
Abstract
In general, Ni-Al alloys have significant commercial value throughout a range of industrial uses. As a nanostructured powder, these alloys offer an ideal balance of characteristics such as strength at high temperatures, oxidation resistance, and creep resistance. Uses may include heat exchangers, gas turbine parts, and other high-temperature structural elements that are commonly made of nickel-based superalloys. The current study details the high-energy mechanical alloying process that produces ordered B2-Ni-47Al-3B from elemental Ni, Al, and B powders in up to 40 h. Phase development, morphology, microstructure, and thermal properties were examined as a function of milling time. Transformations in the microstructure and phase were influenced by the milling time. When the milling time approached 18 h, the crystalline Al peaks disappeared. At this stage, a 12 nm-sized crystallite of partially ordered B2-Ni-Al(B) phase has been obtained. A high-energy milling process for 40 h produced a significant amount of lattice strain (ε∼0.75%). Through the use of XRD, changes in the degree of long-range order (LRO) during mechanical milling were studied. It may be concluded from the predicted values of S (0.35–0.55), even for extended milling times up to 40 h, that the complete ordering of the B2-Ni-47Al-3B intermetallic structure was not produced. The resulting state of nanostructure correlates with the concept of structural defects: after 40 h of milling, a density of dislocations of 8.56 × 1014 m− 2 and a probability of stacking faults of 0.91% were estimated. Also, it was found that an orthorhombic Ni3B intermetallic formed after 18 h of milling, which changed into tetragonal Ni2B intermetallic during further milling up to 40 h. From the experimental heat-flows measured in DSC, it was determined that the reordering process is a result of the dislocation annihilation and growth of ordered domains.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The development of metastable effects in alloys through mechanical alloying (MA) implies that the method is quite comparable to the popular rapid solidification processing approach developed a few years before [1]. Using MA, a wide range of materials, including nanocrystalline and amorphous alloys, quasicrystal line phases, intermediate phases, and supersaturated solid solutions, have already been developed [2,3,4,5,6,7,8]. The powder particles go through a series of processes during mechanical alloying, including plastic deformation, fractures, cold welding, and forces under the effect of mechanical stresses and intense compression impact [2, 3]. Furthermore, the increase in storage energies brought about by the milling process induces physical reactions because of a high density of dislocations made feasible by the combination of the constituent materials [4]. Materials that have been mechanically alloyed have applications in numerous sectors; Additional uses for oxide dispersion-reinforced alloys are solders, superalloys, hydrogen storage alloys, and supercorroding alloys, among other applications [2]. Further, the MA has led to the diminishing of the size of the grains, which are characterized by a few nanometers at the nanometric scale [2]. These materials are connected by the assessment of their mechanical, optical, electrical, and magnetic properties [2]. These characteristics, which frequently appear different from materials with the same bulk composition, are crucial in their application domains, which include chemistry, electronics, and medicine [2, 9, 10]. Among the known nanomaterials, nickel-based alloys stood out given their moderate density, high Young’s module, high thermal conductivity, and excellent oxidation resistance [11,12,13,14,15]. Nevertheless, at room temperature, this system is brittle, and at high temperatures, it has poor strength and creep qualities [16, 17]. Numerous techniques, including alloying [18,19,20], single crystal preparation [21], second-phase strengthening [22], and grain refining [17, 23, 24], have been utilized to overcome these restrictions. As a result, creating a Ni-Al alloy synthesis method based on a solid-solid reaction generated by MA is extremely interesting. On the other hand, it has been shown that just a small amount of boron added to this alloy improves its structural applications by reducing its brittleness [25, 26]. Their findings demonstrated that B additions increase the ductility of both polycrystalline and single-crystalline NiAl, with additions of 0.2 at% showing the highest rigidity over that of the pure material. According to B. Baker et al. [27], boron is soluble in Ni-Al up to a maximum of 1.12 at% and produces a microstrain of 0.13%. Furthermore, boron has been widely used, particularly for steels, to first increase their hardness [28] and then to provide important benefits such as improved manufacturing and extrudability [29,30,31]. To our knowledge, only a small number of investigations on doped NiAlB alloys made by mechanical alloying have been reported. Thus, there is still debate in the literature on the mechanism of ternary NiAlB synthesis. However, little is known about the order-disorder mechanism during MA and how it connects with changes in microstructure. Therefore, mechanically alloyed Ni-Al powders with boron addition were investigated in the present work using X-ray diffraction (XRD), scanning electron microscopy (SEM), and differential scanning calorimetry (DSC); we discuss the dependence of structure defects on milling time, its role in alloy production, and how it affects order-disorder and microstructural structural changes.
2 Experimental details
Using a planetary ball-mill (Type Fritsch P7) operating in an Ar environment, a mixture of elemental powders (99.9% purity, from Alpha Aesar) of Ni, Al, and B with the nominal composition Ni60Al47B3 (wt%) were mechanically milled. After three carefully regulated vacuum-agon operations, powders and balls were sealed with Teflon in a glove box, creating an inert milling atmosphere. Experiments with mechanical alloying were conducted in a steel-hardened container for 8, 12, 18, 24, 30, and 40 h of milling. The milling speed was set at 600 rpm, and the ball-to-powder weight ratio was 3:2. Five hardened stainless-steel balls (10 mm in diameter) were used for the milling. To avoid powder agglomeration and adhesion to the container surfaces and balls, a specific milling sequence of 10 min of milling followed by a 5-minute pause was adopted.
Siemens D-500 equipment with CuKα radiation was used to perform XRD measurements. Using the Rietveld-based MAUD program, the microstructural features and chemical compositions were extracted from the refined XRD patterns [32, 33]. Analytical functions are used to simulate the diffraction profiles during the process. A pseudo-Voigt analytical function was employed to match the data profiles and estimate the lattice strain and average crystallite size from the isotropic model.
