
Abstract
The implementation of natural fibres in polymer composites will result in biodegradable, low cost, recyclable materials for automobile and structural applications. In the process of making natural fibre composites viable in the global market, it is essential to understand its mechanical and physical properties. In the present investigation, mechanical and physical properties of pineapple Leaf (PALF) and Sun Hemp (SH) Fibre reinforced with epoxy matrix was studied in terms of weight (wt) % of fibre loading and chemical treatment. The composites were fabricated by compression moulding technique with PALF fibre content varying from 10, 15 and 20% of weight fraction. The PALF and SHF were treated with NaOH solution for 1 h at room temperature. The various mechanical properties such as tensile, compression, flexural and impact strength were measured as per ASTM standard. The density and water absorption were also measured to study the physical properties of the fabricated composites. The treated composites exhibit a rough surface because of the removal of the cellulose layer which results in better adhesion between the matrix/fibre interface than untreated composites. The NaOH treated fibres composites outperformed untreated fibre composites in terms of mechanical and physical properties except for impact strength. The morphological studies of the worn surfaces are examined using Scanning Electron Microscope (SEM).
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The use of natural fibres in polymer matrix finds its pace in the current scenario mainly because of environmental issues, eco-friendly, renewable, biodegradable, recyclable and cost less compared to synthetic fibres. Owing to environment-friendly, natural fibres replace synthetic fibres in all fields of engineering which includes automobile, railway coaches, construction industries and packaging products etc. The main drawback that natural fibre faces are lower mechanical strength in comparison with synthetic fibres. This issue could be surpassed by the hybridization and chemical treatment of natural fibres in composites. The method of hybridization in composites is the best possible solution to improve the properties of composites to meet the needs of various applications. The properties of hybrid composites are improved by various factors such as the composition of fibres, length of fibres, matrix nature, and stacking sequence etc. In the present research, the chemically treated and untreated PALF fibre added with Sun hemp fibre are reinforced in suitable proportion with epoxy matrix to form hybrid natural fibre composites. Ku et al. reviewed various natural fibres reinforced in different thermoplastic resins and draws a comparison of mechanical properties. They also brief the various factors and parameters of manufacturing that affects the tensile modulus of the composite and also justified the trend of decreasing strength with an increase in reinforcement content [1]. Sarikaya et al. studied the mechanical properties of birch, eucalyptus and palm fibres with epoxy resin composite of which, eucalyptus with epoxy resin had the highest tensile strength of 45.25 MPa [2]. Navaneetha Krishnan et al. found out that Sisal-Luffa natural composite fabricated through compression moulding had a high tensile strength of 50.25 MPa. They also found that the composite had high flexural and impact strength of 29.41 MPa and 1.3 J, respectively [3]. Webo et al. studied the impact toughness and hardness of treated and untreated Sisal fibre-epoxy resin composites, and have summarized the factors, such as fibre agglomeration, wettability, uneven distribution of fibres, and poor adhesion between fibre and matrix, that affects the hardness of natural fibres reinforced in the epoxy resin. They concluded that the untreated fibres tend to be harder in comparison to treated fibres [4]. Lila et al. studied the effect of environmental conditioning on natural fibre reinforced epoxy composite. They observed that an alkaline environment significantly influences the mechanical properties of the composite laminate as compared to other environments [5]. Kalagi et al. investigated the mechanical properties of natural fibre reinforced composites for wind turbine application. They fabricated composites using epoxy with sisal, jute, flax and coir fibres. They found out that, without adding any filler material, the natural fibre composite becomes unsuitable for higher strength applications such as wind turbines [6]. Cavalcanti et al. examined the effect of hybridization and the effect of chemical treatments on the mechanical properties of a novel intra-laminar natural fibre hybrid composite. They found out that the mechanical properties evaluated are significantly improved by the addition of natural fibres to pure jute-based composites [7]. Bahra et al. considered the effect of varying content of pineapple fibre in pineapple/HDPE composite on the tensile strength, tensile modulus, hardness and water