
Abstract
The exploration of bio-based process aid is still ongoing in the effort to replace petroleum-based process oil. In this study, the efficacy of a newly developed palm-based process aid (Bio) on nitrile rubber (NBR) composites was investigated by varying its concentration from 0.0 to 10.0 phr. A comparison was made against a commercial oil (CO), i.e. naphthenic oil in terms of Mooney viscosity, cure characteristics, morphology, physical, and chemical properties. Results revealed that the use of Bio as process aid improves the processability of rubber by lowering the Mooney viscosity, enhancing filler dispersion, and lowering loss tangent values. Tensile properties and compression sets of CO-NBR composites were slightly better compared to Bio-NBR composites. Interestingly, Bio-NBR composites showed better ageing properties, especially at higher process aid content. Higher retentions of tensile strength and elongation at break and lower compression sets of aged Bio-NBR compared to CO-NBR composites were observed, which are possibly contributed by the good compatibility of Bio with aged rubber. Thermogravimetric analysis showed that the thermal stability of Bio-NBR composites were slightly better than CO-NBR composites. Based on these findings, the use of Bio (≥ 7.5 phr) as process aid significantly improved the processability of rubber with some enhancement in ageing properties of composites that is desirable and ideal for various applications such as for the production of automotive components.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In recent years, rubber goods’ production has shifted towards a more eco-friendly and sustainable approach. The implementation of regulations on limits of toxic substances such as the REACH regulation has driven the search of alternative raw materials that are safe and renewable to produce eco-friendly products. One of the most widely used ingredients in rubber compounding is process aid. Process aid or plasticiser is used to improve the flexibility and processing of rubbers or polymers by lowering the glass transition temperature (Tg) [1], reducing the viscosity and elasticity of rubber and also helps in dispersing fillers. By improving the processability of rubber, the power consumption to process the rubber is reduced and consequently, the operational cost.
Petroleum-based process oil has been used widely as an extender and process aid for rubber goods and tyres. Aromatic oil particularly is preferred by most industries due to its excellent compatibility with most elastomers [2, 3]. Nonetheless, many studies have reported that aromatic oil contains a high amount of polycyclic aromatic hydrocarbon compounds (PAH), which are carcinogenic. The emission of PAH into the environment, such as from the wear of tyre tread material, could be due to the PAH being not chemically bonded into the rubber matrix [2]. In December 2009, restrictions of PAH rich extender oils by the European countries had given rise to the search for alternatives for the oil and rubber industries [2]. Furthermore, these additives are rather expensive, and the price is unstable since they were derived from petrochemical sources [4]. They are also expected to become depleted in a few decades [5, 6]. Although some industries have opted for petroleum-based process oil with lower PAH content such as paraffinic oil, naphthenic oil and treated distillate aromatic extract as replacements for aromatic oil, there have been claims that these oils also contain carcinogens as they come from the same resource. Therefore, there has been an increasing demand and trend on the exploration and development of green plasticisers or additives that are renewable and safe.
Alternatively, process aid can be derived from renewable sources such as plants. Some plants have few molecules with unique structural features that are suitable as a plasticiser and process aid of low cost [3, 4]. A few examples of common plant or vegetable oils used for this purpose are soybean oil [6,7,8,9], palm oil [5], rubber seed oil [4], and castor oil [10]. Most researchers and plasticiser manufacturers used the epoxidation technique on extracted oil to improve its compatibility with rubber [11], which is influenced by the level of unsaturation of the oil. There is only a handful of studies using the derivatives of these oils, which could provide better control in terms of properties and structure of the process aid. Furthermore, despite their potentials in replacing petroleum-based process oil, the benefits and properties of resulting composites with the addition of these bio-based process aids are still below synthetic plasticisers [11].
In this study, the effects of a newly developed palm-based process aid (Bio) were investigated on nitrile rubber (NBR) composites in terms of Mooney viscosity, cure characteristics, morphology, physical, chemical, and ageing properties. Bio is a palm-based polyester that is non-toxic, environmentally friendly, and renewable. Prior studies have shown that palm-based plasticiser has improved the processability of rubber during mixing [5, 12] and offers higher heat resistance compared to other vegetable oils [13]. NBR was used due to its excellent chemical, oil, heat ageing, abrasion, water, and gas resistances [14], which can be used for many applications such as corrosion inhibition [14], fuel hose [15] and automotive component [16]. A commercial petroleum-based naphthenic oil (CO) was also used for comparison purpose. The findings of this study will help in developing alternatives to commercial petroleum-based process aid, especially for nitrile rubber-based composites.