Scanning electron microscopy (SEM) with a DSM960A ZEISS microscope equipped with energy-dispersive X-ray microanalysis (EDS) was used to analyse the morphology of MA powders. ImageJ software (version 1.51j8, National Institutes of Health, Bethesda, MD, USA) was used for image analysis and particle size distribution computation.
Using Mettler-Toledo’s DSC822 apparatus, differential scanning calorimetry (DSC) was used to track the progression of phases during annealing. Samples were heated at a rate of 10 K min-1 in a platinum crucible set in an argon environment from ambient temperature to 973 K. The integrated area of the total heat of peaks output was then estimated using second scans that were carried out without modifying the sample settings.
3 Theoretical
The observed Bragg reflections were fitted with the pseudo-Voigt function, which is a linear combination of the Lorentzian and Gaussian distributions [6]. The physical profile of the milled powders can therefore be obtained by removing the instrumental widening influence from the measured intensity profile. This is because the physical profile is the result of the combination of size broadening with strain widening profile. To separate the microstructural characteristics, many approaches have been developed, such as the Williamson–Hall [34] and Halder–Wagner [35] methods. Line broadening is the result of lattice distortions and crystallite size. Consequently, the overall line broadening \(\:{\beta\:}_{D}\) can be written as [35]:
It is well known that due to the crystalline size effect and intrinsic strain effect, the X-ray diffraction peak broadens in nanocrystals, and this peak broadening typically consists of two parts: instrumental broadening and physical broadening [3, 36]. The following connection can be used to fix this instrumental broadening:
where \(\:{\beta\:}_{m}\) is the measured broadening, \(\:{\beta\:}_{i}\) is the instrumental broadening, and \(\:{\beta\:}_{D}\) is the corrected broadening. Here, crystalline silicon has been used as a standard reference material for position calibration and instrumental broadening calculation.
Assuming ε to be the lattice strain, D represents the average crystallite size. The size contribution is the first term and the lattice distortion is the second in the right-hand portion of relation (1). The Scherrer equation [35] states that β = kλ/(cosθ), where k is near 1 if the peak broadening is exclusively caused by a small crystallite size [37]. In the current investigation, the average crystallite size was calculated using the model of Eq. (1). This model has a special feature for predicting peak broadening related to the crystallite microstrain and uses the broadening of diffraction peaks from at least four diffraction peaks as a foundation for estimating the crystallite size. Regarding the milled samples that underwent extreme plastic deformation, the main cause of the lattice strains in the crystal structure near the grain boundaries (GBs) was dislocation; the density of this latter, ρD, can be expressed as follows. [38, 39]:
As stated, As stated, the following Eqs. (1) and (3) [38, 39] can be used to express the dislocation density, ρD, in terms of the lattice strains, ε, and the crystallite size, D:
where \(\:{\:a}_{fcc}\times\:\frac{\sqrt{2}}{2}\)for the fcc structure and \(\:{\:a}_{bcc}\times\:\frac{\sqrt{3}}{2}\)for the bcc structure is the Burgers vector, b of dislocation. afcc and abcc are the lattice parameters. For the purpose to illustrate the Eq. (3), the dislocation density can be represented as follows:
According to the following relation (6) [40], the stored energy in plastically deformed materials is considered to be proportional to the density of dislocations (screw and edge dislocations) per unit volume in the material:
where the proportionality coefficient, denoted by β, is obtained using the Eq. (7) [40, 41]:
For screw dislocations, \(\:A=\frac{1}{4\pi\:}\:\), while for edge dislocations, \(\:A=\frac{1}{4\pi\:(1-\sigma\:)}\). For screw dislocations, A = 1/4π, while for edge dislocations, A = 1/(4π(1-σ)). In this setting, G stands for the shear modulus of NiAl(B) alloys, which equals 75.07 10–10 N [42], while σ refers for Poisson’s ratio, which for NiAl(B) alloys is equal to 0.36 [43]. R and r refer to the outer and inner cut-off radii of dislocations, respectively. The terms “R” and “r” denote the outer of dislocations and inner cut-off radii, respectively. Generally, r = b is used. Since R would much exceed D in nanocrystalline components, D is regarded as the outer cut-off radius of dislocations. Thus, an average value of 397 × 10−10 N was obtained for the proportionality coefficient, β, which was then used to compute the stored energy Es per mole in the MA samples using relation (6).
Using the following formula (8) [44], the deformation stacking fault probability (α) was calculated using (111) and (200) peak shifts:
where the peak positions in the distorted metal with stacking faults are represented by θ(200) and θ(111).
By comparing the measured ratio of the integrated intensity I of the superlattice (I(110)) and fundamental (I(220)) reflections of the studied sample with that from the standard JCPDS file, the long-range order (LRO) parameter (S) was calculated using the following relationship [3, 45, 46]:
where the JCPDS file and the investigated sample are denoted by the subscripts “std” and “obs,” respectively.