absorption behaviour. The 48 h water absorption study showed that the 5% pineapple fibre/HDPE composite had the least water absorption ability [8]. Vijay et al. studied the influence of stacking sequence on mechanical characteristics of Cyperus-pangorei fibres based natural fibre composites. They developed natural composites by sandwiching two layers Cyperus-pangorei in vertical orientation and Kenaf, Sisal and Jute fibres in the horizontal orientation. They concluded that the natural fibre-1 arrangement produced an ultimate tensile load of 4.89 kN, followed by the natural Fibre-3 arrangement of 3.79 kN and then natural fibre-2 arrangement of 3.17 kN [9]. Thiagamani et al. studied the effect of 17 varying sequences on the tensile, compression and inter-laminar shear strength for Sisal-Hemp reinforced polymer composite. They found out that the highest value of compression strength of 47.47 MPa was recorded for HHHH followed by SSSS with 41 MPa [10]. Mathivanan et al. studied the mechanical properties of pineapple leaf fibre reinforced Tapioca-based bio-plastic resin composite and have justified various reasons for a decrease in tensile strength and tensile modulus with an increase in fibre content in the composite [11]. Gheith et al. investigated the flexural and dynamic mechanical properties of date palm fibre/epoxy composites by varying the fibre loading from 40%, 50% and 60%. The composite samples are prepared by the hand-lay technique. The result shows that 50% of date palm fibre exhibits ideal mechanical properties [12]. Todkar et al. suggested that instead of a single chemical treatment if two successive chemical treatments are carried out then it has the leverage to the chemical and physical structure of PALF in delivering comparatively higher mechanical properties. The hybridization with other natural or synthetic fibres has also been effective. They also investigated the presence of voids and porosity in the composite material and its effects on the mechanical and water absorption property of the composite [13]. Krishnan et al. investigated the tensile, flexural and hardness properties of alkaline treated sun hemp fibres reinforced in polyester composites and found that alkaline treatment tends to increase the mechanical properties of the fibre [14]. Daramola et al. carried out a study to find the mechanical and water absorption properties of pineapple fibre reinforced with polyester composites. The absorption test concluded that there is an increase in the water absorption of the composite when there is an increase in fibre loading [15]. In a study performed by Khan et al. it is found that the effect of stacking sequence also plays an important role in increasing the flexural strength of jute and kenaf fibre reinforced hybrid composites [16]. Venkateshwaran et al. investigated the mechanical and water absorption properties of banana-sisal fibre reinforced hybrid composites. They found that hybridization of natural fibre composite does not necessarily yield superior mechanical properties. Their result indicated that the minimum moisture uptake was found for 50:50 hybrids composite [17]. In contrast, Safri et al. reviewed hybrid fibre composites and found that hybridisation is one of the important methods to strengthen and improve the mechanical and physical properties [18].
From the above literature, it is found that there is much work available in the field of natural fibre composites, but still, it is required to explore more for the commercial and industrial applications. Taking that into consideration the present work is performed to study the PALF/epoxy composites in terms of mechanical properties (tensile strength, compression strength, flexural strength and impact strength,) and physical properties (density and water absorption) of untreated and NaOH treated fibres. Morphological examination of the fractured specimens was examined using a scanning electron microscope.
2 Experimental Procedure
2.1 Materials
Epoxy resin (Araldite LY651) and hardener were supplied by M/s New Era Composites, Chennai, India, is used as the matrix materials in this study. Sun hemp and pineapple leaf fibre are procured from Go Green products, Chennai, India. Table 1 summarises the mechanical and physical properties of PALF and SH fibres.
2.2 Chemical Treatment of Fibres
PALF and SH fibre in bidirectional mat form is cut into the required dimension (200 mm × 400 mm) are washed and dried to remove impurities attached with the fibres. Various authors use NaOH solution for the treatment of fibres Soosai et al. [19]. It is observed for Feng et al. that increasing the NaOH concentration above 5% resulted in the poor mechanical properties of the composites by damaging the fibres [20]. Therefore, in this work, the mat fibres were immersed in the 2% NaOH solution for 1 h at room temperature. The excess NaOH solution is removed from the fibres and they are washed with distilled water 2 to 3 times to remove the residues and kept in sunlight for 4 h.
