygen functional groups. The C 1 s spectrum could be deconvoluted into five peaks at 284.2, 284.7, 286.8, 287.5 and 288.7 eV and was attributed to C=C (sp2), C–C (sp3), C–OH/C–O–C, C=O and –COOH groups of the GO [43]. The reduction of GO to rGO (AA-rGO, H-rGO and T-rGO) demonstrated a significant decrease in oxygen-carrying functionalities. Moreover, the peak maxima of C 1 s in the rGO was shifted towards lower binding energy and showed maximum contribution from C=C/C–C/C–H groups [44].

Deconvoluted core level C 1 s XPS spectra of GO (a), AA-rGO (b), H-rGO (c) and T-rGO (d)
The atomic percentage of C=C (sp2) in different rGO samples follows order as AA-rGO > H-rGO > T-rGO. The atomic ratio of C/O for GO was 2.04, which supports the strong oxidation of graphite (Table 2). The atomic ratio of C/O was increased for rGO samples and followed order as T-rGO (5.11) > AA-rGO (4.50) > H-rGO (4.24) (Fig. 5a). These C/O values were comparable to the previously reported values of GO and rGO [20, 45]. It indicates that oxygen functionalities significantly decreased in the reduced graphene samples. Among different rGO, T-rGO exhibited the lowest value of oxygen, suggesting the high reduction of oxygen-carrying groups. However, the percentage of sp2 was higher for AA-rGO than H-rGO and T-rGO (Fig. 5b). The quality of graphene can be defined based on two critical factors- the percentage of sp2 and carbon content (C). The results have demonstrated that AA-rGO has the highest quality than H-rGO and T-rGO owing to its highest sp2% and C content of 65.9 and 81.8%, respectively. These values compare favourably to the previously reported values in the literature [46]. The lowest sp2% and high sp3% in T-rGO suggest more defects occurred due to high temperatures. Moreover, Fig. 5c shows the changes in the % of the different oxygen functionalities on the oxidised and reduced graphene materials. These % changes clearly show that the oxidation and reduction processes were successful.

Change in the atomic percentage of carbon and oxygen (a), comparison of sp2% and C content (b), change in fraction% of the C–C and carbon bonded with oxygen functionalities in GO and reduced GO (AA-rGO, H-rGO and T-rGO) (c)
The FT-IR spectrum of GO demonstrates an intense and broad peak at 3388 cm−1, ascribed to the stretching of O–H bonds, indicating the presence of numerous hydroxyl groups on the GO surface (Fig. 6). The lower wavenumber peaks at 1721, 1621, 1377, 1235–1150 and 1059 cm−1 were assigned to the stretching of carboxy/carbonyl (C=O) groups, the remaining sp2-hybridized C after oxidation and trapped water molecules, O–H deformations of the C–OH groups, C–O–C stretching of epoxides and ethers, and C–O (alkoxy) stretching vibrations, respectively. After GO reduction, peaks at 3388 cm−1 were decreased in intensity and peak at 1721 cm−1 were almost diminished, revealing the decomposition of carboxyl groups. The –CH2 absorption peaks was noticed at ~ 2973 cm−1 (asymmetric) and ~ 2899 cm−1 (symmetric), ascribed to stretching modes of alkyl groups that formed on reduction of –COOH groups to –CH3 segment. The residual intensity of –OH peak in AA-rGO and T-rGO is related to thermally stable phenolic groups. The shift of 1621 cm−1 peaks towards the low wavenumber indicating the removal of trapped H2O molecules and a slightly increase in peak intensity suggests repairing of sp2 C in rGO samples. Thus, the appearance of a new peak at 1583 cm−1 shows the restoration of sp2-carbon networks (C=C) in rGO samples. It is noticed that epoxy groups are thermally stable and removed during hydrothermal reduction, but ether groups are stacked to graphene networks as they are found to be hydrothermally stable [47]. The peak at ~ 1225 cm−1 confirmed the presence of ether groups in rGO samples, which hindered their complete reduction. Moreover, FTIR results showed that phenolic, ether and carboxylic groups were the residual oxygen-carrying functionalities after the reduction of GO using different methods. It was noticed that the ascorbic acid reduction method produced highly reduced graphene as residual oxygen-carrying functionalities having low intensities.