Materials and methods
Materials
Nitrile rubber used was Nipol DN3350 (50.2 MU, 33.0% acrylonitrile content), which was produced by Zeon Chemicals. The carbon black of grade N550 was supplied by Cabot (M) Sdn. Bhd. Accelerators such as N-tertiary butyl-2-benzothiazole sulfenamide (TBBS) and tetramethyl thiuram disulfide (TMTD) were purchased from Galin Enterprise. Anti-degradant, 2,2,4-trimethyl-1,2-dihydroquinoline (TMQ) was purchased from CSPL (M) Sdn. Bhd. Sulphur and activators such as stearic acid and zinc oxide were obtained from Centre West Sdn. Bhd. For comparison purposes, a naphthenic oil (Nytex 840) from Nynas was used. The synthesis and properties of the palm-based processing aid (Bio) were as reported in previous literature [17, 18]. Figure 1 shows the proposed structure of palm-based process aid used in this study [18].

The proposed structure of the palm-based polyester, Bio [18]
Sample preparation
Table 1 shows the formulation used to produce NBR composites. Bio and commercial oil (CO) content were varied at 0.0, 2.5, 5.0, 7.5 and 10.0 phr. Semi-efficient curing system was used in the formulations. Compounding was done with a two-roll mill at room temperature. Mooney viscosity at 100 °C and curing characteristics at 150 °C were obtained from Mooney viscometer (MV 2000, Alpha Technologies) and rheometer (MDR 2000, Alpha Technologies), respectively. Cure Rate Index (CRI) of each compound was also calculated as per the following equation where T90 and Ts2 are the curing time and scorch time, respectively [19]:
Rubber compounds were cured with a hot press at 150 °C and tested for tensile properties, dynamic mechanical analysis (DMA), compression set, ageing properties, morphology, and chemical analysis such as Fourier transform infrared (FTIR) spectroscopy and thermogravimetric analysis (TGA).
Physical testing
At least five replicates of each blend were used to determine the tensile properties. The tensile tests were conducted according to ISO 37 standard using an Instron universal testing machine. Another set of tensile specimens were put in an oven at 100 °C for 70 h to study the ageing properties. The ageing resistance was expressed as a percentage of retention, as shown in the following equation [19]:
Triplicates of each sample were also put under 25% constant compression for 24 h at room temperature and 70 °C following ISO 815. The percentage of compression set was calculated as in the following equation:
Dynamic mechanical analysis
Dynamic properties such as storage modulus and loss tangent were measured using a Mettler Toledo Dynamic Mechanical Analyser (DMA1 Start system) at temperatures from −100 to + 100 °C in tension mode at 10 Hz, 0.1% strain in accordance to ISO 4664-1.
Attenuated total reflection-Fourier transform infrared (ATR-FTIR) spectroscopy
ATR-FTIR spectra were obtained at room temperature using a Nicolet iS50 Instrument in the range of 700–4000 cm−1. The ATR crystal used was germanium.
Thermogravimetric analysis
Thermal stability of process aids and vulcanisates were determined using a Perkin Elmer STA 6000 thermal analyser. Specimens were weighed at 10 ± 1 mg and heated from 50 to 800 °C at 10 °C/min.
Transmission electron microscopy
Rubber samples were cut using a microtome to an approximate thickness of ca. 100 nm and viewed under FEI Tecnai G2 transmission electron microscope (TEM).
Results and discussion
Fourier transform infrared spectroscopy
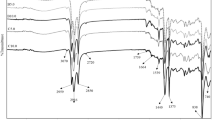
Figure 2 exhibits the FTIR spectra of NBR composites without any process aid, i.e. control (0.0 phr), with 10.0 phr of CO and 10.0 phr of Bio, respectively. The band at 3338 cm−1 represents the O–H and N–H stretches, whereas bands at 2918 cm−1 and 2848 cm−1 are attributed to the C–H stretches [20]. The –C≡N stretching was observed at 2236 cm−1 [20]. Band at 1436 cm−1 corresponds to C–H bending vibration of –CH2, whereas band at 966 cm−1 refers to C–H deformation vibration of the trans-1, 4 structure of butadiene part [16, 20]. With the addition of Bio, band characteristic of carbonyl groups C=O appeared at 1739 cm−1, which is attributed to the presence of ester in Bio, as depicted in Fig. 1. In comparison, a similar band was not clearly visible in CO-NBR composite or composite with no process aid. The difference in functional groups will determine the compatibility of processing aid with rubber hence, its efficiency.

