
Abstract
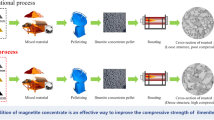
For improving the strength of pellets made of ultrafine and super-high-grade magnetite concentrates, the influence of basicity (CaO/SiO2 ratio) on the roasting and consolidation of pellets was investigated. The results showed that with the basicity of pellets increasing from 0.09 to 0.60, the compressive strength of both preheated and roasted pellets achieved an evident improvement from 502 and 2519 to 549 and 3096 N/pellet, respectively; meanwhile, the roasting time decreased from 15 to 9 min. The low-viscosity liquid phases were easily generated in fired pellets at the basicity range of 0.40–0.60 under the roasting temperature of 1240 °C, filled the voids between hematite particles and tightened the bonding among particles, effectively restraining the generation of concentric cracks and decreasing the porosity of fired pellets; low-viscosity liquid phases facilitated the solid diffusion of hematite, leading to the formation of coarse hematite crystals and thicker connecting necks.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Iron ore pellet is an indispensable component of burdens for blast furnaces or shaft furnaces of direct reduction processes given their incomparable advantages of uniform size, high physical strength, excellent metallurgical properties and low environmental pollution [1, 2]. Magnetite concentrate is the most widely used raw material for producing oxidizing fired pellets because of its high iron grade and low energy consumption. However, availability of high-grade natural ores is limited and enrichment of lower-grade and fine-grained dissemination ores is necessary to meet the demand of iron making industries [3]. Therefore, in order to produce high-grade magnetite concentrates, the run-of-mine iron ores have to be ground for increasingly finer sizes. Thus, ultrafine high-grade magnetite concentrates have been widely produced.
Generally, fine iron ore concentrates are in favor of improving the strength of preheated and fired pellets [4]. However, ultrafine magnetite concentrates usually show some problems during pelletizing and roasting processes, such as low shock temperatures of green balls, lower porosity of fired pellets and longer preheating and roasting time [5,6,7]. In addition, previous researches showed that an ultrafine magnetite concentrate (91% passing 0.025 mm) from Western Australia possesses poor pelletizing and roasting properties due to the low hydrophilicity, high sensitivity to drying temperature and less liquid phase formation [8, 9]. In order to improve the pelletizing and roasting properties of ultrafine magnetite concentrates, some measures were taken, such as using organic binder, optimization of ore blends and increasing the pellet basicity [7,8,9]. However, previous studies mainly focused on the ultrafine magnetite concentrates containing about 65–67 wt.% Fe and 5–6 wt.% SiO2. The preheating and roasting characteristics of ultrafine and super-high-grade magnetite concentrates assaying above 70 wt.% Fe and less than 1 wt.% SiO2 have not yet been involved. Moreover, although lots of researchers have already studied the effect of binary basicity R (CaO/SiO2 ratio) on the preheating and roasting characteristics of iron ore pellets [10,11,12,13,14,15,16,17], few literatures have reported the influence of basicity on the preheating and roasting characteristics of pellets made of ultrafine and super-high-grade magnetite concentrates.
In this paper, the influence of basicity on the preheating and roasting characteristics of pellets made of ultrafine and super-high-grade magnetite concentrate was investigated. In addition, the mechanism for the influence of basicity on the consolidation characteristics of fired pellets was revealed. All of these will help to better understand the pelletization of ultrafine and super-high-grade magnetite concentrates.
2 Experimental
2.1 Raw materials
Iron ore concentrate was obtained from one dressing plant in China. The chemical analysis of raw materials is shown in Table 1. Iron ore concentrate contained 71.68 wt.% TFe, 29.49 wt.% FeO and very low impurity elements. X-ray diffraction (XRD) analysis showed that the iron ore concentrate is super-high-grade magnetite-type ore concentrate (Fig. 1a). Table 2 shows the size distribution, Sauter mean diameter D[3,2] and specific surface area (SSA) of raw materials. It can be seen that iron ore concentrate has very fine particle size of 95.5% passing 0.025 mm, Sauter mean diameter of 4.497 μm and specific surface area of 0.2782 m2 g−1. The above results show that the iron ore concentrate is a kind of ultrafine and super-high-grade magnetite concentrate.

