
Abstract
Donghua steel continuous casting–rolling (DSCCR) production line is an endless rolling production line independently integrated and developed by a Chinese enterprise. To solve the problem of out-of-control shape caused by insufficient adjustment ability of work roll bending force of DSCCR finishing mills, the backup roll contours of the finishing mill were optimized considering multi-objectives, and varying contact length backup roll (VCR) contours matching the concave work rolls were designed based on the rapid rolls–strip deformation calculation model, which integrated the elastic deformation of the rolls and the fast plastic deformation of the rolled strip. The simulation results showed that VCR configuration can significantly enhance the control efficiency of the work roll bending force and increase the transverse stiffness of rolling mill compared with the conventional roll configuration. In addition, VCR backup roll can improve the contact state between backup roll and work roll. The industrial production showed that the bending force setup value was more reasonable and the strip crown control accuracy was improved.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Rolling technology continues to develop, and the market's demand for products is also constantly evolving. Higher strength, thinner thickness, and better profile and flatness of strip became the demands of the market. However, even considering the development of thin strip rolling technology, threading and tailing are still a huge challenge when rolling ultra-thin strip with a thickness of less than 1 mm in batches [1]. Endless rolling solves the problem of threading and tailing through continuous rolling without head and tail [2]. Its unique rolling characteristics also make the technology have the advantages of high operation rate, stable rolling process, fewer accidents in process equipment, energy saving, and environmental protection [3]. In the actual production process of the DSCCR (Donghua steel continuous casting–rolling) production line, insufficient adjustment ability of work roll bending force and even the phenomenon of wave shape problems exist. These problems need to be resolved urgently.
The control methods to enhance the shape control ability and improve the shape quality are mainly divided into three aspects: the configuration and design of work roll contours and backup rolls contours, the accuracy of the shape control model, and the rolling process system [4]. Through investigation and research on the production line, it is believed that compared with upgrading the rolling mill and modifying the process, changing the roll contour is the most direct, effective, and economical way to improve the shape control ability.
With the development of rolling technology, numerous roll contour technologies with their own characteristics have emerged continuously. For example, the VC (variable crown) technology developed by Japan's Sumitomo Metal Industries in the late 1970s was designed with special VC rolls [5, 6]. By changing the pressure of high-pressure oil, the expansion change of the roller sleeve is changed, and then the deflection and deformation of the roll system are changed to achieve the goal of plate shape control. However, this technology has very high requirements on the performance of the sleeve, the thermal assembly, and sealing of the VC roll, thus increasing the application cost and difficulty of this technology. The DSR (dynamic shape roll) backup roll technology developed by French CLECIM company [7, 8] is used to adjust the horizontal distribution of the contact pressure between the rolls through seven press blocks; hence, the rolling mill has a strong shape control ability and realizes control and compensation of asymmetric plate shape and high-order wave shape. However, this technology currently has many technical difficulties to be solved in the field of strip rolling, and there are few applications in China. A roll contour technology with simple structure and significant effect is needed in site to achieve the goal of improving the control ability of bending rolls and ensuring the quality of the strip shape. The variable contact backup roll technology developed, namely VCR (varying contact length backup roll) technology [9,10,11], significantly improves the shape control ability by reducing the harmful contact area between the work roll and the backup roll. This kind of roll contour technology achieves the purpose of shape control by grinding a special roll contour curve without any modification of the equipment [12, 13].
In this paper, the characteristics of endless rolling and on-site production line conditions are integrated. During the design of roll contour, the roll contour parameters were optimized considering five strip widths and work roll profiles with no wear and severe wear. The aim is to enhance the bending force control ability and improve the quality of the finished product.
2 Introduction to DSCCR process flow and existing problems
The DSCCR production line is an endless rolling production line independently developed by Tangshan Donghua Group. It has the process characteristics of three rolling modes: single block rolling, semi-endless rolling, and full endless rolling. The production process layout of this production line is shown in Fig. 1. The main equipment includes a single-strand high-speed slab continuous casting machine (CCM), pendulum shear No. 1 (PS1), double heat storage roller hearth furnace No. 1 (TF1), two large reduction roughing mills (RM), pendulum shear No. 2 (PS2), double heat storage roller hearth furnace No. 2 (TF2), six finishing mills (FM), high-speed flying shears (HSS), and two downcoilers (DC). Compared with the traditional hot rolling production line, this production line has a compact process, low heat loss, and a large proportion of thin gauge products [14]. At the same time, the gas heating furnace adopts converter gas, and the combustion method adopts pulse combustion technology, which has the characteristics of centralizing switch, pulse combustion, and uniform temperature distribution in the furnace, which has a significant energy saving effect.

