
Abstract
With an objective to produce superior quality natural rubber (NR) for preparing tyre treads, various coagulation techniques were attempted for NR latex such as mechanical stirring and heating, steam-induced, salt-induced and freeze–thaw process, from which their efficiency was compared with formic acid-coagulated natural rubber. The effect of coagulation methods on molecular weight and thermo-oxidative ageing of resulting rubber was evaluated. The processing and cure characteristics, rubber–filler interaction and mechanical properties of NR were also evaluated. Rubber separated by mechanical stirring followed by heating and freeze–thaw coagulation showed better retention of molecular weight coagulated NR field latex. FTIR spectrum detected a high amount of nitrogenous materials in rubber compared to acid-coagulated natural rubber. Gel permeation chromatography (GPC), Mooney viscosity and black incorporation time were used to characterise the rubber separated by different methods. Different coagulation techniques adopted have very little effect on the glass transition temperature (Tg). Technological and morphological properties of rubber obtained by stirring and freeze–thaw processes are superior compared to other processes.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural rubber (NR) has many inherent properties which makes it suitable for several industrial applications, e.g. surgical gloves, condoms and balloons. As a raw material, it has a significant role in the tyre industry. With the advancement of the tyre industry, the traditional raw materials and compounding techniques fail to meet specification requirements of certain products. Therefore, new approaches were made to retain the raw rubber properties of NR during its processing and drying stages [1, 2].
The NR mechanical properties are dependent on factors like processing methods, drying temperature, chemical composition, micro-structure, etc. Natural rubber (NR) derived from Hevea brasiliensis is composed of rubber particles, the core of which is made of cis-1,4-polyisoprene hydrocarbon and the shell with non-isoprene compounds [3]. The rubber particles in the latex are protected by an electric double layer formed by hydrophilic proteins and lipids, which enables the rubber latex to stay in a colloid state. Fresh NR latex has approximately 34 wt% of rubber and 6 wt% of non-rubber components. The non-rubber components comprised proteins, lipids, carbohydrates, metal ions, etc. These naturally occurring materials can significantly influence the mechanical and chemical properties especially the vulcanisation behaviour of natural rubber. Most of the non-rubber constituents were removed from rubber during centrifuging and coagulation stages. Any sort of alteration in the processing techniques affects the molecular and micro-structural factors like molecular weight, crystallinity, residual stress, molecular orientation, physical crosslinking and branching, which have a significant effect on the technical properties of NR [4,5,6]. Secondly, the deformation of polymer is dependent on the internal material characteristics. Natural rubber is a high molecular weight (MW) polymer with wide molecular weight distribution (MWD). The methods of production, processing procedure and the subsequent exposure to environment have significant role in deciding the MWD of a certain type of rubber. The molecular weight is significantly reduced during the compounding of rubber. Minimum molecular weight reduction during compounding and uniform distribution of curatives and fillers are the major factors controlling the vulcanisate properties [7,8,9].
Wang Meng-Jiao has developed and patented a novel technology in which carbon black (CB) is dispersed into NR latex with a continuous mixing process. The Cabot Elastomer composite manufactured with this method has excellent mechanical properties compared to convention dry stage mixing [10]. The NR composite prepared by above method showed excellent tensile strength, improved modulus and thermal and barrier properties. Nurul Hayati Yusof and colleagues have prepared silica ENR masterbatch via latex stage, which does not use chemicals. They inferred that stirring and heating can impart excellent properties to the elastomer-filler composites. It has been reported that the dispersion of filler can be improved if the molecular weight reduction of the elastomers is lowered [11]. There is no doubt that the method of coagulation has a significant role in the properties of the resulting rubber. Coagulation of latex has been attempted without chemicals which imparted excellent properties to rubber [12,13,14].