ATR-FTIR spectra of NBR composites with and without process aids
Mooney viscosity
The primary function of process aid is to improve the processability of rubber by reducing the viscosity of rubber. It can be seen from Fig. 3 that the Mooney viscosity of rubber compounds decreased with increasing process aid loading, indicating softening or lubricating effect of the process aids [21]. The reduction of Mooney viscosity improves the processability of rubber compounds hence, increasing the processing efficiency. At the highest process aid loading (10.0 phr), the Mooney viscosity of NBR compound mixed with Bio was 37.6 MU, which is lower than the compound mixed with CO (48.5 MU). The higher reduction in Mooney by Bio could be due to the better compatibility of Bio with rubber. To achieve similar Mooney viscosity, the amount of Bio required is smaller than CO. The use of a lower dosage of process aid is essential as it reduces the production cost of the product.

Mooney viscosity of NBR compounds
Morphology
A comparison of TEM images showing the dispersion of carbon black particles of CO- and Bio-NBR composites at 7.5 phr of process aids is depicted in Fig. 4a, b, respectively. It can be seen that the size of carbon black aggregates in CO-NBR composite is larger than in Bio-NBR composite. This result reveals that carbon black particles are more homogeneously distributed in NBR composite with the addition of Bio implying, better processability of rubber during compounding.

TEM images of a CO- and b Bio-NBR composites
Cure characteristics
Figure 5a–c shows examples of cure curves of NBR compounds examined by the disc rheometer. The cure curve exhibits three distinct stages, which are induction, crosslinking, and post-crosslinking (in this case, a plateau) that are commonly adopted for all rubber materials with double links in their backbones [22]. The effects of process aids on the cure characteristics of carbon black-filled NBR compounds were extracted from the cure curves and displayed in Table 2. Delta torque is the difference between maximum (MH) and minimum torque (ML), which indirectly indicates the total crosslink density of a rubber compound [23]. In general, the delta torque decreased with increasing loading of process aids, which is in line with previous literature [23,24,25,26]. Process aids could form layers between rubber chains that coat and absorb curatives and fillers, which reduce the number of available curatives and fillers for crosslinking [23]. The delta torque was slightly higher with the addition of Bio compared to CO possibly contributed by the better compatibility of Bio with NBR due to its polarity. From Table 2, the scorch time (TS2) and cure time (T90) increased with further addition of process aids. Changes in TS2 and T90 were more prominent with Bio. A similar observation was seen with the cure rate index (CRI), whereby the reduction in CRI was more prominent with Bio. These findings suggest that Bio offers safer processing time and slower curing process compared to CO. Ismail et al. [27] also found that scorch times increased with increasing palm oil fatty acid concentration. One possible reason is due to the formation of chelates between zinc ion complex and the accelerator, immediate reaction products, or crosslink precursors during vulcanisation process [27], which retard the curing process.

Rheometer cure curves of a control, b Bio-NBR, and c CO-NBR compounds
Dynamic mechanical analysis
Dynamic mechanical analysis is important in determining the viscoelastic behaviour of the composites. Figure 6 shows the variation of the storage modulus (E′) of NBR composites as a function of temperature. Storage modulus is influenced by the interactions in the polymer [28] and also the molecular mobility of chains above the Tg [29]. It is apparent that in the glassy region, the storage modulus decreased with increasing process aid. This softening effect may be attributed to the weakening of intermolecular interactions of rubber chains by process aid. All NBR composites showed a single transition implying the absence of immiscible phase. It is a well-known fact that process aid improves the processability of rubber by lowering the Tg. Tg is usually the temperature taken at the maximum peak of loss tangent curves. Figure 7 displays the loss tangent of NBR composites as a function of temperature and shows that the Tg of NBR composites with process aids slightly shifted to a lower temperature compared to the control sample. Nonetheless, there was no significant difference in Tg between composites with process aids. The maximum loss tangent values of control and CO-NBR composites were similar, whereas the maximum loss tangent value of Bio-NBR composites was reduced as the concentration of Bio increases. Due to the presence of esters and carboxyl groups, Bio can interact with carbon black and NBR due to polar-polar interactions. This could cause micro-plasticisation of rubber–filler, which reduces the amount of heat generated due to shearing at the rubber–filler interface, hence, leads to better dispersion and rubber–filler interaction and lower loss tangent values [25].

