
Abstract
The goal of this study is to investigate the feasibility of bio-oil from empty fruit bunches (EFB) as bio-based adhesive materials for bamboo plywood using thermochemical liquefaction technology. There have been a lot of studies on the application of bio-based adhesive in soft and hard plywood; however, there are limited of research on the comparability of EFB bio-based adhesive in the manufacturing of bamboo plywood. The experiment is conducted on a bench-scale where EFB was liquefied in the availability of phenol, using sulfuric acid as a catalyst at temperature 250 °C. Resinification is conducted under diverse working circumstances (temperature, time, and catalyst loading). The presence of common compounds found in commercial adhesives in considerable amounts in EFB bio-oil, such as aromatic hydrocarbon (22.78%), phenol (24.78%), and diethyl phthalate (17.67%), supports the implementation of EFB bio-oil as a bio-based adhesive. The effect of resinification reaction parameter (temperature, time, and catalyst loading) do not show much difference on the solid content and pH values; however, it shows great effect on the viscosity. The bonding strength results of the bamboo plywood shows optimal conditions for liquefaction were established at reaction temperature 85 °C, reaction time 1 h 30 min, and 0.5g of catalyst loading.
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
As one of the world’s leading plywood manufacturers, Malaysia consumes a significant amount of phenol formaldehyde adhesive [1]. In this way, the use of lignin-derived phenolic derivatives for the production of phenolic resins from biomass can help to reduce the reliance on petroleum-based phenol. Besides that, lignin-derived phenolic derivatives are not harmful to human health compared to the commercial phenol as it contained antioxidant compounds such as structural polymers (lignin), attractants (flavonoids and carotenoids), UV screens (flavonoids), signal compounds (salicylic acid and flavonoids), and defense response chemicals (tannins and phytoalexins). Palm oil refineries are a major part of the country’s agricultural sector. The Malaysian Palm Oil Board (MPOB) estimates that 5.2 million hectares of palm trees were cultivated in 2013 in Malaysia. Approximately 70–80 million tons of empty fruit bunches (EFB) are produced each year as a byproduct of palm oil extraction (MPOB, 2020) [2]. This has led to the development of a number of technologies for using EFB fibers for value added goods such pulp and composite board, activated carbon, and bio-oil. Bio-based phenol formaldehyde resin have been explored by many researchers for the past few years due to its distinctive characteristics and excellent performance which can be adopt as a replacement to the commercialized phenol formaldehyde (PF) resin [3]. Bio-oil extracted from lignocellulosic biomass has been used mostly as substitution for phenol as it possesses large number of phenolic compounds. The phenolic structure of lignin in lignocellulosic biomass is quite similar with the commercial phenol, so it can be used as a partial substitute for phenol in the production of bio-based PF resin [4]. Phenol formaldehyde resins gained from the reaction between phenol and formaldehyde. The type of resins depending on the chemical structure of the raw materials, molar ratio of formaldehyde to phenol (F/P), duration of the process, and the catalyst ratio [5]. Previous research revealed that the preparation of phenolic resin is usually conducted at F/P molar ratio range of 1.8 to 2.2, catalyst ratio of 0.5 to 0.7, and duration of 1 to 4 h. The optimum conditions for the preparation of phenolic resin are commonly determined by studying the properties of the resin such as pH, viscosity, and gel time [6].
The advantages of phenolic resin are it allows substrates to joint with different type of sizes and shapes. Furthermore, the application of phenolic resin as bonding material does not cause any deformation to the materials [7]. Besides that, PF resin also reduces the manufacturing cost and improves the esthetics feature of the product [8]. Phenolic composite materials cover a variety of industrial sectors including wood adhesive, molding compound, insulation, laminates, paper impregnation, and coatings. Phenolic resin is used widely in molding compound which also known as Bakelite. It is favorably used for various purposes due to the excellent water resistance, heat resistant, and dimensional stability [9].