4 Results and discussions
4.1 SEM analysis
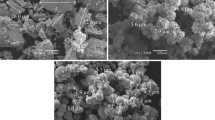
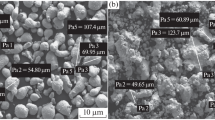
SEM examination was done on the mechanically alloyed samples (Fig. 1). Large and small particles were discovered to coexist, which may be connected to the simultaneous mechanisms of welding and fracture. The powder mixture’s particles exhibit two distinct morphologies before milling (0 h milling): some have an ellipsoid or spherical shape with a smaller size of approximately 3 μm, specific to the element Nickel, and others have an irregular shape and size of 5–10 μm, corresponding to the element Aluminum, the most ductile of both metals (Figs. a1 and a2). After 8 h of milling, the majority of mixture powder particle morphologies are spherical, while the minority are irregular (Fig. b1 and b2). Therefore, it appears that the mixing process does not include any deformation. After eight hours of milling, a phenomenon of cold welding of the small particles on the surface of the large ones is observed, which may promote the growth of some particles relative to the smallest ones (Fig. b2). Due to the bonding and diffusional processes between the less ductile Ni and the malleable Al particles, we observe massive spherical particles of around 20 μm in size (Fig. b2). It was found that for longer milling times, at 40 h into the milling process, the particles had become flattened and irregular in shape as a result of the ongoing, extreme plastic deformation that coincided with cold particle welding (Figs. c1 and c2). During this milling phase, the morphology of the particles tends to be homogenous in size and shape, with an average size variation of 14–20 μm (see the histogram diagram). Particle size may become higher (corresponds to agglomerated particles) via cold welding during the milling method, or smaller (relative to fine particles) as a result of fracturing, depending on the dominating compressive pressures. The powder particles harden as a result of the work hardening brought on by these compressive forces during the milling process, which ultimately causes the particles to fracture. The particles can be fused again, increasing their size, thanks to the atomically pristine surfaces produced during fracture. The fracture mode of boron-doped NiAl alloys, which shifts from an intragranular to an intergranular mode, benefits from these phenomena [46]. Figure 1e provides the EDS analysis for a 40-hour milling time. The result confirmed that no contamination is seen from the air oxygen or the miller’s balls and jars (particularly the element Fe). It also revealed the presence of only mixed Ni and Al components. As a result, the nanocrystalline NiAlB combination makes up the composite structure of the powders that are formed.

SEM images of the MA NiAl(B) powder mixtures at low and high magnifications obtained before (a1, a2) and after (b1, b2) 8 h and (c1, c2) 40 h of milling and the corresponding EDX analysis of powder mixtures milled for 40 h and the histogram of particle sizes

XRD patterns of the MA NiAl-3B powder mixtures obtained as a function of milling times
4.2 XRD analysis
4.2.1 Microstructure
The diffractograms for the Ni, Al, and B powders mixture collected after 8, 12, 18, 24, 30, and 40-hour milling times are shown in Fig. 2. The unmilled sample’s diffraction pattern shows (111), (200), (220), (311), and (222) reflections that match the structures of the mixed metals fcc-Ni (CIF:1534892 [47]; SG: Fm-3 m; a = 0.3545(2) nm) and fcc-Al (CIF:1502689 [48]; SG: Fm-3 m; a = 0.4532 (1) nm). It also indicates that there isn’t any superlattice reflection visible for these powders. Due to the low scattering factor of boron and its small amount in the mixture, and the significant X-ray mass absorption coefficient of nickel, the diffraction peaks associated with it are absent from the pattern of the initial powder mixture.
Even though the Ni and Al reflections’ intensity gradually diminishes with milling times, they remain detectable up until the 12 h of milling. Furthermore, there is a notable broadening of the profiles of these reflections, which can be linked to the decreased crystallite size and the considerable lattice strain generated by the milling process (Fig. 3). At this time a minority of B2-NiAlB phase was refined (CIF: 9008802 [49]; SG: Pm3m; a = 0.2861(2) nm; wt%=15%) with the fcc-Ni (a = 0.3521(2) nm) and fcc-Al (a = 0.4522 (1) nm). The crystalline Al peaks disappeared once the milling duration was increased to 18 h. The Ni peaks simultaneously shifted slightly to the lower angles, suggesting that as Al and B atoms diffuse into the Ni lattice, it expands, resulting in the B2-Ni(Al, B) phase (a = 0.2874(2) nm; wt%=73). Meanwhile, the appearance of superlattice diffraction peaks indicates that this this B2-phase is partially ordered. At the same time, one can notice that the fcc-Ni (a = 0.3527(2) nm, wt%=9%) element still exists with a minority of orthorhombic-Ni3B phase (CIF: 8102955 [50]; SG: Pnma; a = 0.5219(2) nm, b = 0.6607(1) nm, c = 0.4371(2) nm; wt%=10) (Fig. 4).

XRD Profiles of the (1 1 1) Bragg reflections of the MA NiAl-3B powder mixtures obtained as a function of milling times

XRD diffractograms (experimental, refinement) of the MA-NiAlB mixture powders: (a) before milling, (b) after 18 h of milling and (c) after 40 h of milling
Increasing the milling time to 24 h led to no further structural changes of powder, but the diffraction peaks were extremely shifted to the higher angles (Δθ∼+ 0.3°), indicating shrinkage of the crystal lattice due to severe plastic deformation (Fig. 3). After that, the milling for 30 h and then 40 h milling allow the diffraction peaks to shift towards low 2theta values. Further, one can notice that between these milling times, there is no variation in the position of the intense diffraction peak which indicates the stability of the B2-NiAlB intermetallic (a = 0.2880(1) nm). Moreover, a minority of tetragonal-Ni2B phase (CIF: 1511265 [51]; SG: I4/mcm; a = 0.4981(2) nm, c = 0.4234(2) nm; wt%=18) was refined after 30 and 40 h milling (Fig. 4). As a result of high energy mechanical milling, the Ni(B) interstitial solid solution formed at the early stage of milling, transforms into an orthorhombic intermetallic after 18 h of milling. After additional milling up to 30 and 40 h favors the transformation of the orthorhombic Ni3B into tetragonal Ni2B intermetallic. The same result was introduced by Nazarian-Samani et al. [52] during their study of the mechanosynthesis of the Ni-B binary intermetallic compounds. However, it is important to note that as milling time increased, all diffraction peaks widened.
As mentioned below, the XRD patterns were analyzed via the Rietveld technique using MAUD 2.9 software. Typical examples of Rietveld refinement are given in Fig. 4 for powders obtained before and after 18 and 40 h of milling. Various fitting parameters are used to assess the quality of fitting simulated data on the experimental plot. The goodness of fit (GOF) and the reliability index parameters as the residual error Rp, and the weighted residual error Rwp have been estimated. The fitting parameter values of the refinement mentioned in Fig. 4 show that the refinement can be trusted.