The present paper describes different acid-free coagulation techniques adopted for NR latex and the technical and rheological properties of recovered rubber. For this purpose, 4 acid-free methods viz coagulation by stirring and heating (NR1), steam coagulation (NR2), coagulation using sodium chloride (NR4) and freeze–thaw (NR5) were used to coagulate the NR latex and the properties were compared with acid-coagulated system (NR3). Technical and morphological properties of vulcanised NR compounds were evaluated with special reference to tread compound.
Experimental
Materials
Fresh NR latex having a dry rubber content of 36% was provided by the Rubber Research Institute of India. Carbon black (N330) was obtained from Phillips Carbon Black Limited, Kochi. Laboratory grade zinc oxide was obtained from M/s. Merck, Mumbai. The coarse white powder has a specific gravity of 5.47. Antioxidants, antidegradants and accelerators were supplied by M/s. NOCIL Ltd., Mumbai. Moderately staining type antioxidant (Pilnox TDQ) in the form of light brown pastille has a specific gravity of 1.1. Antidegradant (Pilflex 13) is an alkyl-aryl-PPD with a specific gravity of 0.986–1.00 at 60 °C. Delayed action sulphenamide Pilcure MOR was used as accelerator in this study. The rubber process oil (aromatic oil) was supplied by Indian Oil Corporation. All other chemicals were of commercial grades.
Coagulation of field latex and processing
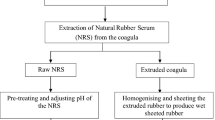
There were five different methods for coagulation of fresh field latex attempted in this study. In NR1, fresh NR latex was subjected to mechanical destabilisation by stirring at 14,000 rpm and the separated rubber was dried at 60 °C for 2 days. Later, the coagulum was sheeted and dried at 60 °C for 24 h. In steam coagulation (NR2), the latex was coagulated using hot steam (110 °C). The coagulum was sheeted and dried at 60 °C. NR3 and NR4 were prepared by coagulating fresh latex using formic acid and sodium chloride (NaCl), respectively, followed by drying at 60 °C. NR5 was prepared by solidifying the field latex by freezing for 2 days and thawed by allowing them to stand at room temperature for 1 h followed by heating at 40 °C for 1 h. The resulting coagulum was sheeted and dried at 60 °C.
Preparation of N-330 filled NR compounds
The rubber obtained by the above 5 different coagulation methods was compounded as per the formulation given in Table 1, and the mechanical and thermal properties of the composites were compared. Mixing was carried out in a laboratory model internal mixer (Mixer 50 EHT) at 55 °C having 50 rpm.
Gel permeation chromatography analysis
The molecular weight of raw rubbers was analysed using Waters HPLC/GPC system with 600 E series pump and 7725 Rheodyne Injector. Waters Styragel columns HR 0.5/2/4E/5E/6 connected in series was used as stationary phase and THF was used as mobile phase with a flow rate of 1 ml/min. Waters 2414 Refractive index detector was used for the analysis of the samples. Polystyrene standards having Mp 1,865,000, 177,000, 18,600 and 1100 Da were used for relative calibration.
Mooney viscosity
The Mooney viscosity of raw NR was determined using a Mooney viscometer (MV 2000). The rubber sample was pre-heated at 100 °C for 1 min, followed by continuous shear for 4 min and is expressed as Mooney units (MU).
Gel content
The gel content was analysed by weighing the sample to the nearest 1 mg as m0. Then the samples were placed in a centrifuge tube and 30 ml of toluene was added. The solutions were kept in dark for 20 h without shaking at 25 °C. After the specified period, the tube was taken out and shaken well for 60 s so that the jelly like material will precipitate in the bottom of the tube. The solution was centrifuged at 6000 rpm to precipitate the gel fraction for 2 h. The sol fraction was removed from the tube and 1 ml of acetone was added to precipitate the jelly at the bottom of the tube. This was subsequently transferred to a clean container weighed to the nearest 1 mg as m1. The container with the precipitate was dried in an oven at 110 °C for 1 h and then weighed as m2. The gel content was calculated as per the following equation:
where G is the percentage of gel content, m0 is the weight of the sample taken and m1 and m2 are the mass of empty container and the container having the dry precipitate, respectively. All the weights were expressed in grammes.
