
Abstract
Additive manufacturing, also known as 3D printing, is transforming the industry and becoming more common every day due to its considerable time saving and lower costs, compared to the established conventional manufacturing methods. The mechanical strength of 3D printed products is affected by the parameters of the 3D printing process. Thermoplastic Polyurethane (TPU) is a type of elastomer, capable of being used on any fused deposition modelling (FDM) 3D printer. A series of TPU test pieces with different infill density and patterns were produced using a FDM printer. The influence of infill parameters on the 3D part’s mechanical properties has been evaluated. Five patterns with a range of infill densities were compared in this study. The tensile properties of the printed specimens were influenced by the infill density, whereas the infill pattern used in this study has marginal effects. The grid pattern with 100% infill density showed the highest tensile strength, with a value of 4.43 MPa. The results were compared with specimens, which were prepared through conventional compression moulding. The dynamic mechanical thermal analysis (DMTA) and load–deflection analysis (LDA) tests showed that specimens with 100% infill density may not be significantly affected by different infill patterns selected in this study under low strain testing conditions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The fused deposition modelling (FDM) printer is an extrusion-based 3D printing technology. It is a type of additive manufacturing (AM) [1], which is called rapid prototyping. This manufacturing technique is often used for products design and development.
These technologies are gaining popularity among academicians, researchers and industry players. Compared to the established conventional manufacturing methods such as the computer numerical control (CNC) machining [2] and the injection moulding process [3, 4], the AM process is considerable time saving and reduction in waste and costs [5].
There are limits to the conventional manufacturing process due to the restriction on the manufacturability of complex structures and the choice of internal structure of a component [4]. Besides the FDM technology, stereolithography (SLA) and selective laser sintering (SLS) are also widely used in 3D printing [3].
The concept of the FDM 3D printing process is melting thermoplastic polymer and extruding it to build a desired object on a heated bed. The material is generally prepared in the form of filament with 1.75 mm in diameter [1]. During the printing process, the filament is pulled by a rotating wheel, which directs it into a heated nozzle. In the temperature-controlled nozzle, the filament is melted into a semi-liquid state. The nozzle tip extrudes the melted material and selectively forms an ultrathin layer in a path defined by the FDM printer, which produces layer-by-layer structural elements [6]. Due to its high printing accuracy, low build-up cost, ease of handling and large selection of thermoplastic polymers, FDM is one of the most widely used 3D printers by general consumers.
Computer-aided manufacturing (CAM) software such as slicer programs is used to convert digital 3D models into 3D printing instructions. The most common 3D models file format that is associated with 3D printing is rendered in standard triangle language (STL) (.stl) [1, 5, 7], which can be exported by most CAM software through computer-aided design (CAD). It contains user-entered 3D printing parameters, such as nozzle extrusion speed, layering height, support structure and infill density [7]. The STL designed 3D model is a computerised file set by user, which is equivalent of multiple ultrathin layers of building orientation.
There is a wide spectrum of commercially available printable materials, which can be used for FDM additive manufacturing methods. Material selection is important for designers to achieve the desired strength, shape and texture of an intended product [7]. Besides that, the printing process is affected such as buckling phenomena [8, 9] when the material and printing parameters are not chosen correctly. In mass quantity 3D process manufacturing, the consistency of 3D printed products plays a major role in the material selection.
The 3D printing technologies are evolving with the potential to transform the world manufacturing process by reducing the development time, eliminate production costs and simplify production, while making it possible to create complex components that were not feasible before [5, 10]. It was reported that the global 3D printing market was valued at US$ 13.84 billion in 2021 [11]. It is expected to expand at a compound annual growth rate (CAGR) of 20.8% from 2022 to 2030 [11].
In this study an evaluation of the effect of infill densities and the infill patterns samples produced by the FDM technology was carried out. The material used for this study is thermoplastic polyurethane (TPU). TPU is commonly used to manufacture prosthetics, shoes and sporting goods because of its hardness and flexibility. The type of infill patterns includes lines, grid, concentrate 3D, zig-zag and triangle with densities ranging from 20% to 100%. Besides the tensile stress–strain test, dynamic mechanical thermal analysis (DMTA) and load–deflection analysis (LDA) were conducted on these FDM printed specimens. The results were compared with TPU samples manufactured by compression moulding process.
