
Abstract
Corrosion is one of the most common complications in some industries. Two main factors causing corrosion are tensile stress and a corrosive environment, both of which require careful control. The purpose of this research is to achieve an optimal method of increasing corrosion resistance and also reducing tensile residual stress in API X60 gas pipelines. In the present study, residual stress has been examined in samples which have undergone either shot blast or heat treatment operations or both of them. In this research, 4 samples have been studied including: shot blasted, firstly heat treated then shot blasted, firstly shot blasted then heat treated and heat-treated using API-X60 steel pipe to indicate the best method of resistance to corrosion and stress. To investigate these properties, residual stress of these components has been examined by using the Contour Method and corrosion resistance has been studied through the Cyclic Polarization Resistance method. The results showed that the best corrosion resistance happen by the heat-treated sample (almost twice as much as the other methods) and also the most compressive residual stress observe in the firstly shot blasted and then heat-treated sample.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Corrosion along with stress is one of the most common forms of corrosion in industry. The two main factors which cause this kind of corrosion are a corrosive environment and tensile stress. The removal of one of these two factors will eliminate stress corrosion [1]. In industry, to remove the first of these causes, an attempt is made to create a physical barrier in the form of a coating between the corrosive environment and the devices. In order to reduce the impact and the amount of the other key factor, namely tensile stress, measures have to be taken. Therefore, any method that modifies these stresses will directly affect and increase the lifespan of devices and equipment. The methods which are currently being used to reduce these stresses are stress relief by using the ultrasonic method on welding lines and the shot peening and the shot blast method on all the external parts of the pipes in order to make compressive residual stress on the external surface [2]. Considering the importance of residual stress in relation to stress corrosion, it is obvious, that residual stress measuring methods are able to accurately calculate the degree of tensile strength and the effect of residual stress on stress corrosion [3]. Some studies have been carried out examining the impact of stress corrosion on steel used in API-5L pipes and its connection with residual stress. For example, in stress corrosion cracking testing in pipelines, the effect of surface roughness and flattening on residual stress has shown that as the roughness increases the level of stress corrosion resistance and crack concentration will decrease. Furthermore, findings have shown that flattening in examined samples has had no impact on resistance to stress cracking [4]. Additional articles published in this field will be discussed below: Pan et al. [5] observed corrosion and stress in API X-60 pipelines in soil containing water and found when the strain rate was less than 3.5 × 10−7, inter-granular corrosion would occur in soil and the possibility of Stress Corrosion Cracking (SCC) creation increased by 30%. A survey in 2007, discussed the role of residual stress in neutral environment is sub-divided into 2 main parts; the creation of cavities and cracks and crack dormancy discovered in the first section that the increase of cavities caused by corrosion is due to tensile residual stress. The second part found that with a reduction of tensile stress as a result of the cyclical process caused active cracks to become hidden and reduced their growth rate [6, 7]. Lin and Cheng [8] in 2008 published an article which states compressive and tensile stress have same impact on preventing steel developing holes or dissolving. Tensile stress will increase steel dissolution more than compressive stress so high local impedance will increase production of carbonate products. Another study by them demonstrated that a heat treatment process will change the steel structure and as a result will change the sensitivity to SCC [9]. In particular, quenched steel with a bainite microstructure is very sensitive to SCC in acidic soil while steel with a ferrite matrix has low sensitivity to SCC. In their further study they revealed that elastic stress has no effect on electrochemical stability of a steel sample on a microscopic scale [10].