FTIR spectra of GO and AA-rGO, H-rGO and T-rGO
In Fig. 7a, the UV–Vis absorption spectrum of GO reveals a strong peak at 248 nm, which was ascribed to π–π* transition of remaining aromatic C=C (sp2) bonds. A shoulder at 301 nm was attributed to n–π* transition of C=O bonds [37]. The disappearance of this peak in the rGO samples and the appearance of a new peak at ~ 271 nm, which is a typical peak of strongly reduced rGO, noticeably indicate that GO is successfully reduced into rGO [48]. The π–π* transition band of C=C bonds was shifted to a higher wavelength (~ 271) after conversion of GO to rGO. During the reduction process, π-conjugation or restoration of π-conjugation increased in rGO, which is required less energy for π–π* transition, resulting in the red shift of the absorption band.

UV–Vis spectra (a) and TGA graphs (b) of GO, and rGO (AA-rGO, H-rGO and T-rGO)
Figure 7b illustrates the TGA curves of GO and different reduced graphene oxides (AA-rGO, H-rGO and T-rGO). The graphene-based materials exhibited distinct three stages of mass loss at < 100 °C (I region), 100–360 °C (II region) and 360–900 °C (III region), which related to the water evaporation, thermal decomposition of oxygen functionalities, and carbon combustion, respectively. In GO, the first weight loss (16%) at 100 °C was attributed to the evaporation of H2O molecules that are entrapped in the GO. The second weight loss at 100–360 °C was noticed due to the thermal decomposition of thermal liable oxygen functional groups such as hydroxyl, epoxides, carboxylic acids, and β-hydroxyl carboxylic acids. Finally, the high temperature loss was ascribed to carbon combustion and elimination of aromatic carbons (–C=C–) and complicated functionalities (dioxolane, di-keto, lactol and cyclic structures) [49]. In reduced graphene oxide samples, mass loss at ~ 195 °C was found to follow the order, T-rGO < AA-rGO < H-rGO, indicating the presence of comparatively more thermal liable functionalities in H-rGO. The extra weight loss in AA-rGO at 225–325 °C was attributed to removing ascorbic acid residues. A high temperature, weight loss behaviour was noticed to be symmetrical in T-rGO, like bimodal in AA-rGO, and heterogeneous in H-rGO, highlighting the occurrences of different types of oxygen functionalities in rGO. The char yield at 750 °C was observed to follow the order: AA-rGO < T-rGO < H-rGO. It demonstrated that H-rGO carried the highly stable carbon framework among other rGO samples, possibly due to wrinkled-sheet structures. The obtained Tmax values (GO = 512.1 °C, AA-rGO = 482.5 °C, H-rGO = 484.2 °C, and T-rGO = 518.4 °C) suggests that formed materials are either GO or rGO; as for GO/rGO, value of Tmax must be in range of 475–620 °C (Supplementary information Fig. S1).
The morphological characteristics of GO and rGO samples are investigated by analysing SEM and TEM images. Figure 8 shows SEM images of GO, AA-rGO, H-rGO and T-rGO to explain the surface morphological changes. The crimped edges carrying re-stacked exfoliated sheets are seen in GO. The stacking pattern of GO has appeared on drying the sample. These sheets consist of multilayers GO platelet, which is also supported by XRD results. After reduction, it was noticed that sheets had shredded and overlapped, leading to curtain-like sheets with zig-zig edges. However, exfoliated sheets and porous structures have been observed in all reduced samples, but T-rGO has shown the highest porous structures with a uniform sheet expansion in the c-axis direction. As noticed in SEM images, the disordered stacking of the rGO sheets is responsible for a broad peak in the XRD pattern.