Materials and methods
The material used for the manufacturing of the specimen was thermoplastic polyurethane (TPU) filament with 1.75 ± 0.03 mm diameter (MAGMA Filament sold by 3D Gens Sdn. Bhd.). The filament was manufactured using Xtruwell Technology™. The recommended printing temperature for this TPU is between 200 and 230 °C [12]. The recommended heated bed temperature is between 50 and 60 °C [12].
Fused deposition modelling (FDM)
A series of specimens were produced using a FDM printer (3DGence One, 3DGence Przyszowice, Poland) to study the effect of infill parameters. In this study, the infill patterns with different densities were evaluated. The FDM printer was equipped with 3DGence SLICER 4.0 software.
The tip for the fabrication had a diameter of 0.3 mm. The infill printing speed was 10 mm/s with 0.12 mm layer height. The wall thickness of the specimen was set at 0.8 mm. The FDM printer bed was set at 60 °C to ensure a good binding between the specimens and the bed during printing. Table 1 shows the FDM printing parameters used in this study.
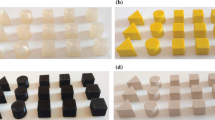
Five infill patterns were selected in this study. These patterns were lines, grid, concentrate 3D, zig-zag and triangle. Figure 1A illustrates the infill patterns (1) lines, (2) grid, (3) concentrate 3D, (4) zig-zag, and (5) triangle [13,14,15].

A Illustration of infill patterns and B micrographs of printed infill patterns (a) lines, (b) grid, (c) concentrate 3D, (d) zig-zag, and (e) triangle
The micrographs of the printed infill patterns are shown in Fig. 1B). A Leica Microscope with EZ4 HD camera (Model 28113016) and Leica Application Suite (LAS EZ) were used. The micrographs were taken from specimens, which have been partially printed at 50% completion to have a view of the morphology of infill patterns. It is worth mentioning that it is difficult to distinguish the infill patterns from each other through these micrographs.
The infill density of 20%, 40%, 60%, 80% and 100% for the test specimens is shown in Table 2. Due to the elasticity behaviour of TPU, the specimens were printed according to International Organization for Standardization (ISO) 37-Type 2 dimensions and tested according to ISO 37 for determination of tensile stress–strain properties [16].
The lines (also known as rectilinear) pattern generated infill with line connections between the walls of the specimen. It is a fast-printing pattern that prints unidirectional lines on each layer and perpendicular direction for the subsequent layer to form a rectangular grid pattern [17]. This infill pattern provides strength in only two dimensions [14]. The grid infill pattern prints in two directions on the X and Y planes of the heated bed instead of going in one direction compared to lines infill pattern. The grid lines crossed each other on each layer to form grid pattern and it looks like lines infill pattern [14].
The zig-zag pattern produced continuous lines throughout the specimens in a zig-zag pattern. It is like lines infill pattern but produces structures with higher strength. [15]. The lines for concentrate 3D infill pattern print in correspond with the walls of the specimens. The lines for concentrate 3D infill pattern prints multiple times at a smaller and smaller scale all the way to the middle of the specimens [15].
Finally, the triangle infill pattern consists of overlapping triangular lines in three directions in the X and Y planes [15]. Triangle infill pattern provides strength only in two dimensions. It still works for prints that require high strength [15]. Concentrate 3D infill pattern is the best 3D printing infill pattern for specimens that need flexibility and strength [14, 15].
It was reported that different print orientation and thickness affect the mechanical properties of printed specimens such as the modulus elasticity [13, 18, 19]. In this study, flatwise print orientation [19, 20] and wall thickness of 0.8 mm with X-axis flat alignment were used throughout the FDM printing process for the stress–strain and DMTA tests specimens. The cylindrical specimens, which were used for the LDA test, were printed with X-axis horizontal alignment [21]. Figure 2 shows the illustration of the specimens print orientation used in this study.

Illustration on the print orientation of specimens on FDM Bed
Compression moulding
In this study, the tensile properties of the TPU were obtained through test pieces manufactured through compression moulding process. The same TPU filament was cut into smaller pieces, melted and compressed into a 150 × 120 × 2 mm mould at 180 °C. The sheet was cut into dumb-bell test piece in accordance with ISO 37 test method. The average measured values were tensile strength of 8.43 MPa and elongation at break of 745%. Table 3 shows the weight of moulded specimen and FDM printed specimens with 100% infill density and ISO 37-Type 2 dimensions.