There are many methods such as slitting [11,12,13], incremental hole-drilling [14, 15], ring core method [16] and cross cutting methods [17, 18] in order to measure the residual stress, and among them contour method is one of those methods which measures residual stress by surface contour. Furthermore, lots of studies have been carried out related to residual stress using the contour method. Prime et al. [19] investigated cross-sectional mapping of residual stress by measuring the surface contour after a cut and they found that the contour method is a new powerful method for residual stress measurement. Also, in further research the new method is verified with a numerical simulation, then experimentally validated on a steel beam with a known residual stress profile. In most studies, the effectiveness of the contour method has been compared with other methods of measuring residual stress and results have shown that in addition to the high precision of this method making a continuous surface contour can be an effective factor in investigating the residual stress using this method [20]. The contour method is mostly used for measuring residual stress in line with the thickness of the components around the welding point [21] because a total map can be formed of the residual stress of the desired surface [22]. Furthermore, the robotized hammer peening process has been measured using the contour method and this method has been utilized to measure the residual stress in pipelines. Brown [23] published a comparison of two independent measurements of residual stress, neutron diffraction and the contour method, in an electron-beam welded uranium cylinder and demonstrated that high tensile hoop stresses (∼ 300 MPa) were found in the center of the weld close to the outside diameter. Balancing hoop compression was observed in the far-field stress profile. Also, a tensile axial stress (85 MPa) was observed near the outer diameter. The result showed that the contour method and neutron diffraction method work in tandem well. In 2013, Hoseinzadeh and Bouchard [24] published an article in which the contour method is applied in an innovative manner to measure the distribution of hoop residual stress in a large martensitic–ferritic steel pipe containing a multi-pass girth weld. First, a novel one-step wire electro-discharge machining cut is performed to divide the pipe lengthways into 2 halves. So the deformation of the cut halves is then measured and analyzed using a Coordinate Measuring Machine device in a way that simultaneously maps the hoop stress exerted across the wall thickness on both sides of the pipe and automatically accounts for through-thickness hoop bending effects and how that might vary along the pipe. Finally, the contour method results are combined with X-ray diffraction residual stress measurements using the principle of superimposition to determine the distribution of the axial and radial residual stresses in the pipe. It is thereby demonstrated how the distribution of 3 direct components of the residual stress tensor in a welded pipe can be readily determined using a “hybrid” contour measurement approach. Another study using contour method has investigated the impact of precipitation hardening, heat treatment and cold compression to relieve stress on the distribution of residual stress of AA7075. This investigation has indicated that the level of the residual stress decreases even though the distribution of it remains unchanged when annealing is applied. In addition it has been shown that the precipitation hardening process increases the level of residual stresses significantly, whilst not only does stress relieving by cold compression reduce the amount of the level of stresses but the distribution is also changed [25]. Nazari et al. [26] noticed that as microstructure parameters play a significant role on the level of residual stresses existing in a metal. Therefore, they conducted a survey to determine the impact of the constrained groove pressing (CGP) process on sheets of copper with 3 mm. To measure the residual stresses, contour method was used in this study. The authors note that the CGP process is able to reduce the residual stresses, grain size, crystallites size and lattice stain. All these characteristics can be reduced even more by conducting more CGP passes. Jafari et al. [27] investigated on residual stress distribution of dissimilar Al-7075-T6 and Al-6061-T6 in the friction stir welding process strengthened with SiO2 nanoparticles. In this study the effects of welding and rotation speed on the quality of welding samples in terms of cavities and cracks were investigated. Besides the impact of SiO2 nanoparticles on the yield and ultimate tensile strength of the samples were studied. The results show that the level of residual stresses, which were measured by the contour method, in the center of the cut sample is tensile while, on the edge, it is compressive. In addition, it is shown that added SiO2 nanoparticles can boost the ultimate tensile strength while it reduces the yield and residual stresses.
After examination of the previous studies it is clear that, the effect of heat treatment and shot blast on residual stress and its connection with corrosion resistance on API-X60 pipelines has not been investigated. Given the importance of the contour measurement method for residual stress and cyclic polarization for corrosion resistance measurement these have been used and studied in this research.
In this article, the research methodology, including tensile test, residual stress measurement and corrosion test are expressed first. Secondly, the results are depicted and explained and then they are discussed.
2 Research methodology
In this research, 4 rings of API X60 carbon steel pipe, 20″ in size, with a length of 4 cm and a thickness of 1.1 mm were examined to study the effects of shot blast, heat treating stress relief and also the effect of a combination of both processes on corrosion resistance and residual stress. The heat-treating stress relief process of samples lasted 3 h at 595 °C and they were kept at this temperature for 30 min and then after turning off the oven during the following 3 h they gradually returned to normal atmospheric temperature. As previously mentioned, the samples preparation was as follows:
A first sample was shot blasted, the second sample was firstly heat treated and then shot blasted, the third sample was shot blasted and then heat treated and the last sample was just heat treated. After preparing the samples for modeling and evaluation of residual stress by using the contour method, a tensile-test was conducted on the samples and the mechanical properties determined [28].