SEM images of GO (a), AA-rGO (b), H-rGO (c), and T-rGO (d)
The partially crumpled and folded features with lateral dimensions in a few hundred nanometres are seen in the GO nanosheets (Fig. 9a, b). The localised intrinsic strain in sheets is accredited to the presence of sp3 carbon centres of oxygen functionalities and numerous structural defects in the basal plane of GO sheets, which disturbed smooth 2D structure and produced roughed surfaces. The folded and corrugated morphology is remained in all rGO samples, as it is explicitly seen in TEM images (Fig. 9c–h). As seen in Fig. 9e, f, H-rGO shows highly wrinkled and corrugated morphology because of reduction reaction performed in the hydrothermal autoclave at high-pressure conditions that introduced high localised strain in 2D structure. This could be further supported by the occurrence of ether bonds between sheets and the presence of residual oxygen functional groups along with defects, which is in good agreement with FTIR results. Moreover, T-rGO shows fewer wrinkled features and mostly folds a few layers of graphene sheets. The rGO samples consist of a few layers of graphene sheets in each flake, explaining the integrity of the graphene planes after the chemical/thermal treatments.

TEM images of GO (a, b), AA-rGO (c, d), H-rGO (e, f), and T-rGO (g, h)
The BET surface area is obtained from the nitrogen adsorption–desorption isotherms shown in Fig. 10. The isotherms for GO, AA-rGO, and T-rGO exhibit typical type-IV curves with type H3 hysteresis loops. While the H-rGO exhibits the type-I at low relative pressure and a distinct hysteresis loop at relative pressure from 0.4, indicating the presence of complex pore structures (a combination of microporosity, mesoporosity and some microporosity) [50]. GO display a BET surface area of 141.26 m2/g, which increased to 383.16 m2/g and 368.58 m2/g upon reduction to H-rGO and T-rGO, respectively, as shown in Table 2. The surface area of T-rGO and H-rGO is noticed to be much higher than the reported values of rGO (254 m2/g) [51] (134.31 m2/g) [52]. However, a decrease in the BET surface area of AA-rGO compared to GO is observed, possibly due to the high aggregation of nanosheets with the presence of van der Waals interaction between oxygen functionalities of GO nanosheets and hidden residues of ascorbic acid. Moreover, the surface area of GO and rGO samples was higher than graphite (7.84 m m2/g) (Supplementary information Fig. S2). Among all samples, T-rGO shows the highest pore volume (0.71 cm3/g), and average pore diameter (7.7 nm) (Table 1), which is attributed to highly exfoliated defected graphene sheets with residual oxygen functionalities.

N2 gas adsorption–desorption isotherms of GO, AA-rGO, H-rGO and T-rGO samples
Based on spectroscopic results analysis, the plausible mechanism for the chemical changes in the GO during reduction processes is proposed in Fig. 11. The oxidation of graphite introduced various oxygen functionalities such as hydroxyl, carbonyl, epoxide and carboxylic groups onto edges and the basal plane of GO. The hydrothermal reduction of GO can be explained in the following steps: (a) decarboxylation (–CO2) via eliminating carbon from the GO network, (b) dehydration (H±H2O) to form π bond by eliminating –OH and adjacent hydrogen, (c) intermolecular dehydration (H±H2O) to form ether bond between two different GO nanosheets, (d) dehydration (–H2O) to form cyclic ether, (e) decarboxylation (–CO2) by consuming the carboxyl group, (f) dehydration (H±H2O) to form epoxide via using two adjacent –OH group, (g) epoxide to –OH formation by utilising neighbouring hydrogen [53], and (h) reductive conversion of carbonyl (–CO) group into –OH group with formation of the π bond. The residual oxygen in H-rGO is mainly related to epoxide, hydroxyl, and carbonyl groups, supported by FTIR and XPS. Similar chemical changes were noticed in AA-rGO with the further reduction of epoxide, hydroxyl, and carboxyl groups, which enhances the uninterrupted π network.

