
Abstract
The rotary hearth furnace iron nugget process has advantages of short reaction time, high-quality reduced product and wide adaptability of raw materials and meets the trend in ecofriendly development of iron and steel industry. Although the rotary hearth furnace iron nugget process cannot replace blast furnace process, which is affected by production scale, thermal efficiency and technical maturity, it is still a feasible technology for iron production. In order to realize the efficient utilization of high Al2O3 iron ore resources, preparation of iron nuggets with high Al2O3 iron ore was studied. Using iron concentrate as raw material, the effects of slag basicity, Al2O3 and MgO on melting separation of iron ore–coal composite pellets, such as the melting separation temperature, the melting separation time, the morphology of melting separated product, and the recovery rate of iron nugget, were studied. The results showed that relatively low or high liquidus temperature of slag had a negative effect on reduction and melting separation of iron ore–coal composite pellets. The increase in fluidity index of slag resulted in a decline in the melting separation temperature and time of iron ore–coal composite pellets. Optimum basicity to produce iron nuggets using iron ore–coal composite pellets was 0.8–1.0, 0.4 and 0.8 for iron concentrate containing 2, 4 and 6–10 wt.% Al2O3, respectively. Corresponding liquidus temperature and fluidity index of slag were 1300–1475 °C and above 4.5, respectively. Under this condition, the lowest melting separation temperature and the shortest melting separation time of iron ore–coal composite pellets were 1375 °C and 7 min, respectively. The recovery rate of metallic iron in the form of iron nugget could reach about 94%.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Under the high pressure of environmental protection policy, the survival space of metallurgical enterprises with high energy consumption, high pollution and high emission is more and more constrained. Energy saving, environmental protection, and comprehensive utilization of resources will be general trend of development of industry. Compared with traditional blast furnace process, the rotary hearth furnace iron nugget process has advantages of short reaction time, high-quality reduced product and wide adaptability of raw materials, and has strong competitiveness in energy, cost, environmental protection, material adaptability and so on. Thus, the rotary hearth furnace iron nugget process has vital significance to the ecofriendly development of iron and steel industry [1, 2].
The properties of molten slag have a major influence on pyrometallurgical process. The liquidus temperature and the fluidity index of slag directly determine whether the iron ore–coal composite pellets can realize melting separation. The properties of slag are mainly affected by the composition of slag system [3, 4]. Therefore, it is necessary to study the effects of typical composition of slag system on reduction and melting separation behaviors of iron ore–coal composite pellets. In order to reduce liquidus temperature of slag system, promote slag–metal separation and achieve the effect of desulphurization, the effects of slag basicity and MgO on reduction and melting separation behaviors of iron ore–coal composite pellets were considered. In addition, Al2O3 content of iron ore gradually increases with the decrease in addition of high-grade iron ore. Thus, the effects of Al2O3 content on reduction and melting separation behaviors of iron ore–coal composite pellets also need to be considered. Using high Al2O3 Indian iron ore fines as raw material, Borra et al. [5] studied the effect of carbon content, reduction temperature and lime addition on slag–metal separation and iron nugget formation of varying alumina iron ore fines by means of FactSage thermodynamic software. Optimum conditions were obtained to produce iron nuggets from high alumina Indian iron ore fines, but it was difficult to reveal general mechanism of reduction and melting separation because of the specificity of ore species. Anameric et al. [6,7,8] studied the effect of reduction temperature, reduction time, slag composition and other parameters on reduction and melting separation behaviors of iron ore–coal composite pellets. Optimum parameters were obtained to produce iron nuggets, but the effect of slag properties on reduction and melting separation behaviors of iron ore–coal composite pellets has not been systematically discussed.
The present work was undertaken primarily to study the effect of slag basicity, Al2O3 and MgO on reduction and melting separation behaviors of iron ore–coal composite pellets by establishing the relationships between slag properties and effect evaluation indexes of melting separation. The liquidus temperature of the slag formed after melting separation was calculated by FactSage software. The melting separation characteristics of iron ore–coal composite pellets, such as the melting separation temperature, melting separation time, the morphology of melting separated product, and the recovery rate of iron nugget, were systematically investigated. Furthermore, optimum parameters for selection and evaluation of iron ore used in iron nugget process were obtained.