There are two classes of adhesive, resole and novolac adhesives. Resoles adhesive are adhesive that are produces through polymerization process in the presence of base catalyst, while novolacs adhesive are adhesive are obtained from acid catalyzed polymerization process [10]. Resole type resin is mostly preferred compared to novolac resin due to its capability to form a cross-linked network without the necessity of additional curing agents which has toxic effect that can give impact to the environment which is in contrast to novolac resin [11]. PF resin is a type of resole adhesive that are mostly applied in wood-based composites industry. It is preferred as its high grip force and cost effective [12]. Phenolic resin has been used mainly as wood adhesive in the structural of wood-based composites [13].
Most studies have chosen thermochemical conversion method by implemented various reaction conditions to break the bonds of organic matter into valuable chemical products. This comprises pyrolysis, liquefaction, gasification, and combustion processes [14]. Bio-oil is one of the main valuable products as it contains high number of phenolic compounds. Bio-oil can be used as replacement for phenol in the synthesis of bio-based phenol formaldehyde (BPF) resin by using several techniques such as using bio-oil extracted from pyrolysis of lignin, using pyrolytic lignin gained after fractionation of bio-oil or by using the whole bio-oil [15]. BPF resin is prepared by mixing different weight proportions of bio-oil with commercialized PF resin. A lot of studies have explored the application of bio-based adhesive on the soft and hard types plywood; however, there have been scarce of research done on bamboo plywood. Bamboo trees are a species that are numerous, have a high rate of growth, and do not cause significant damage to the environment or loss of biodiversity. Bamboo plywood is an option that is environmentally friendly, long-term, and sustainable, and it has very little impact on our world’s environment [16]. Besides that, there are less research focusing on the effect of resinification time, temperature, and catalyst loading on the physical characterization of bio-based phenol formaldehyde.
2 Experimental
2.1 Materials
EFB fibers was collected from United Oil Palm Mill Sdn. Bhd. Empty palm fruit bunch (Elaeis guinnensis) was grinded to fine powder in the laboratory. The particles were oven-dried for 8 h at 200 °C in an air-circulated oven to eliminate any excess moisture. The commercial phenolic resin used as a comparison in this study was supplied by Sigma-Aldrich company. All chemicals utilized in this experiment are listed in Table 1. Bamboo plywood was supplied by a local wood company.
2.2 Liquefaction of EFB
EFB fibers were liquefied in accordance with a previously described method, but with a few modifications. EFB fibers were first dried at 105 °C for 24 h in an oven. Sulfuric acid (3% by weight of phenol) was used as a catalyst to liquefy the EFB fibers. This was accomplished with a weight ratio of 3:1 phenol to EFB. The solution was poured into a flask fitted with a magnetic stirrer, cooling condenser, thermometer, and silicone oil bath. Liquefaction of EFB was carried out at 250 °C for 2 h. Excess distilled water and a vacuum filter were used to wash the mixture and remove any impurities. Excess acetone was used to dissolve the filtrate. The filtrate was collected and dissolved in acetone excess. The solution was then filtered to remove the EFB residue, and the weight of the solid residue left was noted. A rotary evaporator was used to remove the excess acetone from the soluble part for 1 h at 80 °C. The phenolated EFB then undergoes resinification process.
2.3 BPF resin synthesis
After obtaining the phenolic oil from the liquefied EFB, resinification process was carried out to produce adhesive. Phenolated EFB was mixed with ethanol, alkaline catalyst (NaOH), and formaldehyde and was poured into the flask. The solution was heated in silicone oil bath under continuous stirring. Following the completion of the resinification reaction, the system was cooled to room temperature. The ethanol in the flask was extracted using an air-circulated oven at 60 °C and lowered pressure to yield a viscous, dark reddish-brown liquid (PEPFB-formaldehyde). The viscosity, solid content, and pH value of the resinification product were studied in relation to the effects of resinification time, temperature, and catalyst loading which was done using one-factor-at-time (OFAT). Table 2 summarizes the PF resin formulation procedure used in the present study. The adhesive gained from the resinification procedure was then applied to the bamboo plywood and its adhesive strength was determined.