Process flow of DSCCR production line
The work roll of the upstream stand of the finishing mill of this production line adopts CVC (continuously variable crown) roll profile for crown control, and the work roll of the downstream stand adopts concave roll profile for shape control. When the production line is in single block rolling mode, the crown of finished strip increases with the increase in roll wear in a strip rolling unit planning. In order to compensate for the influence of roll wear on crown in the later stage of rolling, the on-site shape control model hits the crown target by increasing the bending force of the downstream stand. However, there are often cases in the production line that the bending force of the downstream stands in the middle and late stages of rolling is increased to the limit and still cannot effectively control the strip crown, that is, the bending roll system loses its control ability. Figure 2 shows the average bending force of each stand during the strip rolling process at the late stage of 15 strip rolling units planning in the production line, and the number of total strips is 300. It can be seen that the total bending force of the F4 and F5 stands basically reaches the upper limit and loses the ability to adjust. When the strip has a wave shape problem, it is impossible to adjust the bending roll to alleviate the wave shape and improve the plate shape. This leads to a reduction in the hit rate of the target crown of the strip. According to statistics, all 1600 pieces of strip steel target crown within the range of ± 10 μm crown hit rate reached 79%. This has a huge impact on the stability of the rolling process of the endless rolling line.

Average bending force of each stand in finishing rolling
In order to achieve the purpose of improving the shape control performance of the finishing mill of the production line and enhancing the control ability of the bending force, the most direct and effective method is to optimize the roll contour of the finishing mill. Considering that the shape problem in the DSCCR production line is mainly secondary wave shape, not high-order wave shape, and this shape problem is mainly caused by insufficient bending roll control ability, it is mainly through optimizing the design of the backup roll contour of the production line to enhance the control ability of the bending force and ensure the target of the strip shape quality.
3 VCR optimization design method
3.1 VCR contour parameters
The reasonable roll contour design not only makes the roll wear more uniform in the axial direction, extends the roll change cycle, but also facilitates the shape control and improves the shape control performance of the production line. In the field of hot rolling, the WSR (work roll shifting) concave contour and CVC contour of work rolls commonly match VCR contour technology. The VCR contour curve is expressed by a sixth degree polynomial as in Eq. (1),
where x is the lateral coordinate of the roll body; and a2, a4, and a6 are the unknown roll contour parameters to be optimized.
The core of the VCR curve design is the parameter determination process. The design idea mainly includes two parts. One is to reduce the harmful contact area between the backup roll and the work roll, and the other is to homogenize the contact pressure between the rolls.
3.2 Objective function and optimization algorithm
The design process of the VCR curve mainly includes establishing the objective function, setting the constraint conditions, and selecting the optimization method for the optimization design.
The following two aspects should be considered in the optimization design of the backup roll contour:
-
1.
By reducing the harmful contact area between the rolls to improve the control performance of the bending roll. The contact length between the rolls should be adapted to the width of the strip. For strips with different width ranges, the contact length between the rolls should be approximately equal to the width of the strip. In this paper, the influence of strip width and work roll wear on the backup roll profile was fully considered, and combined with the actual production conditions of on-site endless rolling, five kinds of strip widths and two work roll contours (no wear and severe wear) were selected. Finally, the optimization calculation makes the total contact length Tc1 between the rolls to be the minimum value for the above factors, as shown in Eq. (2), and the contact length between work roll and backup roll in each working condition is greater than the strip width.
$$T_{{\text{c}}1} = \sum\limits_{i = 1}^{k} {\frac{{d_{i} }}{{L_{{\text{m}}i} - B_{i} }}}$$(2)where Lmi is the contact length between the rolls; Bi is the strip width; di is the proportion of the strip with the width Bi; and k is the total number of working conditions, and k = 10.
-
2.
By making the contact pressure between work roll and backup roll uniform. The uniformity of the contact pressure between work roll and backup roll directly affects the uniformity of the wear in the direction of the roll body. The greater the contact pressure between work roll and backup roll, the easier the rolls will peel off. Under the condition of constant total rolling force, the more uniform contact pressure between the work roll and backup roll, the smaller the pressure peak. In addition, roll wear and spalling are the result of the accumulation of contact pressure between work roll and backup roll. Wear contour of the work roll and backup roll is constantly changing during the rolling process, resulting in the change of roll-loaded gap profile, which affects the distribution of contact pressure between work roll and backup roll. Considering the influence of the above factors, the mean square error qd of the average value of the sum of the contact pressure between work roll and backup roll is calculated by combining ten working conditions, and the expression is as follows:
