
Abstract
Aluminum–lithium (Al–Li) alloy, one of the 2xxx aluminum–copper alloys, have higher specific strength and stiffness than the other aluminum alloy systems. The 3rd generation Al–Li alloys provide increased corrosion resistance, good fatigue crack growth resistance, enhanced strength, and toughness compared with the previous generation. The mechanical characteristics of the Al–Li alloys are modified by a method of stretch forming and heat treatment. However, the material properties can be non-uniform in this process. To investigate the effects of stretch forming and heat treatment, the tensile tests were performed on the pre-stretched and artificially aged specimens. The specimens were pre-processed in several combined conditions which were under 0–3% stretching strain with 14–17 h aging time before the tensile test. The tensile properties such as elastic modulus, yield strength, ultimate strength, and elongation at break were analyzed to find the highest strength value. Based on the experimental results, the effects of pre-stretching and artificial aging on the change in the Al–Li alloy properties were discussed to see whether it could be applied to the manufacturing process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Aluminum alloys are widely used for structural materials in many industries, such as aviation, space, and military, because they have high specific strength and stiffness. Aluminum–lithium (Al–Li) alloy, one of the aluminum alloys, has higher strength and stiffness than the other aluminum alloys, such as traditional 2xxx and 7xxx series alloys. Lithium elevates elastic modulus of the aluminum alloy by about 6% and reduces density by 3 wt.% of the alloy by adding 1 wt.% to the aluminum alloy [1,2,3]. Considering these advantages, Al–Li alloys were initially developed in the 1950s as the 1st generation and then improved in the 1980s as the 2nd generation [4, 5]. However, the Al–Li alloys up to the 2nd generation were not used widely in aerospace industries due to their mechanical properties, such as low toughness, poor corrosion resistance, and anisotropic behavior [6, 7].
The current generation (3rd) of Al–Li alloys were developed to improve the previous Al–Li alloys [8]. The new generation Al–Li alloys provide increased corrosion resistance, good fatigue crack growth resistance, good strength, and toughness. In addition, its damage tolerance and formability have improved [9, 10]. Al–Li alloy 2198 belongs to the 3rd generation Al–Li alloys, which are utilized in aerospace industries. This alloy has been applied to the primary, secondary, and fairing components for the Falcon 9 rocket [4, 11].
Fabricating into a component using the 3rd generation Al–Li alloy is still difficult. This is because the Al–Li alloy shows strong anisotropy [12]. The anisotropy appears in yield strength, ultimate strength, and elongation. In addition, the material is deformed non-uniformly in a stretch forming process even if an appropriate forming method is applied [13,14,15,16,17,18,19]. The mechanical properties of the Al–Li alloy depend on the amount of stretching and aging method [20,21,22]. Non-uniform deformation can lead to non-homogeneous material properties after aging treatment.
Yield strength of aluminum alloys can be enhanced by applying pre-deformation via stretch forming processing [23,24,25]. Stretch forming is a manufacturing process that applies tensile loads to sheet metal with a forming die. During this process, the yield strength of the material increases due to strain hardening by plastic deformation. Many studies for Al–Li alloy 2198 have been carried out to develop a manufacturing process to take advantage of this effect. Choi et al. [26] established a mathematical model to predict the thickness of a product after incremental forming combined with stretch forming. The thickness prediction model can lead to good agreement with actual data gained in the experiment. Li et al. [27] proposed a set of mechanism-based constitutive equations to incorporate microstructural evolutions into yield strength and two-state-variable work hardening models. The developed model has successfully predicted yield strength and work hardening. Despite these well-predicted investigations, the prediction of Al–Li alloy forming processes still has problems to be solved owing to its anisotropy.
Aging treatment alters material properties. Changes in the mechanical properties of Al–Li alloy 2198 depend on the aging method [28]. Peipei Ma et al. [29] studied a change in the properties of Al–Li alloy 2195 by natural aging and artificial aging time. The hardness of the alloy was increased dramatically at the beginning of natural aging as well as artificial aging. Even when the aging time exceeded 20 h, the hardness hardly changed. Zhang et al. [30] investigated the effect of different artificial aging temperatures on Al–Li alloy. In the temperature range from 150℃ to 160℃, the yield strength and the ultimate strength were largely enhanced according to the heat treatment temperature, but the elongation of the alloy was decreased dramatically with rising aging temperature. The strength of the Al–Li alloy did not continue to increase even though the alloy was aged with more time and higher temperature. This means that products with excellent properties can be manufactured quickly if the aging time and temperature are properly applied. Therefore, to counter this, utilizing effective stretching and aging processes should be considered.