2.4 Characterization of liquified EFB
The organic compound in the liquefied EPFB is determined by gas chromatography mass spectrometry (GCMS). Gas chromatography analysis of phenolic resin were carried out in a variant GCMS Instruments analyzer under 500 °C, heating rate of 30 °C min−1, and cracking time of 40 min. Physical properties of the liquefied EFB were also determined such as viscosity, pH, solid contents, and free formaldehyde level. The viscosity and pH were determined using viscometer and pH meter. Solid content was determined from the residue after filtering the bio-oil through a polyether sulfone syringe filter. Free formaldehyde content was determined using automated titration in accordance to ISO 11402.
2.5 Characterization of bio-based phenol formaldehyde resin
The PF resin acquired was evaluated using gas chromatography mass spectroscopy (GC-MS) and bonding strength test. Bonding strength test done on Zwick universal test machine. Other parameters measured are viscosity, solid content, and pH value.
2.6 Evaluation of PF resin bonding strength
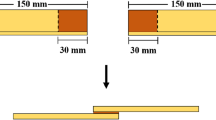
Bamboo plywood was cut into pieces (3 mm thick, 25.4 mm wide, and 108 mm long), oriented perpendicular to the wood grain. The specimen dimensions are shown in Fig. 1. One week of conditioning at 20 °C and 50% relative humidity was required before the plywood could be used. The phenol formaldehyde resin and commercialized PF resin were used to join the two layers of birch plywood specimens before testing the bonding strength test using the Zwick universal test machine. The adhesives were coated to a 25.4 mm × 25.4 mm patch on one side of the bamboo plywood strip. On a firm basis, the spread rate of the adhesives was between 0.025 and 0.035 g/cm2. The adhesive-coated region of the bamboo plywood strip was then overlaid with the uncoated sides. The resultant two-layered lap shear sample was hot pressed for 3 min at 160 °C with a thickness control of 4.5 mm. The specimens were examined for shear strength after cooling and conditioning. Minimum of 10 replicates were prepared.

The specimen dimensions
3 Results and discussion
3.1 Characterization of liquified EFB
3.1.1 Physical characterization
After liquefaction of EPFB, bio-based phenolic resin is obtained. The appearance, odor, viscosity, pH value, solid content, and free formaldehyde concentration of the bio-based phenolic oil were measured and are presented in Table 3. Qualitative observations were used to evaluate the appearance and odor of the bio-based phenolic resin obtained from the liquefaction of EPFB. The results indicate that bio-based phenolic resin is a dark brown liquid with a pungent odor, and the outcome produced is identical to that of pure phenolic resin. The viscosity and pH value are 0.82 and 3.42 respectively which is closed compared to the pure phenolic resin. The solid content of phenolic oil is the proportion of non-volatile substance present. Pure phenolic resin typically contains roughly 50% solids content. The resulting result indicates only 39.88% solid material presence. Due to the unreacted phenol evaporating during the heating period, the bio-phenol resin may have a lower non-volatile concentration.
Formaldehyde is a hazardous substance found in phenolic resins. Its quantification is essential to the phenolic resin’s characterization. Formaldehyde concentration in phenolic resins can be identified and quantified by derivatization using 2,4-dinitrophenylhydrazine (DNPH) which is performed using gas chromatography (GCMS). The acceptable level of free formaldehyde in phenolic resin is less than 0.2%. The GCMS results indicate that the bio-based phenolic resin’s free formaldehyde level is 0.1%, which is safe.