2 Experimental
2.1 Raw materials
The average iron grade of world iron ore is 49.38 wt.%, and a vast majority of iron ores need mineral beneficiation to meet the ideal iron grade of iron nugget process, which is required to be higher than 60 wt.% [9]. The magnetite concentrate with iron grade higher than 60 wt.% can be obtained economically by mineral beneficiation technology, but the cost of mineral beneficiation process will increase dramatically with the further increase in iron grade in mineral beneficiation process. For comprehensive consideration of beneficiation cost and raw material requirements of iron nugget process, optimum iron grade of iron nugget process is 60 wt.%. Therefore, the iron grade of iron concentrate used in this study was adjusted from 64.6 to 60.0 wt.% by adding analytically pure SiO2 into the iron concentrate. The mineralogical composition of the concentrate was investigated by the X-ray diffraction (XRD) method. The results in Fig. 1 indicate that the main crystalline phases are magnetite (Fe3O4) and quartz (SiO2). The chemical composition of adjusted iron concentrate is listed in Table 1. 98 wt.% of the iron ore concentrate particles was smaller than 0.074 mm. The chemical composition of the reducing agent is listed in Table 2. The reducing agent was anthracite with high fixed carbon content and low sulfur content. All of the anthracite particles passed 0.5-mm-opening sieve. The CaCO3, MgO and Al2O3 used in this study were analytical reagents.

XRD analysis of iron concentrate
2.2 Experimental procedure
The Equilib module of FactSage software [10, 11] was used to calculate the variation in liquidus temperatures with the change in the composition of the slag formed after melting separation. The FeO content of slag is constantly changing during the reduction process. In order to investigate slag basicity and Al2O3 on reduction and melting separation of pellets, the FeO content of slag should be set as constant. The FeO content of slag formed after melting separation was between 1 and 10 wt.% in this study. Thus, the FeO content of slag was set as 5 wt.% in calculations. The slag basicity (R2 = w(CaO)/w(SiO2)) of the pellets ranged from 0.4 to 1.2, and the Al2O3 content of iron concentrate ranged from 2 to 10 wt.%. The composition of slag samples was adjusted based on the mineral phase composition and chemical composition of iron concentrate. The compositions of slag samples are listed in Table 3. The projection area method was used to study the fluidity index of the slag formed after melting separation, which referred to the determination method for fluidity index of liquid phase of sintering [12, 13]. The fluidity index of slag was defined as the increase in vertical projection area that the molten slag flowed under a certain experimental condition. The calculation formula was given as follows:
where IF is the fluidity index; Aafter is the vertical projection area of slag after melting; and Abefore is the vertical projection area of primary slag before melting. The slag samples were prepared using the Al2O3, SiO2 and FeO chemicals, and these oxides were crushed into fine power and well mixed according to the data in Table 3. The test was performed in a muffle furnace at 1400 °C for 5 min under air atmosphere.
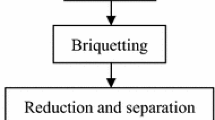
The adjusted iron concentrate and reducing agent were fully mixed. The mole ratio between the fixed carbon in the reducing agent and the oxygen of iron oxides in the concentrate was 1.2 to ensure the reduction of iron oxide and the carburization of metallic iron. Then, CaCO3 and Al2O3 analytical reagents were added and fully mixed. The moisture content of the mixture was controlled at 7 wt.%. The pelletizing process was performed through a manual ball press under a pressure of 20 MPa. The size of the columnar pellet was ϕ20.0 mm × 11 mm. The mass of each green pellet was 10 g. Green pellets were dried at a temperature of 110 °C for 2 h before the reduction experiment. The potential slag compositions that would be formed after melting separation were calculated and are shown in CaO–SiO2–Al2O3–5%FeO quaternary phase diagram (Fig. 2). The reduction and melting separation were performed in a closed MoSi2 box resistance furnace to simulate the iron nugget production process of iron ore–coal composite pellets in a rotary hearth furnace. In each run, the dry green pellet was placed into a graphite crucible and then heated in the furnace. The crucible was heated to the target temperature before the pellet was added to it. The graphite crucible protected the furnace from corrosion by the formed molten slag. The melting separation temperature was selected as 1350, 1375 and 1400 °C, respectively. After heated for 15 min, the graphite crucible was taken out from the furnace and the reduced pellet was cooled to ambient temperature in air. The lowest melting separation temperature could be obtained by observing the melting separation morphology of pellets. At the lowest melting separation temperature, the pellets were taken out from the furnace at 0.5 min interval and the reduced pellet was quickly cooled to ambient temperature in air. The shortest melting separation time could be obtained by observing whether the pellets could realize melting separation. The slag formed after melting separation was ground into powder for chemical analysis. The mass fraction of iron and metallic iron in slag was obtained, and the recovery rate of metallic iron was calculated by Eq. (2).