2.3 Fabrication of Hybrid Composites
The matrix and reinforcement materials needed for the fabrication of individual specimens are weighed and kept aside separately. The resin is mixed carefully with the hardener in a ratio of 10:1. The compression moulding machine used for the fabrication is shown in Fig. 1. The lower and upper plates of the die are coated with release gel for easy removal of the specimen from the mould. A single SH fibre mat is placed inside the cavity of the lower plate and the compound of epoxy-hardener is spread onto the fibre mat using a metal roller of diameter 10 mm. The next PALF mat is stacked upon the previous and so on. The composition of the fabricated composite specimens is given in Table 2. The die is mounted on the compression plate of the compression moulding machine. Essential fabrication parameters determined are fed to the machine. The fabrication parameters are: Temperature of upper plate = 40 °C, Temperature of lower plate = 40 °C, Pressure = 50 bar and Curing time period = 240 min. The specimen is removed from the die with the help of a wooden mallet and chisel. The rough and sharp edges are machined. Three untreated and NaOH treated fibre composites in 10 wt%, 15 wt% and 20 wt% of fibre loading are thus fabricated.

Compression molding machine
2.4 Mechanical Characterization
The mechanical characteristics of the composites are evaluated by performing various mechanical tests such as tensile, compression, flexural, and impact test.
2.4.1 Tensile Test
The tensile test was carried out in a dog-bone shaped specimen in accordance with the ASTM standard D638 [21]. The gauge length of 50 mm, gauge width of 19 mm, a total length of 205 mm with the provision of 50 mm on each side for holding the specimen is used. The samples are subjected to a load of 100 KN with a speed of 2 mm/min in the UTM machine.
2.4.2 Compression Test
From the fabricated specimen, samples of size 12.7 mm × 12.7 mm × 10 mm as per ASTM standard D3410 [22] was machined to evaluate the compression strength. The samples are subjected to a constant load of 100 kN. Figure 2 shows the specimens used for the compression test.

Specimens used for compression test
2.4.3 Flexural Test
The flexural test was performed on the samples of size 127 mm length and 12.7 mm width in a three-point flexural testing machine as per ASTM standard D790 [23]. The testing speed ranges about 2 mm/min subjected to 10 kN load. Figure 3 shows the specimens used for the flexural test.

Specimens used for flexural test
2.4.4 Charpy Impact test
The samples of length 64 mm and width 13 mm are cut for the estimation of impact energy as per ASTM standard D256 [24] using Charpy’s Impact Tester. The specimen is kept vertically, clamped by means of the anvil and the striker in the pendulum is allowed to hit the specimen.
2.5 Physical Properties
The physical properties such as density and water absorption are performed for the fabricated composites specimens.
2.5.1 Density
The density of individual specimens is evaluated by Archimedes Principle. The density of both the untreated and treated samples was measured by weighing small workpieces cut from the composite first in the air and then in water.
2.5.2 Water Absorption Test
Two circular samples of diameter 60 mm are cut from each fabricated specimen and are immersed in water at 50 °C and weighed after one week to determine the rate of water absorption as per ASTM standard D570 [25]. Water absorption was calculated using the formula given in Eq. 1
where \({w}_{1}\) and \({w}_{2}\) are the weight of the samples before and after the test.