2.1 Tensile test across the ring circumference
The tensile test calculating the measurement of matter tensile strength and applying its results in a simulated residual stress calculation is one the main contributions of this research project. In the case of tensile test across the circumference, all the samples had been prepared according to the ASTM A370:14 standard in the form of parts with a width of 35 mm, a thickness of 11.9 mm and a length of 50 mm and at 25° C temperature before being examined using the tensile test device [29]. The results of the tensile test are shown in Table 1.
2.2 The residual stress measurement using the contour method
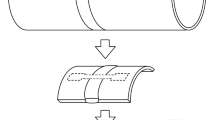
The residual stress measurement using the contour method measures deformations created by the cut and residual stress relief and modeling of these deformations through the finite element method soft wares in the form of 2D maps and determines stresses perpendicular to the cutting plane. The contour method is used for complex residual stress fields with spatial variation and there is no limitation on the size and shape of components in this method. In the contour method each component should be fixed carefully in each cut and the potential parameters in the final cut are very important because each small displacement error in the cutting process will change the results and also in the final cut each component should have the best flat surface until the modelling results are within acceptable guidelines. In the present study, this was also taken into consideration until the results had the lowest possible margin of error. In this research, a Charmlies Robofil 400 wire cutting EDM machine was used and also the components were fixed using special clamps to prevent any movement and error that might cause a scratch on the cutting surface. The residual stress measurement of samples was executed by the technique developed by Brown et al. [23]. In this method, first of all, 2 cuts at an angle of 120° from each other were executed in the form of a wire cut parallel on the ring axis. Then the first cut was made on each component and the spring back was measured. After the first cut, the spring back displacements of the cut samples were measured to model and evaluate the residual stress and their rate were recorded in Table 2.
Then, the second cut was made on four rings to separate a 120° part from each ring. In the final cut, the wire cut was parallel to the axis of the ring and then after the third cut using surface roughness, residual stress in the cross-section was calculated. Furthermore, the cutting parameters to achieve the optimum surface roughness were evaluated to obtain the potential parameters for a final cut. A cut with wire stretches of 95 N/m and progressive speed of 0.225 mm/min had the most suitable roughness of the cutting surface and therefore, all of the final cuts were made by these parameters.
In this research project a brass wire with the speed of 4 m/min and a diameter of 0.25 mm was selected. The cutting process is shown in Table 2 (Fig. 1).

Sequences of cutting
After a cut because of stress residual relief, displacements will be made in the 2 cut surfaces and by measuring these displacements and modelling them, the rate of residual stress can be obtained. In the contour method, the measurement of the cut surfaces must be made with high precision on 2 cut surfaces and the points should be determined with utmost accuracy. For this purpose, in this research project, a contour graph-contact angle measurement surface device supplied by Talyrsurf (series 2) was used to measure the surfaces on an xy plane, in line with the z-axis to an accuracy of within 1 µm. To prevent an error in determining the measured parallel and similar lines in the 2 cut surfaces, the measurement was done with extreme accuracy. These measurements were performed continuously every 2 mm of each cut surface length and in line with the cut surface width. After the constant data measurement, points cloud is produced every 0.5 mm for data averaging on 2 similar surfaces. Then, after the averaging of the extracted results from the similar surfaces, and the removal of unrealistic results by using MATLAB software, the displacements were converted into a surface function. In this research project, the best degree for the Z function in all surfaces in relation to the X and Y variables was 3 and 2 respectively and the results were obtained in the form of a surface function.
For modelling by the contour method, the residual stress caused by the spring back and deformations in the cut surface are calculated accurately and then by using the superposition principle. The results are collected and total residual stress can be obtained. In this research project a software suite for finite element analysis called ABAQUS was used. For modelling regarding the spring back, displacement and releasing rates in the reverse direction were used as a model in the software and the amount of required force in connection with the cut ring return in the form of primary position considered as a generator of surface stress, and residual stress was calculated accordingly. Upon the replacement of the cutting surface after the final cut and also after converting into a surface function in the software (Fig. 2) a modelled bisected ring in the cut surface was made using boundary condition tools and the stress rate caused by the replacement was calculated. As we already mentioned above, the total residual stress was computed by using the superposition principle along with the stresses caused by the spring back and surface deformations.