Both the mean lattice strain and the mean crystallite size may have increased, which could be responsible for the broadening peaks. Figure 5 illustrates variations in lattice stresses and average crystallite size vs. milling time. as show, when milling times were increased up to 12 h, the crystallite size first dropped off significantly, with an estimated value of 38 nm at this stage. Then, for longer milling times (> 12 h) the size of crystallites followed a decreasing trend until reaching a value of 12 nm after 30 h of milling. Several researchers have also reported on this phenomenon [53,54,55,56,57]. Ultimately, it was found that milling had no apparent effect on crystallite size (D∼12–10 nm) after 30 h. On the other hand, Fig. 5 also shows that when the size of the crystallites decreases rapidly at the start of the milling process, the lattice strain increases considerably until reaching a value of 0.65% after 24 h of milling. then it increases slowly up to a value of 0.75% after 40 h milling. The reduction in D and an increase in ε result from the successive accumulation and interaction of dislocations [4, 56]. Furthermore, the decrease in D and the increase in ε can be attributed to the hardening of NiAl powders as milling time increases, which facilitates grain fragmentation and leads to a reduction in crystallite size [9, 58].

Dependence of the microstructure parameters (Avearage crystallite size and lattice strain) of the MA-NiAlB mixture powders on the milling time
As shown in Fig. 2, after 18 h of milling, the superlattice (110) reflection of the B2-Ni-Al-B phase appeared at 2θ = 26.28°. By using Eq. (8), the estimated long-range order (LRO) value at this time of milling is around 0.35 (Table 1), and its lattice parameter is a = 0.2874(2) nm. For an equilibrium state, the appropriate value is 0.2886 nm [59]. Given that the solid-state reaction might not proceed to its complete level, a divergence from the stoichiometry of the produced alloy and the lattice parameter’s deviation from equilibrium are likely related. It should be noticed that the LRO-parameter (S) increases to a value of 0.55 when the milling duration is increased up to 30 h. Also, we see that this parameter does not significantly rise in (S∼0.57) after the 40-hour milling. The temperature rise during the high-energy milling process may be the cause of the increase in the S parameter, as this could result in the simultaneous rearrangement of atoms during milling. According to Joardar et al. [60], the LRO parameter is dependent on the milling intensity; in their work, the maximum milling intensity (300 rpm at a ball-to-powder weight ratio of 20 [60]) is associated with a higher S value. They connected the temperature produced during MA to the reordering phenomena observed in the as-milled Ni-Al. However, substantial order was found in B2-NiAl alloys up to the melting temperature [61], and no solid evidence has been found thus far to support the theory that an order-disorder transformation takes place in this alloy. Because the B2 structure is stable over a large variety of compositions, NiAl is exceedingly difficult to disorder. In fact, it was found by Sumiyama et al. [62] that order could not be eliminated from NiAl when the cooling rate was greater than 108 K/sec. Furthermore, Mori et al. [63] processed NiAl at a very low temperature (15 K) using heavy ion bombardment, and they were able to show that this alloy is not disorderable. This intermetallic compound is a potential candidate for nuclear applications due to its remarkable radiation stability.
4.2.2 Structure of defects
It has been established that milling may result in several changes, including vacancies [64], dislocation activities [65,66,67,68,69], and atomic site interchange [65]. The milling of two metal powders allows for the exchange of atomic sites at this location. Furthermore, the existence of stacking faults has a major impact on the dislocation mobility and, in turn, the type of dislocation structure produced by the conventional deformation process. It should be mentioned that the intensity of the deformation determines the dislocation structure’s characteristics under specific deformation conditions [70]. Equations (7) and (4) were used to estimate the probability of stacking faults and the dislocation density as a function of milling times to put light on the specific characteristics of structural defects, i.e., the dislocation structure evolution during high-energy milling. Reliable values of the stacking faults probability were determined during milling due to a significant number of defects generated, as Fig. 6 illustrates. After 40 h of ball milling, an increase in the parameter α may be observed, reaching a reliable value of around 0.35%. Other authors have also used X-ray techniques to study stacking faults with accurate values in a variety of systems, including Cu-Co [71], Fe-Mn [72], Ni-Al and Fe-Al intermetallic compounds [73, 74]. The occurrence of stacking faults also indicates a notable rise in the dislocation density, ρD, following milling (Fig. 6). The dislocation density tendency exhibits a slight decrease in value for the 18-hour milling period, and then increases towards saturation for the final milling times, with values ranging from 6.33 × 1014 to 6.85 × 1014 m− 2, for the 30 and 40-hour milling times, respectively. The interaction of dislocations and GBs can account for these two steps of the reduction and steady-state saturation values. The dislocations reorganize to form low-angle barriers at a specific lattice strain level because GBs are known to act as obstacles to dislocation motion, which lowers its density.

Dependence of the dislocation density and Stacking fault probability characteristics of the MA-NiAlB mixture powders on the milling time
According to Eckert et al. [75], the dynamic recovery process that occurs during milling is responsible for the creation of a nanocrystalline structure. The substantial crystallite size refinement requires a high initial dislocation density. Yet quantifiable stored energy, Es, is primarily related to the defect recovery of MA samples, which consists of only two aspects: the lattice defects that are not in equilibrium inside grains and GBs. The elastic energy of the dislocations located within the grains makes up the majority of the former contribution, while the structural and compositional divergence from the inner part of the grains in the GB regions is the primary source of the latter. Table 1 provides the estimated values of Es from Eq. (5). In the sense of amount, the stored energy linked to an 8-hour milling process at a dislocation density of 2.35 × 1014 m− 2 was 26.48 J/mol, and a 40-hour milling process at a dislocation density of 6.85 × 1014 m− 2 was 67.56 J/mol. Similar to dislocation density, the development of the stored energy, Es, increased as the mechanical alloying duration increased.