Plasticity (P0) and plasticity retention index (PRI)
The plasticity number P0 and the plasticity number after ageing for 30 min at 140 °C (PRI) of raw NR samples were determined according to IS: 3660 (Part 11 and 12). The PRI is calculated as given per the following equation:
Black incorporation time (BIT)
In order to find the black incorporation time (BIT), mixing of rubber with 60 phr carbon black (N330) was carried out by using a laboratory model internal mixer (Mixer 50 EHT). Mixing was performed at 50 °C at 40 rpm at a fill factor of 0.7. The rubber was fed into the mixing chamber and the mastication was carried out for 2 min. Thereafter, the filler was added into the mixer. From the mixing energy curve (Fig. 2), time required to fully incorporate N330 can be determined.
Fourier transfer infrared spectroscopy (FTIR)
The FTIR spectrum of NR samples were recorded using a FTIR spectrometer (Bruker Tensor 27, Germany) in the wave number range of 4000 to 400 cm−1. The glass transition temperature (Tg) of NR samples was determined by differential scanning calorimeter (TA instruments Q 2000). About 5–10 mg sample was used for the DSC measurements. The first scan was run at a heating rate of 5 °C/min (from 35 to 100 °C), the second scan (from 35 to − 80 °C) was run at a cooling rate of 10 °C/min and the third was run at a heating rate of 5 °C/min (from − 80 to 100 °C). The Tg was recorded from the DSC curve obtained from the third cycle. The procedure followed was to eliminate the thermal history of the polymer.
Cure and mechanical properties
The vulcanisation characteristics of the compounded stocks were performed at 150 °C using a Monsanto moving die rheometer (MDR 2000, Alpha Technologies, USA). Cure rate index (CRI) was measured using the following equation:
where t90 is the cure time and ts2 is the scorch time.
For analysing the crosslink density, circular samples of 2 cm in diameter were weighed and soaked in toluene. After 72 h, the swollen samples are removed from the solvent. The surface of the swollen sample was wiped off gently with blotting paper and weighed. The swollen samples were dried in an oven at 60 °C until the weights remained constant. Crosslink density measurements were calculated using Flory–Rehner equation as follows:
where D and ρp are the weight and density of dry rubber (for vulcanised rubber, ρp = 0.9203 g cm3) and Ao and ρs are the weight and density of solvent (for toluene, ρs = 0.865 g cm3, υ = crosslink density, Mc is the molecular weight between the crosslinks, Vs is the molar volume of the solvent and Vr is the volume fraction of rubber in equilibrium swollen vulcanised rubber sample.
The compound recipe for used for the preparation of N-330 filled NR samples is given in Table 1. The cure time (t90) of NR compounds were measured using a Monsanto Rheometer (Rheometer MDR 2000) at a temperature of 150 °C. The mechanical properties of the vulcanised samples were tested according to ASTM standards. Tensile strength and modulus (ASTM D 412) were measured with a universal testing machine (Zwick/Roell model Z 005, Germany) at a crosshead speed of 500 mm/min. The abrasion resistance (ASTM D 5963-04) was measured using a rotary drum abrader and is expressed as abrasion resistance index. Hardness was measured at five different positions of the samples using a Shore A Hardness Tester (ASTM D 2240).
Morphological studies
Carbon black dispergrader: The macro-level dispersion of filler in each sample surface was analysed using the dispergrader according to ISO 11345. The test piece having approximate cross section of 8 mm thickness and 10 mm width was freshly cut from the sample using a single edge razor blade cutter.