XRD pattern of iron ore concentrate
Limestone contains 52.69 wt.% CaO (Table 1), and it was used to adjust the basicity of pellet feed. Limestone has a fine size of 60% passing 0.025 mm, Sauter mean diameter of 9.837 μm and high SSA of 0.3524 m2 g−1 (Table 2). Bentonite is used as binder for improving balling and thermal shock temperatures and has a size of 93.12% passing 0.074 mm (Table 2). However, if too much bentonite is added into pelletizing mixture, more silica will be brought into fired pellets, leading to lower iron grade and poor metallurgical performance of fired pellets. In order to reduce the influence of bentonite addition on the grade of fired pellets, CMC (sodium carboxymethylcellulose) was also used as organic binder to replace a part of bentonite for pelletizing in this study.
2.2 Experimental methods
The chemical compositions of raw materials were analyzed by titration. The mineralogical compositions of raw materials were examined by XRD (Bruke D8 Advance). The pellet feed was made of ultrafine and super-high-grade magnetite concentrate, limestone, bentonite and CMC. Green balls were prepared using a disk pelletizer with a diameter of 800 mm, an edge height of 200 mm and a tilting angle of 47° at 22 r/min. The green balls with 9–16 mm in diameter were obtained by screening, and all green balls characterizations were conducted using this size fraction. Table 3 shows the effect of bentonite dosage on the properties of green balls. The strength of green balls increases with the increase in bentonite dosage. All of the green balls show very high cracking temperature. The optimal dosage of binder was suggested as 0.8 wt.% bentonite and 0.1 wt.% CMC. To ensure that all the moisture is removed, green pellets were dried in a drying oven at 105 °C for 3 h before firing. Roasting tests of the pellets were carried out using a two-stage horizontal electric tube furnace.
The detailed procedure of roasting experiment and the temperature profile of preheating and firing are similar to those in the previous study [2]. The dried pellets were fired through four stages, including heating up, preheating at 850–1000 °C, firing at 1200–1300 °C and heat soaking from firing temperature to 1000 °C for some time. Then, the fired pellets were cooled down to room temperature in the air. And then, the compressive strength of six fired pellets was measured and then averaged. After the fired pellet samples were mounted in the epoxy resin and polished, the microstructure and mineralogy of fired pellets were observed by Leica optical microscopy and scanning electron microscopy (SEM). The phase compositions of samples were characterized by X-ray diffraction analysis and energy-dispersive spectroscopy (EDS). The mineral areas of fired pellets were tested by image analysis software Image-pro plus 6.0. In addition, FactSage 7.0 was utilized to calculate the amount and viscosity of liquid phases of the fired pellets at different basicities.
3 Results and discussion
3.1 Influence of basicity on preheating characteristics of pellets
Figure 2a shows the influence of basicity on the compressive strength of preheated pellets at various preheating temperatures. It can be seen that with an increase in basicity from natural basicity (R = 0.09) to 1.00, the compressive strength of preheated pellets rises first and then falls. At the preheating temperature range of 850–950 °C and 1000 °C, the recommended optimal basicity of pellets is 0.60 and 0.80, respectively. At the preheating temperature of 1000 °C, the compressive strength of preheated pellets is above 500 N/pellet in the range of tested basicity and climbs gradually with the further increase in basicity. In addition, the compressive strength of preheated pellets increases with the rise in preheating temperature. This is because most of magnetite particles were oxidized to hematite particles and lots of microcrystalline bonding was formed between hematite particles [18]. The effect of basicity on the compressive strength of preheated pellets at the preheating temperature of 1000 °C was less obvious than that at 850–950 °C in the whole tested basicity range. Therefore, the appropriate preheating temperature for green pellets was suggested as 950 °C.

Influence of basicity on preheating characteristics of pellets made of ultrafine and super-high-grade magnetite concentrate. a Preheating for 10 min; b preheating at 950 °C
It is noteworthy that these results are quite different from previous research from Fan et al. [13], where the compressive strength of preheated pellets would decrease with the increase in basicity because of unmineralized additives. However, in this study, the compressive strength of preheated pellets rises first and then falls with the basicity increasing from 0.09 to 1.00. One possible explanation for this phenomenon is that the two concentrates possess quite different properties, and the present concentrate has much higher iron grade and lower silica than the previous one; thus, the ratio of limestone added at this study is much lower, while the limestone has very fine size (80.52% passing 0.074 mm) and high SSA of 0.3524 m2 g−1, which greatly facilitates the solid phase reaction between limestone and newly formed hematite particles, leading to a high mineralization of limestone in the preheated pellets. However, the compressive strength of preheated pellets was decreased when the limestone in the pellets is excessive. Thus, the compressive strength of preheated pellets showed a peak value at a certain optimum basicity.