4.3 Thermal analysis
The (DSC) curves for the powders MA-Ni60Al47B3 as a function of milling times are shown in Fig. 7. The whole temperature range between 323 and 923 K is covered by a number of overlapping exothermic peaks, which are designated as (1), (2), (3), (4), and (5). All of these changes are irreversible; that is, no more changes are found when the same specimen is subjected to a second heating DSC scan. These follow-up scans, which were carried out without modifying the sample, served as a baseline for calculating the total enthalpy output by integrating the peak area. Based on information from the literature, an attempt was made to identify the exothermic events that contribute to the different calorimetric signals that appear complex.

DSC curves of the MA-Ni60Al47B3 powders as a function of milling times
After 8 h of milling, a small endothermic peak at T = 910 K is evident (Encircled in Yellow in Fig. 7), indicating that the Al melted while it was still free and did not diffuse into the Ni matrix resulting in the Ni(Al) solid solution. This validates the XRD finding, which shows that after 8 h of milling, Al is still present and disappears totally after 18 h. Further, it is important to note that this melting point of Al element (910 K) is approximately 23 K lower than the bulk value (933 K). As previously reported, grain refining actually has a major impact on the melting point decrease in Al powder; Al grains with finer grains melt at more rapidly [76].
The present result is consistent with previous reports [26, 77,78,79] for NiAl milled powders. The more intense peak (labeled (3); at 783 K for 8 h milling) can be associated with the simultaneous evolution of reordering and grain growth. The larger peak has a shoulder at the left, at the temperature 655.88 K and labeled (2), probably linked to the restoration of short-range order (SRO) and/or to the Curie transformation of the metal Ni (Estimated value Tc for pure Ni is 631.28 C ± 0.04 [80]). The low-temperature process at 521 K (labeled (1)) [26, 77, 81] may be related to the structural relaxation of the disordered solid solution NiAl(B) formed during milling. It was demonstrated that annealing the milled powder at low temperatures (∼530 K, slightly above peak (1)) did not result in any detectable changes to the structure or microstructure [26, 77]. Furthermore, annealing above the temperature of the large peak (3) (∼800 K, slightly above peak (3)) had an impact on the microstructure and structure by creating a disorder-order transition, which in turn led to grain growth (as indicated by the size of the crystallites). Regarding the amount of enthalpies, after 8 h of milling, the first peak (1) and the second peak (2) rise with a ΔH of -0.70 kJ/g and − 0.18 kJ/g, respectively. At the same time, the large peak (3) rises with a ΔH of -2.34 kJ/g.
At the same conditions, DSC experiments were conducted at samples milled for 18, 30, and 40 h to observe the impact of mechanical milling on the form of the DSC curves and, in turn, on the evolution of exothermic processes. First, we noticed that the temperatures of the exothermic transitions (1), (2), and (3) are shifting towards lower temperatures. For instance, after 18 h, peak (1) shifts from 521 K to 516 K, while the large peak (3) shifts from 783 K to 765.52. This shift can be explained by the microstructure gradually becoming more refined due to plastic deformation driven by high-energy mechanical milling. Second, we observed an increase in the measured enthalpy release with milling duration. For instance, after 8 h of milling, the huge peak (3) increases from 2.34 kJ/mol (after 8 h milling) to around 25 kJ/mol after 18 h of milling. Thus, it is impossible to ignore the role that grain growth plays in this enthalpy release. Various authors report that in nanocrystalline elemental powders, the enthalpic contribution from grain development exhibits values that are twice as high as those predicted from the enthalpy stored in the fully equilibrated grain boundaries of such a refined microstructure.
Higher milling periods (30 and 40 h) result in a more complex shape for the related DSC curves, which appears to be a broad peak representing the overlap of four or more exothermic transformations (Figs. 7 and 8). At a temperature of 853 K, a peak labeled as (4) is visible for the sample milled for 30 h (Fitted for 40 h, Fig. 8). This peak may be associated with the significant volume proportion of structural defects, mainly dislocation defects, disappearing [26, 82]. Dislocation annihilation and recovery in terms of reordering are considered to be related phenomena that might occur at the same time and temperature.

Fitted DSC curves of the MA-Ni60Al47B3 powders milled for 18 (a) and 40 h (b) of milling
5 Conclusion
In the current study, the mechanical alloying synthesis process was used to produce B2-Ni-47Al-3B alloy powder. The structure, microstructure, and thermal characteristics of the prepared powder particles were studied by the use of X-ray diffraction, scanning electron microscopy, and differential scanning calorimetry. The final product was a nanocrystalline partially ordered B2-Ni-47Al-3B with an average crystallite size of 10 nm, a lattice strain of 0.75%, and an LRO parameter of 0.57. The formation of the nanostructured phase is intimately related to the increase of dislocation density (ρD∼8.56 × 1014 m− 2) and the accumulation of stacking faults (α∼0.37%). Calorimetric studies as a function of milling time confirm the coexistence of overlapping exothermic peaks that spread over the whole temperature range from 423 to 923 K characteristic of reordering and crystallization processes associated with the disordered NiAlB phase.
Data availability
The raw data will be made available on reasonable request.