Dynamic mechanical thermal analysis
Dynamic Mechanical Thermal Analysis (DMTA) was performed in tension mode with temperatures ranging from -80 to + 100 °C, 0.1% strain and at frequency of 10 Hz. The dynamic storage modulus (E′) and the mechanical loss tangent delta (tan δ) as a function of temperature were analysed by using Mettler Toledo Dynamic Mechanical Analyser (DMA1 Start). Rectangle-shape specimens with a length of 30 mm, a width of 4 mm and a height of 1.2 mm were printed for the DMTA test.
Load–deflection analysis
Load–Deflection Analysis (LDA) was carried out using a servo-hydraulic MTS 831 test system (MTS Systems) with a load capacity of 25 kN. The compression stiffness was measured at a fixed strain of 10% using cylindrical-shape specimens with a diameter of 43 mm and a height of 8 mm in compression mode at room temperature. The specimens were compressed with three cycles loading and the measurements were taken on the third loading cycle in accordance with Japanese Industrial Standard (JIS) K 6385 test method. The compression stiffness, \({k}_{c},\) is expressed in the following equation:
where \({F}_{{\text{max}}}\) and \({F}_{{\text{min}}}\) are the maximum limit and the minimum limit of the testing loads, respectively. \({x}_{{\text{max}}}\) and \({x}_{{\text{min}}}\) are the deflections corresponding to their testing loads.
Results and discussion
All the specimens were printed and evaluated after the printing parameters were optimised. The quality and clearness of the specimens’ surface were physically checked for any defects. The binding between the initial layer (bottom layer) and the printer bed was checked to ensure proper adhesion during printing.
Figure 3 shows stress–strain curves of the specimens printed using different infill patterns with 100% infill density. The results were compared with specimens produced through compression moulding. The average tensile strength and elongation at break of the specimens with 100% infill density produced through FDM were 4.13 MPa and 474%, respectively. The dispersion analysis showed that these printed specimens exhibited a standard deviation of 0.4 and 36 for the tensile strength and elongation at break measurements, respectively.

Stress–strain curves of FDM specimens with 100% infill density and moulded specimen
It was observed that the tensile strength of the moulded specimen was 97% higher than the average tensile strength of the printed specimens. The effect of pressure and heat during the compression moulding process have produced strong adhesion between the TPU molecules. On the other hand, FDM is an additive manufacturing technology based on a layer-by-layer manufacturing principle to produce complex shapes without the involvement of compression process.
It is worth mentioning that besides the effect of stress distribution between infill patterns and the failure that occurred across intralayer and interlayer bonds during the stress–strain test, the variation of specimen weight as shown in Table 3 may affect the test results [21]. The average weight difference between the moulded and the FDM printed specimens is 5.28%.
The tensile properties of specimens that were produced through five different infill densities are shown in Fig. 4. These infill patterns were lines, grid, concentrate 3D and zig-zag with infill densities ranges from 20% to 100%. It was observed that increase in infill densities increased the tensile strength and elongation at break of the specimens. Specimens with grid infill pattern have shown a relatively higher tensile property.

Tensile strength and elongation at break of specimens
The results indicated that infill density determines mainly the tensile strength as observed by Fernandez-Vicente et al. [22]. The effects of infill patterns selected in this study were marginal on the dispersion of tensile strength with standard deviation between 0.2 and 0.4 for each different infill pattern with the same infill density [22]. Specimen produced through compression moulding exhibited higher tensile properties. Similar experimental results were observed for TPU specimen produced through injection moulding process [5].
An increase in stress to failure with increasing infill densities was also observed by Hyojeong Lee et al. [23]. In their study, they found that there was no difference between printed specimens with two different thicknesses when the infill was 100%. However, they observed some discrepancies as the percentage of infill decreased [23].
The tensile strength and elongation at break of specimens from the strongest to the weakest due to infill patterns are shown in Fig. 5.

Stress–strain results of specimens. a Tensile strength, b elongation at break
DMTA measurements were performed to acquire the thermal characteristics of the specimens with different infill patterns at 100% infill density. In this study, the glass transition temperature (Tg) was determined at the maximum of the tan δ. The DMTA curves (storage modulus and tangent delta) are shown in Fig. 6 and the results are listed in Table 4.

Storage modulus and tangent delta of FDM produced specimens
The Tg measured on zig-zag infill and concentrate 3D infill specimens were higher compared to the other two specimens (lines and grid infill specimens). The determined Tg for both specimens were 8.4 and 8.2 °C for zig-zag and concentrate 3D infill patterns, respectively. These values were relatively close to each other (zig-zag and concentrate 3D infill specimens). A similar observation was also observed for the other two specimens (lines and grid infill specimens). The results indicate that the free volume that has been created by these infill patterns may have some effects on the specimens [24].