3 Results and Discussion
3.1 Mechanical Properties
3.1.1 Tensile Strength
Figure 4 demonstrates the average tensile strength for each fibre loading of the treated and untreated composites. It is observed that there is an increasing trend in the tensile strength of composites with an increase in the PALF fibre loading of the composite. Figure 5 shows the specimen after the tensile test. The increase in the tensile strength for 10 wt% and 15 wt% PALF fibre loading was 10.41% and 13.77% for untreated and treated composites, respectively. Further, increase in the PALF content (20 wt%) the tensile strength raised to 9.75% and 14.95%. This may be due to the following reasons. Firstly, the PALF fibre is superior to SH fibre in terms of tensile strength. Secondly, the PALF and SHF fibre dispersed well in the matrix which results in transferring the load to the matrix effectively. Thirdly, the proper adhesion between the matrix and the fibres which enhances the tensile strength. The percentage increase in tensile strength between untreated and treated composites for 10 wt%, 15 wt% and 20 wt% fibre loading were 20.18%, 23.17% and 27.59%, respectively. This is attributed due to the absence of hemicellulose, hydroxyl groups and lignin from the fibre which improves the adhesion between the fibre and matrix in the fabricated composites. The magnitude of increase in tensile strength for both treated and untreated composites follow a similar increasing nature with an increase in wt. fraction of PALF fibre. The improvement in the tensile strength is due to mechanical interlocking at the fibre-matrix interface leads to reduce the fibre pull-out as studied by Feng et al. [20]. The results obtained are in line with Ramlee et al. [26], and Saikeng et al. [27]. Indran et al. found similar results on Cissus quadrangularis stem fibre composites and reported that 30% fibre loading provides optimum tensile strength [28].

Tensile strength with varying fibre loading

Specimen after tensile test
3.1.2 Compression Strength
The variation of compressive strength with respect to the wt. % of PALF fibre loading was shown in Fig. 6. It is observed that as the wt% of PALF fibre increases, a considerable improvement in the compression strength was recorded for both treated and untreated composites. The percentage improvement is found to 23.12% for 10 wt% to 20 wt% increase in the PALF fibre, whereas for treated composites it was found to be 32.15% for 10 wt% to 20 wt% increase in the PALF fibre loading. From the Fig. 6, it is understood that the variations in compression strength for untreated and treated composites are very much significant. As the fibres are chemically treated with NaOH solution, a rough surface is created, which in turn increases the interface bonding between the matrix and fibres thereby improves the load-bearing capacity. Similar studies were reported by Anbukarasi et al. [29] on luffa reinforced epoxy composites on alkali-treated fibres.

Compression strength with varying fibre loading
3.1.3 Flexural Strength
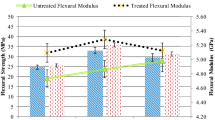
Figure 7 shows the relation between the weight percent of PALF fibre loading to the flexural strength. It is evident that the flexural strength increases with the increase in the weight percentage of PALF fibre. The increase was 25% for 10 wt% to15 wt% fibre loading, whereas it was 55% for 15 wt% to 20 wt% fibre loading. The maximum flexural strength is observed for the 20% PALF fibre loading. The following are the possible reason for the increase in flexural strength. This increase in flexural strength with respect to the increased PALF fibre loading is due to the increase in the number of reinforcement layers in the specimen [30]. The increase in the number of fibre layers below and above the neutral axis offers resistance to bending [31]. The treated fibre shows a considerable increase in flexural strength. From Fig. 7, the improvement in the flexural strength between untreated and treated composites for 10 wt% fibre loading shows 17.1% and for 15 wt% fibre loading shows 19.33% and finally for 20 wt% fibre loading it was 21.93%. The epoxy matrix covers the entire fibre at all fibre loading results in complete dispersion of the fibre in the resin which leads to better adhesion at the interface. The raise in the flexural strength of the treated composites is because of the removal of the hemicellulose and lignin which makes the surface rough and ultimately results in better surfaces contact area providing higher interfacial bonding. The mechanical properties get improved with a higher surface contact area was observed [32].