$$T_{{\text{c}}2} = \frac{1}{{q_{\text{d}} }}$$(3)$$q_{\text{d}} = \sqrt {\frac{1}{N}\sum\limits_{j = 1}^{N} {\left( {q_{\text{a}} [j] - \frac{1}{N}\sum\limits_{j = 1}^{N} {q_{\text{a}} [j]} } \right)^{2} } }$$(4)$$q_{\text{a}} [j] = \frac{1}{k}\sum\limits_{i = 1}^{k} {q[i][j]}$$(5)where qa[j] is the average value of the contact pressure of point j under different working conditions; q[i][j] is the value of the contact pressure between the rollers when point j is under working condition i; and N is the number of calculation points of the backup roll.
During the design process of the backup rolls, it is necessary to ensure that the contact length between the rolls is greater than the strip width to reduce the risk of strip deviation. Therefore, constraint conditions need to be considered:
The objective function is based on Eq. (7). The contact length and the contact pressure between work roll and backup roll of each unit under different working conditions are calculated, and the maximum value of the objective function Tc is taken.
where τ1 is the weight coefficient of Tc1 and Tc2, and the value is 0.65. The calculation process of the backup roll contour is a nonlinear continuous optimization problem, and the objective function and the mathematical expression of the optimization parameters cannot be solved directly; thus, the genetic algorithm is used for calculation in the optimization process [15, 16].
4 Simulation model
In order to study the shape control performance of DSCCR finishing mills before and after roll shape improvement and predict the shape evolution of rolling process, the rapid rolls–strip deformation calculation model was established for simulation.
4.1 Simulation model of roll system
Based on the traditional influence function method, the physical model is improved to meet the bending moment balance condition of roll system, and the rapid roll system deformation model based on the finite difference method is used to calculate the angular displacement and deflection deformation of the backup roll and the work roll. Therefore, the calculation speed and accuracy are improved.
4.1.1 Asymmetric physical model
In order to satisfy the bending moment balance between the operating side and the driving side to the center point under asymmetric conditions, based on the simple cantilever beam model, the variable of the center inclination angle φ0 of the work roll is introduced. The introduction of the center inclination angle enables the work roll to be slightly tilted according to the bending moment on both sides to meet the balance condition. Therefore, under asymmetric conditions, the physical model of roll deformation of a four-high rolling mill is shown in Fig. 3.

Physical model of roll deformation under asymmetric conditions
4.1.2 Roll deflection calculation
The Timoshenko deep beam model differential equation is transformed into
where θ is the angular displacement of the roll; y is the sum of the displacement caused by the bending moment and the shear force; M is the bending moment; EI is the bending stiffness of the roll; Fs is the shear force; Ga is the shear stiffness of the roll; and α is the shear coefficient.
The above differential equations are divided into a recursive format using backward difference equidistantly:
The boundary conditions at the center of the roll are
where subscript b is backup roll, and w is the work roll.
The angular deformation and flexural displacement of the work roll and backup roll under their own force can be obtained. Compared with the calculation of the deflection displacement by the influence function [17], the matrix multiplication operation is avoided, and the amount of numerical calculation is greatly reduced.
4.1.3 Roll flattening calculation
The relationship between roll flattening and contact pressure is described by Hertz contact theory [18] of elliptic distribution. Based on this theory, the amount of flattening between the backup roll and the work roll can be obtained:
where \(\nu\) is the Poisson's ratio; E is the modulus of elasticity; and D is the diameter.
The process of calculating the corresponding contact stress q from the amount of flattening between the rolls δ is calculated using a fitting polynomial, avoiding Newton iteration. In order to calculate the strip edge drop, the Nakajima correction theory with higher accuracy is used to calculate the elastic flattening amount of the work roll by the distributed rolling force on the strip:
where Yws(xi) is the amount of flattening between the work roll and the strip at the roll body coordinate xi; p(xj) is the unit rolling pressure at the strip width coordinate xj; [aF]ij is the influence coefficient matrix of the work roll elastic flattening caused by the unit rolling pressure, which is calculated by the modified semi-infinite body model.
4.1.4 Iterative calculation
Since the deflection of the roll and the amount of contact flattening between the rolls influence each other in the geometric coordination relationship, the roll deformation model requires the iterative calculation of two sub-models: the deflection of the roll and the contact between the rolls. In addition, in order to satisfy the bending moment balance, the asymmetric roll system deformation model also requires the iterative work roll inclination angle. The specific calculation process is shown in Fig. 4.