Cutting surface contour before and after the surface smoothing
2.3 Corrosion testing
To evaluate the effects of performed procedures on resistance to corrosion, a cyclic polarization test was used. In this test some samples 5 cm in length, 3/5 mm in width and 0.5 cm thickness were used. The sample surfaces were sandpapered smooth, then put into sodium chloride neutral solution at a temperature of 25 °C into which CO2 gas had already been injected to simulate the existence of CO2 gas in the form of a solution in soil moisture and also to cause sweat corrosion in the pipelines. This test was made using a Potentiostat/Galvanostat electrochemical instrument (Model: Vertex) manufactured by Ivim Co. Ltd. and used a three electrode cell including a reference electrode of silver/silver chloride, an auxiliary electrode of stainless steel and a working electrode (sample) and potential scanning rate of 5 Mv was used.
3 Results
3.1 Residual stress using contour method
The results of stimulation and Finite Element method can be divided into 3 categories: residual stress as a result of spring back, residual stress as a result of displacement of a surface cut and total residual stress (Spring back + displacement of a surface cut). The contour of obtained residual stresses from spring back is shown in Fig. 3.

The contour of released residual stress as a result of spring back a modeled ring, b shot blasted, c firstly heat treated then shot blasted, d firstly shot blasted then heat treated and e heat treated (the results are in MPa units)
As it can be seen, released stresses in heat treated samples generally show similar results, however in shot blasted samples the stress range is three times as much as the other samples. Stress contours as a result of cutting surface displacement are shown in Fig. 4.

The contour of released residual stress as a result of displacement of a spring surface a shot blasted, b firstly heat treated then shot blasted, c firstly shot blasted then heat treated and d heat treated (the results are in MPa units)
To compare these results, we need to evaluate them in similar ways so three criteria for assessment were used and are shown in Fig. 5. The comparative graphs mapping residual stress are shown based on these paths (Figs. 6, 7, 8).

Methods adopted to evaluate residual stress; a the upper horizontal path in violet. b The middle horizontal path in red. c The middle vertical path in black

The residual stress released as a result of spring back along the hoop direction; a The upper horizontal path. b The middle vertical path. c The middle horizontal path

The residual stress released as a result of displacement of a spring surface; a The upper horizontal path. b The middle horizontal path. c The middle vertical path

Total residual stress on the upper horizontal path
According to Fig. 8, on this path the total residual stress which was calculated by using the superposition principle for shot blasted sample is a parabolic where at the beginning of the graph the stress is compressive and nearly reaches a great range of 20 MPa, in the middle of the graph this stress is around 60 MPa and at the end of the path it reaches zero. This fact shows that tensile stress as a result of spring back has reduced the rate of compressive stress but this kind of stress distribution on the upper part of the sample is due to the shot blasting process and compressive residual stress.
In the firstly heat treated then shot blasted sample, on the primary edge the stress was 105 MPa and the range of deformation in this sample was between − 120 and 40 MPa. But in this sample the stress first increased from − 105 to 40 MPa and then decreased to − 120 MPa. This lack of uniformity in the distribution of the stress in this sample could be down to how the sample was shot blasted as the shot blast in this test was manual and was done by an operator and any little error could cause this lack of stress distribution uniformity. As heat treatment in this sample was the last process, there was no time to recover this lack of uniformity by using the heat-treatment process. Although, in this sample compressive residual stress exists which is desirable.
The graph of total residual stress from the firstly heat treated then shot blasted sample on this path is a semi-parabola on which the sample edge at the beginning of the stress path is around 35 MPa moving towards the center where it reaches up to − 170 MPa and at the end the stress path returns to − 5 MPa. The negative stresses created in the center of this sample exceeds that of other samples because of the compressive stress created by the shot blast process and the neutralization of tensile stresses due to the heat-treatment process. The graph shows the path of the residual stress of the heat treated sample to be identical to the firstly heat treated then shot blasted sample and it is a semi-parabola but with the difference on the edge of the sample where at the beginning of the path, the stress is about 40 MPa and at its center it reaches 120 MPa before dropping to 35 MPa at the end of the path. Considering the elimination of the shot blasting in this sample the higher degree of tensile residual stress and lower degree of compressive residual stress in this sample, in comparison with the firstly heat treated then shot blasted sample, is totally to be expected. The sum total of all the stresses throughout the contour residual stress can show the reliability of the results (Fig. 9).