where ηFe is the recovery rate of metallic iron; w(TFe)s and w(TFe)p are the total Fe content of slag formed after melting separation and green pellets, respectively; and ms and mp are the mass of slag formed after melting separation and green pellets, respectively.

CaO–SiO2–Al2O3–5% FeO quaternary slag diagram. T is temperature
3 Results and discussion
3.1 Effect of slag basicity and Al2O3 on iron nugget production
3.1.1 Effect of slag basicity and Al2O3 on slag properties
Figure 3 shows the calculated liquidus temperature of slag formed after melting separation. It can be seen that the liquidus temperature of slag system increases with the increase in basicity, but the extent of variation is small when the Al2O3 content of iron concentrate is 2 wt.%. In other words, the slag system possesses high chemical stability. When the Al2O3 content of iron concentrate ranges from 4 to 10 wt.%, the liquidus temperature of slag system first decreases and then increases with the increase in basicity. The lowest liquidus temperatures can be obtained at slag basicity of 0.8. The liquidus temperature of slag system decreases as slag basicity increases from 0.4 to 0.8, which is caused by the decrease in precipitation of anorthite (CaAl2Si2O8). The liquidus temperature of slag system increases as slag basicity increases from 0.8 to 1.2, which is caused by the increase in precipitation of melilite (Ca2Al2SiO7).

Calculated liquidus temperature of CaO–SiO2–Al2O3–5% FeO slag
Figure 4 shows the fluidity index of slag formed after melting separation at 1375 °C. It can be seen that the fluidity index of slag system first increases and then decreases with the increase in basicity. When the Al2O3 content of iron concentrate is 2 wt.%, the highest fluidity index of slag can be obtained at basicity of 0.6. When the Al2O3 content of iron concentrate ranges from 4 to 10 wt.%, the highest fluidity index of slag can be obtained at basicity of 0.8. When the slag basicity is less than 0.8, the fluidity index of slag system increases with the increase in basicity, which is caused by the disintegration of the silicate network structure [14, 15]. When the slag basicity is higher than 0.8, the fluidity index of slag system decreases with the increase in basicity, which is caused by the precipitation of high melting point substances. The fluidity index of slag system decreases as the Al2O3 content of iron concentrate increases, which is caused by the increased precipitation of high melting point substances and the formation of Al–O–Si structure [16].

Fluidity index of CaO–SiO2–Al2O3–5% FeO slag
3.1.2 Effect of slag basicity and Al2O3 on melting separation temperature
When the iron ore–coal composite pellets were heated at 1350 °C, it was observed that the volume of composite pellets shrank and the slag was formed on the surface of the composite pellet. The composite pellets could be reduced at 1350 °C, but the slag–metal separation was not possible. The reason is that carbon diffusion into the reduced iron is insufficient at a relatively low reaction temperature. The melting temperature of the reduced iron is higher than 1350 °C (the melting temperature of pure iron is 1538 °C) so that the slag–metal separation cannot be realized [17, 18]. The morphology of melting separated product at 1375 °C is shown in Fig. 5. It can be seen that the composite pellets can realize slag–metal separation at the lowest melting separation temperature of 1375 °C when slag basicity is 0.4–1.2 and 0.8–1.2 for iron ore containing 2–6 and 8–10 wt.% Al2O3, respectively. Combined with the slag properties, it can be concluded that the composite pellets can realize slag–metal separation at the lowest melting separation temperature of 1375 °C when the liquidus temperature of slag is below 1475 °C. The melting separation temperature is mainly affected by the fluidity index of slag when the liquidus temperature of slag is above 1475 °C, and the slag–metal separation can only be realized when the fluidity index of slag is above 2.0.