Figure 2b shows the influence of basicity on the compressive strength of preheated pellets at various preheating time. It can be seen that the longer the preheating time, the higher the compressive strength of preheated pellets at a given basicity. It is also observed that the compressive strength of preheated pellets increases with an increase in basicity and reaches peak values and then declines regardless of preheating time. Only when preheating at 950 °C for over 10 min, the compressive strength of preheated pellets is above 500 N/pellet except that at basicity of 1.00. Therefore, the optimal preheating time for preheating pellets with basicity of 0.09–0.80 and 1.00 is suggested as 10 min and 13 min, respectively.
3.2 Influence of basicity on roasting characteristics of pellets
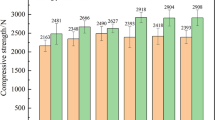
The influence of basicity on the compressive strength of roasted pellets at various roasting temperatures is revealed in Fig. 3a. It can be seen that the compressive strength of fired pellets increases sharply with basicity, peaking at 0.60–0.80 basicity, and then declines gradually when basicity is over 0.60–0.80. In the meantime, the higher the firing temperature, the higher the compressive strength of fired pellets. However, the fired pellets have the lowest compressive strength at natural basicity regardless of firing temperatures. The compressive strength of all fired pellets is above 2500 N/pellet when firing over 1240 °C regardless of basicity. Therefore, the appropriate roasting temperature for pellets is suggested as 1240 °C.

Influence of basicity on roasting characteristics of pellets made of ultrafine and super-high-grade magnetite concentrate. a Roasting for 15 min; b roasting at 1240 °C
It cannot be ignored that the influence of basicity on the compressive strength of fired pellets under different roasting temperatures exhibits some differences, as displayed in Fig. 3a. At the roasting temperature below 1240 °C, the compressive strength of fired pellet shows a rapid downward trend when the basicity is above 0.60. However, at the roasting temperature range of 1240–1300 °C, the compressive strength of fired pellets increases gradually with the basicity increasing from 0.60 to 1.00. This finding also disagrees with the reports of Fan et al. [13], where the compressive strength of fired pellets rises first and then decreases rapidly at basicity of 0.60 in the basicity range of 0.03–1.20 when firing at 1250 °C. It should be noted that the used concentrate had 67.08 wt.% Fe and 5 wt.% SiO2 in the research performed by Fan et al. However, in this study, the ultrafine and super-high-grade magnetite has 71.68 wt.% Fe and 0.16 wt.% SiO2. A big difference in main chemical composition exists between the two magnetite concentrates, leading to a significant difference in roasting characteristics of fired pellets. In this study, the test results showed that basicity has an obvious impact on the compressive strength of ultrafine and super-high-grade magnetite pellets under different roasting temperatures. And the mechanism will be further demonstrated in Sect. 3.3.
Figure 3b shows the influence of basicity on the compressive strength of roasted pellets at various roasting time. It can be known that the compressive strength of fired pellets increases with basicity, peaking at basicity of 0.60, and then declines. In addition, it is also shown that the pellets at natural basicity need longer roasting time to reach the target compressive strength of above 2500 N/pellet. The compressive strength of roasted pellets can be significantly improved by adjusting the basicity of pellets. The appropriate roasting time of pellets with basicity of 0.09, 0.20, 0.40–1.00 is recommended as 15, 12 and 9 min, respectively. Taken together, the higher the basicity, the shorter the roasting time for pellets.
3.3 Influence of basicity on consolidation characteristics
Above research results show that basicity significantly affects the preheating and roasting characteristics of pellets made of ultrafine and super-high-grade magnetite concentrate. At the optimal basicity, the compressive strength of fired pellets can be improved under the lower preheating and roasting temperatures and shorter preheating and roasting time, which is beneficial to reducing operation costs and energy consumption. In order to further reveal the influence mechanism of basicity on the roasting characteristics of ultrafine and super-high-grade magnetite pellets, the following research was carried out.