Total residual stress on the middle horizontal pass
As shown in Fig. 9 the graph of total residual stress in this path of the surface cut for the shot blasted sample is also a parabola that at the edge of sample at the beginning of the path is about 55 MPa and at the end of the path is 65 MPa while in the middle of the stress path will reach 112 MPa. The kind of stress distribution in this sample shows that the shot blast process will not help in the formation of tensile residual stress in the middle sector of the sample and stresses in this path are in the form of tensile stress.
In the firstly heat treated then shot blasted sample, at the beginning of the path the stress reached up to 25 MPa. The range of deformations in this sample is between 8 and 170 MPa. But in this sample at first the stress has increased from 25 to 170 MPa and then has decreased to 8 MPa. This lack of uniformity in the distribution in this path could be because of how the sample was shot blasted and any minor error could cause this lack of stress distribution uniformity. In this sample shot blasting was also the last process and there was sufficient time to rectify the lack of uniformity using the heat treatment process. As you can also see in this sample residual stress in the middle of the cutting thickness was in the form of tensile stress.
The diagram of residual stress which is showing the result of firstly heat treated then shot blasted sample, in this path is a semi-parabola. At the beginning of the path the stress was around 110 MPa which as it moved towards the center reached 45 MPa and at the end it had extended to 170 MPa. The stresses which were created through this sample in the center were lower than in the shot blasted sample and at the edges also tensile stress was more than in the shot blasted sample which given the neutrality of the sum total of residual stresses is to be expected.
In this path the residual stress from the heat treated sample was also similar to the firstly heat treated then shot blasted sample and was a semi-parabola but at the edge of the sample and at the beginning of the path stress totaled around 125 MPa which as it moved towards the center reached − 30 MPa and at the end it had reached 110 MPa. In this path the most compressive residual stress belongs to this sample which can be the result of reducing existing energy in the sample through the heat treated process.
The neutrality of the sum total of residual stresses was performed in total contour. In general, in this path the total residual stress and residual stress obtained through the surface cut movements are not noticeably different because the created stress by spring back in this path is insignificant and can be ignored. Figure 10 shows total residual stress along sample thickness.

Total residual stress on the middle vertical path
As it can be seen in Fig. 10, the graph of total residual stress on the vertical path in the center of the cutting surface is similar in all samples in that the beginning and ending points of the parabola are in negative coordinate system. The middle of the path is in positive part except for the heat-treated sample where the whole of the parabola is in the negative part of the coordinate system. As it is shown in Fig. 10 compressive residual stress in the firstly shot blasted then heat-treated sample has the most negative stress and the firstly heat treated then shot blasted sample has the lowest amount of negative stress. The surface residual stress in the two remaining samples have a similar amount. In the middle of the path compressive residual stress of heat-treated sample is more than other samples while the other samples demonstrate tensile residual stress. Stress in the inner surface of the ring in this path have the most compressive amount in the firstly shot blasted then heat treated sample and the firstly heat treated then shot blasted sample has the lowest amount and when compared with the two previous graphs it shows that the tensile residual stress of those samples where the heat treating process was performed last the compressive stresses were transferred to the corners of the cross section. In the center and outer surface most of the stresses are compressive which could be the result of stress distribution and released tensile stress during the manufacturing process. Generally, whenever the level of outer contact of the ring receives more compressive residual stress then in terms of reduction in susceptibility to corrosion there is a marked improvement. In the firstly shot blasted then heat-treated sample the amount of compressive residual stress on the surface is more than on the heat-treated sample. In the shot blasted sample, it can be observed that there were some compressive residual stresses on the surface where its horizontal distribution was identical but on the middle of cross section there was tensile stress and once again on the inner surface it became compressive, which considering the effect of shot blasting and the ring structure was to be expected.
In the firstly heat treated then shot blasted sample it could be observed that it was sensitive to shot blasting and the stress distribution on its surface was not asymmetric and this result could be detected as far as the middle of the cross section but stress distribution in the central vertical line as in the other samples is a parabola where at the end of the two points of the parabola there was compressive stress but the amount of compressive stress was less than in other samples because after heat treating process that residual stresses of sample in the center of surface were compressive and after shot blasting process they transferred to the sample edges and in the center of surface compressive residual stress was less and some places it became tensile stress.