Morphology of melting separated product at 1375 °C
3.1.3 Evaluation of melting separation time of composite pellets
To reduce energy consumption as much as possible, it is necessary to evaluate the melting separation time of composite pellet. The effect of slag basicity on melting separation time of composite pellet was studied by adjusting slag basicity from 0.4 to 1.2 and keeping 4 wt.% Al2O3 in iron ore. Also, the effect of Al2O3 content on melting separation time of composite pellet was studied by adjusting Al2O3 content of iron ore from 2 to 10 wt.% and keeping slag basicity of 1.0. Figure 6 shows the effect of liquidus temperature and fluidity index on melting separation time at 1375 °C. It can be seen that the melting separation time of iron ore–coal composite pellets increases with the increase in liquidus temperature and decreases with the increase in fluidity index in general. Lowering the liquidus temperature and enhancing the fluidity of slag system facilitate the melting of slag and carburization of iron, which shortens the melting separation time. It can be seen that the iron ore–coal composite pellets can realize melting separation at the shortest melting separation time of 7 min when liquidus temperature of slag is below 1350 °C. The melting separation temperature is mainly affected by the fluidity index of slag when the liquidus temperature of slag is above 1350 °C, and the slag–metal separation can only be realized when the fluidity index of slag is above 4.5. Therefore, it can be concluded that the pellets can realize slag–metal separation at the shortest melting separation time of 7 min when slag basicity is 0.4–1.0 and 0.8 for iron concentrate containing 2–4 and 6–10 wt.% Al2O3, respectively.

Effect of liquidus temperature (a) and fluidity index (b) of slag on melting separation time at 1375 °C
3.1.4 Recovery rate of metallic iron
The effect of slag basicity and Al2O3 on recovery rate of metallic iron of composite pellet was studied by adjusting slag basicity from 0.4 to 1.2 and keeping Al2O3 content of iron ore 2 and 8 wt.%. Relationship between slag properties and metallic recovery rate at 1375 °C is shown in Fig. 7. It can be seen from Fig. 7a that the recovery rate of metallic iron of composite pellets firstly increases and then decreases with the increase in liquidus temperature of slag system. It can be seen from Fig. 7b that the recovery rate of metallic iron of composite pellets increases with the increase in fluidity index of slag system. When the liquidus temperature of slag is 1300–1450 °C and the fluidity index of slag is above 3.5, the recovery rate of metallic iron of composite pellets can reach the highest of 94–95%. When the liquidus temperature of slag is below 1300 °C, the recovery rate of metallic iron of composite pellets is mainly affected by the liquidus temperature of slag. Rapid melting of slag led to insufficient reduction and carburization reaction of composite pellets, which lowers the recovery rate of metallic iron of composite pellets. When the liquidus temperature of slag is above 1450 °C, the recovery rate of metallic iron of composite pellets is mainly affected by the fluidity index of slag, and the highest recovery rate of metallic iron can only be realized when the fluidity index of slag is above 3.5. Therefore, it can be concluded that the highest recovery rate of metallic iron of composite pellet can reach about 94–95% when slag basicity is 0.8–1.2, 0.4–0.6, 0.8–1.2 and 0.8–1.0 for iron concentrate containing 2, 4, 6–8 and 10 wt.% Al2O3, respectively. Therefore, optimum slag properties are that the liquidus temperature and fluidity index of slag are 1300–1450 °C and above 4.5, respectively.