The present work investigates the effects of both artificial aging and pre-deformation by stretch forming on the mechanical properties of Al–Li alloy 2198-T3. For the experimental study, the alloy manufactured is a type of tensile test specimen. The pre-stretching of the specimens is conducted using a tensile testing machine. The stretched and non-stretched specimens are artificially aged in an oven. The stretching strain and the aging time conditions are the range of 0–3% strains and 14–17 h, respectively, which is a range expected to be used in product manufacturing. After the heat treatment, tensile testing is accomplished using the tensile testing machine. The tensile properties are measured modulus, yield strength, ultimate strength, and elongation. Finally, the effect of the selected pre-stretching and artificial aging conditions on the mechanical properties is analyzed and it is confirmed that it can be applied to the production process.
2 Experimental Method
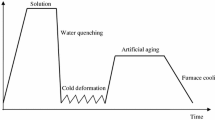
The whole process in this study is illustrated in Fig. 1. The experiment consisted of two steps, that are a preprocess step and a test step. Pre-stretching and aging treatment were performed in the preprocess steps, and then tensile test was carried out to measure the tensile properties. In this chapter, the procedures and methods of pre-stretching, artificial aging, and testing are described.

Schematic illustration of stretch forming and artificial aging process
2.1 Pre-Stretching
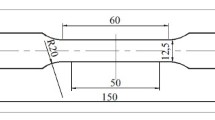
The Al–Li alloy 2198-T3 was prepared into samples for stretch forming as a type of tensile test specimen. The specimen had a sheet-type configuration used in ASTM E8 which is standard test methods for tension test of metallic materials [31] that has gauge length of 50 mm and a two-grip section. The gage section and grip section allow for easy stretching of the specimen. In addition, the gage section conveniently provides a strain measurement area. For these reasons, the shape of the tensile test specimen was chosen and stretch forming was performed.
The stretch forming process includes a loading process and an unloading process. Figure 2 shows a stress–strain curve of the material during the stretch forming process. The specimen has suffered plastic deformation in the loading process. The loading process is stopped at the limit strain \(\varepsilon_{{{\text{limit}}}}\). After the strain is reached at the limit strain, the process is converted to the unloading process. In the unloading process, the load becomes zero and the strain of the specimen is reduced, because the material behaves elastically. When the stretch forming process is completed, the strain of the specimen becomes the finish strain \(\varepsilon_{{{\text{finish}}}}\).

Schematic illustration of a stress–strain curve during the stretch forming process
Stretch forming was carried out based on the value of the finish strain \(\varepsilon_{{{\text{finish}}}}\). The maximum strain suffered the specimen can be calculated from Eq. (1) and (2):
where \(\sigma_{{{\text{limit}}}}\) is the limit stress. E is tensile modulus of elasticity. The limit strain \(\sigma_{{{\text{limit}}}}\) and the modulus of elasticity E are obtained through the stress–strain curves of the specimen by the tensile testing.
The specimen was stretched using MTS 810 Material Testing Systems. The control process of the testing machine for the stretching was composed of Multipurpose Elite (MPE) with user-defined function provided by the testing machine software. The control steps included a loading process and an unloading process, as well as pause steps between the two processes and after the unloading process. When the specimen reached the limit strain \(\varepsilon_{{{\text{limit}}}}\) and the load zero (at the finish strain \(\varepsilon_{{{\text{limit}}}}\)), the pause step was held for 30 s, respectively. The loading and unloading processes were accomplished at the crosshead speed of 3 mm/min of the testing machine.
2.2 Artificial Aging
Artificial aging is widely used as a heat treatment method for metal materials. It is a method of changing the microstructure of a material by applying a high temperature to the material. Therefore, applying an appropriate heat treatment method is important.
Artificial aging, from T3 to T821, was carried out using a convection oven, as shown in Fig. 3. The oven was set to the aging temperature based on the temperature of the specimen, because the air temperature inside the oven and the specimen temperature may be different. The heat condition was 155 ± 3 ℃. The aging time conditions were increased in 1 h increments from 14 to 17 h. The counting of aging time started when the temperature reached the heat condition. The specimens were aged at the heat condition for the time excluding the temperature rise and fall times.