The tendency of the storage modulus (E′) for the specimens at room temperature (25 °C) was analysed through the DMTA experiments. E′ indicates the stiffness or the elastic behaviour of the specimens become more dominant at room temperature. It is proportional to the energy stored during a loading cycle [25, 26].
In this evaluation, the specimens with lines and concentrate 3D infill patterns showed higher E′. The average E′ was 328 MPa. It is postulated that specimens with 100% infill density may not be significantly affected by different infill patterns for DMTA test at 0.1% strain [23].
Load–deflection analysis was conducted to measure the ability of the specimen to retain the elastic properties and generate forces after prolonged compression stresses. This test is different from the stress–strain and DMTA analysis that studied earlier on strain to break and 0.1% strain effects, respectively.
Table 5 shows the compression stiffness of the moulded specimen and FDM specimens obtained from the load–deflection analysis. All the FDM specimens with 100% infill density were used in this analysis to ensure each specimen can reach its maximum compression stiffness value during high-loading testing.
In this study, lines infill pattern showed the highest compression stiffness value of 17.2 kN/mm, while grid infill pattern showed the lowest compression stiffness value of 14.6 kN/mm. In principle, all the FDM specimens showed relatively similar compression stiffness values as compared to the moulded specimen (16.4 kN/mm), with the standard deviation for all test specimens as 0.92 only. This observation suggests that all the FDM specimens have the same stiffness as the moulded specimen to sustain high-loading compression.
Conclusions
In this research, the effects of five infill patterns with a range of densities on stress–strain, DMTA and LDA analyses on FDM produced specimens have been experimentally studied. The results were compared with specimens produced through compression moulding. The average tensile strength of the TPU specimens with 100% infill density produced through FDM was 4.1 MPa. The tensile strength of the moulded specimen was 97% higher than the average tensile strength of the printed specimens.
The dispersion analysis showed that the effect of infill patterns exhibited a standard deviation of 0.4 and 36 for the tensile strength and elongation at break, respectively, for the FDM produced specimen with 100% infill density. This study observed that the infill patterns have marginal effects on the tensile strength of the FDM printed specimens. However, the results revealed that infill density significantly influenced the tensile strength of the FDM printed specimen.
The DMTA and LDA tests showed that specimens with 100% infill density may not be significantly affected by different infill patterns selected in this study under low strain testing conditions.
Data availability
The standard deviation of E' and Tg of all test specimens in the DMTA were 24.3 and 0.87 respectively. Whereas, the standard deviation of all test specimens in the LDA was 0.92.
References
Wang S, Ma Y, Deng Z, Zhang S, Cai J (2020) Effects of fused deposition modeling process parameters on tensile dynamic mechanical properties of 3D printed polylactic acid materials. Polym Testing 86(106483):1–8
Leineweber S, Sundermann L, Bindszus L, Overmeyer L, Klie B, Wittek H, Giese U (2022) Additive manufacturing and vulcanisation of carbon black-filled natural rubber-based components. Rubber Chem Technol 95(1):46–57
Khan S, Joshi K, Deshmukh S (2022) A comprehensive review on effect of printing parameters on mechanical properties of FDM printed parts. In: Materials today: proceedings of the 2nd international conference on functional material, manufacturing and performances 2021, vol 50, pp 2119–2127
Oelsch E, Landgraf R, Jankowsky L, Kausch M, Hoyer S, Drossel W-G, Ihlemann J (2021) Comparative investigation on the mechanical behavior of injection molded and 3D-printed thermoplastic polyurethane. J Rubber Res 24:249–256
Dizon JRC, Gache CCL, Cascolan HMS, Cancino LT, Advincula RC (2021) Review of post-processing of 3D-printed polymers. Technologies 9(61):1–37
Kristiawan RB, Imaduddin F, Ariawan D, Arifin UZ (2021) A review on the fused deposition modeling (FDM) 3D printing: filament processing, materials and printing parameters. Open Eng 11:639–649