Field emission scanning electron microscope: The tensile fractured surface morphology of NR/CB composites was examined using a field emission scanning electron microscope (FE-SEM) (Jeol, JSM 7610 F Plus). The specimens were cut into smaller sizes of about 5 × 5 × 5 mm and coated using gold prior to the morphological observation.
Results and discussion
The number average molecular weight (Mn), weight average molecular weight (Mw) and polydispersity index (PDI) of samples are shown in Table 2. NR1 and NR5 had recorded a higher Mn and Mw with a lower PDI value. Lower PDI value implies a narrow molecular weight distribution (MWD); on the other hand, a high PDI value indicates a broader MWD. This implies that the polymer chain degradation is minimum in NR1 and NR5. NR2 recorded the minimum molecular weight. The high temperature generated during steam coagulation might have accelerated the chain scission process and resulted in NR with low molecular weight. Chemically coagulated NR3 and NR4 had also shown reduction in molecular weight compared to NR1.
Cure characteristics
The vulcanisation characteristics of filled NR vulcanisates are given in Table 3. The optimum cure time of the rubber obtained from NR1, NR2 and NR5 falls in the range of 4–4.5 min which is lower than those of NR3 and NR4. The high cure efficiency of NR1, NR2 and NR5 can be attributed to the higher non-rubber content or fatty acids which act as cure activators [15, 16]. The scorch time is shorter for samples coagulated without acid, whereas CRI and crosslink density are higher, indicating that acid-free coagulation methods can accelerate the cure process [17].
Gel content
Usually, fresh field latex collected immediately after tapping has less than 5% of gel content. The amount of gel content does play a crucial role in determining the properties of NR compounds. They can interfere with cure time, crosslink density, filler dispersion, etc. [18]. The result indicates that the cure characteristics of NR appear to be less affected by the amount of gel content (Table 4). The increased gel content may obstruct the incorporation of carbon black into the matrix as reflected in BIT. The high molecular weight rubber may not diffuse into the interstices of the carbon black agglomerates, which in turn reduces the rubber–filler interactions [19].
Mooney viscosity
There is an empirical relation between Mooney viscosity and weight average molecular weight of rubber. The increased Mooney viscosity values of NR1 AND NR5 implied the increased molecular weight of the acid-free coagulation techniques [20,21,22,23].
Plasticity and plasticity retention index (P0 and PRI)
The P0 and PRI are the measures of the quality of the rubber before and after storage. From Fig. 1, the higher value of PRI for NR1 and NR5 indicates the low level of thermo-oxidation reactions involved in the process compared to NR3. The high temperature during steam coagulation might be the reason for lower PRI values of NR2 [24]. The higher P0 value of NR1 and NR5 indicates that the damage to the rubber hydrocarbon is less, and molecular weight is well preserved compared to NR3.

P0 and PRI of raw NR
Black incorporation time (BIT)
Figure 2 provides useful information about the processability of rubber. The time to switch over to the second peak on the power curve is referred as the BIT (A–X). The values for each category are given in Table 4.

Mixing energy curve of a typical Banbury mixer
NR1 and NR5 exhibited a higher BIT value compared to other samples. This behaviour can be related to the comparatively high molecular weight and gel content of the rubber samples. Due to the increased chain entanglements in NR1 and NR5, there is a shift of BIT to a higher mixing time. Reports suggests that lower chain mobility will reduce the infiltration rate of carbon black (N-330) and slows down the dispersion process [25].
FTIR analysis
Figure 3 shows FTIR spectra for NR1–NR5. The absorption peaks at 1631 and 1542 cm−1 corresponds to the stretching vibration of amide I and amide II. These peaks are originated from proteins in NR [26]. Similarly, the existence of protein is confirmed by the N–H stretching band of attached nitrogenous compounds around 3280 cm−1. Compared to NR3 (formic acid), there is a strong absorption at 3280 cm−1 for acid-free methods. The acid-free coagulation routes are found to retain more proteinaceous materials with rubber. The absence of N–H stretching band in NR3 indicated that the amount of residual proteins is less [27].