3.1.2 Chemical characterization
Gas chromatography analysis of phenolic resin were carried out in a variant GCMS Instruments analyzer under 500 °C, heating rate of 30 °C min−1, and cracking time of 40 min. The result is displayed in Fig. 2. Table 4 provides a summary of the discovered chemicals and their relative area percentage for the key compounds. The relative area percent for each compound was calculated by dividing the specific chemical’s chromatographic area by the total area of the 50 biggest detected peaks. Only the relative concentration of the specified component among the volatile fraction of the degraded lignin that was able to pass through the GC column is shown in the area percent value as depicted in Fig. 2. The bio-based phenolic oil contains ester, phenolic derivatives, alcohol, and a carboxylic acid component, as determined by GCMS analysis. The majority of the identified esters are ethyl esters with carboxylic acids. The esters may result from the esterification of ethanol with lignin-derived intermediates [17]. Both cleavage of ether linkages and the side chains of lignin can result in the existence of an alcohol molecule. The largest group consists of monomeric phenolic compounds and derivatives, such as phenolic groups with short-chain alkane replacements such as –methyl, –ethyl, –methyl ethyl, and propyl. Phenolic compound (24.78%) shows the highest percentage compared to other chemical compound and thus makes bio-based phenolic oil as a good alternative to be used as an adhesive. The second highest compound detected was benzene, 1,2,3-trimethoxy-5-methyl (22.78%), which is a type of aromatic compounds. The existence of aromatic compounds in the commercial adhesive proven that liquified EFB has the potential to be a substitute as bio-based adhesive. In addition, the presence of diethyl phthalate in high concentrations (17.67%) validates the concept of a potential bio-based adhesive derived from liquified EFB due to the presence of this compound in commercial adhesives. The overall results obtained are consistent with several previous research [18].

Chromatogram of the bio-based phenolic resin produced from liquefaction
3.2 Characterization of bio-based phenol formaldehyde (BPF) resin
3.2.1 Physical characteristic
Table 5 shows the effect of resinification reaction parameters such as temperature, time, and catalyst loading) on the viscosity, solid content, and pH value. These results indicated that the viscosity, solid content, and pH value were changed by varying the reaction parameters. From the results, it shows that the difference of solid content and pH value is not significant. A study on the effect of liquified wood-based PF resin from other research also showed the same results as this study [19]. However, viscosity shows great difference when varying the reaction parameters. When the resinification temperature was raised from 75 °C to 90 °C, the viscosity rose. An increase in resinification temperature may have led to higher viscosity of resinification liquid as phenolic compounds’ reactivity with formaldehyde increased. This result is consistent with previous study where they claimed that the viscosity increased gradually at temperature 70 °C to 90 °C [20]. The viscosity increased slightly with increasing resinification time. The viscosity of the resole resin increased gradually from 14.03 to 20.21 when the time is increased from 30 min to 90 min. The result obtained is conducive with previous study where they deduce the viscosity of bio-oil from lignocellulosic biomass increased linearly with increasing time [21]. The viscosity decreased with increasing catalyst loading which cause increment in the dissolubility of resin and therefore reduce the viscosity of the bio-oil. The viscosity may affect the bio-based phenol formaldehyde resin performance in terms of its bonding strength. The bonding strength is strong at higher viscosity.
3.2.2 Chemical characteristic
After obtaining the phenolic oil from the liquefied EPFB, resinification process was carried out to produce adhesive at different operating condition which is temperature, time, and catalyst loading. A total of 27 samples were prepared, and every 9 samples are tested for GCMS and bonding strength test.