Relationship of liquidus temperature (a) and fluidity index (b) to metallic recovery rate at 1375 °C
3.2 Effect of MgO addition on iron nugget production
3.2.1 Effect of MgO on slag properties
In order to further reduce the melting separation temperature as well as melting separation time and achieve the purpose of promoting reduction and reducing energy consumption, the effect of MgO content on reduction and melting separation of composite pellets was studied by adjusting MgO content of slag from 5 to 15 wt.% and keeping Al2O3 content of iron ore ranging from 2 to 10 wt.% and slag basicity of 0.6. Figure 8 shows the calculated liquidus temperature of slag formed after melting separation with different MgO contents (R2 = 0.6). It can be seen that MgO content of slag has a major influence on meltability of slag. Compared with the slag without MgO, the liquidus temperature of slag decreases significantly when the MgO content of slag is 5 wt.%. For the iron concentrate containing 8–10 wt.% Al2O3, the liquidus temperature of slag decreases mostly, nearly from 1500 to 1400 °C. When the MgO content of slag is 10 wt.%, the effect of MgO on liquidus temperature of slag with different Al2O3 contents is slightly different: for 2 wt.% Al2O3 iron concentrate, the liquidus temperature of slag is nearly unchanged; for the iron concentrate containing 4–8 wt.% Al2O3, the liquidus temperature of slag decreases; for 10 wt.% Al2O3 iron concentrate, the liquidus temperature of slag rises to 1507 °C. The liquidus temperature of slag increases significantly when the MgO content of slag is 15 wt.%, which is caused by the precipitation of high melting point substances. Therefore, to reduce the liquidus temperature of slag and facilitate melting separation of pellets, optimum MgO content of slag is 5 wt.%.

Calculated liquidus temperature of CaO–SiO2–Al2O3–MgO–5% FeO slag (R2 = 0.6)
Figure 9 shows the fluidity index of slag added with 5 wt.% MgO. Compared with the slag without MgO, the fluidity index of slag increases when the MgO content of slag is 5 wt.%. This is mainly due to the fact that MgO has the function of changing the network structure of slag and the disintegration of silicate network structure makes the fluidity of slag system increase. Based on the analysis of Sect. 3.1, it can be predicted that the composite pellets can realize melting separation at 1375 °C when the MgO content of slag is 5 wt.% because the liquidus temperature of slag is below 1475 °C.

Fluidity index of CaO–SiO2–Al2O3–MgO–5% FeO slag (1375 °C, R2 = 0.6)
3.2.2 Effect of MgO on melting separation
The morphology of melting separated product with different MgO contents at 1375 °C is shown in Fig. 10. Compared with the composite pellets without MgO, the melting separation temperature of composite pellets made from iron concentrate containing 2–6 wt.% Al2O3 remains 1375 °C when the MgO content of slag is 5 wt.%. The melting separation temperature of composite pellets made from iron concentrate containing 8–10 wt.% Al2O3 decreases from 1400 to 1375 °C. It indicates that experimental result is in agreement with predicted result. Table 4 shows melting separation time and recovery rate of metallic iron of composite pellets with addition of 5 wt.% MgO. It can be seen that the melting separation time of composite pellet made from 2 wt.% Al2O3 iron concentrate remains 7 min and the recovery rate of metallic iron of composite pellet decreases from 90 to 86 wt.%. This is mainly due to the fact that the liquidus temperature of slag is below 1300 °C and the further decrease in liquidus temperature of slag hinders the reduction of composite pellets. The melting separation time of composite pellets made from iron concentrate containing 6 wt.% Al2O3 decreases from 8 to 7 min and the recovery rate of metallic iron of composite pellets is nearly unchanged. Corresponding liquidus temperature of slag is between 1300 and 1450 °C, and the fluidity index of slag is above 4.5. It indicates that the effect of MgO content on melting separation of composite pellets is in agreement with the results of inference from Sect. 3.1.

Morphology of melting separated product with different MgO contents (1375 °C, R2= 0.6)
4 Conclusions
-
1.
Slag properties have a major influence on melting separation of pellets. When the liquidus temperature of slag is below 1300 °C, the liquidus temperature of slag is the most important factor to determine the quality of pellets. Rapid melting of slag led to insufficient reduction and carburization reaction of composite pellets, which lowers the recovery rate of metallic iron of composite pellets. When the liquidus temperature of slag is above 1300 °C, the fluidity index of slag is the most important factor to determine the quality of pellets. The fluidity index of slag, which is determined by melting point and viscosity of slag, influences melting separation effect more compared with the liquidus temperature according to the curve trend.
-
2.