3.3.1 Influence of basicity on microstructure of fired pellets
The photomicrographs of shell, mantle and core of the fired pellets at various basicities are shown in Fig. 4. Lots of concentric cracks were observed in the fired pellets at basicity of 0.09 (natural basicity). Generally, the formation of concentric cracks is due to the large radial temperature gradients at a high heating rate, shrinking core reaction characteristics and phase transformation of magnetite to hematite [9, 19]. In this study, the concentric cracks were further developed in the fired pellets at natural basicity due to the ultrafine size distribution and high specific surface areas of the ultrafine magnetite concentrate [9, 19, 20].

Photomicrographs of shell, mantle and core of fired pellets made of ultrafine and super-high-grade magnetite concentrate at various basicities. P Pore; C concentric crack
As shown in Fig. 4, the micromorphology of pores and concentric cracks in fired pellets changes with the increase in basicity. Pores can be observed in shell, mantle and core of fired pellets, and their size gradually becomes larger from shell to core in the fired pellets. At basicity of 0.09, many small round pores were observed in the shell of fired pellets. With the increase in basicity from 0.09 to 1.00, the micromorphology of pores in the shell of fired pellets gradually becomes larger and irregular, which is attributed to the thermal decomposition of more limestone in the pellets during roasting process.
The concentric cracks are mainly distributed in the mantle and core of fired pellets. At basicity of 0.09, long and wide concentric cracks were observed at the mantle of fired pellets. With the increase in basicity from 0.09 to 0.60, the concentric cracks in the mantle of fired pellets gradually become shorter and narrower, and disappeared at basicity of 0.80. However, the concentric cracks occur again at the mantle of fired pellets at basicity of 1.00. Similarly, the concentric cracks at the core of fired pellets firstly decreased and then increased with the increase in basicity. The smallest and least concentric cracks were observed at the core of fired pellets with basicity of 0.60, resulting in the highest compressive strength, as shown in Fig. 3b. The results indicated that there is a negative correlation between the extent of concentric crack propagation and the compressive strength of fired pellets. Fortunately, the concentric cracks of fired pellets can be effectively restrained by adjusting the basicity of fired pellets.
3.3.2 Influence of basicity on mineral compositions of fired pellets
Figure 5 shows the XRD patterns of fired pellets with varying basicity. Only the diffraction peak of hematite was detected in the fired pellets with varying basicity, which indicates that the absolute dominant mineral in the fired pellets with varying basicity is hematite.

XRD patterns of fired pellets made of ultrafine and super-high-magnetite concentrate with varying basicity
Figure 6 shows the image analysis of fired pellets with varying basicity. It can be seen that the fired pellets mainly consist of hematite, slag phases and pores. Due to the super-high iron grade and low gangue content of the concentrate, less slag phases exist in fired pellets. The proportion of slag phases rises at first, then decreases and reaches peak value at basicity of 0.60, which can be further explained by Fig. 7, where the liquidus regions of Fe2O3–CaO–SiO2 ternary systems exist between 1200 and 1400 °C. It can also be found that the lowest melting point slags occur in the fired pellets in the basicity range of 0.40–0.60. With the basicity increasing from 0.60 to 1.00, the liquidus temperature increases gradually, which leads to the decrease in the content of slag phases in fired pellets. By comparing Fig. 6b with Fig. 3b, it indicates that there is a positive correlation between the amount of slag phases and the compressive strength of the fired pellets. In addition, as shown in Fig. 6, the proportion of pore in fired pellets decreases at first, then rises and reaches the minimized value at basicity of 0.60. The results indicate that the fired pellets at basicity of 0.60 have a tighter structure than other pellets, which contributes to improving the compressive strength of fired pellets.