References
P. Duwez, R.H. Willens, W. Klement, Continuous series of metastable solid solutions in Ag-Cu alloys. J. Appl. Phys. 1960, 31(6),1136–1137
C. Suryanarayana, Mechanical alloying and milling. Prog Mater. Sci. 46(1–2), 1–184 (2001)
M. Khitouni, A.W. Kolsi, N. Njah, The effects of boron additions on the disordering and crystallite refinement of Ni3Al powders during mechanical milling. Ann. De Chim. Sci. Des. Matériaux. 28, 17–29 (2003)
F. Hadef, A. Otmani, A. Djekoun, J.M. Grenèche, Structural and microstructural study of Nanostructured Fe50Al40Ni10 powders produced by mechanical alloying. Mater. Charact. 62, 751–759 (2011)
E. Gaffet, Le G. Caër, Mechanical Processing for Nanomaterials Encyclopedia of Nanoscience and Nanotechnology (Edited by H.S. Nalwa) vol. X, 2004, 1–39
R. Daly, M. Khitouni, A.W. Kolsi, N. Njah, The studies of crystallite size and microstrains in aluminum powder prepared by mechanical milling. Phys. Status Solidi C 3(9), 3325–3331 (2006)
T. Bachaga, R. Daly, L. Escoda, J.J. Suñol, M. Khitouni, Amorphization of Al50(Fe2B)30Nb20 mixture by mechanical alloying. Metall. Mater. Trans. A 44, 4718–4724 (2013)
M. Khitouni, R. Daly, M. Mhadhbi, A.W. Kolsi, Structural evolution in nanocrystalline Cu obtained by high-energy mechanical milling: phases formation of copper oxides. J. Alloys Compd. 475, 581–586 (2009)
N. Hasnaoui, A. Hafs, T. Hafs, F. Bendjedaa, Structural, microstructural characterization and magnetic properties of Nanocrystalline Fe-10wt.%Pb alloy powders synthesized by mechanical alloying process. J. Alloys Compd. 899, 163338 (2022)
H. Ibn Gharsallah, M. Azabou, L. Escoda, J.J. Suñol, I. López, N. Llorca-Isern, M. Khitouni, The magnetic and structural properties of nanostructured (Fe75Al25)100–xBx alloys prepared by mechanical alloying. J. Alloys Compd. 729, 776–786 (2017)
S.C. Deevi, V.K. Sikka, C.T. Liu, Processing, properties and applications of nickel and iron aluminides. Progr Mater. Sci. 42, 177–192 (1997)
W. Hu, T. Weirich, B. Hallstedt, H. Chen, Y. Zhong, G. Gottstein, Interface structure, chemistry and properties of NiAl composites fabricated from matrix-coated single-crystalline Al2O3 fibers (sapphire) with and without an hBN interlayer. Acta Mater. 54, 2473–2488 (2006)
W. Hu, W. Wunderlich, G. Gottstein, Interfacial chemical stability during diffusion bonding of Al2O3-fibres with Ni3Al-and NiAl-matrices. Acta Mater. 44(6), 2383–2396 (1996)
M. Kiyotaka, K. Toshiki, K. Masayuki, Microstructure and mechanical properties of NiAl intermetallic compound synthesized by reactive sintering under pressure. J. Mater. Process. Tech. 63, 298–302 (1997)
D. Piechowiak, A. Kania, N. Łukaszkiewicz, A. Miklaszewski, Properties and Microstructure Evaluation in NiAl-xWC (x = 0 – 90 wt.%) Intermetallic-Based Composites Prepared by Mechanical Alloying. Materials. 2023, 16(5), 2048
J.Y. Hu, S. Zhang, L.J. Zhang, F. Peng, H.L. Zhao, F. Qiu, Microstructure Refinement and Work-Hardening Behaviors of NiAl Alloy Prepared by Combustion Synthesis and Hot Pressing Technique, Metals 2023, 13, 1143
J. Zhou, J.T. Guo, Effect of Ag alloying on microstructure, mechanical and electrical properties of NiAl intermetallic compound. Mater. Sci. Eng. A 339, 166–174 (2003)
J. Song, W. Hu, G. Gottstein, Long-term stability and mechanical properties of Al2O3–NiAl composites reinforced with partially fragmented long fibers. Mater. Sci. Eng. A 528(25–26), 7790–7800 (2011)
L. Sheng, J. Guo, H. Ye, Microstructure and mechanical properties of NiAl– cr(Mo)/Nb eutectic alloy prepared by injection-casting. Mater. Des. 30, 964–969 (2009)
C. Suryanarayana, N. Al-Aqeeli, Mechanically alloyed nanocomposites. Prog Mater. Sci. 58(4), 383–502 (2013)
R. Darolia, W. Walston, R. Noebe, A. Garg, B. Oliver, Mechanical properties of high purity single crystal NiAl. Intermetallics. 7, 1195–1202 (1999)
M.S. Choudry, M. Dollar, J.A. Eastman, Nanocrystalline NiAl-processing, characterization and mechanical properties. Mater. Sci. Eng. A 256, 25–33 (1998)
S.X. McFadden, R.S. Mishra, R.Z. Valiev, A.P. Zhilyaev, A.K. Mukherjee, Low-temperature superplasticity in nanostructured nickel and metal alloys. Nature. 398, 684–686 (1999)
K. Konopka, J. Zygmuntowicz, M. Krasnowski, K. Cymerman, M. Wachowski, P. Piotrkiewicz, Pulse plasma sintering of NiAl-Al2O3 Composite Powder produced by mechanical alloying with contribution of nanometric Al2O3 powder. Materials. 15, 407 (2022)
F.E. Heredia, D.P. Pope, Effect of boron additions on the ductility and fracture behavior of Ni3Al single crystals. Acta Metal Mater. 39(8), 2017–2026 (1991)
M. Khitouni, N. Njah, D. Gilbon, The effect of boron on the reordering of Ni3Al powders produced by filing. Scripta Mater. 50(1), 77–81 (2004)
