
Abstract
In this research, the physico-mechanical properties of epoxy/baobab nano-composite were studied. The fiber was treated with sodium hydroxide and the effect of fiber loading; 0 wt%, 10 wt%, 20 wt%, 30 wt%, 40 wt% and 50 wt% has been reported. 95.58% of the baobab fiber had particle distribution of falling between 10 and 100 nm. The fabrication of the composite was by casting on a glass mould and cold curing for 24 h at 25 °C. The result showed optimum mechanical properties with 10 wt% filler loading. Hardness and water absorption increased as the filler loading increases from 10 to 50 wt%. Abrasion resistance also improved with filler loading up to 30 wt%, and then dwindled significantly with 40 wt% and 50 wt% of the filler. Consequently, the sample with 10 wt% filler had the highest tensile strength of 48 MPa; while, sample with 50 wt% of filler had least tensile strength of 20.9 MPa. Again, impact strength result showed that the sample with 10% wt had superior impact strength of 0.45 J/mm. Scanning electron microscopy image of the fractured tensile specimen further highlighted the reason for the improved mechanical properties recorded at 10 wt%. The results suggest that the baobab fiber nano-composite had adequate properties for application in the automotive industry and building construction.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent times, polymers reinforced with cellulosic nanofiber/nanoparticles have attracted tremendous interest because of their eco-friendliness (Jitendra et al. 2012) as well as enhanced mechanical and biodegradation properties due to the nanometric size of the cellulose matrix. Their availability from renewable resources, high mechanical properties, low density, biodegradability and diversity of the sources of cellulose has presented them as competing materials for polymer reinforcement (Oboh et al. 2017).
Natural fibers have attracted the interest of researchers, material scientists, engineers and industries, because of some beneficial properties such as low density, less expensive, and reduced solidity when compared to synthetic fibers, thus providing advantages for utilization in commercial applications for polymer composites in automotive industry, buildings, and constructions (Jawaid and Abdul Khalil 2011). However, the size and geometry of these fibers plays a significant role in the properties of the resulting composites (Hine et al. 2002).
Nano-particles are presently considered as high-potential filler materials for the improvement of mechanical and physical properties of polymer composites (Njuguna et al. 2008). The nano-scale fillers are usually free of defects, and hence their applications in the field of polymer composite. Nano-particles offer high polymer matrix–filler interfacial area because of uniform and homogeneous dispersion that is possible with them (Saba et al. 2014).
Baobab is a popular tree and widely cultivated in the surrounding region of West Africa. Its fibers are obtained either from the pod, or bark of the tree; these are stripped from the lower part of the trunk and husks. Strong fibers can also be obtained from its root bark (Sidibe and Williams 2002).
The application of natural fiber such as rosella, okra, baobab and Kenaf (Modibbo et al. 2009), banana fiber (Sumaila et al. 2013), bamboo, (Abdulkhalil et al. 2012) jute fiber (Gupta 2017), coconut coir (Oboh et al. 2015), kenaf fiber (Hafsat et al. 2016), baobab pod (Shehu et al. 2017), etc., in composites have been well documented.
Epoxy has some unique properties and characteristics which attract its use in various industrial applications such as: coatings, laminations, construction materials and adhesives. However, its high britility, low impact resistance, low fracture toughness and delamination limits the use in high performance application (Saba et al. 2014). Modification of epoxy and incorporation of reinforcing materials before application/ use can be employed to overcome these limitations.
Epoxy matrix reinforced with nanoparticles have been reported with most of the works focusing on the use of carbon nanotubes, carbon nanofiber and nanosilicates/clays as reinforcing phase (Njuguna et al. 2008).
Although numerous works on the use of natural fibers, either monolithically or in combination with other fibers, have been reported in literatures, studies on the use of plant fibers at nano-scale have not received adequate attention. Most studies reported in literature on epoxy composites are mostly on macro fibers and carbon based fillers; with properties still not suitable for most application. This gap, therefore, motivated us to carry out this study to provide information on the physical and mechanical properties of nano-baobab fiber/epoxy composite. The success of this research will add value to most underutilized plant and agricultural bye products, and open a new market for a class of epoxy composite based on nano-plant fibers.
2 Materials and methods
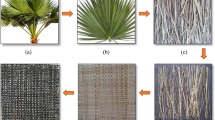
The baobab fibers used as reinforcement in this study were extracted from the pod of baobab fruit obtained in Zaria City, Nigeria. The epoxy resin used in this study is diglycidyl ether of biphenol A (DGEBA) and the commercial name is LY556, while the hardener is a tertiary amine based on triethylenetetraamine (TETA) and commercially called LY591, both were manufactured by Huntsman Advanced Materials India Pvt., Ltd., India, and purchased from local dealer in Lagos, Nigeria and used as received (Fig. 1).