3.2 Evaluating the results of corrosion examination
The rescored results from the corrosion test is demonstrated first as a comparison table that have been determined according to corrosion parameters like corrosion potential, corrosion current density, corrosion rate, and then as a comparison graph of electrode potential against the current density and kinds of processes. As it is shown in Fig. 11 and Table 3, samples of a similar nature gave very similar corrosion potential results (corrosion potential is a required voltage for corrosion).

Comparison graph of cyclic polarization test results
However, the samples in terms of corrosion resistance are different. The best corrosion resistance rate belongs to the heat-treated sample with a corrosion rate of 0.684 mm/year and a current density of 59 μA/cm2 and the worst rate applies to the firstly heat treated then shot blasted sample with a corrosion rate of 1/253 mm/year and a current density of 108 μA/cm2. Furthermore, we can determine how the heat treating and shot blasting process makes these differences in corrosion resistance because the shot blasting process makes cavities it decreases the corrosion resistance but in the examined samples a similar smooth surface was discovered in all samples but shot blasting process caused a fracture of metal crystallites and created more grain boundaries in the samples and this fact caused a growth in energy level and a reduction in the resistance level to corrosion [7]. Also, the heat treatment process by converting energy and increasing the crystallites, which caused the level of energy to decrease, increased the resistance to corrosion [1]. As a result, the heat-treated sample, by having a less grainy boundary and considering the fact that its residual stress consisted of more compressive stress, increased its resistance to corrosion more than the other samples. After that, the firstly shot blasted then heat treated sample had the best resistance to corrosion because the greatest compressive stresses had occurred in this sample and there was a reduction in grain boundaries as a result of decreasing the level of energy but the heat treating process did not neutralize the effect of the shot blasting completely and so its resistance to corrosion is lower than the heat treated sample. In the firstly heat treated then shot blasted sample according to the graphs of residual stress, tensile stress was more than in the other samples and, despite having the heat treating process since the shot blasting process was done after the heat treating process, its grain boundaries were greater than the firstly shot blasted then heat treated sample also, the shot blasted sample despite not having the heat treating process had more compressive stresses than the firstly heat treated then shot blasted sample and this fact caused its increased resistance to corrosion. According to the studies and graphs of residual stress and considering the results of corrosion it has been observed that compressive residual stress, which is made by the effect of shot blasting, did not increase the resistance to corrosion and increasing the level of the sample's energy decreased the resistance to corrosion. Therefore, the best method to increase the resistance to corrosion was the heat-treatment process, but in case of any need for the shot blasting process for coating the pipe surface, it is better to carry out the heat-treating process after the shot blasting process. Regardless of this issue, if in some special cases compressive residual stress is needed for pipeline productivity, according to the recorded graphs the best method is the firstly shot blasted then heat treated sample because in spite of having compressive residual stress in the case of any error in the shot blasting by an operator, the created tensile stresses after the heat treating process will be neutralized and will cause the sample to have more compressive residual stresses.
4 Discussion
To discuss the results, it is imperative to investigate the graphical results of each sample in comparison with others as below:
In the shot blasted sample, Although the shot blasting process has initiated a slight compressive stress on the surface of the sample (Fig. 8), owing to the lower compressive stress level of the sample and the higher energy level due to smaller grain size, the sample has lower resistance to corrosion in comparison with the heat-treated sample and firstly shot blasted then heat-treated as it is depicted in the Fig. 11. However, by reducing the tensile stresses in comparison with the firstly heat treated then shot blasted sample it has created more resistance to corrosion [1, 4, 6, 7].
Additionally, in the firstly heat treated then shot blasted sample the resistance to corrosion was lower than the other samples (Fig. 11) which can be contributed to having the lowest compressive stress and even tensile stress in some zones of its surface among all samples (Fig. 8) which is considered to be the result of sensitivity to the shot blast process caused by heat treatment [1, 4, 6, 7].
The firstly shot blasted then heat-treated sample had the best resistance to corrosion among the three shot blasted samples because it had the most compressive stresses and also the energy level in this sample decreased as the heat-treating process was done after the shot blasting process and then resistance to corrosion increased. However, in this sample the resistance to corrosion was half that of the heat-treated sample since heat-treated sample has the lowest energy level in its surface probably due to larger grains [1, 4, 6, 7].