Artificial aging treatment and temperature measuring
2.3 Tensile Testing
The specimens were finally tested to confirm the change in the mechanical properties by pre-stretching and artificial aging. The test method employed the ASTM E8/E8M standard test method for tension testing of metallic materials [31]. The tensile test was accomplished using MTS 810 material testing systems, and the load and the strain were measured. The extensometer with a 50 mm gage length was utilized to measure the strain. The test speed was made into the crosshead speed of 3 mm/min of the testing machine.
3 Preprocess Results
The stress–strain curves were represented as shown in Fig. 4 during the pre-stretching process. The target strains for stretching conditions were set 1–3% at the end of the pre-stretching process. A total 36 specimens were divided into groups of 12, for each of the three forming conditions. As a result of the pre-stretching, the finish strains were measured at 1.05%, 2.05%, and 3.03% on average, respectively.

Stress–strain curves during pre-stretching process
The specimens were aged at the heat condition 155 ± 3 ℃ during 14–17 h. Figure 5 presents the temperature histories for the heat treatment. The temperature reached the aged temperature and was maintained for the duration. The mean temperature was higher than 155 ℃, but within the temperature condition.

Time histories of temperatures for artificial aging
Figure 6 shows scanning electron microscope (SEM) images of the specimen surface taken to observe the change of the material due to the aging treatment. The surface of the original material had relatively uniform layers, as presented in Fig. 6a. In contrast, an arbitrary point pattern appeared on the surface of the aged specimens, as shown in Fig. 6b–e. This can be seen as crystallization caused by artificial aging treatment. The surface images of specimens aged for 14–17 h represented similar surface pattern. In these results, it can be expected that there is no significant difference within the aging time conditions, although a large change occurred in the material properties by the aging treatment.

SEM images of the samples with different heat treatments
4 Test Results and Discussion
The specimens were measured in modulus of elasticity, strengths, and elongation by the tensile test method ASTM E8/E8M. Each of the three specimens was tested under the preprocess conditions. The average values of each case were used for overall result analysis. The effects of artificial aging and pre-stretching are discussed in Sects. 4.1 and 4.2.
4.1 Effect of Artificial Aging
The Al–Li alloy 2198-T3 showed large changes in tensile properties depending on whether it was artificially aged or not. The Stress–strain (S–S) curves shown in Fig. 7 are the test result of the original material and the aged material without pre-stretching. The raw material had relatively low strength and high elongation before the aging treatment, but after the aging, the strength increased, while the elongation decreased. By the artificial aging, the modulus of elasticity increased by about 8.2% from 70.3 GPa to 75.7 GPa, the yield strength increased by about 35.5% from 336 to 456 MPa, and the ultimate strength increased by about 10.9% from 456 to 506 MPa. On the other hand, the elongation decreased by about 10.03% from 21.87% to 11.84% and the tensile toughness decreased by about 37.6% from 91.2 to 56.9 MJ/m3. The average value of the test results according to the different aging time are presented in Table 1. The change in tensile properties of the alloy by the aging treatment represented a greater difference in yield strength and elongation than in elastic modulus and ultimate strength.

Stress–strain curves for tensile test results: without pre-stretching specimens
These changes are considered as a phenomenon caused by deformation of the microstructure of the alloy by the artificial aging [32,33,34]. The surface of the raw alloy shows regular rough layers such as shown in Fig. 6a, while the surface of the aged specimens show that grains are formed on the relatively smooth surface, as shown in Fig. 6b–e. Moreover, the optical micrographs of the tensile fracture morphologies are shown in Fig. 8. The micrographs were obtained using lenses of 100, 400, and 1,200 magnifications. The fracture morphologies of non-aged specimens, as presented in Fig. 8a, demonstrate a smoother surface than the aged specimens, because they had regular layers. On the other hand, the artificially aged specimens had a rough surface, as shown in Fig. 8b–e, because crystallization occurred in the microstructure of the alloy. These coarse surfaces were observed near the edges, the outer surface of the material. Through Figs. 6 and 8, it can be considered that the roughness of the alloy was increased by the artificial aging. The modification of the microstructure may have led to a change in the properties.