Storage modulus of NBR vulcanisates as a function of temperature

Loss tangent of NBR vulcanisates as a function of temperature
Tensile properties
The results of tensile properties are depicted in Table 3. Tensile test is usually used in many comparative studies to evaluate the properties of composites. Modulus at 100% elongation (M100) indicates the stiffness of rubber composites. It can be seen from Table 3 that a further increase in process aids decreased the M100 of rubber composites, which is due to the reduction in crosslink density. Significant discrepancies of M100 can be observed after 7.5 phr of process aid loadings where the Bio-NBR composite showed higher M100 values compared to CO-NBR composite. These results are expected since the crosslink density of Bio-NBR composite was higher than CO-NBR composite, possibly due to the better compatibility of Bio with NBR rubber. Higher modulus of Bio-NBR composite suggests that the composite is stiffer, which also explains the lower stretching ability or elongation at break (EB) and tensile strength (TS) of Bio-NBR composite compared to CO-NBR composite. Nonetheless, it is worth noting that the differences in tensile strength and elongation at break of Bio- and CO-NBR composites at the same process aid content were not significant.
Compression sets
Compression set measures the ability of rubber to recover to original thickness after prolonged compression at a specific condition. Lower compression set implies better resistance to deformation. It is an important parameter to evaluate the service period of a product. The compression sets of carbon-black NBR composites are depicted in Fig. 8. The compression sets increased with increasing process aid content, which is attributed to the reduction in crosslink density. The compression sets of Bio-NBR composites were also higher than CO-NBR composites. In other words, the addition of Bio resulted in higher deformation of rubber compared to CO. This could be because of the higher plasticising effect of Bio compared to CO on the NBR composites.

Compression sets of NBR composites after 24 h at room temperature
Ageing properties
Ageing properties are important as they provide an insight into the performance of the composites during service. Table 4 compares the retention percentage of tensile properties and compression set of aged NBR composites using CO and Bio as process aids. The results in Table 4 could be interpreted in several ways. First, in general, the M100, TS, and compression sets of all NBR composites increased while EB decreased, suggesting stiffening of rubber after ageing. These could be due to the dominance of crosslinking reaction over chain scissions of NBR chain during accelerated ageing. It was reported that the crosslinking effect is commonly observed in NBR [26]. When oxygen reacts with rubber, chain scission and crosslinking occurred. Chain scission of a polymer will deteriorate the tensile strength and increase elongation at break, whereas the crosslinking of the polymer leads to stiffening of the rubber in which the modulus and hardness increase [26]. Second, the fluctuation of tensile properties as a function of process aid content can also be observed. These inconsistencies occurred as a result of the balancing between crosslinking and chain scissions reaction during ageing of rubber [30]. Another interesting finding is at 2.5 phr concentration of process aids, the compression set markedly improved, especially with CO-based composite. This could be attributed to the higher crosslink density, as indicated by the M100 value at the same concentration. Nonetheless, with increasing process aid content, the compression sets of CO-NBR composites deteriorated, whereas the compression sets of Bio-NBR composites continued to improve. The contradicting trends of Bio- and CO-NBR composites on compression sets could be related to the compatibility of the process aid with aged rubber and filler. The oxidation of nitrile rubber produced carboxyl and hydroxyl species in the rubber chains [20] that may improve its compatibility with Bio hence, resulting in a lower compression set.