Image analysis of fired pellets with varying basicity

Liquidus regions of Fe2O3–CaO–SiO2 ternary systems at 1200–1400 °C
Generally, the amount of liquid phases affects the consolidation of fired pellets in three ways: (1) shrinking and compacting the pellets by wetting the surface of particles and tightening the particles; (2) promoting the dissolution and recrystallization of fine grains; and (3) promoting crystal growth by accelerating solid phase diffusion [18]. In this study, the liquid phases played an important role in reducing the generation and extension of concentric cracks in the fired pellets by way (1), as shown in Fig. 4. In addition, ways (2) and (3) can be well interpreted by comparing Fig. 8a with Fig. 8b, c. As shown in Fig. 8, magnetite was not observed in the optical photographs of fired pellets, which indicated that the ultrafine high-grade magnetite pellets have been adequately oxidized under their optimal preheating and roasting conditions. At basicity of 0.09, many fine hematite grains and slender connecting necks were observed, and the edge of hematite crystals was sharp and angular in the fired pellets. On the contrary, at basicity of 0.60, coarser hematite crystals and thicker connecting necks were found and the edge of hematite crystals was smooth in the fired pellets. Therefore, the fired pellets with basicity of 0.60 possess higher compressive strength than those with basicity of 0.09. The fired pellets with basicity of 1.00 have the similar microstructure with those with basicity of 0.60. However, due to the low amount of liquid phase in the fired pellets with basicity of 1.00 (Fig. 6b), more concentric cracks were generated in the mantle and core (Fig. 4) and the connecting necks between hematite crystals are thinner than those of the fired pellets with basicity of 0.60. Therefore, the fired pellets with basicity of 0.60 possess higher compressive strength than the fired pellets with basicity of 1.00.

Optical photographs of fired pellets made of ultrafine and super-high-grade magnetite concentrate preheated at 950 °C for 10 min and roasted at 1240 °C for 15 min. aR = 0.09; bR = 0.60; cR = 1.00. H Hematite; S slag phase
It is worth noting that the proportion of liquid phases increases firstly and then drops with the basicity increasing from 0.09 to 1.00, as shown in Fig. 6, which agrees with the trend of compressive strength of the fired pellets. In fact, there are no excessive liquid phases generated in the fired pellets at the basicity above 0.60. Lack of liquid phases in the fired pellets will lead to poor strength of fired pellets. Given the great significance of liquid phase on the consolidation of pellets, the influence of basicity on the liquid phases of fired pellets will be further discussed in the following sections.
3.3.3 Influence of basicity on liquid phases of fired pellets
Table 4 shows the chemical compositions of fired pellets. The amount and viscosity of liquid phases of fired pellets with varying basicity were calculated according to the chemical compositions of fired pellets by FactSage software, and the results are shown in Fig. 9.

Effect of temperature on liquid phase amount (a) and liquid viscosity (b) of fired pellets made of ultrafine and super-high-iron-grade magnetite concentrate with varying basicity calculated by FactSage software
From Fig. 9a, the liquid phase amount increases with the augment of firing temperatures. At the temperature of 1240 °C, the liquid phase amount increases firstly and then drops with the increase in basicity from 0.09 to 1.00, which is in accordance with the results of Fig. 6. When the basicity of pellets increases from 0.60 to 1.00, the liquid phase amount rapidly drops from 1.3% to 0 at the temperature of 1240 °C. This is probably the main reason for the results shown in Fig. 3a, where the compressive strength of fired pellet rapidly declines when the basicity is above 0.60 at the roasting temperature lower than 1240 °C. The liquid phase of fired pellets at basicity of 0.80 sharply rises with the roasting temperature increasing from 1240 to 1260 °C. Similarly, the liquid phase of fired pellets at basicity of 1.00 sharply rises with the roasting temperature increasing from 1240 to 1260 °C. This is why the compressive strength of pellets has no obvious decline with the increase in basicity from 0.60 to 1.00 at the roasting temperature range of 1240–1300 °C, as shown in Fig. 3a. These results indicate that the generation of liquid phase in fired pellets at high basicity is extremely sensitive to roasting temperatures. In fact, due to the highly exothermal nature of magnetite oxidation reactions, the real firing temperature inside pellets is probably considerably higher than the firing gas temperatures [21, 22]. Therefore, at the roasting temperature of 1240 °C, it is possible that a small amount of liquid phases is generated in the fired pellets at the basicity of 0.80–1.00, which is further proved by the SEM–EDS analyses of fired pellets, as shown in Fig. 10.