Dezaki ML, Ariffin MKAM (2020) The effects of combined infill patterns on mechanical properties in FDM process. Polymers 12(2792):1–20
Hassim DHAI, Ismail NIN, Sarkawi SS, Ngeow YW, Ibrahim S, Yong KC (2022) The feasibility of using ethylene-vinyl acetate/natural rubber (EVA/NR)-based thermoplastic elastomer as filament material in fused deposition modelling (FDM)-3D printing application. J Rubber Res 24:659–668
Venkataraman N, Rangarajan S, Matthewson MJ, Harper B, Safari A, Danforth SC, Wu G, Langrana N, Guceri S, Yardimci A (2000) Feedstock material property-process relationships in fused deposition of ceramics (FDC). Rapid Prototyp J 6(4):244–252
Cohen D, Sargeant M, Somers K (2014) 3-D printing takes shape. McKinsey and Company, McKinsey Quarterly January 2014, pp 1–6
Market analysis report: 3D printing market size, share & trends analysis report by component (hardware, software, services), by printer type, by technology, by software, by application, by vertical, by region, and segment forecasts, 2022–2030. Accessed 17 January 2023. https://www.grandviewresearch.com/industry-analysis/3d-printing-industry-analysis
MAGMA Flex TPU Filament 1.75 mm 0.8 kg Solid Color. Accessed 17 January 2023. https://3dgadgets.my/filament-resin/863-492-magma-flex-tpu-filament-175mm-08-kg-solid-color.html#/85-colour-blue
Rajkumar SM (2022) Effect of infill pattern and build orientation on mechanical properties of FDM printed parts: an experimental modal analysis approach. Cornell University, New York, pp 1–14
Lud R (2021) Best 3D printing infill pattern. 3D Printscape. Accessed 1 Dec 2022. https://3dprintscape.com/3d-printing-infill-pattern/
Which Pattern Should I Choose? Accessed 10 Jan 2023. https://all3dp.com/2/infill-3d-printing-what-it-means-and-how-to-use-it/
ISO 37:2017 (2017) Rubber, vulcanized or thermoplastic - determination of tensile stress–strain properties. International Organization for Standardization, London
O’Neil B (2022) Cura infill patterns: what they are and when to use them. Accessed 31 Jan 2023. https://www.wevolver.com/article/cura-infill-patterns-what-they-are-and-when-to-use-them
Bellini A, Guceri S (2003) Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp J 9(4):252–264
Kovan V, Altan G, Topal ES (2017) Effect of layer thickness and print orientation on strength of 3d printed and adhesively bonded single lap joints. J Mech Sci Technol 31(5):2197–2201
ASTM F2971–13 (2021) Standard practice for reporting data for test specimens prepared by additive manufacturing. ASTM International, Washington D. C., United States
Rybachuk M, Mauger CA, Fiedler T, Öchsner A (2017) Anisotropic mechanical properties of fused deposition modeled parts fabricated by using acrylonitrile butadiene styrene polymer. J Polym Eng 37(7):699–706
Fernandez-Vicente M, Calle W, Ferrandiz S, Conejero A (2016) Effect of infill parameters on tensile mechanical behavior in desktop 3D Printing. 3D Print Addit Manuf 3(3):183–192
Lee H, Eom R-I, Lee Y (2019) Evaluation of the mechanical properties of porous thermoplastic polyurethane obtained by 3D printing for protective gear. Adv Mater Sci Eng 2019:1–10
White RP, Lipson JEG (2016) Polymer free volume and its connection to the glass transition. Macromolecules 49(11):3987–4007
ISO 6721-1:2019 (2019) Plastics—determination of dynamic mechanical properties—part 1: general principles. International Organization for Standardization, London
Wang M-J (1998) Effect of polymer–filler and filler–filler interactions on dynamic properties of filled vulcanisates. Rubber Chem Technol 71(3):520–589
Acknowledgements
Malaysian Rubber Board (MRB) is acknowledged for the financial support of the project under ISTC grant (S19ITE0708). The authors acknowledged the assistance of Muhammad Nurfazrul Osmari Fariddus, Mohd Ilias Ibrahim and Mohd Izami Muhamad for the stress–strain and DMTA tests. They would also like to thank the MRB engineering laboratory service for the Load–Deflection Analysis.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author(s) declared no conflicts of interest with respect to the research and the publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ngeow, Y.W., Ismail, N.I.N., Hassim, D.H.A.I. et al. A comparative evaluation of compression moulded and fused deposition modelling 3D printed thermoplastic polyurethane. J Rubber Res 27, 193–200 (2024). https://doi.org/10.1007/s42464-024-00238-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42464-024-00238-6