Thermogravimetric analysis
Thermogravimetric analysis describes the thermal and oxidative stabilities of materials and their compositional properties. As depicted in Figs. 9 and 10, the weight loss and derivative (DTG) curves of control composite showed only one degradation stage in the temperature range of 250–500 °C, which was due to the degradation of the rubber. In contrast, CO- and Bio-NBR composites exhibited two degradation stages, which are at 250–300 °C and 350–500 °C. Degradation of these NBR composites at the first stage could be attributed to the degradation of process aids. It is also apparent that composites with process aids had slightly higher weight losses compared to control. An increasing amount of process aids resulted in a further increase in weight loss. Process aids lower the molecular interactions between rubber chains hence, the energy needed to break the interactions leading to a higher degradation. From Fig. 9, the CO-NBR composite with 10.0 phr process aid had the lowest thermal stability compared to other NBR composites, suggesting a slightly better thermal stability of Bio-NBR composites.

Weight loss curves as a function of temperature

DTG curves of NBR composites
Conclusion
This study sets out to investigate the efficacy of a palm-based (Bio) process aid by comparing its performances with a commercial oil (CO), i.e. naphthenic oil in terms of processability, physical properties, and chemical properties of nitrile rubber composites. The findings of this study show that the use of Bio increases the processability of NBR compounds by having a lower Mooney viscosity, better filler dispersion (as shown in TEM images), and lower loss tangent values compared to CO-NBR composites. In contrast to unaged samples, Bio-NBR composites showed better retention of tensile properties and elastomeric property after accelerated ageing, especially at higher concentrations of Bio compared to CO-NBR composites, possibly attributed to the better compatibility of Bio with aged rubber. The use of Bio also resulted in better thermal stability compared to CO-NBR composites. Based on these findings, Bio (≥ 7.5 phr) could potentially replace petroleum-based process oil, in this case, naphthenic oil, as it offers better processability of rubber compounds and improved ageing resistance of composites, which is desirable in various applications such as in the automotive industry.
References
Altenhofen Da Silva M, Adeodato Vieira MG, Gomes Maumoto AC, Beppu MM (2011) Polyvinylchloride (PVC) and natural rubber films plasticized with a natural polymeric plasticizer obtained through polyesterification of rice fatty acid. Polym Test 30:478–484
Dasgupta S, Agrawal SL, Bandyopadhyay S, Chakraborty S, Mukhopadhyay R, Malkani RK, Ameta SC (2007) Characterisation of eco-friendly processing aids for rubber compound: Part II. Polym Test 27:277–283
Chandrasekara G, Mahanama MK, Edirisinghe DG, Karunanayake L (2011) Epoxidized vegetable oils as processing aids and activators in carbon-black filled natural rubber compounds. J Natl Sci Found Sri Lanka 39:243–250
Aigbodion AI, Menon ARR, Pillai CKS (2000) Processability characteristics and physico-mechanical properties of natural rubber modified with rubber seed oil and epoxidized rubber seed oil. J Appl Polym Sci 77:1413–1418
Wang Z, Peng Y, Zhang L, Zhao Y, Vyzhimov R, Tan T, Fong H (2016) Investigation of palm oil as green plasticizer on the processing and mechanical properties of ethylene propylene diene monomer rubber. Ind Eng Chem Res 55:2784–2789
Wang Z, Han Y, Zhang X, Huang Z, Zhang L (2013) Plasticization effect of transgenic soybean oil on ethylene propylene diene monomer (EPDM) as substitute for paraffin oil. J Appl Polym Sci 130:4457–4463
Wang Z, Han Y, Huang Z, Zhang X, Zhang L, Lu Y, Tan T (2014) Plasticization effect of hydrogenated transgenic soybean oil on nitrile-butadiene rubber. J Appl Polym Sci 131:40643
Petrović ZS, Milić J, Ionescu M, Halladay JR (2017) Epdm rubber plasticized with polymeric soybean oil of different molecular weights. Rubber Chem Technol 90:667–682
Li J, Isayev AI, Ren X, Soucek MD (2016) Toward replacement of petroleum oils by modified soybean oils in elastomers. Rubber Chem Technol 89:608–630