GCMS analysis was carried out to determine the highest phenol content in the adhesive when prepared at different operating conditions. The result from Fig. 3 shows that the highest phenol content presence was at temperature 85 °C, time 1 h, and 0.5 g catalyst loading. When the temperature increased, the lignin content decreased and thus resulted in higher percentage of phenol, but as the temperature is increased more, all of the lignin content has been degraded which resulted in the decreasing of phenol percentage. This is also the same for the time conditions. Catalyst loading played a significant role in affecting the amount of phenol content in the adhesive. When the catalyst loading increased from 0.5 g to 0.7 g, the percentage of phenol decreased significantly. A higher amount of catalyst loading promotes faster degradation of lignin. Thus, the higher the amount of catalyst loading, the faster the degradation of lignin, thus decreasing the percentage of phenol in the adhesive. Overall, the best operating conditions to prepare adhesive is at temperature 85 °C, time 1 h, and 0.5 g catalyst loading. The previous study gained optimal conditions at temperature 90 °C, time 1 h, and 0.6 g catalyst loading [22]. The result is a little bit different from this study, maybe due to the difference in the sample preparation and liquefaction process conditions.

Percentage of phenol content at different operating conditions
3.2.3 Bonding strength
Adhesive is applied on one side of the wood and overlapped with another. The resulting two-layered wood was hot pressed at 160 °C with speed 1.3 mm/min for 3 min. The woods were tested for bonding strength on a Zwick universal test machine. Force is applied on the wood until it breaks apart. Figure 4 shows the result of bonding strength test.

Bonding strength test results
The bonding strength of bamboo plywood specimens layered with adhesive were evaluated and illustrated in Fig. 4. The result shows that the highest bonding strength is at temperature 85 °C, time 1 h 30 min, and 0.5 g catalyst loading. Supposedly, the tensile strength should be higher at time 1 h because the amount of phenol is higher at this time according to the GCMS results. This may due to some errors during preparing plywood specimen.
4 Conclusions
Phenol formaldehyde resin which is widely used as wood adhesive has high cost as it depends on the petroleum price. In this research, EPFB liquefaction method is chosen as an alternative pathway to produce bio-based adhesive for application in manufacturing bamboo plywood. From the results, its shows that the characteristics of bio-based phenolic resin obtained are quite similar with the commercialized phenolic resin. Besides that, high amount of phenol presence in the bio-based phenol resin obtained from the EPFB liquefaction indicates that this method is suitable to be used to produce adhesive rather than extracting phenol from petroleum which is high in cost. Adhesive is produced using resinification process at different operating conditions (temperature, time, and catalyst loading). From the result, it shows that this parameter does not show significant effect on the pH and solid content but show huge effect on the viscosity. The best operating condition to prepare adhesive is at temperature 85 °C, time 1 h, and 0.5 g catalyst loading, based on the GCMS result as it shows the highest phenol content. However, the bonding strength result shows the optimum condition to prepare the adhesive is at temperature 85 °C, time 1 h 30 min, and 0.5 g catalyst loading, which is a bit different from optimal operating conditions from the GCMS result. This may due some errors during the preparation of plywood specimen. Overall, EFB liquified oil shows great results to be used as a replacement for production of bio-based adhesive.
References
R. Widyorini, T.S. Syamsudin, E.M. Alamsyah et al., Bonding strength of plywood bonded using phenol formaldehyde mixed with wood bark powder nanofiller. J.Ind. Acad. Wood Sci. 17(1), 21–33 (2020)