I. Baker, B. Huang, E.M. Schulson, The effect of boron on the lattice properties of Ni3Al. Acta Metal. 36(3), 493–499 (1988)
A. Bardelcik, C.P. Salisbury, S. Winkler, M.A. Wells, M.J. Worswick, Effect of cooling rate on the high strain rate properties of boron steel. Int. J. Impact Eng. 37(6), 694–702 (2010)
M. Krasnowski, S. Gierlotka, T. Kulik, NiAl-B composites with nanocrystalline intermetallic matrix produced by mechanical alloying and consolidation. Adv. Powder Technol. 30, 2742–2750 (2019)
D.A. Fadare, T.G. Fadara, O.Y. Akanbi, Effect of Heat Treatment on Mechanical Properties and microstructure of NST37-2 steel. J. Min. Mater. Char Eng. 10, 299–308 (2011)
V.C. Uvaraja, N. Natarajan, Optimization of friction and wear behavior in hybrid metal matrix composites using Taguchi technique. J. Min. Mater. Char Eng. 11(8), 757–768 (2012)
L. Lutterotti, C.P.D. MAUD, Newsl. (IUCr) 24 (2000)
H.M. Rietveld, J. Appl. Crystallogr. 2, 65 (1996)
G.K. Williamson, W.H. Hall, X-ray line broadening from filed aluminum and wolfram. Acta Metall. 1, 22–31 (1953)
N.C. Halder, C.N. Wagner, Analysis of the broadening of powder pattern peaks using variance, integral breadth, and fourier coefficients of the line profile. Adv. X-ray Anal. 9, 91–102 (1966)
A. Mallah, F. Al-Thuwayb, M. Khitouni, A. Alsawi, J.J. Suñol, J.M. Greneche, M.M. Almoneef, Synthesis, Structural, and magnetic characterization of superparamagnetic Ni0.3Zn0.7Cr2 – xFexO4 oxides obtained by Sol-Gel Method. Crystals. 13, 894 (2023)
I.V. Aleksandrov, R.Z. Valiev, Studies of Nanocrystalline materials by X-ray diffraction techniques. Phys. Met. Metallogr. 77(6), 77–87 (1994)
M. Mhadhbi, M. Khitouni, L. Escoda, Suñol, J.J. X-ray studies of structure defects in nanostructured FeAl alloy. Mater. Lett. 64(16), 1802–1805 (2010)
I.C. Noyan, J.B. Cohen, Residual Stress: Measurement by Diffraction and Interpretation (Springer-Verlag New York Inc., 1987). https://doi.org/10.1007/978-1-4613-9570-6
C. Kuhrt, L. Schultz, Formation and magnetic properties of nanocrystalline mechanically alloyed Fe-Co and Fe‐Ni. J. Appl. Phys. 73, 6588 (1993)
A. Révész, T. Ungar, A. Borbely, J. Lendvai, Dislocations and grain size in ball-milled iron powder. Nanostructured Mater. 7(7), 779–788 (1996)
Z. Chuan-Hui, H. Shuo, S. Jiang, C. Nan-Xian, Chen’s lattice inversion embedded-atom method for Ni Al alloy. Chin. Phys. B 21(11), 113401 (2012)
S.V. Raju, A.A. Oni, B.K. Godwal, J. Yan, V. Drozd, S. Srinivasan, J.M. LeBeau, K. Rajan, S.K. Saxena, Effect of B and cr on elastic strength and crystal structure of Ni3Al alloys under high pressure. J. Alloys Compd. 619, 616–620 (2015)
A.I. Salimon, A.M. Korsunsky, A.N. Ivanov, The character of dislocation structure evolution in nanocrystalline FCC Ni-Co alloys prepared by high-energy mechanical milling. Mater. Sci. Eng., a 271, 196–205 (1999)
J. Jordar, S.K. Pabi, B.S. Murty, Milling criteria for the synthesis of nanocrystalline NiAl by mechanical alloying. J. Alloys Compd. 429, 204–210 (2007)
N. Khitouni, R. Daly, L. Escoda, N. Llorca-Isern, J.J. Suñol, M. Dammak, M. Khitouni, The Effect of B and Si additions on the structural and magnetic behavior of Fe-Co-Ni Alloy prepared by high-energy mechanical milling. J. Supercond. Novel Magn. 33, 2727–2735 (2020)
J. Häglund, A.F. Guillermet, G. Grimvall, M. Körling, Theory of bonding in transition-metal carbides and nitrides. Phys. Rev. B 48(16), 11685 (1993)
F.M. Mulder, B. Assfour, J. Huot, T.J. Dingemans, M. Wagemaker, A.J. Ramirez-Cuesta, Hydrogen in the metal – organic framework cr MIL-53. J. Phys. Chem. C 114(23), 10648–10655 (2010)
R.W.G. Wyckoff, Second, edition. Interscience Publishers, New York, New York Note: CsCl structure, cesium chloride structure, Crystal Structures, 1963, 1, 85–237
R. Gumeniuk, H. Borrmann, A. Leithe-Jasper, Refinement of the crystal structures of trinickel boron, Ni3B, and tripalladium boron, Pd3B. Z. für Kristallographie-New Cryst. Struct. 221(1–4), 425–426 (2006)
E.E. Havinga, H. Damsma, Compounds and pseudo-binary alloys with the CuAl2 (C16)-type structure III. Stability and competitive structures. J. Less Common. Met. 27(3), 269–280 (1972)
M. Nazarian-Samani, A. Reza Kamali, M. Mobarra., Nazarian-Samani, Phase transformations of Ni-15 wt.% B powders during mechanical alloying and annealing. Mater. Lett. 64, 309–312 (2010)
N. Khitouni, W. Ben Mbarek, A. Guittoum, J.J. Suñol, M. Khitouni, M. Azabou, X-Ray diffraction and Mössbauer studies of Nanostructured Ni40Fe60 powder: structure defects and Hyperfine structure. J. Supercond Nov Magn. 35, 3439–3446 (2022)
C. Suryanarayana, Mechanical Alloying and Milling (Marcel Dekker, New York, 2004)