Schematic diagram of the plausible mechanism for the chemical changes in the GO during thermal, green and hydrothermal reduction
Moreover, trapped AA residues could also be seen on green reduction, AA and GO can be linked together by developing intermolecular hydrogen bonds, which TGA well supports. In thermal reduction, low temperature (140–150 °C) results in trapped water molecules evaporation and decomposition of unstable –COOH, C–O–C and –OH groups. At the same time, high temperature heating (200–600 °C) produces defects and oxygen doping on T-rGO by forming functional groups such as epoxide and carboxyl at the edges and hole defects sites. Also, high temperature leads to the ring-opening in the carbon network, resulting in an increased number of sp3 carbons and defects, confirmed by XPS. Moreover, the fluffiness and increased exfoliation of T-rGO are attributed to quick removal of oxygen functionalities and intercalated H2O, allowing gas access to the pores and the formation of structural defects during elimination of CO2/CO and H2O/CO2 gases. The presence of residual hydroxyl, epoxide, and carboxyl groups was confirmed by FTIR and XPS.
3.2 Surface and electrical conductivity properties
Figure 12a exhibits the bulk electrical conductivity of GO and rGO samples. The as-synthesized GO sheets demonstrated conductivity of 208.50 Sm−1 due to the presence of many graphite domains and a smaller number of defects, which allows easy flow of electrons. The AA-rGO (608.76 Sm−1) showed the highest conductivity among GO and other rGO due to a high percentage of sp2 content and fewer defects, allowing easy electron transport throughout the carbon network. The constriction in current flow (low conductivity 194.80 Sm−1) in H-rGO was ascribed to wrinkled and corrugated morphologies of sheets and high content of oxygen functionalities. The obtained values of bulk electrical conductivity of GO and rGO are in good agreement with the reported literature [54, 55].

Electrical conductivity (a) and zeta potentials (b) of GO and reduced GO (AA-rGO, H-rGO and T-rGO)
Zeta potential analysis was used to evaluate the changes in the effective surface charge and stability of GO upon reduction to its reduced AA-rGO, H-rGO and T-rGO derivatives in aqueous solution at pH 6.8. According to the results in Fig. 12b, an average zeta potential of -33.7 mV obtained for GO indicates the presence of a sufficient amount of negative charge density resulting from the oxidation induced –OH and –COOH groups on basal and edge sites of GO. In contrast, to GO, lower average zeta potentials of − 30.6 and 18.2 mV can be observed for H-rGO and T-rGO, respectively, whereas a higher zeta potential of − 35.8 mV is observed for AA-rGO. The lower zeta potential of H-rGO and T-rGO is due to the decrease in surface charge density by the reduction-induced removal of oxygen functionalities in GO. On the contrary, the higher zeta potential of AA-rGO compared to GO may be due to the increased surface negative change by the presence of the ascorbic acid functional groups (–OH and –C=O) absorbed on the rGO surface during GO reduction, as they act as a stabilising moiety and thus leading to more stable dispersion and higher zeta potential values [56]. Moreover, the samples with measured zeta potential values higher than -30 mV indicate excellent stability of the GO, AA-rGO and H-rGO particles dispersion in water, compared to that of T-rGO (− 18.2 mV) [57].
The surface wetting properties were determined from the static water contact angle (WCA) measurements of water droplets on the surface of the GO, AA-rGO, H-rGO and T-rGO samples, as shown in Fig. 13. The GO sample in Fig (a) display complete wettability with the measured average WCA of 36°, suggesting excellent hydrophilic properties of GO. Such excellent hydrophilic properties result from oxidation-induced oxygen functionalities in the GO structure. After reduction, the WCA of GO increased to 114°, 112° and 122° for the reduced AA-rGO, H-rGO and T-rGO, respectively. Moreover, the observed hydrophobicity in the subsequent rGO samples is owing to the reduction-induced elimination of main hydrophilic functional carboxyl and hydroxy groups in GO.

Contact angle measurements of GO (a), AA-rGO (b), H-rGO (c) and T-rGO (d)
Comparison of different reducing agents for the conversion of GO to rGO has demonstrated in Table 3. It was noticed that as-optimized reduction methods produced good quality rGO compared to other methods.