Iterative calculation process of rolls deflection model
4.2 Elasto-viscoplastic model
The elasto-viscoplastic strip model (referred to as EVP model) considering the deformation between the stands is established [19]. The strip model adopts the quasi-three-dimensional assumptions that are suitable for thin plate and strip rolling obtained by the progressive analysis method, reducing the calculation time while ensuring the calculation accuracy [20]. Firstly, the force balance equations, geometric equations, constitutive equations, and front tension equations of the boundary zone of the metal microelement in the deformation zone are combined together to decouple and eliminate the variables. Then, the nonlinear equation is linearized, and the finite difference method is used to discretize the linearized variance. Following consideration of the boundary conditions, all discrete equations are combined into linear equations and solved by SuperLU decomposition method. Finally, iteration is performed to obtain the solution of the original nonlinear equations.
4.3 Coupling calculation and model verification
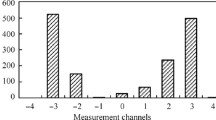
Coupling the roll system model with the elasto-viscoplastic strip model, the steps of coupling calculation are as follows: First, the initial shape of the contact surface between the rolling piece and the roll is assumed. Then, the rolling pressure distribution from the strip deformation model is calculated and transferred to the roll model. Furthermore, the roll system model calculates the flexural deformation and flattening deformation under this rolling pressure distribution to obtain the new contact surface shape and transfer it to the rolling model. Finally, the above iterative steps are repeated until the change of contact surface and rolling pressure is less than the given threshold, and the convergent solution is obtained. In addition, when updating the contact surface and rolling pressure, the relaxation coefficient method is used to ensure the stability of the algorithm. In order to verify the validity of the model, the predicted strip profile of finishing mill was compared with the actually measured value obtained in the field test of the DSCCR production line. The accuracy of the model meets the requirements of simulation analysis, as shown in Fig. 5.

Comparison of measured cross sections and predicted values
5 Simulation results
5.1 Parameter optimization results
The finishing mills of DSCCR production line have six stands. The work rolls of the upstream F1–F3 stands are CVC contours, and the work rolls of the downstream F4–F6 stands are parabolic contours. Backup rolls are designed with conventional backup contours. According to the data parameters of the on-site working conditions, the VCR contour curve of the downstream stands is calculated using above optimization design method, as shown in Fig. 6.

VCR contour curves
5.2 Improved contact state between work roll and backup roll
The contact pressure between backup roll and work roll reflects its contact state. The evaluation of the contact pressure state between work roll and backup roll mainly depends on the peak contact pressure between work roll and backup roll and the unevenness of the contact pressure distribution. The uniform distribution of the contact pressure between work roll and backup roll in the direction of the roll body is beneficial to reducing the pressure peak.
When the work rolls in the downstream stands of the DSCCR production line are in parabolic contours, the simulation comparison of the contact pressure between work roll and backup roll under different working conditions between the VCR contour and the conventional roll contour (CON) of the backup roll is shown in Fig. 7. According to the simulation results, compared with CON, the peak contact pressure between work roll and backup roll of VCR contours is reduced by 0.706 kN/mm on average. Therefore, using the VCR contours improves the contact state between work roll and backup roll and makes the axial wear of the backup roll more uniform.