Flexural strength with varying fibre loading
3.1.4 Impact Strength
Impact strength is the measure of the toughness of a material which determines the overall strength. The capability of a metal to withstand the suddenly applied load is called impact strength. The impact strength of the composites is mainly associated with properties of fibre, matrix type, interfacial bonding strength, comparatively on the soil conditions and retting of fibres, etc. The impact strength of untreated and treated PALF/SHF composites for various fibre loading is shown in Fig. 8. The difference in the impact strength was observed with respect to fibre loading and chemical treatment of the fibre. The best impact strength is found for 20 wt% and 10 wt% fibre loading for untreated and treated composite respectively. There is an increasing trend in the impact strength of untreated composites with an increase in fibre loading. Similar results are obtained by Kumar et al. [33]. In contrast, the impact strength with chemically treated fibre composites reduces with an increase in fibre loading. The chemically treated fibre composites exhibit better interfacial bonding with fibre and matrix which resist the fibre pull-out, results in lower impact strength. It is observed from De Albuquerque et al. that higher adhesion and stronger interfaces are not favourable properties in terms of impact strength [34]. Further, Mishra et al. reported that PALF Fibres have higher cellulose content which provides commanding mechanical properties [35]. The mechanical properties of PALF fibre are well determined by its cellulose content and lower micro-fibrillar angle. The cellulose content of PALF fibre provides better elastic properties but they lack impact strength because of the lower breaking stress.

Impact strength with varying fibre loading
3.2 Physical Characteristics
3.2.1 Density
The weight of the specimen depends on its density. Density is termed mass per unit volume. Figure 9 illustrates the experimental density versus fibre loading. From the figure, it is found that density value increases with an increase in fibre loading. The density for 10 wt% fibre loading was 1.798 kg × m−3, for 15% fibre loading was 1.875 kg × m−3and for 20 wt % fibre loading was 1.987 kg × m−3. The increase in density with fibre loading was 4.5% and 5.9%, respectively. From Fig. 9, it is observed that the trend is consistent for both treated and untreated composites.

Density versus fibre loading
3.2.2 Water Absorption Test
Fibre loading, fibre orientation, void content, immersion time and temperature are the important factors that affect water absorption. Figure 10 shows the water absorption behaviour for PALF/SH composites versus fibre loading. Initially, a linear increase in water absorption was shown in all the specimens. The maximum water absorption is found on 20% fibre loading on both untreated and treated composites. The magnitude of water absorption for untreated composites increased by 19.4% as the fibre loading was increased from 10 wt% to 15 wt%. Similarly for untreated composites with 20 wt% fibre loading the water absorption was 31.2% whereas, for treated composites with 20 wt% fibre loading, it was observed to be 20.79%. It arrives to the conclusion that with an increase in fibre loading, there is an increase in the water absorption rate and also chemically treated fibre shows less intake of water. The natural fibres are hydrophilic in nature and are predilection towards moisture. The intake of water makes the fibre swell, leading to the micro-cracks at the interface which provides room for the further intake of water. The swelling stress results in failure of composites materials was studied by Daramola et al. [15]. In contrast, Muñoz et al. observed on epoxy flax bio-composites that water absorption of flax fibres causes swelling results, positively on mechanical properties of the composites [36]. We can see that the treated composites with 10% fibre loading have lower water absorption rate. The presence of void space is lower at 10% fibre loading allowing the least amount of water to penetrate. It is observed that the NaOH treatment results in removing the hydroxyl effectively from the fibre, thereby providing an obstacle for water molecules to penetrate [37]. The results obtained from Fig. 10, indicate that the treated composites show resistance to water absorption besides increases the wettability thereby improving the interfacial bonding strength between the matrix and fibres. Similar results are obtained by Masoodi et al. in epoxy jute fibre composites fabricated by the compression moulding method [38].