4 Conclusion
The processes of producing GO and rGO were demonstrated in batch systems. The oxidation/reduction processes described here produced GO and rGO with characteristics that compare favourably with the reported literature and are scalable. Following the oxidation step, the rGO materials produced, based on hydrothermal, thermal, and ascorbic acid reduction (green) processes, have different properties that make them suited for various applications. These reduction methods were further optimised to produce a large quantity of rGO per batch (> 10 g). Raman spectroscopy and XRD patterns of the rGO materials shows all the typical characteristics of few-layer graphene (FLG). The results have demonstrated that AA-rGO has the highest quality than H-rGO and T-rGO owing to its highest sp2 and C content of 65.9 and 81.8%, respectively. Furthermore, AA-rGO revealed the highest electrical conductivity due to an uninterrupted sp2 carbon network and a more uniform flat surface with fewer defects. The relatively low electrical conductivities of the rGO samples (H-rGO and T-rGO) confirm that removing oxygen functionalities from GO left a high number of gaps/defects within the lattice and the corrugated structures. The increased surface area of rGO further supports the fluffy and highly exfoliated characteristics. Additionally, WCA shows GO drops its hydrophilicity after the reduction, producing rGO samples with good hydrophobicity, which further reaffirms the removal of oxygen moieties during reduction. Moreover, zeta potential studies of GO (− 33.7 mV), AA-rGO (− 35.8 mV), and H-rGO (− 30.6 mV) particles dispersed in water demonstrated excellent stability, compared to that of T-rGO (− 18.2 mV). Among reduction methods, the ascorbic acid reduction is the best approach to obtain high-quality graphene. As such, rGO materials might not be helpful in high-end electronics but are suitable for catalysis, energy storage, environmental remediation, biomedical applications, and low-value, high-volume applications such as composites.
References
Brownson DA, Kampouris DK, Banks CE (2011) An overview of graphene in energy production and storage applications. J Power Sources 196:4873–4885
Tiwari SK, Thakur AK, Adhikari AD, Zhu Y, Wang N (2020) Current research of graphene-based nanocomposites and their application for supercapacitors. Nanomaterials 10:2046
Torrisi F, Hasan T, Wu W, Sun Z, Lombardo A, Kulmala TS, Hsieh G-W, Jung S, Bonaccorso F, Paul PJ, Chu D, Ferrari AC (2012) Inkjet-printed graphene electronics. ACS Nano 6:2992–3006
Qiu B, Xing M, Zhang J (2018) Recent advances in three-dimensional graphene based materials for catalysis applications. Chem Soc Rev 47:2165–2216
Zhao S, Zhao Z, Yang Z, Ke L, Kitipornchai S, Yang J (2020) Functionally graded graphene reinforced composite structures: A review. Eng Struct 210:110339
Gusain R, Kumar N, Ray SS (2020) Recent advances in carbon nanomaterial-based adsorbents for water purification. Coord Chem Rev 405:213111
Kumar N, Kumar S, Gusain R, Manyala N, Eslava S, Ray SS (2020) Polypyrrole-promoted rGO–MoS2 nanocomposites for enhanced photocatalytic conversion of CO2 and H2O to CO, CH4, and H2 products. ACS Appl Energy Mater 3:9897–9909
Maswanganyi S, Gusain R, Kumar N, Fosso-Kankeu E, Waanders FB, Ray SS (2021) Bismuth molybdate nanoplates supported on reduced graphene oxide: an effective nanocomposite for the removal of naphthalene via adsorption-photodegradation. ACS Omega 6:16783–16794