Comparison of contact pressure between VCR and CON. a 1300 kN of bending force; b 1700 kN of bending force; c 2100 kN of bending force
5.3 Improved shape control ability
5.3.1 Increased rolling mill transverse stiffness
In a four-high rolling mill, the bending deformation of the backup roll and the uneven contact pressure between the backup roll and the work roll will affect the bending deformation of the work roll. Then, the actual roll gap is convex, and the rolled strip will have a thickness difference in the width direction. The bending degree of work roll reflects the transverse stiffness of rolling mill, which is the ability of rolling mill to resist lateral deformation. The rolling mill transverse stiffness coefficient is calculated with the following equation.
where kw is the transverse stiffness of the rolling mill, and its physical meaning is the amount of change in rolling force required for unit change in the crown of the rolling piece; ∆Fp is the amount of change in rolling force, kN; and ∆Cs is the amount of change in roll gap crown, μm.
The larger the kw value, the smaller the influence of the rolling force on the crown fluctuation, the more stable the roll gap, and the more conducive to the shape control during the rolling process. Figure 8 compares the transverse stiffness coefficient of rolling mill for different width strips between VCR contour and conventional backup roll contour. Among them, Fig. 8a is the calculation of quadratic crown, while Fig. 8b is the calculation of quartic crown. The transverse stiffness of the rolling mill changes with the width of the rolled piece, showing a parabolic change trend. It can be seen that the rolling mill transverse stiffness coefficient for different width strip steel VCR rolls is larger than that of conventional backup rolls, and as the strip width increases, the rolling mill transverse stiffness coefficient increases to a greater extent.

Comparison of rolling mill transverse stiffness coefficient between CON and VCR. a Quadratic crown simulation; b quartic crown simulation
5.3.2 Enhanced control ability of bending force
During the strip rolling process, the change in the bending force often has a certain effect on the crown of the strip. The better the control performance of the bending force, the stronger the adjustment ability of bending force to profile and flatness. The control performance of the bending force can be expressed by influence coefficient of bending force kb.
where \(\Delta F_{\text{B}}\) is the amount of change in the bending force.
Figure 9 shows the calculation results of the influence coefficient of the VCR contour bending force. Among them, Fig. 9a is the calculation of quadratic crown, and Fig. 9b is calculation of quartic crown. The simulation results show that compared with conventional backup rolls, the absolute value of the bending force influence coefficient of VCR contour is increased when rolling different width of strips, indicating that when increasing the unit bending force, the crown change of VCR contour is also larger than that of conventional contour. Compared with conventional backup rolls, VCR rolls have a large increase in the absolute value of the influence coefficient of the bending force when rolling different width strips. The VCR contour increases the control ability of the bending force, thereby improving the shape control performance of the rolling mill.

Comparison of influence coefficient of bending roll between CON and VCR. a Quadratic crown simulation; b quartic crown simulation
6 Industrial field application effect
After optimizing the roll contours of the finishing mills of the DSCCR production line, it was put into operation. From the perspective of the use effect, compared with the roll contours of the original finishing mills, VCR contours can significantly enhance the control performance of bending force and make adjustment of bending force have a surplus in the late rolling period. In addition, VCR contours improve the hit rate of the strip target crown. In order to show the effect of the improvement in the finishing mills of the production line more intuitively, the distribution ratio of bending force of F4, F5, and F6 stands during one service cycle of backup roll is compared when rolling the same variety and same specification strip steel before and after the contour improvement, as shown in Fig. 10. The negative limit of bending force in the field production line is – 200 kN and the positive limit is 1200 kN. It can be seen that, for rolling strips in different width specifications, the proportion of the bending force of the improved finishing mills in the vicinity of the positive limit has been significantly reduced. For the F4 stand, the proportion of roll bending force required for rolling 1220 mm strip steel is distributed between 1000 and 1200 kN and reduced from 33.32% to 18.48%. The proportion of roll bending force required for rolling 1270 mm strip steel is distributed between 1000 and 1200 kN and is reduced from 37.86% to 16.14%. For the F5 stand and F6 stand, the proportion of the bending force in the vicinity of the positive limit has also decreased significantly, which has achieved a positive effect on on-site production.

Comparison of roll bending force distribution ratio before and after roll contour improvement. a F4 stand, 1220 mm strip; b F4 stand, 1270 mm strip; c F5 stand, 1220 mm strip; d F5 stand, 1270 mm strip; e F6 stand, 1220 mm strip; f F6 stand, 1270 mm strip
Figure 11 shows the distribution of actual crown and target crown of 40 mm from the strip edge of a rolling unit before and after the improvement in the production line. The crown control of the production line after improving the roll contour is more stable and the crown fluctuation is smaller. In the later stage of rolling, the crown is mostly kept within 50 μm, and the hit rate of 30–50 μm crown increases from 73.89% to 95.69%, which is a significant improvement.