Raju P, Nandanan V, Sunil KNK (2007) A study on the use of castor oil as plasticizer in natural rubber compounds. Prog Rubber Plast Re 23:169–180
Bocqué M, Voirin C, Lapinte V, Caillol S, Robin JJ (2016) Petro-based and bio-based plasticizers: chemical structures to plasticizing properties. J Polym Sci Part A Polym Chem 54:11–33
Siwarote B, Sae-oui P, Wirasate S, Suchiva K (2017) Effects of bio-based oils on processing properties and cure characteristics of silica-filled natural rubber compounds. J Rubber Res 20:1–19
Jayewardhana WGD, Perera GM, Edirisinghe DG, Karunanayake L (2009) Study on natural oils as alternative processing aids and activators in carbon black filled natural rubber. J Natl Sci Found Sri Lanka 37:187–193
Yong KC (2014) Poly(butadiene-co-acrylonitrile)-polyaniline dodecylbenzenesulfonate [NBR-PAni. DBSA] blends for corrosion inhibition of carbon steel. J Rubber Res 17:205–218
Pazur RJ, Kennedy TAC (2015) Effect of plasticizer extraction by jet fuel on a nitrile hose compound. Rubber Chem Technol 88:324–342
Liu XR, Zhang WF, Lou WT, Huang YX, Dai W (2017) Investigation on thermal oxidative aging of nitrile rubber (NBR) O-rings under compression stress. IOP Conf Ser Mater Sci Eng 265:012003
Lee SY, Koh RY, Liew YK, Som FM, Md Yatim AH, Mok KL (2018) Novel palm oil based polymeric surfactant in natural rubber latex films. In: 9th Internal rubber glove conference and exhibition, Malaysia, 4–6 September
Mohd Hanif H, Yong KC, Lee SY (2020) Effects of a newly developed palm-based processing aid and curing systems on the physical properties of nitrile rubber composites. Sains Malaysiana 49:2187–2196
Ahmed K (2012) Cure Characteristics, mechanical and swelling properties of marble sludge filled EPDM modified chloroprene rubber blends. Adv Mater Phys Chem 2:90–97
Liu J, Li X, Xu L, Zhang P (2016) Investigation of aging behavior and mechanism of nitrile-butadiene rubber (NBR) in the accelerated thermal aging environment. Polym Test 54:59–66
Pakhathirathien C, Pearuang K, Rungvichaniwat A, Kaesaman A, Nakason C (2016) A comparative study of stearyl aromatic esters and aromatic oil as processing aids in natural rubber compounds. Songklanakarin J Sci Technol 38:501–506
Milani G, Milani F (2017) Closed form numerical approach for a kinetic interpretation of high-cis polybutadiene rubber vulcanization with sulphur. J Math Chem 55:552–583
Surya I, Ismail H, Azura AR (2013) Alkanolamide as an accelerator, filler-dispersant and a plasticizer in silica-filled natural rubber compounds. Polym Test 32:1313–1321
Oh J, Yoo YH, Yoo IS, Il Huh Y, Chaki TK, Nah C (2014) Effect of plasticizer and curing system on freezing resistance of rubbers. J Appl Polym Sci 131:1–8
Kundu PP (2000) Improvement of filler-rubber interaction by the coupling action of vegetable oil in carbon black reinforced rubber. J Appl Polym Sci 75:735–739
Varghese M (2001) Studies on new processing aids and other compounding ingredients in special purpose rubbers. Cochin University of Science and Technology, Thesis
Ismail H, Salmiah I, Tsukahara Y (1997) Palm oil fatty acid as an activator in carbon black filled natural rubber compounds: Effect of vulcanization system. Polym Int 44:523–529
Nair TM, Kumaran MG, Unnikrishnan G, Pillai VB (2009) Dynamic mechanical analysis of EPDM and SBR blends. J Appl Polym Sci 112:72–81
Zanchet A, Garcia PS, Nunes RCR, Crespo JS, Scuracchio CH (2016) Sustainable natural rubber compounds: naphthenic oil exchange for another alternative from renewable source. Int Ref J Eng Sci 5:10–19
Foo YT (2013) A study of the thermal ageing of carboxylated nitrile rubber latex thin film. Universiti Tunku Abdul Rahman, Thesis
Acknowledgements
The authors acknowledge the financial support given by the Malaysian Rubber Board for this project. Assistance given by UITE staffs is also highly appreciated.
Funding
Funding was provided by the Malaysian Rubber Board.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mohd Hanif, H., Yong, K.C. & Lee, S.Y. Evaluating the efficacy of a newly developed palm-based process aid on nitrile rubber composites. J Rubber Res 24, 51–59 (2021). https://doi.org/10.1007/s42464-020-00072-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42464-020-00072-6