Water absorption with varying fibre loading
3.2.3 Morphology of the Fabricated Composites
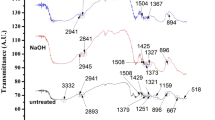
The morphology of the fabricated composites is explained well using SEM micrographs as shown in Fig. 11a, b. It is seen that the untreated fibre composites show signs of impurities that can have an impact on the adhesion properties of the fabricated composites. Similar results are reported by Siakeng et al. [27]. The treated fibre composites exhibit minimum fibre pull-out with good bonding strength as shown in Fig. 11b. The composites treated with NaOH solution alter the surface of the fibre by disrupting hydrogen bonding and thereby removing some amount of lignin, pectin and wax, which leads to a rough surface as observed in Fig. 11a. Voids and cracks are also seen at all the specimens which are inevitable. The broken specimen in the tensile test is examined with SEM and the microstructure is shown in Fig. 12a, b. The untreated tensile fractured surface shows voids and fibre pull out in large amounts (refer Fig. 12a). The surfaces of the fibre pull-out show no matrix particle adhere to it indicating poor adhesion properties of untreated composites. Similar trends are seen in Md shah et al. [39]. It is observed from Feng et al. that premature failure and low load transfer occurs for unmodified PALF composites results in low mechanical properties [20]. Some amount of voids, fibre pull-out and fibre damage were even observed in the treated composites but the overall adhesion level was superior when compared with untreated composites. Further in treated composites, the voids are filled with the matrix as they penetrate to give good bonding and thus obtained maximum tensile strength. It can be observed that the good interfacial bonding offers resistance to fibres to get detached from the matrix results in the improved tensile strength of the NaOH treated composites.

SEM images of 20% PALF/SHF composites a untreated, b treated

Tensile fracture surface of 20% PALF/SHF composites a untreated, b treated
4 Conclusions
The influence of surface treatment of fibre and weight fraction of fibre loading on mechanical and physical properties of composites was experimentally investigated. Pineapple leaf and sun hemp fibre reinforced natural composite with three varying proportions of fibre loading were successfully fabricated using the compression moulding technique. The tensile strength, compression strength and flexural strength were found to have an increasing trend with increase in the weight fraction of PALF, whereas impact strength shows a negative trend for NaOH treated fibres composites. It is found that density increases with an increase in fibre loading. The highest density was found for 20 wt% fibre loading composites. With the increase in fibre loading, there is an increase in the water absorption rate and untreated composites with 20 wt% fibre loading, the water absorption was 31.2% whereas for treated composites it is observed to be 20.79%. Thus, the treated composites resist water absorption in comparison with untreated composites. The morphological studies reveal voids and fibre pull-out are found less in comparison with untreated PALF fibres composites. These eco-friendly and cost-effective composites thus fabricated would be a replacement for harmful synthetic polymers and can serve as a valuable material for automotive and structural materials in the near future.
References
Ku, H., Wang, H., Pattarachaiyakoop, N., & Trada, M. (2011). A review on the tensile properties of natural fiber reinforced polymer composites. Composites Part B: Engineering, 4, 856–873.
Sarikaya, E., Çallioğlu, H., & Demirel, H. (2019). Production of epoxy composites reinforced by different natural fibers and their mechanical properties. Composites Part B: Engineering, 167, 461–466.
Navaneetha Krishnan, G., Karthikeyan, T., Saravanan, S., Selvam, V., Parkunam, N., Sathish, K. G., & Jayakrishnan, S. (2020). Structural analysis of natural fiber reinforced polymer matrix composite. Materials Today: Proceedings, 21, 7–9.
Webo, W., Masu, L., & Maringa, M. (2018). The impact toughness and hardness of treated and untreated sisal fibre-epoxy resin composites. Advances in Materials Science and Engineering, 2018, 1–10.
Lila, K. M., Singh, B., Pabla, B. S., & Singh, I. (2018). Effect of environmental conditioning on natural fiber reinforced epoxy composites. Materials Today: Proceedings, 9, 17006–17011.
Kalagi, G. R., Patil, R., & Nayak, N. (2018). Experimental study on mechanical properties of natural fiber reinforced polymer composite materials for wind turbine blades. Materials Today: Proceedings, 5, 2588–2596.
Cavalcanti, D. K. K., Banea, M. K., Neto, J. S. S., Lima, R. A. A., Da Silva, K. F. M., & Carbas, R. J. C. (2019). Mechanical characterization of intralaminar natural fibre-reinforced hybrid composites. Composites Part B: Engineering, 175, 107–149.