The relationships between slag properties and effect evaluation indexes of melting separation have been established. Optimum slag properties are that the liquidus temperature and fluidity index of slag are 1300–1450 °C and above 4.5, respectively. Under this condition, the melting separation temperature is the lowest of 1375 °C, the melting separation time of composite pellets is the shortest of 7 min, and the recovery rate of metallic iron of composite pellets is the highest of 94–95%. In order to obtain optimum slag properties and then obtain best melting separation results, slag basicity is 0.8-1.0, 0.4 and 0.8 for iron concentrate containing 2, 4 and 6–10 wt.% Al2O3, respectively.
-
3.
MgO content of slag has a major influence on slag properties. Compared with the slag without MgO, the liquidus temperature of slag decreases significantly and the fluidity index of slag increases when MgO content of slag is 5 wt.%. The melting separation temperature and time of composite pellets decreases to 1375 °C and 7 min, respectively. For 2 wt.% Al2O3 iron concentrate, the recovery rate of metallic iron of composite pellets decreases from 90 to 86 wt.%.
References
I. Kobayashi, Y. Tanigaki, A. Uragami, Iron Steelmaker 28 (2001) No. 9, 19–22.
S. Kikuchi, S. Ito, I. Kobayashi, O. Tsuge, K. Tokuda, Kobelco Technol. Rev. (2010) No. 29, 77–84.
G. Wang, Q.G. Xue, J.S. Wang, J. Iron Steel Res. Int. 25 (2018) 310–319.
G.J. Cheng, Z.X. Gao, H. Yang, X.X. Xue, Metals 7 (2017) 181–194.
C.R. Borra, S. Dwarapudi, G. Kapure, V. Tathavadkar, M.B. Denys, Ironmak. Steelmak.. 40 (2013) 443–451.
B. Anameric, S.K. Kawatra, Miner. Process. Extract. Metall. Rev. 28 (2007) 59–116.
B. Anameric, S.K. Kawatra, Miner. Metall. Process. 23 (2006) 52–56.
B. Anameric, K.B. Rundman, S.K. Kawatra, Miner. Metall. Process. 23 (2006) 139–150.
W. Zhang, Z.Y. Wang, N. Zhang, X.L. Wang, Angang Technology (2010) No. 5, 10–14.
C.W. Bale, E. Bélisle, P. Chartrand, S.A. Decterov, G. Eriksson, A.E. Gheribi, K. Hack, I.H. Jung, Y.B. Kang, J. Melançon, A.D. Pelton, S. Peterson, C. Robelin, J. Sangster, P. Spencer, M.A. Van Ende, Calphad 54 (2016) 35–53.
W. Xing, L. Wu, S.Q. Li, L. Yao, R.Z. Liu, J. Univ. Sci. Technol. Beijing 36 (2014) 603–607.
A. Kondratiev, E. Jak, Metall. Mater. Trans. B 32 (2001) 1027–1032.
G. Wang, J.S. Wang, Q.G. Xue, J. Cent. South Univ. 25 (2018) 783−794.
X.L. Tang, Z.T. Zhang, M. Guo, M. Zhang, X.D. Wang, J. Iron Steel Res. Int. 18 (2011) No. 2, 1–17.
C.Y. Sun, X.H. Liu, J. Li, X.T. Yin, S. Song, Q. Wang, ISIJ Int. 57 (2017) 978–982.
S.H. Seok, S.M. Jung, Y.S. Lee, D.J. Min, ISIJ Int. 47 (2007) 1090–1096.
X.Y. Ning, Q.G. Xue, G. Wang, S. Ding, X.F. She, J.S. Wang, J. Univ. Sci. Technol. Beijing 36 (2014) 1166–1173.
Y. Man, J.X. Feng, Y.M. Chen, J.Z. Zhou, J. Iron Steel Res. Int. 21 (2014) 1090–1094.
Acknowledgements
The authors would like to express their gratitude for the financial support of Fundamental Research Funds for the Central Universities (FRF-TP-18-008A2), the National Natural Science Foundation of China (51804024), the China Postdoctoral Science Foundation (2016M600919), and the State Key Laboratory of Advanced Metallurgy of University of Science and Technology Beijing (41618022).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, Sh., Wang, G., Zhang, H. et al. Effect of gangue composition on iron nugget production from iron ore–coal composite pellet. J. Iron Steel Res. Int. 26, 917–925 (2019). https://doi.org/10.1007/s42243-018-00221-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-018-00221-7