FTIR spectra of raw NR coagula
Differential scanning calorimetry
It is evident from the DSC analysis (Fig. 4) that there is very little effect on glass transition temperature as the molecular weight of NR samples is in the range of 148,633–198,985 Da. This is in accordance with Fox–Flory equation:
where Mn is the number average molecular weight of the polymer, tg is the glass transition temperature of the polymer, tg∞ is the maximum glass transition temperature that can be achieved at a theoretical infinite molecular weight and K is an empirical parameter that is related to the free volume present in the polymer sample. According to the theory, the glass transition temperature increases with the increase in molecular weight; however, the effect is less pronounced if the molecular weight is above 20,000 [28].

Glass transition temperature (Tg) of raw NR
Mechanical properties
Before and after ageing properties for the NR-filled composites are given in Fig. 5, while abrasion resistance, hardness and moduli at 100 and 300% are given in Table 5 [29]. It is reported that the molecular weight has substantial effect on the tensile properties of NR [30]. High molecular weight results in less chain ends and more entanglements. It is generally reported that the chain entanglements act as physical crosslinks and they reinforce the polymers under tension. The acid-free coagulation system has excellent tensile properties compared to the acid-coagulated one. These variations are believed to be due to high molecular weight and chain entanglements [31].

Variation of tensile strength of NR vulcanisates on thermal ageing
During acid coagulation followed by prolonged drying, NR undergoes thermos-oxidative degradation which generally reflected in its mechanical and after ageing properties. Accordingly, acid-coagulated rubber has lower molecular weight and increased chain ends. The abrasion resistance is dependent on the toughness of the rubber. Increase in the toughness not only increases the strength of the rubber but also delays the onset of volume loss during abrasive wear [32]. This implies that the increasing molecular weight significantly improved the scratch and abrasive wear performance of a polymer [33, 34].
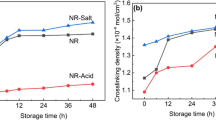
Thermal oxidative ageing
The thermal ageing resistance of NR vulcanisates was assessed by evaluating the reduction in tensile stress and hardness before and after ageing. As shown in Fig. 5, the tensile strength of NR1 and NR5 exhibited high retention of ~ 95%. Due to the exposure of rubber sample to high temperature for a prolonged time, NR2 showed substantial reduction in tensile (17.5%). The high reduction of tensile stress of NR3 and NR4 is attributed to the role of acid and salt which might have damaged the chain, and it is further accelerated during drying of the rubber. The hardness of the NR vulcanisates increased after ageing and the percentage increase is higher for NR 1 and NR5 (~ 12%), while the percentage increase is 6, 8 and 9% for NR2, NR3 and NR4, respectively. The characteristic increase after 5 days of ageing is correlated with the acceleration of crosslinking of the composites after prolonged thermal ageing [35,36,37].
Carbon black dispersion
The X-value rating of 1 represents poor dispersion, while 10 represents excellent dispersion and absence of agglomerates above 23 µm, indicating very good dispersion. From the values (Table 6), it was found that mode of coagulation has effect on the distribution of carbon black in the blend. Sample NR1 shows the highest X-value with a rating of 7.4, whereas NR2 has recorded the lowest value. The percentage of dispersion for acid-free coagulation techniques was similar to that of acid-coagulated method NR3.
FE-SEM analysis
Figure 6 shows the FE-SEM micrographs of tensile fractured surface of NR/CB composites. It is to be noted that the fracture surface of NR1 is rougher than other NR/CB composites. This is in support to the high tensile modulus, which signifies the better stress propagation in the composite. Also, the tensile fractured surface of NR1 exhibits many tear lines, which in fact support the high tensile strength of the composite. The tensile strength of NR prepared by different methods follows the order NR1 > NR5 > NR3 > NR4 > NR2 [38]. High degree of agglomeration and low dispersion rate are indication of a weak matrix.