Bahra, S. M., Gupta, V. K., & Aggarwal, L. (2017). Effect of fibre content on mechanical properties and water absorption behaviour of pineapple/HDPE composite. Materials Today: Proceedings, 4, 3207–3214.
Vijay, R., & Lenin, S. D. (2018). Influence of stacking sequence on mechanical characteristics of Cyperus pangorei fibres based natural fibre composites. Materials Today: Proceedings, 5, 8504–8513.
Thiagamani, S. M., Krishnasamy, S., Muthukumar, C., Tengsuthiwat, J., Nagarajan, R., Siengchin, S., & Ismail, S. O. (2019). Investigation into mechanical, absorption and swelling behaviour of hemp/sisal fibre reinforced bioepoxy hybrid composites: Effects of stacking sequences. International Journal of Biological Macromolecules, 140, 637–646.
Mathivanan, D., Norfazilah, H., Siregar, J.P., Rejab, M.R.M., Bachtiar, D., & Cionita, T. (2016). The study of mechanical properties of pineapple leaf fibre reinforced tapioca based bioplastic resin composite. In MATEC web of conferences, Malayasia, p 74.
Gheith, M. H., Aziz, M. A., Ghori, W., Saba, N., Asim Jawaid, M., & Alothman, O. Y. (2019). Flexural, thermal and dynamic mechanical properties of date palm fibres reinforced epoxy composites. Journal of Materials Research and Technology, 8, 853–860.
Todkar Sadashiv, S., & Patil, S. A. (2019). Review on mechanical properties evaluation of pineapple leaf fibre (PALF) reinforced polymer composites. Composites Part B: Engineering, 174, 106927.
Krishnan, T., Jayabal, S., & Naveen, K. V. (2018). Tensile, flexural, impact, and hardness properties of alkaline-treated Sun hemp fiber reinforced polyester composites. Journal of Natural Fibers, 17, 326–336.
Daramola Oluyemi, O. J. O., Adediran, A. A., Adewuyi, B. O., & Adewole, O. (2017). Mechanical properties and water absorption behaviour of treated pineapple leaf fibre reinforced polyester matrix composites. Leonardo Journal of Sciences, 30, 15–30.
Khan, T., Sultan, M. T. H., Shah, A. U. M., Ariffin, A. H., & Jawaid, M. (2021). The effects of stacking sequence on the tensile and flexural properties of kenaf/jute fibre hybrid composites. Journal of Natural Fibers, 18, 452–463.
Venkateshwaran, N., ElayaPerumal, A., Alavudeen, A., & Thiruchitrambalam, M. (2011). Mechanical and water absorption behaviour of banana/sisal reinforced hybrid composites. Materials & Design, 32, 4017–4021.
Soosai, M., Thankian, C., Thangiah, W. J. J., Nagarajan, R., Kalimuthu, M., Ismail, S. O., & Mohammad, F. (2020). Characterization of novel lignocellulosic spinifexlittoreus fibers and their composites. Journal of Bionic Engineering, 17, 393–404.
Safri, S. N. A., Sultan, M. T. H., Jawaid, M., & Jayakrishna, K. (2018). Impact behaviour of hybrid composites for structural applications: A review. Composites Part B: Engineering, 133, 112–121.
Feng, N. L., Malingam, S. D., Razali, N., & Subramonian, S. (2020). Alkali and silane treatments towards exemplary mechanical properties of kenaf and pineapple leaf fibre-reinforced composites. Journal of Bionic Engineering, 17, 380–392.
ASTM D638-14. (2014). Standard test method for tensile properties of plastics. West Conshohocken: ASTM International.
ASTM D3410/D3410M-16. (2016). Standard test method for compressive properties of composite materials with unsupported gage section by shear loading. West Conshohocken: ASTM International.
ASTM D790-17. (2017). Standard test method for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. West Conshohocken: ASTM International.
ASTM D256-10. (2018). Standard test method for determining the pendulum impact resistance of plastics. West Conshohocken: ASTM International.