The heat-treating process led to a doubling of its resistance to corrosion in comparison with the other samples because it had a low energy level and also there were compressive residual stresses in the surface cut. Consequently, this kind of process had more resistance to corrosion than the other samples [1, 4, 6, 7].
5 Conclusion
Since it has been proven that higher stress and lower grain size can accelerate corrosion in metals, this article is to find the optimum procedure to increase the corrosion resistance of API-X60 steel, used to produce gas transmission pipes. In this research the effect of heat treating and shot blasting processes on the distribution of residual stress and the amount of resistance to corrosion has been studied both separately and in combination. For this purpose, 4 samples, a heat treated a shot blasted a firstly heat treated then shot blasted and finally a firstly shot blasted then heat-treated sample have been prepared and their residual stress measured using the contour method. Also, their resistance to corrosion has been evaluated using the cyclic polarization method.
The conclusion is based on the processes performed on residual stress and resistance to corrosion of the samples:
-
The shot blasting process decreased the resistance to corrosion. However, by reducing the tensile stresses in comparison with the firstly heat treated then shot blasted sample it has created more resistance to corrosion.
-
The firstly heat treated then shot blasted process reduced the resistance to corrosion compared to the other processes. Besides, this process led to having the lowest compressive stress and even tensile stress in some zones of its surface among all samples.
-
The firstly shot blasted then heat-treated process had the best resistance to corrosion among the three shot blasted samples. Also, it has had the most compressive. However, in this sample the resistance to corrosion was half that of the heat -treated sample.
-
The heat-treating process doubled the resistance to corrosion in comparison with the other processes. In addition, there were compressive residual stresses in the surface cut of the sample. Consequently, this kind of process had more resistance to corrosion than the other samples.
All these findings have declared that by heating API-X60 pipes after shot blasting it is possible to increase the resistance to corrosion in API-X60 pipes in case they lose their coating during operation which can add more lifetime to the pipes this can improve the safety of the gas transmission pipelines.
Although this paper is to evaluate the effect of heat treatment and shot basting on the resistance to corrosion of the API-X60 steel, the results of the cyclic polarization tests are to compare these four samples and cannot be considered as ultimate and precise due to potential scanning rate of 5 Mv which has been chosen to reduce the cost and time of the test.
More investigation on improvement of corrosion characteristics of API-X60 steel by considering the residual stress should be carried out our suggestions are:
-
Compare using different heating procedures to find the optimum curve.
-
Compare using different size of blasting.
-
Evaluate the results of the contour methods by comparing it with other residual stress measurement methods.
References
Fontana MG (2005) Corrosion engineering. Tata McGraw-Hill Education, New York
Vaziri J, Jahan A, Borhani E, Yousefieh M, Edwards KL (2016) Evaluating promising applications of a new nanomaterial produced by accumulative roll bonding process: a preliminary multiple criteria decision-making approach. Proc Inst Mech Eng Part L J Mater Des Appl 233(6):1023–1032
Schajer GS (2013) Practical residual stress measurement methods. Wiley, Chichester
Kentish P (2007) Stress corrosion cracking of gas pipelines–effect of surface roughness, orientations and flattening. Corros Sci 49(6):2521–2533
Pan B, Peng X, Chu W, Su Y, Qiao L (2006) Stress corrosion cracking of API X-60 pipeline in a soil containing water. Mater Sci Eng A 434(1–2):76–81
Van Boven G, Chen W, Rogge R (2007) The role of residual stress in neutral pH stress corrosion cracking of pipeline steels. Part I: pitting and cracking occurrence. Acta Mater 55(1):29–42
Chen W, Van Boven G, Rogge R (2007) The role of residual stress in neutral pH stress corrosion cracking of pipeline steels—part II: crack dormancy. Acta Mater 55(1):43–53