F.N.M. Padzil, S.H. Lee, Z.M.A.A. Ainun et al., Potential of oil palm empty fruit bunch resources in nanocellulose hydrogel production for versatile applications: A review. Materials 13(5), 1245 (2020)
P.R. Sarika, P. Nancarrow, A. Khansaheb et al., Bio-based alternatives to phenol and formaldehyde for the production of resins. Polymers 12(10), 2237 (2020)
S.F.K. Ahmad, U.F.M. Ali, K.M. Isa et al., Evaluation of phenol formaldehyde resin synthesized from sugarcane bagasse bio-oil under optimized parameters. J. Eng. Sci. Technol. 17(2), 1523–1531 (2022)
L. Kristak, P. Antov, P. Bekhta et al., Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: a review. Wood Mater. Sci. Eng. 2, 1–20 (2022)
H. Pan, Synthesis of polymers from organic solvent liquefied biomass: a review. Renew. Sust. Energ. Rev. 15(7), 3454–3463 (2011)
H. Siddiqui, N. Mahmood, Z. Yuan et al., Sustainable bio-based phenol-formaldehyde resoles using hydrolytically depolymerized kraft lignin. Molecules 22(11), 1850 (2017)
P. Antov, V. Savov, N. Neykov et al., Sustainable bio-based adhesives for eco-friendly wood composites. A review. Wood Resour. 65(1), 51–62 (2020)
Y. Celikbag, M. Nuruddin, M. Biswas et al., Bio-oil-based phenol–formaldehyde resin: comparison of weight-and molar-based substitution of phenol with bio-oil. J. Adhes. Sci. Technol. 34(24), 2743–2754 (2020)
P.Y. Kuo, N. Yan, N. Tratnik et al., Applications of bark for bio-based adhesives and foams. Phys. Sci. Rev. 3(7), 1–27 (2018)
X. Liu, K. Wang, Q. Gao, W. Zhang et al., Bioinspired design by gecko structure and mussel chemistry for bio-based adhesive system through incorporating natural fibers. J. Clean. Prod. 236, 117591 (2019)
D. Dukarska, R. Czarnecki, D. Dziurka et al., Construction particleboards made from rapeseed straw glued with hybrid pMDI/PF resin. Eur. J. Wood Wood Prod. 75(2), 175–184 (2017)
S.F. Kabir Ahmad, U.F. Md Ali, K. Md Isa et al., Study on characterization of bio-oil derived from sugarcane bagasse (Saccharum barberi) for application as biofuel. Clean Energy 6(2), 1062–1069 (2022)
P. Bekhta, J. Sedliačik, D. Jones, Effect of short-term thermomechanical densification of wood veneers on the properties of birch plywood. Eur. J. Wood Wood Prod. 76(2), 549–562 (2018)
Y. Cui, X. Hou, W. Wang et al., Synthesis and characterization of bio-oil phenol formaldehyde resin used to fabricate phenolic based materials. Materials 10(6), 668 (2017)
H. Paysepar, Y. Hu, S. Feng et al., Bio-phenol formaldehyde (BPF) resoles prepared using phenolic extracts from the biocrude oils derived from hydrothermal liquefaction of hydrolysis lignin. React. Funct. Polym. 146, 104442 (2020)
S. Luo, J. Cao, A.G. McDonald, Esterification of industrial lignin and its effect on the resulting poly (3-hydroxybutyrate-co-3-hydroxyvalerate) or polypropylene blends. Ind. Crop. Prod. 97, 281–291 (2017)
R. Khezri, A.B. Alias, W.A. Karim et al., Evaluation of synthetic bio-phenol resins derived from biomass gasification in bio-adhesive formulation. J. Phys. Conf. Ser. 1349, 012134 (2019)
B. Li, Z. Yuan, J. Schmidt et al., New foaming formulations for production of bio-phenol formaldehyde foams using raw kraft lignin. Eur. Polym. J. 111, 1–10 (2019)
S.F.K. Ahmad, U.F.M. Ali, K.M. Isa, Compilation of liquefaction and pyrolysis method used for bio-oil production from various biomass: a review. Environ. Eng. Res. 25(1), 18–28 (2020)
B. Pang, S. Yang, W. Fang, T.Q. Yuan et al., Structure-property relationships for technical lignins for the production of lignin-phenol-formaldehyde resins. Ind. Crop. Prod. 108, 316–326 (2017)
J. Li, J. Zhang, S. Zhang et al., Alkali lignin depolymerization under eco-friendly and cost-effective NaOH/urea aqueous solution for fast curing bio-based phenolic resin. Ind. Crop. Prod. 120, 25–33 (2018)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ahmad, S.F.K. Study of liquefied empty fruit bunch oil as bio-based adhesive. emergent mater. 6, 223–230 (2023). https://doi.org/10.1007/s42247-023-00448-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42247-023-00448-5