SEM–EDS analyses of fired pellets made of ultrafine and super-high-iron-grade magnetite concentrate. a Basicity of 0.80, preheating at 950 °C for 10 min and roasting at 1240 °C for 9 min; b basicity of 1.00, preheating at 950 °C for 13 min and roasting at 1240 °C for 9 min
Figure 9b shows the effect of firing temperatures on the liquid viscosity of fired pellets with varying basicity. The viscosity of liquid phases decreases with the increase in firing temperatures. The viscosity of liquid phase increases and then sharply decreases with the increase in basicity from 0.09 to 1.00. Viscosity peaks appeared at the basicity of 0.20. Firing at 1240 °C, the compressive strength of fired pellets at basicity of 0.09–0.20 is low (Fig. 3b) because of the low amount of liquid phase and its high viscosity. When the basicity increases from 0.20 to 0.60, the viscosity of liquid phase decreases rapidly. Theoretically, it can be inferred from Fig. 9a that there are no liquid phases generated in the fired pellets at basicity of 0.80 and 1.00 below the firing temperature of 1220 °C. Therefore, the viscosity of corresponding liquid phases is not presented in Fig. 9b. At the basicity of 0.60, the maximum amount of liquid phase with the low viscosity was formed in the fired pellets, resulting in the highest compressive strength. When the basicity increases from 0.60 to 1.00, the compressive strength of fired pellets drops slightly due to the reduction in liquid phase amount. Obviously, the results indicate that low viscosity of liquid phase is beneficial to the consolidation of the fired pellets.
Figure 11a shows the SEM–EDS results of the fired pellets at basicity of 0.09. Lots of pores are distributed in the hematite grains and among the hematite particles. Only the small round pores and elongated pores were filled with liquid phases because of the shortages of liquid phases. Given a small fraction of silicon dioxide distributed in the hematite lattice (spot 3 of Fig. 11a), it is possible that the basicity of liquid phase is higher than 0.09. The high viscosity liquid phase with basicity of 0.17 (spot 1 of Fig. 11a) is filled in the round pores, while the lower viscosity liquid phase with basicity of 0.11 (spot 2 of Fig. 11a) is filled in the elongated pores due to its better liquidity. Figure 11b shows the SEM–EDS results of the fired pellets at basicity of 0.60. Large and compact crystals of hematite can be observed in the SEM image. The round pores and elongated pores are not observed inside hematite grains. Most of the pores are filled by the low-viscosity liquid phase with basicity of 0.58 (spot 1 of Fig. 11b). The results indicated that basicity strongly influences the viscosity of liquid phase. At appropriate basicity, the low-viscosity liquid phase can be generated in the fired pellets and promote the recrystallization and growth of hematite crystals, which is conducive to improving the compressive strength of fired pellets.

SEM–EDS analyses of fired pellets. a Basicity of 0.09, preheating at 950 °C for 10 min and roasting at 1240 °C for 15 min; b basicity of 0.60, preheating at 950 °C for 10 min and roasting at 1240 °C for 9 min. RP Round pores; EP elongated pores
4 Conclusions
-
1.
Ultrafine and super-high-grade magnetite concentrate has very fine particle size and high SSA, which leads to poor compressive strength because of many concentric cracks being generated in the fired pellets. The shortage of liquid phases intensifies the development of concentric cracks in the fired pellets. Therefore, the pellets made of ultrafine and super-high-grade magnetite concentrates need long preheating and firing time to acquire sufficiently high compressive strength. To reduce operation costs and energy consumption, it is necessary to take some effective measures to improve the roasting performance of the pellets made of ultrafine and super-high-grade magnetite concentrates.
-
2.
Adjusting basicity is one of effective measures to improve the preheating and roasting performance of pellets made from ultrafine and super-high-grade magnetite concentrates. When the basicity of pellets increases from 0.09 to 0.60, the compressive strength of both preheated and roasted pellets is greatly enhanced from 502 and 2519 to 549 and 3096 N/pellet, respectively, while the roasting time is decreased from 15 to 9 min, which is beneficial to reducing operation costs and energy consumption and increasing output.
-
3.
At the basicity range of 0.40–0.60, low-viscosity liquid phases are easily generated in fired pellets under the roasting temperature of 1240 °C and filled in the voids among hematite particles, which effectively restrains the generation and development of concentric cracks and decreases the porosity of fired pellets. In addition, the low-viscosity liquid phases also promote the recrystallization of fine grains and the growth of hematite crystals, which facilitates the formation of coarse size hematite crystals and thick connecting necks.