Li M, Cheng Y (2008) Corrosion of the stressed pipe steel in carbonate–bicarbonate solution studied by scanning localized electrochemical impedance spectroscopy. Electrochim Acta 53(6):2831–2836
Liu Z, Li X, Du C, Zhai G, Cheng Y (2008) Stress corrosion cracking behavior of X70 pipe steel in an acidic soil environment. Corros Sci 50(8):2251–2257
Liu Z, Li X, Cheng Y (2011) Effect of strain rate on cathodic reaction during stress corrosion cracking of X70 pipeline steel in a near-neutral pH solution. J Mater Eng Perform 20(7):1242–1246
Kotobi M, Honarpisheh M (2017) Uncertainty analysis of residual stresses measured by slitting method in equal-channel angular rolled Al-1060 strips. J Strain Anal Eng Des 52(2):83–92
Kotobi M, Honarpisheh M (2017) Experimental and numerical investigation of through-thickness residual stress of laser-bent Ti samples. J Strain Anal Eng Des 52(6):347–355
Kotobi M, Honarpisheh M (2018) Through-depth residual stress measurement of laser bent steel–titanium bimetal sheets. J Strain Anal Eng Des 53(3):130–140
Sedighi M, Honarpisheh M (2012) Experimental study of through-depth residual stress in explosive welded Al–Cu–Al multilayer. Mater Des 37:577–581
Sedighi M, Honarpisheh M (2012) Investigation of cold rolling influence on near surface residual stress distribution in explosive welded multilayer. Strength Mater 44(6):693–698
Moazam M, Honarpisheh M (2018) Residual stresses measurement in UIC 60 rail by ring-core method and sectioning technique. AUT J Mech Eng 2(1):99–106
Alinaghian I, Amini S, Honarpisheh M (2018) Residual stress, tensile strength, and macrostructure investigations on ultrasonic assisted friction stir welding of AA 6061-T6. J Strain Anal Eng Des 53(7):494–503
Alinaghian I, Honarpisheh M, Amini S (2018) The influence of bending mode ultrasonic-assisted friction stir welding of Al-6061-T6 alloy on residual stress, welding force and macrostructure. Int J Adv Manuf Technol 95(5–8):2757–2766
Prime MB (2001) Cross-sectional mapping of residual stresses by measuring the surface contour after a cut. J Eng Mater Technol 123(2):162–168
Evans A, Johnson G, King A, Withers P (2007) Characterization of laser peening residual stresses in Al 7075 by synchrotron diffraction and the contour method. J Neutron Res 15(2):147–154
Turski M, Edwards L (2009) Residual stress measurement of a 316l stainless steel bead-on-plate specimen utilising the contour method. Int J Press Vessel Pip 86(1):126–131
Khanlari H, Honarpisheh M (2020) Investigation of microstructure, mechanical properties and residual stress in non-equal-channel angular pressing of 6061 aluminum alloy. T Indian I Metals 73:1109–1121
Brown D et al (2011) Critical comparison of two independent measurements of residual stress in an electron-beam welded uranium cylinder: neutron diffraction and the contour method. Acta Mater 59(3):864–873
Hosseinzadeh F, Bouchard P (2013) Mapping multiple components of the residual stress tensor in a large P91 steel pipe girth weld using a single contour cut. Exp Mech 53(2):171–181
Moazam M, Honarpisheh M (2019) Residual stress formation and distribution due to precipitation hardening and stress relieving of AA7075. Mater Res Express 6(12):126108
Nazari F, Honarpisheh M, Zhao H (2020) The effect of microstructure parameters on the residual stresses in the ultrafine-grained sheets. Micron 132:102843
Jafari H, Mansouri H, Honarpisheh M (2019) Investigation of residual stress distribution of dissimilar Al-7075-T6 and Al-6061-T6 in the friction stir welding process strengthened with SiO2 nanoparticles. J Manuf Process 43:145–153
Honarpishe M, Nazari F (2017) Uncertainty analysis of contour method in the hot extruded aluminum specimens. Modares Mech Eng 17(5):439–445
Standard A (2014) Standard test methods and definitions for mechanical testing of steel products. ASTM International, West Conshohocken. https://doi.org/10.1520/A0370-14
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declared no potential conflict of interest with respect to the research, authorship and/or publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Malekahmadi, A., Honarpisheh, M. Investigation of shot blasting and thermal stress relieving processes on residual stresses and corrosion behavior of X60 steel gas pipelines. SN Appl. Sci. 2, 1593 (2020). https://doi.org/10.1007/s42452-020-03420-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03420-8