Comparison of convexity distribution before and after optimization
7 Conclusions
-
1.
The rapid rolls–strip deformation calculation model was established, and the predicted strip profile was compared with the actually measured value obtained in the field test. The accuracy of the model met the requirements of simulation analysis, which verified the reliability of the accuracy of the model. Based on the simulation calculation of the actual working condition data on-site, a design method of the roll contour of varying contact backup roll suitable for the working condition of endless rolling was proposed.
-
2.
The downstream stands of the finishing mills of the DSCCR production line adopt the varying contact length backup roll technology, which increases the transverse stiffness of the mills compared with the roll contour of the original mills, reduces the influence of the rolling force change on the crown fluctuation, and improves the rolling stability. In addition, the VCR contours significantly improves the shape control ability, and thus, the proportion of unhit target crown is decreased in the late rolling unit.
-
3.
The use of varying contact backup roll reduces the peak contact pressure between the rolls, improves the contact state between the rolls, and makes the contact pressure between the rolls more uniform in the axial direction.
References
C. Klinkenberg, B. Kintscher, K. Hoen, M. Reifferscheid, Steel Res. Int. 88 (2017) 1700272.
Y.L. Kang, G.M. Zhu, Iron and Steel 47 (2012) No. 2, 1–6.
Y.L. Kang, P. Tian, G.M. Zhu, Iron and Steel 54 (2019) No. 3, 1–8.
C.C. Chen, J. Shao, A.R. He, N.F. Zhang, Int. J. Autom. Comput. 12 (2015) 611–619.
Z.H. Bai, J.C. Lian, J. Yang, Chinese J. Mech. Eng. 38 (2002) No. 6, 156–158.
R. Takahashi, T. Nunokawa, E. Takeda, Tetsu-to-Hagane 74 (1988) 1402–1409.
J.L. Guo, Z.G. Wang, Light Alloy Fabrication Technology 3 (2003) No. 8, 16–18.
J.F. Wang, C.S. Wei, Q.D. Zhang, in: CSM 2001 Annual Meeting Proceedings (II), The Chinese Society for Metals, Beijing, China, 2001, pp. 150–153.
Q. Yang, X.L. Chen, Y.H. Xu, L.J. Xu, Iron and Steel 30 (1995) No. 2, 48–51.
A.R. He, Q.D. Zhang, J.G. Cao, X.L. Chen, G.C. Wei, S.Q. Huang, J. Univ. Sci. Technol. Beijing 21 (1999) 565–567.
J. Shao, A. He, W. Sun, Q. Yang, in: 2011 Second International Conference on Mechanic Automation and Control Engineering, IEEE, Hohhot, 2011, pp. 5120–5123.
N. Kong, J. Cao, Y. Wang, A. Kiet Tieu, L. Yang, A. Hou, Z. Wang, Adv. Manuf. Process. 29 (2014) 129–133.
W. Sun, J. Shao, A. He, Int. J. Multimed. Ubiquitous Eng. 11 (2016) 381–390.
N. Li, Y.T. Ma, Shandong Metallurgy 42 (2020) No. 6, 29–31.
W.F. Zeng, Y.J. Zhang, L. Yan, Software Guide 8 (2009) No. 9, 54–56.
L. Xu, Research and application of multi-objective optimization problem based on genetic algorithm, Central South University, Changsha, China, 2007.
X.F. Liu, L.Y. Wang, J. Chongqing Univ. 23 (2000) No. 6, 87–90.
K.L. Johnson, Contact mechanics, Cambridge University Press, Cambridge, 1985.
C. Yao, A. He, J. Shao, J. Zhao, G. Zhou, H. Li, Y. Qiang, Metals 10 (2020) 1417.
G.M. Zhang, H. Xiao, C.H. Wang, J. Iron Steel Res. Int. 13 (2006) No. 1, 23–26.
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (51774139) and the Natural Science Foundation of Hebei Province (E2020209014).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
We declare that we do not have any commercial or associative interest that represents a conflict of interest in connection with the work submitted.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, Zy., Qi, Z., Guo, Lt. et al. Improvement in shape control performance of finishing mills in endless rolling production line. J. Iron Steel Res. Int. 30, 267–276 (2023). https://doi.org/10.1007/s42243-022-00859-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-022-00859-4