Optical micrographs of tensile fracture morphologies for different heat treatments
The aging time in this study did not significantly change the tensile properties of the alloy. In Fig. 7b, which is the S–S curves of the tensile test results according to the different aging time, all the curves have a similar shape. The curves plot the three results by each time condition. Comparing the tensile properties through the values of Table 1, it seems that the yield strength and ultimate strength increase slightly as the aging time increases, but it is difficult to find any clear changes.
4.2 Effect of Pre-Stretching
The test results of the aged specimens after being pre-stretched from 0% to 3% are shown in Fig. 9. The testing results can be expressed as an average of the mechanical properties, as listed in Table 2. The modulus of elasticity showed a tendency to decrease as the stretching strain increased at the same aging time. The yield strength was enhanced as the stretching strain increased. It is considered an effect of strain hardening. The yield strength enhancement was relatively large, as the pre-stretching strain raised from 1% to 2%. This is a phenomenon that appears due to the characteristics of the plastic deformation behavior of the material, and it is considered that there is a region, where the load elevates suddenly near the strain of 1%, as shown in the pre-stretching results graph in Fig. 4. The ultimate strength and the elongation had no significant difference in the stretching conditions. The modulus of elasticity, yield strength, and ultimate strength showed a difference of less than 5%, and the elongation presented a difference of less than 2%. Overall, there was no significant difference in tensile properties.

Stress–strain curves for tensile test results: aged specimens
Synthesizing the effect of pre-stretching strains and artificial aging times under the condition of this study, there were no significant effects on the tensile properties of the material. Figure 10 shows the average value and measurement uncertainty of the tensile test results. Although some conditions showed large measurement uncertainty due to the small number of specimens, there was a clear difference depending on whether heat treatment was performed. However, there was no significant difference even though the aging time and pre-stretching strain were changed. This phenomenon can also be partially found in the previous research results [8, 25]. The results of these research showed that the change in tensile properties was not significant in the pre-stretching range up to 15%. In addition, the Al–Li alloy has a rapid change in tensile properties until the initial 10 h of heat treatment, but there is little change in the properties between 10 and 20 h [2, 6, 22, 24, 35]. The aging and pre-stretching conditions in this study were included in the range, where there is little change in these properties. These results suggest that the combined effect of pre-stretching and artificial aging in the Al–Li alloy 2198 is not large under the conditions of this study.

Comparison of mechanical properties according to pre-stretching strain and aging time
In the case of heat treatment to a large product, the thermal distribution of the product may not be uniform because of technical problems [36,37,38]. In addition, there is also a technical problem that non-uniform plastic deformation occurs even during stretch forming [13,14,15,16,17,18,19]. Nevertheless, it means that the non-uniformity of the mechanical properties does not become large by the effects occurring in the small range of aging time and pre-stretching strain. Therefore, it should be concluded that the pre-stretching and the artificial aging conditions in this study are sufficient to be utilized for making products with relatively uniform mechanical property distribution.
5 Conclusions
This study performed experimental research on effects of pre-stretching and artificial aging for Al–Li alloy from 2198-T3 to 2198-T821. The Al–Li alloy was tested by a tensile test method in combined conditions which were 0–3% stretching strain and 14–17 h heat treatment time as well as the raw condition, for which conditions are a range expected to be used in product manufacturing. The experimental results were divided into the effect of aging treatment time and the effect of stretching strain. First, the artificial aging increased the modulus of elasticity, the yield strength, and the ultimate strength. However, the elongation of the alloy was reduced compared to the non-aged counterpart. Overall, the increase of aging time showed a tendency to slightly increase the properties excluding elongation. Second, the effect of pre-stretching strain showed that the yield strength was enhanced slightly as the pre-stretching strain increased, because the material suffered strain hardening. However, there was no significant difference to the tensile properties under the stretching conditions and the aging time conditions.