Song S, Shen H, Wang Y, Chu X, Xie J, Zhou N, Shen J (2020) Biomedical application of graphene: from drug delivery, tumor therapy, to theranostics. Colloids Surf B Biointerfaces 185:110596
Wu Z-S, Zhou G, Yin L-C, Ren W, Li F, Cheng H-M (2012) Graphene/metal oxide composite electrode materials for energy storage. Nano Energy 1:107–131
Cai X, Lai L, Shen Z, Lin J (2017) Graphene and graphene-based composites as Li-ion battery electrode materials and their application in full cells. J Mater Chem A 5:15423–15446
Yao G, Yang S, He J, Jiang S, Sun C, Song S (2021) In situ growing graphene on g-C3N4 with barrier-free interface and polarization electric field for strongly boosting solar energy conversion into H2 energy. Appl Catal B Environ 287:119986
Garcia-Segura S, Brillas E (2017) Applied photoelectrocatalysis on the degradation of organic pollutants in wastewaters. J Photochem Photobiol C 31:1–35
Ma T, Fan Q, Li X, Qiu J, Wu T, Sun Z (2019) Graphene-based materials for electrochemical CO2 reduction. J CO2 Util 30:168–182
Geioushy RA, Khaled MM, Hakeem AS, Alhooshani K, Basheer C (2017) High efficiency graphene/Cu2O electrode for the electrochemical reduction of carbon dioxide to ethanol. J Electroanal Chem 785:138–143
Choi S, Kim C, Suh JM, Jang HW (2019) Reduced graphene oxide-based materials for electrochemical energy conversion reactions. Carbon Energy 1:85–108
Bøggild P (2018) The war on fake graphene. Nature 562:502–503
Kauling AP, Seefeldt AT, Pisoni DP, Pradeep RC, Bentini R, Oliveira RVB, Novoselov KS, Castro Neto AH (2018) The worldwide graphene flake production. Adv Mater 30:1803784
Kovtun A, Treossi E, Mirotta N, Scidà A, Liscio A, Christian M, Valorosi F, Boschi A, Young RJ, Galiotis C (2019) Benchmarking of graphene-based materials: real commercial products versus ideal graphene. 2D Mater 6:025006
Kumar N, Salehiyan R, Chauke V, Joseph Botlhoko O, Setshedi K, Scriba M, Masukume M, Sinha Ray S (2021) Top–down synthesis of graphene: a comprehensive review. FlatChem 27:100224
Muñoz R, Gómez-Aleixandre C (2013) Review of CVD synthesis of graphene. Chem Vap Depos 19:297–322
Polsen ES, McNerny DQ, Viswanath B, Pattinson SW, John Hart A (2015) High-speed roll-to-roll manufacturing of graphene using a concentric tube CVD reactor. Sci Rep 5:10257
Ye R, Tour JM (2019) Graphene at fifteen. ACS Nano 13:10872–10878
Tiwari SK, Sahoo S, Wang N, Huczko A (2020) Graphene research and their outputs: status and prospect. J Sci Adv Mater Devices 5:10–29
Novoselov KS, Geim AK, Morozov SV, Jiang D, Zhang Y, Dubonos SV, Grigorieva IV, Firsov AA (2004) Electric field effect in atomically thin carbon films. Science 306:666–669
McAllister MJ, Li J-L, Adamson DH, Schniepp HC, Abdala AA, Liu J, Herrera-Alonso M, Milius DL, Car R, Prud’homme RK, Aksay IA (2007) Single sheet functionalized graphene by oxidation and thermal expansion of graphite. Chem Mater 19:4396–4404
Marcano DC, Kosynkin DV, Berlin JM, Sinitskii A, Sun Z, Slesarev A, Alemany LB, Lu W, Tour JM (2010) Improved synthesis of graphene oxide. ACS Nano 4:4806–4814
Brisebois PP, Siaj M (2020) Harvesting graphene oxide—years 1859 to 2019: a review of its structure, synthesis, properties and exfoliation. J Mater Chem C 8:1517–1547
Brodie BC (1859) On the Atomic Weight of Graphite. Phil Trans R Soc Lond 149:249–259
Staudenmaier L (1898) Verfahren zur Darstellung der Graphitsäure. Ber Dtsch Chem Ges 31:1481–1487