FE-SEM micrographs of tensile fractured surface of NR/CB composite
Conclusions
This study was aimed to develop a simple technology to separate the rubber from fresh latex with minimum damage to the rubber hydrocarbon. With this objective, 4 acid-free coagulation methods were attempted. The cure, rheological and technological properties of the coagula were compared with rubber obtained by acid coagulation. It was observed that rubber obtained by stirring and heating (NR1) and freeze–thaw is less prone to oxidation. Methods which retained high molecular weight (NR1 and NR5) showed better cure behaviour. FTIR analysis indicated higher levels of nitrogenous materials compared to NR obtained by acid coagulation. The rubber obtained by steam coagulation and salt coagulation was poor in quality. The higher Mw, P0, BIT and Mooney viscosity values of NR obtained by high-speed stirring and freeze–thaw methods were superior, which offered rubber with minimum damage to the polymer chains. The mechanical and thermal properties of the filled composites of NR1 and NR5 were superior compared to others.
Data availability
The data that support the findings of this study are available on request from the corresponding author.
References
Ehabe E, Le Roux Y, Ngolemasango F, Bonfils F, Nkeng G, Nkouonkam B, Sainte-Beuve J, Gobina MS (2002) Effect of maturation on the bulk viscosity and molecular chain length of cuplump natural rubber. J Appl Polym Sci 86:703–708. https://doi.org/10.1002/app.10968
Fri PS, Nkeng GE, Ehabe EE (2007) Effect of natural coagula maturation on the processability, cure, and mechanical properties of unfilled vulcanizates of Hevea natural rubber. J Appl Polym Sci 103:2359–2363. https://doi.org/10.1002/app.25175
Toki S, Burger C, Hsiao BS, Amnuaypornsri S, Sakdapipanich J, Tanaka Y (2008) Multi-scaled microstructures in natural rubber characterized by synchrotron X-ray scattering and optical microscopy. J Polym Sci, Part B: Polym Phys 46:2456–2464. https://doi.org/10.1002/polb.21578
Karino T, Ikeda Y, Yasuda Y, Kohjiya S, Shibayama M (2007) Nonuniformity in natural rubber as revealed by small-angle neutron scattering, small-angle X-ray scattering, and atomic force microscopy. Biomacromol 8:693–699. https://doi.org/10.1021/bm060983d
Tanaka Y (2001) Structural characterization of natural polyisoprenes: solve the mystery of natural rubber based on structural study. Rubber Chem Technol 74:355–375. https://doi.org/10.5254/1.3547643
Suzuki T, Osaka N, Endo H, Shibayama M, Ikeda Y, Asai H, Higashitani N, Kokubo Y, Kohjiya S (2010) Nonuniformity in cross-linked natural rubber as revealed by contrast-variation small-angle neutron scattering. Macromolecules 43:1556–1563. https://doi.org/10.1021/ma9019416
Liao L-S, Liao J-H, Li Y-M, Chen Y-P, Zhao Y-F, He C-Z (2014) Curing kinetics and properties of natural rubber coagulated using microwave radiation. Rubber Chem Technol 87:43–52. https://doi.org/10.5254/rct.13.87932
Sarath-Kumara SJ, Jansz ER, Mendis LP, Tillekedratne LMK, Wickremasinghe LKG (1987) Production of acid from cocoa sweatings and its use for coagulation of natural rubber latex. J Chem Technol Biotechnol 39:11–18. https://doi.org/10.1002/jctb.280390103
Ferreira VS, Rêgo INC, Pastore F, Mandai MM, Mendes LS, Santos KAM, Rubim JC, Suarez PAZ (2005) The use of smoke acid as an alternative coagulating agent for natural rubber sheets’ production. Biores Technol 96:605–609. https://doi.org/10.1016/j.biortech.2004.06.008
Shell J, Wang T, Vejins V, MA B, Wong YL (2004) Liquid Phase NR/Carbon Black Composites in Vibration Isolation Applications. Automotive Elastomeric Conference Dearborn MI.