The mechanical properties mostly showed little change under the preprocessing conditions, because the aging time and pre-stretching strain are a relatively small range. It means that the non-uniformity of the mechanical properties for a product manufactured by these processing conditions become small. Therefore, it can be concluded that the stretching and aging conditions in this study are sufficient to be utilized to make the mechanical properties of products relatively uniform.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Xie B, Huang L, Jiahui X, Hongliang S, Zhang H, Yike X, Li J, Wang Y (2022) Effect of the aging process and pre-deformation on the precipitated phase and mechanical properties of 2195 Al–Li alloy. Mater Sci Eng A 832:142394
Xiaoxue C, Xinwu M, Huakun X, Guoqun Z, Yongxiao W, Xiao X (2020) Effects of heat treatment on the microstructure and mechanical properties of extruded 2196 Al-Cu-Li alloy. Mater Design 192:108746
Tao Y, Zhang Z, Xue P, Ni DR, Xiao BL, Ma ZY (2022) Effect of post weld artificial aging and water cooling on microstructure and mechanical properties of friction stir welded 2198–T8 Al–Li joints. J Mater Sci Technol 123:92–112
Ali Abd E-A, Yong X, Xunzhong G, Shi-Hong Z, Yan M, Dayong C (2018) Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al–Li alloys: a review. J Adv Res 10:49–67
Rioja RJ, Liu J (2012) The evolution of Al–Li base products for aerospace and space applications. Metall and Mater Trans A 43:3325–3337
Klochkova YuYu, Lukina EA, Romanenko VA (2022) Effect of artificial aging on crack resistance of sheets of high-strength aluminum-lithium alloy V-1469. Inorg Mater Appl Res 13(2):342–348
Rodgers BI, Prangnell PB (2016) Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the AleCueLi alloy AA2195. Acta Mater 108:55–67
Wang Y, Ma X, Xi H, Zhao G, Xiao Xu, Chen X (2020) Effects of pre-stretching and aging treatments on microstructure, mechanical properties, and corrosion behavior of spray-formed Al–Li Alloy 2195. J Mater Eng Perform 29:6960–6973
Chong G, Yue M, Lin-Zhi T, Peng W, Xin Z (2017) Microstructural evolution and mechanical behavior of friction spot welded 2198–T8 Al–Li alloy during aging treatment. Mater Design 115:224–230
Zhu Z, Han J, Gao C, Liu M, Song J, Wang Z, Li H (2017) Microstructures and mechanical properties of Al–Li 2198–T8 alloys processed by two different severe plastic deformation methods: a comparative study. Mater Sci Eng A 65:65–73
Jian-Qiu S, Yue M, Chang G, Hong-Yun L (2019) Comprehensive tensile properties improved by deep cryogenic treatment prior to aging in friction-stir-welded 2198 Al–Li alloy. Rare Metals. Published online.
Tian-Zhang Z, Jin Long Xu, Yong Z-H (2020) Anisotropic yielding stress of 2198 Al–Li alloy sheet and mechanisms. Mater Sci Eng A 771:138572
Sun L, Cai Z, He D, Li Li (2019) Aluminum alloy sheet-forming limit curve prediction based on original measured stress–strain data and its application in stretch-forming process. Metals 9:1129
Yang Z, Cai Z-Y, Che C-J, Li M-Z (2016) Numerical simulation research on the loading trajectory in stretch forming process based on distributed displacement loading. Int J Adv Manuf Technol 82:1353–1362
Wang Y, Li M, Wang D, Wang A (2014) Modeling and numerical simulation of multi-gripper flexible stretch forming process. Int J Adv Manuf Technol 73:279–288
Affronti E, Merklein M (2018) Analysis of the bending effects and the biaxial pre-straining in sheet metal stretch forming processes for the determination of the forming limits. Int J Mech Sci 138–139:295–309
Wang K, Carsley JE, He B, Li J, Zhang L (2014) Measuring forming limit strains with digital image correlation analysis. J Mater Process Technol 217:1120–1130
El Fakir O, Wang L, Balint D, Dear JP, Lin J (2014) Numerical study of the solution heat treatment, forming and in-die quenching (HFQ) process on AA5754. Int J Mach Tools Manuf 87:39–48
Zheng K, Politis DJ, Wang L, Liu J (2018) A review on forming techniques for manufacturing lightweight complex-shaped aluminium panel components. Int J Lightweight Mater Manuf 1:55–80