ASTM D570-98. (2018). Standard test method for water absorption of plastics. West Conshohocken: ASTM International.
Ramlee, N. A., Jawaid, M., Zainudin, E. S., & Yamani, S. A. K. (2019). Modification of oil palm empty fruit bunch and sugarcane bagasse biomass as potential reinforcement for composites panel and thermal insulation materials. Journal of Bionic Engineering, 16, 175–188.
Siakeng, R., Jawaid, M., Ariffin, H., & Salit, M. S. (2018). Effects of surface treatments on tensile, thermal and fibre-matrix bond strength of coir and pineapple leaf fibres with poly lactic acid. Journal of Bionic Engineering, 15, 1035–1046.
Indran, S., Raj, R. D. E., Daniel, B. S. S., & Binoj, J. S. (2018). Comprehensive characterization of natural Cissus quadrangularis stem fibre composites as an alternate for conventional FRP composites. Journal of Bionic Engineering, 15, 914–923.
Anbukarasi, K., & Kalaiselvam, S. (2015). Study of effect of fibre volume and dimension on mechanical, thermal, and water absorption behaviour of luffa reinforced epoxy composites. Materials & Design, 66, 321–330.
Sreekumar, P. A., Kuruvilla, J., Unnikrishnan, G., & Thomas, S. (2007). A comparative study on mechanical properties of sisal-leaf fibre-reinforced polyester composites prepared by resin transfer and compression moulding techniques. Composites science and technology, 67, 453–461.
Li, S., Zheng, T., Li, Q., Hu, Y., & Wang, B. (2019). Flexural and energy absorption properties of natural-fiber reinforced composites with a novel fabrication technique. Composites Communications, 16, 124–131.
Asim, M., Jawaid, M., Abdan, K., & Ishak, M. R. (2018). The effect of silane treated fibre loading on mechanical properties of pineapple leaf/kenaf fibre filler phenolic composites. Journal of Polymers and the Environment, 26, 1520–1527.
Senthil, K., Siva, I., Jeyaraj, P., Jappes, W., Amico, S. C., & Rajini, N. (2014). Synergy of fiber length and content on free vibration and damping behavior of natural fiber reinforced polyester composite beams. Materials & Design, 56, 379–386.
De Albuquerque, A. C., Joseph, K., de Carvalho, L. H., & d’Almeida, J. R. (2000). Effect of wettability and ageing conditions on the physical and mechanical properties of uniaxially oriented jute-roving-reinforced polyester composites. Composites Science and Technology, 60, 833–844.
Mishra, S., Mohanty, A. K., Drzal, L. T., Misra, M., & Hinrichsen, G. (2004). A review on pineapple leaf fibers, sisal fibers and their biocomposites. Macromolecular Materials and Engineering, 19, 955–974.
Muñoz, E., & García-Manrique, J. A. (2015). Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bioepoxy composites. International Journal of Polymer Science, 2015, 1–10.
Asim, M., Paridah, M. T., Saba, N., Jawaid, M., Alothman, O. Y., Nasir, M., & Almutairi, Z. (2018). Thermal, physical properties and flammability of silane treated kenaf/pineapple leaf fibres phenolic hybrid composites. Composite Structures, 202, 1330–1338.
Masoodi, R., & Pillai, K. M. (2012). A study on moisture absorption and swelling in bio-based jute-epoxy composites. Journal of Reinforced Plastics and Composites., 31, 285–294.
Md Shah, A. U., Sultan, M. T., & Jawaid, M. (2021). Sandwich-structured bamboo powder/glass fibre-reinforced epoxy hybrid composites–Mechanical performance in static and dynamic evaluations. Journal of Sandwich Structures & Materials, 23, 47–64.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Premnath, A.A. Mechanical and Physical Properties of Pineapple Leaf and Sun Hemp Fibre Reinforced Hybrid Natural Composite Fabricated by Compression Moulding Method. J Bionic Eng 19, 257–267 (2022). https://doi.org/10.1007/s42235-021-00120-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42235-021-00120-w