de Oliveira RG, Menut P, Bonfils F, Vaysse L, Hemar Y, Sanchez C (2015) Acid-induced aggregation and gelation of natural rubber latex particles. Colloids Surf, A 482:9–17. https://doi.org/10.1016/j.colsurfa.2015.04.015
Krishnan S, Alex R, Kurian T (2014) HAF/silica/nanoclay “ternary” masterbatch and haf/silica binary masterbatch from fresh natural rubber latex. Rubber Chem Technol 87:250–263. https://doi.org/10.5254/rct.13.87908
Hirata Y, Kondo H, Ozawa Y (2014) 12 - Natural rubber (NR) for the tyre industry. In: Kohjiya S, Ikeda Y (eds) Chemistry, manufacture and applications of natural rubber. Woodhead Publishing, New Delhi, pp 325–352
Prasertkittikul S, Chisti Y, Hansupalak N (2013) Deproteinization of natural rubber using protease immobilized on epichlorohydrin cross-linked chitosan beads. Ind Eng Chem Res 52:11723–11731. https://doi.org/10.1021/ie400232r
Kumarn S, Churinthorn N, Nimpaiboon A, Sriring M, Ho C-C, Takahara A, Sakdapipanich J (2018) Investigating the mechanistic and structural role of lipid hydrolysis in the stabilization of ammonia-preserved hevea rubber latex. Langmuir 34:12730–12738. https://doi.org/10.1021/acs.langmuir.8b02321
Ikeda Y, Yasuda Y, Ohashi T, Yokohama H, Minoda S, Kobayashi H, Honma T (2015) Dinuclear bridging bidentate zinc/stearate complex in sulfur cross-linking of rubber. Macromolecules 48:462–475. https://doi.org/10.1021/ma502063m
Gu Z, Song G, Liu W, Li P, Gao L, Li H, Hu X (2009) Preparation and properties of styrene butadiene rubber/natural rubber/organo-bentonite nanocomposites prepared from latex dispersions. Appl Clay Sci 46:241–244. https://doi.org/10.1016/j.clay.2009.08.010
Yunyongwattanakorn J, Sakdapipanich JT, Kawahara S, Hikosaka M, Tanaka Y (2007) Effect of gel on crystallization behavior of natural rubber after accelerated storage hardening test. J Appl Polym Sci 106:455–461. https://doi.org/10.1002/app.26507
Nimpaiboon A, Amnuaypornsri S, Sakdapipanich J (2013) Influence of gel content on the physical properties of unfilled and carbon black filled natural rubber vulcanizates. Polym Testing 32:1135–1144. https://doi.org/10.1016/j.polymertesting.2013.07.003
Gao T, Xie R, Zhang L, Gui H, Huang M (2015) Use of rubber process analyzer for characterizing the molecular weight parameters of natural rubber. Int J Poly Sci 2015:e517260. https://doi.org/10.1155/2015/517260
Ng JW, Othman N, Yusof NH (2022) Various coagulation techniques and their impacts towards the properties of natural rubber latex from Hevea brasiliensis—a comprehensive review related to tyre application. Ind Crops Prod 181:114835. https://doi.org/10.1016/j.indcrop.2022.114835
Ehabe EE, Bonfils F, Sainte-Beuve J, Collet A, Schué F (2006) High-temperature mastication of raw natural rubber: changes in macrostructure and mesostructure. Polym Eng Sci 46:222–227. https://doi.org/10.1002/pen.20433
Méndez-Hernández ML, Rivera-Armenta JL, Páramo-García U, Corona Galvan S, García-Alamilla R, Salazar-Cruz BA (2016) Synthesis of high cis-1,4-BR with neodymium for the manufacture of tires. Int J Polym Sci 2016:e7239540. https://doi.org/10.1155/2016/7239540
Bonfils F, Flori A, Sainte Beuve J (1999) Relations between Wallace plasticity and Mw for natural rubber. J Appl Polym Sci 74:3078–3087. https://doi.org/10.1002/(SICI)1097-4628(19991220)74:13%3c3078::AID-APP10%3e3.0.CO;2-6