Bin C, Ming-Feng G, Jing-Xu Z, Kun-Yi Z, Yun F, Ling-Ye Z, Xiao-Ling CL (2016) The effect of thermal exposure on the microstructures and mechanical properties of 2198 Al–Li Alloy. Adv Eng Mater 18(7):1225–1233
Ning H, Li J-F, Ma P-C, Chen Y-L, Zhang X-H, Zhang K, Zhang R-F (2020) Evolution of aging precipitates in an Al–Li alloy with 1.5 wt% Li concentration. Vacuum 182:109677
Deschamps A, Decreus B, De Geuser F, Dorin T, Weyland M (2013) The influence of precipitation on plastic deformation of Al–Cu–Li alloys. Acta Mater 61:4010–4021
Li He, Zhan L, Huang M, Zhao X, Zhou C, Qiang Z (2021) Effects of pre-strain and stress level on stress relaxation ageing behaviour of 2195 Al–Li alloy: experimental and constitutive modelling. J Alloy Compd 851:156829
Libin Hu, Zhan L, Liu Z, Shen R, Yang Y, Ma Z, Liu M, Liu J, Yang Y, Wang X (2017) The effects of pre-deformation on the creep aging behavior and mechanical properties of Al–Li-S4 alloys. Mater Sci Eng A 703:496–502
Rodgers BI, Prangnell PB (2016) Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the Al–Cu–Li alloy AA2195. Acta Mater 180:55–67
Choi H, Lee C (2019) A mathematical model to predict thickness distribution and formability of increamental forming combined with stretch forming. Robot Comput Integr Manufact 55:164–172
Li Y, Shi Z, Lin J (2019) Experimental investigation and modelling of yield strength and work hardening behaviour of artificial aged Al-Cu-Li alloy. Mater Des 18:108121
Xia L, Li Y, Huang M, Chen M, Liu J (2020) Influence of aging treatment on the corrosion susceptibility and mechanical properties of Peak-Aged 2195 Al–Cu–Li Alloy. J Mater Eng Perform 31:631–642
Ma P, Zhan L, Liu C, Wang Q, Li He, Liu D, Zhenggen Hu (2019) Pre-strain-dependent natural ageing and its effect on subsequent artificial ageing of an Al-Cu-Li alloy. J Alloy Compd 790:8–19
Zhang S-F, Zeng W-D, Yang W-H, Shi C-L, Wang H-J (2014) Aging response of a Al-Cu-Li 2198 alloy. Mater Des 63:368–374
ASTM E8/E8M-22 (2022) Standard test methods for tension testing of metallic materials. ASTM International. West Conshohocken.
Araullo-Peters V, Gault B, de Geuser F, Deschamps A, Cairney JM (2014) Microstructural evolution during aging of Al-Cu-Li-x alloys. Acta Mater 66:199–208
Suresh M, Kalsar R, More AM, Bisht A, Nayan N, Suwas S (2021) Evolution of microstructure and texture in the third generation Al–Li alloy AA2195 during warm hybrid processing. J Alloys Compd 855:156750
He G, Li K, Yong Yang Yu, Liu WW, Huang C (2021) Effect of heat treatment on the microstructure and mechanical properties of cryogenic rolling 2195 Al–Cu–Li alloy. Mater Sci Eng A 822:141682
Mao BP, Li JP, Shen J (2011) Effect of thermo-mechanical Heat treatment on microstructure and mechanical property of 2197 Al–Li alloy. Adv Mater Res 284–286:1621–1625
Liu Y, Xiaoming Lai Yibin Gu, Wang Bo, Wang G, Liu Q (2021) Investigation on the ageing behaviour and hardening mechanisms of 5A90 Al–Li alloy U-shaped parts formed by electric resistance heating forming-quenching process. J Alloy Compd 869:159120
Xiao Xu, Ma X, Zhao G, Chen X, Wang Y (2021) Abnormal grain growth of 2196 Al–Cu–Li alloy weld seams during extrusion and heat treatment. J Alloy Compd 867:159043
Nouri S, Sahmani S, Mirdamadi MSh (2020) Mechanical properties improvement of Al–Li 8090 alloy by using the new proposed method of directional quenching. Met Mater Int 26:1134–1143
Acknowledgements
This work was supported by ‘Space Pioneer Program’ grant funded by the Ministry of Science and ICT, Republic of Korea (No. 2021M1A3B9096764). In addition, this research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (No. 2022R1A6A1A03056784).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Choi, D., Lee, G., Lee, S. et al. An Experimental Study on Tensile Properties of Al–Li Alloy 2198-T3 by Pre-stretching and Artificial Aging. Int. J. Aeronaut. Space Sci. 25, 92–101 (2024). https://doi.org/10.1007/s42405-023-00649-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42405-023-00649-6