Hummers WS, Offeman RE (1958) Preparation of graphitic oxide. J Am Chem Soc 80:1339–1339
Peng L, Xu Z, Liu Z, Wei Y, Sun H, Li Z, Zhao X, Gao C (2015) An iron-based green approach to 1-h production of single-layer graphene oxide. Nat Commun 6:5716
Chen J, Yao B, Li C, Shi G (2013) An improved Hummers method for eco-friendly synthesis of graphene oxide. Carbon 64:225–229
Abdolhosseinzadeh S, Asgharzadeh H, Seop Kim H (2015) Fast and fully-scalable synthesis of reduced graphene oxide. Sci Rep 5:10160
Lavin-Lopez MDP, Romero A, Garrido J, Sanchez-Silva L, Valverde JL (2016) Influence of different improved hummers method modifications on the characteristics of graphite oxide in order to make a more easily scalable method. Ind Eng Chem Res 55:12836–12847
Lakhe P, Kulhanek DL, Zhao X, Papadaki MI, Majumder M, Green MJ (2020) Graphene oxide synthesis: reaction calorimetry and safety. Ind Eng Chem Res 59:9004–9014
Verma S, Mungse HP, Kumar N, Choudhary S, Jain SL, Sain B, Khatri OP (2011) Graphene oxide: an efficient and reusable carbocatalyst for aza-Michael addition of amines to activated alkenes. Chem Commun 47:12673–12675
Shalaby A, Nihtianova D, Markov P, Staneva A, Iordanova R, Dimitriev Y (2015) Structural analysis of reduced graphene oxide by transmission electron microscopy. Bul Chem Commun 47:291–295
Sharma R, Chadha N, Saini P (2017) Determination of defect density, crystallite size and number of graphene layers in graphene analogues using X-ray diffraction and Raman spectroscopy. Indian J Pure Appl Phys 55:625–629
Lesiak B, Trykowski G, Tóth J, Biniak S, Kövér L, Rangam N, Stobinski L, Malolepszy A (2021) Chemical and structural properties of reduced graphene oxide—dependence on the reducing agent. J Mater Sci 56:3738–3754
Ferrari AC (2007) Raman spectroscopy of graphene and graphite: disorder, electron–phonon coupling, doping and nonadiabatic effects. Solid State Commun 143:47–57
Tuinstra F, Koenig JL (1970) Raman spectrum of graphite. J Chem Phys 53:1126–1130
Kumar N, Fosso-Kankeu E, Ray SS (2019) Achieving controllable MoS2 nanostructures with increased interlayer spacing for efficient removal of Pb(II) from aquatic systems. ACS Appl Mater Interfaces 11:19141–19155
Joshi N, da Silva LF, Jadhav HS, Shimizu FM, Suman PH, M’Peko J-C, Orlandi MO, Seo JG, Mastelaro VR, Oliveira ON (2018) Yolk-shelled ZnCo2O4 microspheres: surface properties and gas sensing application. Sens Actuators B Chem 257:906–915
Stankovich S, Dikin DA, Piner RD, Kohlhaas KA, Kleinhammes A, Jia Y, Wu Y, Nguyen ST, Ruoff RS (2007) Synthesis of graphene-based nanosheets via chemical reduction of exfoliated graphite oxide. Carbon 45:1558–1565
Islam A, Mukherjee B, Pandey KK, Keshri AK (2021) Ultra-fast, chemical-free, mass production of high quality exfoliated graphene. ACS Nano 15:1775–1784
Bagri A, Mattevi C, Acik M, Chabal YJ, Chhowalla M, Shenoy VB (2010) Structural evolution during the reduction of chemically derived graphene oxide. Nat Chem 2:581–587
Khan M, Al-Marri AH, Khan M, Mohri N, Adil SF, Al-Warthan A, Siddiqui MRH, Alkhathlan HZ, Berger R, Tremel W, Tahir MN (2014) Pulicaria glutinosa plant extract: a green and eco-friendly reducing agent for the preparation of highly reduced graphene oxide. RSC Adv 4:24119–24125
Farivar F, Yap PL, Hassan K, Tung TT, Tran DNH, Pollard AJ, Losic D (2021) Unlocking thermogravimetric analysis (TGA) in the fight against “Fake graphene” materials. Carbon 179:505–513