Le HH, Tiwari M, Ilisch S, RADUSCH H-J, (2005) Effect of molecular structure on carbon black dispersion in rubber compounds: characterization using the online measured electrical conductivity. KGK, Kautsch Gummi Kunstst 58:575–580
Sakdapipanich JT (2007) Structural characterization of natural rubber based on recent evidence from selective enzymatic treatments. J Biosci Bioeng 103:287–292. https://doi.org/10.1263/jbb.103.287
Mekkriengkrai D, Sakdapipanich JT, Tanaka Y (2006) Structural characterization of terminal groups in natural rubber: origin of nitrogenous groups. Rubber Chem Technol 79:366–379. https://doi.org/10.5254/1.3547942
Balani K, Verma V, Agarwal A, Narayan R (2015) Biosurfaces: a materials science and engineering perspective. John Wiley & Sons, Hoboken
Hinchiranan N, Lertweerasirikun W, Poonsawad W, Rempel GL, Prasassarakich P (2009) Cure characteristics and mechanical properties of hydrogenated natural rubber/natural rubber blends. J Appl Polym Sci 111:2813–2821. https://doi.org/10.1002/app.29333
Sperling LH (2005) Introduction to physical polymer science. John Wiley & Sons, Hoboken
Schollenberger CS, Dinbergs K (1979) Thermoplastic polyurethane elastomer molecular weight-property relations. Further studies. J Elastomers Plast 11:58–91. https://doi.org/10.1177/009524437901100104
Browning R, Sue H-J, Minkwitz R, Charoensirisomboon P (2011) Effects of acrylonitrile content and molecular weight on the scratch behavior of styrene-acrylonitrile random copolymers. Polym Eng Sci 51:2282–2294. https://doi.org/10.1002/pen.22003
Xiao S, Sue H-J (2019) Effect of molecular weight on scratch and abrasive wear behaviors of thermoplastic polyurethane elastomers. Polymer 169:124–130. https://doi.org/10.1016/j.polymer.2019.02.059
Kim D, Ahn B, Kim K, Lee J, Kim IJ, Kim W (2021) Effects of molecular weight of functionalized liquid butadiene rubber as a processing aid on the properties of ssbr/silica compounds. Polymers 13:850. https://doi.org/10.3390/polym13060850
Nakade S, Kuga A, Hayashi M, Tanaka Y (1997) Highly purified natural rubber IV. Preparation and characteristics of gloves and condoms. J Nat Rubber Res 12:33–42
Othman AB, Murray GAW, Birley AW (1996) Stress relaxation behaviour of natural rubber vulcanisates containing non-rubber constituents. J Nat Rubber Res 11:183–199
Bristow GM (1990) Composition and cure behaviour of skim block natural rubber. J Natl Rubber Res 5:114–134
Omar NF, Othman N (2011) Effect of carbon black loading on curing characteristics and mechanical properties of waste tyre dust/carbon black hybrid filler filled natural rubber compounds. J Appl Polym Sci 121:1143–1150. https://doi.org/10.1002/app.33511
Acknowledgements
The authors are grateful to the Rubber Research Institute of India, Kottayam and Cochin University of Science and Technology for the technical support of this work.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nambiathodi, V., Varghese, S. Sustainable coagulation approaches and their impacts towards the properties of natural rubber: a study related to tyre tread applications. J Rubber Res 27, 1–10 (2024). https://doi.org/10.1007/s42464-023-00229-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42464-023-00229-z