L. Lu, M.O. Lai, S. Zhang, Evolution and characterization of a Ni3Al intermetallic compound during mechanical alloying. Mater. Des. 15, 79–86 (1994)
M.H. Enayati, Z. Sadeghian, M. Salehi, A. Saidi, The effect of milling parameters on the synthesis of Ni3Al intermetallic compound by mechanical alloying. Mater. Sci. Eng. A, 2004, 375–377, 809–811
M. Mhadhbi, M. Khitouni, L. Escoda, J.J. Sunol, M. Dammak, Characterization of Mechanically Alloyed Nanocrystalline Fe(Al): Crystallite Size and Dislocation Density. J. Nanomater. 2010, 2010, 712407
T. Khelfa, M. Mhadhbi, N. Khitouni, T. Bachagha, J.J. Sunol, M. Khitouni, Effect of high-energy ball milling on the structural and magnetic behavior of Fe60Al40 Alloy. J. Mater. Eng. Perform. (2023). https://doi.org/10.1007/s11665-023-08438-8
S.K. Pabi, B.S. Murty, Mechanism of mechanical alloying in Nisingle bondAl and Cusingle bondZn systems. Mater. Sci. Eng. A 214, 146–152 (1996)
J. Joardar, S.K. Pabi, B.S. Murty, Milling criteria for the synthesis of nanocrystalline NiAl by mechanical alloying. J. Alloys Compd. 429, 204–210 (2007)
G.K. Dey, Physical metallurgy of nickel aluminides. Sadhana. 28, 247–262 (2003)
K. Sumiyama, Y. Hirose, Y. Nakamura, Magnetic and electrical properties of nonequilibrium Ni–Al produced by vapor quenching. Phys. Status Solidi. 114, 693–704 (1989)
H. Mori, H. Fujita, M. Tendo, M. Fujita, Amorphous transition in intermetallic compounds induced by electron irradiation. Scr. Metall. 18, 783–788 (1984)
G. Liang, J. Huot, R. Schulz, Hydrogen storage properties of the mechanically alloyed LaNi5-based materials. J. Alloys Compd. 320(1), 133–139 (2001)
L.Z. Zhao, J.T. Guo, T.D. Jiang, S.H. Wang, J. Mater. Sci. Lett. 384(1–2), 125–130 (2004)
M. Mhadhbi, M. Khitouni, L. Escoda, J.J. Suñol, X-ray studies of structure defects in nanostructured FeAl alloy. Mater. Lett. 64, 1802–1805 (2010)
T. Ungár, A. Borbèly, G.R. Goren-Muginstein, S. Berger, A.R. Rosen, Nanostr Mater. 11(1), 103–113 (1999)
Y.H. Zhao, H.W. Sheng, K. Lu, Acta Mater. 49, 365–375 (2001)
F.A. Mohamed, A dislocation model for the minimum grain size obtainable by milling. Acta Mater. 51, 4107–4119 (2003)
N.A. Koneva, E.V. Kozlov, L.I. Trishkina, E.E. Pekarskaya, Thermodynamics of substructure transformations under plastic deformation of metals and alloys. Mater. Sci. Eng. A 234, 614–616 (1997)
F.W. Gayle, F.S. Biancianello, Stacking faults and crystallite size in mechanically alloyed Cu-Co. Nanostr Mat. 6, 429 (1995)
V.S. Tcherdyntsev, S.D. Kaloshkin, I.A. Tomilin, E.V. Shelekhov, Y.V. Baldokhin, The structure transformations in mechanically Alloyed Fe-Mn and Fe-Co composition. Mater. Sci. Forum, 1998, 269–272, 145
S. Gialanella, L. Lutterotti, Mater. Sci. Forum, 1995, 179–181, 59
S. Gialanella, F. Marino, Effect of microstructure on thermal expansion behaviour of nanocrystalline metallic materials. J. Mater. Sci. 45, 824–830 (2010)
J. Eckert, L. Schultz, K. Urban, Formation of quasicrystals by mechanical alloying. Appl. Phys. Lett. 55, 117 (1989)
M. Mhadhbi, M. Khitouni, M. Azabou, A.W. Kolsi, Characterization of Al and Fe nanosized powders synthesized by high energy mechanical milling. Mater. Charact. 59, 944–950 (2008)
J.S.C. Jang, C.C. Koch, Amorphization and disordering of the Ni3Al ordered intermetallic by mechanical milling. J. Mater. Res. 5, 498 (1990)
S. Gialanella, R.W. Cahn, J. Malagelada, S. Suriñach, M.D. Baró, A.R. Yavari, Kinetics of Ordering Transformations in Metals, ed. by H. Chen, V.K. Vasuderan, TMS, 1992, 1, 161–175
S. Suriñach, J. Malagelada, M.D. Baró, Calorimetric analyses of mechanically alloyed Ni3Al-based powders. Mater. Trans. JIM. 36(2), 341–350 (1995)
S.R. Harris, D.H. Pearson, C.M. Garland, B. Fultz, Chemically disordered Ni3Al synthesized by high vacuum evaporation. J. Mater. Res., 1991, 6, 2019
B. Legendre, M. Sghaier, Curie temperature of nickel. J. Therm. Anal. Calorim. 105, 141–143 (2011)
M.D. Baro, S. Surinach, J. Malagelada, M.T. Clavaguera-Mora, S. Gialanella, R.W. Cahn, Kinetics of reordering of Ni3Al disordered by ball-milling. Acta Metall. Mater. 41, 1065 (1993)
Funding
We know of no conflicts of interest associated with this manuscript and there has been no significant financial support for this work that could have influenced its outcome.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
We declare that they have no conflicts of interest to declare.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Alsulami, A. Characterizations of the B2-Ni-Al(B) ordered alloy produced by high-energy mechanical alloying process: microstructure and thermal behaviors. emergent mater. (2024). https://doi.org/10.1007/s42247-024-00837-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42247-024-00837-4