Srinivas G, Zhu Y, Piner R, Skipper N, Ellerby M, Ruoff R (2010) Synthesis of graphene-like nanosheets and their hydrogen adsorption capacity. Carbon 48:630–635
Li H, Zou L, Pan L, Sun Z (2010) Using graphene nano-flakes as electrodes to remove ferric ions by capacitive deionization. Sep Purif Technol 75:8–14
Deng F, Pei X, Luo Y, Luo X, Dionysiou DD, Wu S, Luo S (2016) Fabrication of hierarchically porous reduced graphene oxide/SnIn4S8 composites by a low-temperature co-precipitation strategy and their excellent visible-light photocatalytic mineralization performance. Catalysts 6:113
Kim S, Zhou S, Hu Y, Acik M, Chabal YJ, Berger C, de Heer W, Bongiorno A, Riedo E (2012) Room-temperature metastability of multilayer graphene oxide films. Nat Mater 11:544–549
Marinho B, Ghislandi M, Tkalya E, Koning CE, de With G (2012) Electrical conductivity of compacts of graphene, multi-wall carbon nanotubes, carbon black, and graphite powder. Powder Technol 221:351–358
Xu C, Shi X, Ji A, Shi L, Zhou C, Cui Y (2015) Fabrication and characteristics of reduced graphene oxide produced with different green reductants. PLoS ONE 10:e0144842
Ghosh TK, Sadhukhan S, Rana D, Bhattacharyya A, Chattopadhyay D, Chakraborty M (2019) Green approaches to synthesize reduced graphene oxide and assessment of its electrical properties. Nano-Struct Nano-Objects 19:100362
Konkena B, Vasudevan S (2012) Understanding aqueous dispersibility of graphene oxide and reduced graphene oxide through pKa measurements. J Phys Chem Lett 3:867–872
Dreyer DR, Murali S, Zhu Y, Ruoff RS, Bielawski CW (2011) Reduction of graphite oxide using alcohols. J Mater Chem 21:3443–3447
Lei Z, Lu L, Zhao X (2012) The electrocapacitive properties of graphene oxide reduced by urea. Energy Environ Sci 5:6391–6399
Wan W, Zhao Z, Hu H, Gogotsi Y, Qiu J (2013) Highly controllable and green reduction of graphene oxide to flexible graphene film with high strength. Mater Res Bull 48:4797–4803
Gao J, Liu F, Liu Y, Ma N, Wang Z, Zhang X (2010) Environment-friendly method to produce graphene that employs vitamin C and amino acid. Chem Mater 22:2213–2218
Wang Y, Shi Z, Yin J (2011) Facile synthesis of soluble graphene via a green reduction of graphene oxide in tea solution and its biocomposites. ACS Appl Mater Interfaces 3:1127–1133
Chen D, Li L, Guo L (2011) An environment-friendly preparation of reduced graphene oxide nanosheets via amino acid. Nanotechnology 22:325601
Pei S, Cheng H-M (2012) The reduction of graphene oxide. Carbon 50:3210–3228
Tiwari SK, Huczko A, Oraon R, De Adhikari A, Nayak GC (2016) A time efficient reduction strategy for bulk production of reduced graphene oxide using selenium powder as a reducing agent. J Mater Sci 51:6156–6165
Shang YU, Zhang D, Liu Y, Guo C (2015) Preliminary comparison of different reduction methods of graphene oxide. Bull Mater Sci 38:7–12
Acknowledgements
The authors would like to thank the Council for Scientific and Industrial Research, South Africa (2D PG Grant no. C1BCH57) and the University of Johannesburg, South Africa, for financial support.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kumar, N., Setshedi, K., Masukume, M. et al. Facile scalable synthesis of graphene oxide and reduced graphene oxide: comparative investigation of different reduction methods. Carbon Lett. 32, 1031–1046 (2022). https://doi.org/10.1007/s42823-022-00335-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42823-022-00335-9