References
S. Dwarapudi, M. Ranjan, ISIJ Int. 50 (2010) 1581–1589.
D.Q. Zhu, F. Zhang, Z.Q. Guo, J. Pan, W. Yu, Int. J. Miner. Metall. Mater. 24 (2017) 473–485.
A.I. Arol, A. Aydogan, Colloids and Surfaces A: Physicochem. Eng. Aspects 232 (2004) 151–154.
X.H. Fan, X.L. Yuan, T. Jiang, L.S. Yuan, G.H. Li, J.M. Zhuang, Q.R. Tang, X.F. Yang, Chin. J. Nonferrous Met. 16 (2006) 1965–1970.
J.J. Fan, W.P. Zhang, C.G. Liu, G.D. Zhao, Y.M. Xi, Iron and Steel 49 (2014) No. 11, 20–24.
J.J. Fan, W.P. Zhang, C.G. Liu, G.D. Zhao, Y.M. Xi, Iron and Steel 48 (2013) No. 12, 20–24.
X.H. Fan, Z.Y. Tian, M. Gan, X.L. Chen, X.W. Zhou, G.J. Wang, Min. Met. Eng. 38 (2018) No. 1, 71–75.
D.Q. Zhu, M.J. Xu, J. Pan, C.C. Yang, H.Y. Tian, J. Iron Steel Res. 29 (2017) No. 9, 704–710.
C.C. Yang, D.Q. Zhu, J. Pan, B.Z. Zhou, X. Hu, J. Iron Steel Res. Int. 23 (2016) 924–932.
T. Umadevi, P. Kumar, N.F. Lobo, M. Prabhu, P.C. Mahapatra, M. Ranjan, ISIJ Int. 51 (2011) 14–20.
D.Q. Zhu, T.J. Chun, J. Pan, J.L. Zhang, Int. J. Miner. Process. 125 (2013) 51–60.
S. Dwarapudi, T.K. Ghosh, A. Shankar, V. Tathavadkar, D. Bhattacharjee, R. Venugopal, Int. J. Miner. Process. 99 (2011) 43–53.
X.H. Fan, M. Gan, T. Jiang, L.S. Yuan, X.L. Chen, J. Cent. South Univ. Technol. 17 (2010) 732–737.
J.D.G. Hamilton, Trans. Inst. Min. Metall. Sect. C 85 (1976) 30–39.
S.C. Panigrahy, B.C. Jena, M. Rigaud, Metall. Trans. B 21 (1990) 463–474.
F.W. Frazer, H. Westenberger, K.H. Boss, W. Thumm, Int. J. Miner. Process. 2 (1975) 353–365.
Y.S. Yusfin, T.Y. Malysheva, S.V. Plotnikov, Steel in Translation 39 (2009) 375–378.
J.Y. Fu, T. Jiang, D.Q. Zhu, Principle of sintering and pelletizing, Central South University of Technology Press, Changsha, China, 1996.
J.R. Wynnyckyj, W.A. McCurdy, Metall. Trans. 5 (1974) 2207–2215.
S.P.E. Forsmo, S.E. Forsmo, P.O. Samskog, B.M.T. Björkman, Powder Technol. 183 (2008) 247–259.
S.P.E. Forsmo, A. Hägglund, Int. J. Miner. Process. 70 (2003) 109–122.
J.C. Ruiz Sierra, J.M. Badie, F. Chejne Janna, Ironmak. Steelmak. 21 (1994) 114–117.
Acknowledgements
The authors want to express their gratitude for the financial support from the National Natural Science Foundation of China (No. 51474161) and would like to thank the Hunan Provincial Co-innovation Center for Clean and Efficient Utilization of Strategic Metal Mineral Resources, which supplied us the facilities and funds to complete the experiments.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Zhang, F., Zhu, Dq., Pan, J. et al. Improving roasting performance and consolidation of pellets made of ultrafine and super-high-grade magnetite concentrates by modifying basicity. J. Iron Steel Res. Int. 27, 770–781 (2020). https://doi.org/10.1007/s42243-020-00388-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-020-00388-y