(Source This study)
a Extracted baobab pod fiber, b Boabab pod nano-fiber
2.1 Alkaline treatments of baobab fiber
Firstly, Baobab fibers were cleaned to separate excessive core, followed by treatment with 6 wt% concentration sodium hydroxyl solution according to the method reported by Li et al. (2007), Ubi and Abdurahaman (2015). The fibers were then soaked for 30 min in distilled water followed by drying in electric oven at 40 °C for 24 h. This treatment removes certain hemicelluloses, lignin, wax and oil covering the external surface of the fiber cell wall, depolymerizes cellulose, and exposes the short length crystallites Modibo et al. (2009).
2.2 Preparation of nano-filler treated baobab fiber
The dried treated baobab pod fibers were chopped manually with the aid of a pair of scissor to an average length of less than 10 mm. The chopped fibers were further milled repeatedly in a Thomas-Wiley laboratory mill to obtain fine fiber patricides, followed by sieving with 0.05-mm mesh sieve. The fine-grounded particles obtained were further ball milled at an estimated vessel speed of 300 rpm at ball–particle ratio (BTP) of 1:20 on weight basis with an average porcelain ball diameter of 2 cm for 72 h. The particles were subjected to particle size distribution measurement with the aid of Malvern mastersizer 3000 (Malvern instrument, UK). This machine uses the principle of light scattering to measure the diffusion of particles under Brownian motion using water as the dispersant.
2.3 Preparation of composites
Baobab fiber particles of varying weight percent were mixed with epoxy resin and hardener (2:1), respectively, and then poured into metal mould of 100 × 100 × 3 mm dimensions Fig. 2. The mixing was done according to formulation presented in Table 1. Aluminium foil was used on the surface of the metal mould to prevent the composite from sticking to the mould surface, and thus aids easy removal of composites from the mould after curing. The trapped air was removed by sliding a roller to press the mould after covering it with a flat metal plate. Samples were then kept at room temperature for 24 h to achieve complete curing.

Rectangular sheets of Baobab/Epoxy nano-composite
3 Physico-mechanical properties of treated baobab fiber/epoxy nano-composite
3.1 Physical properties
The density of the composites was obtained from the mass and volume. The mass was obtained using an electric weighing balance and the volume was obtained by direct measurement using a vernier caliper. Samples of dimensions 3 mm × 5 mm × 5 mm were used for the density measurement.
where M and V are the mass and volume of the samples, respectively.
Hardness of each composite sample was measured according to ASTM-D2240 using Durometer hardness tester model no. 5019 on Shore A scale. Water absorption was carried out in water at 25 °C according to ASTM D570 using samples of dimensions 3 × 10 × 5 mm. The water absorption was calculated as follows:
where Wf is the final weight after immersion in water and Wo is the initial weight before immersion in water.
3.2 Mechanical properties
Tensile strength, elongation at break and tensile modulus were measured according to ASTM D3029M using Hounsfield Monsato Tensometer at a cross speed of 10 mm/min. Dumbbell-shaped samples with the following dimensions: overall length of 100 mm, thickness of 3 mm, width of grip section of 15 mm, width of reduced section of 8 mm, distance between shoulders of 60 mm and gauge length of 40 mm were used Fig. 3.

Dimensions of the tensile specimen
where Fm is the maximum force before the sample breaks and A is the cross-sectional area
where \(\Delta L\) and \(L\) are change in length and original length, respectively
Impact test was carried out on notched specimens to determine impact strength using a pendulum hammer impact test according to ASTM D256. Izod impact testing machine (type 6957) with a pendulum arm of 4 J was used to obtain the impact strength of each composite sample. The samples used for the impact test had the dimensions: thickness of 3 mm, width of 10 mm, length of 55 mm and v-notched at mid length.
Abrasion resistance being one important tribological property was also studied according to ASTM-D4060.
The abrasion of the baobab fiber/epoxy composite was measured as a function of weight loss, test piece of known weight and dimensions: 100-mm length, 100-mm width and 3-mm thickness were subjected to an abrading surface attached to an electrical motor with 1000 rpm for a period of time 10 min each. Afterwards, each sample was reweighed and recorded. Using Eq. (4) below, the weight loss was calculated.
where, Wi initial weight of sample before abrasion (g), Wf final weight of sample after abrasion (g).
3.3 Morphology
The morphology of samples surface was studied using scanning electron microscope; Phenom world model ProX with acceleration voltage of 15 kV. Abrasion resistance being one important tribological property was also studied according to ASTM-D5963-04.
All tribological, physical and mechanical tests in this study were carried out three times and average reported to ensure high accuracy.
4 Results and discussion
4.1 Particle size result
The particle size distribution of the treated baobab fiber sample by volume is shown in Fig. 4 and Table 2; the results showed that the baobab particles have a single peak with Z-Average of 4457 d.nm with percentage volume of 95.58%. The volumetric quantity of baobab particles between 10 and 100 nm is 95.5% indicating that the ball-milled fiber falls within the acceptable nano-standard of 1–100 nm Giannelis et al. (1998).

Particle size distribution of treated baobab fiber powder by volume
4.2 Results of physical properties
Density of the composites decreases with increasing the filler content from 10 to 50 wt% compared to unfilled epoxy sample A; this is clearly as a result of the inclusion of less denser filler material which has a density of 0.98 g/cm3 into the epoxy matrix. Similar trend was reported by Ojha, et al. (2014) in their study on Effect of Filler Loading on Mechanical and Tribological Properties of Wood Apple Shell Reinforced Epoxy Composite, though they reported slight increase in density at filler loading above 15 wt%. In addition, poor compatibility between the hydrophobic epoxy matrix and hydrophilic baobab fibers which normally limits adhesion and dispersion of the phases consequently, creates voids within the composite could also be a major reason for the decrease in the density with increasing filler loading Fig. 5.

Effect of filler loading on the density of baobab fiber/epoxy composite
Hardness is one of the significant factors that control the wear property of the composite samples. In this study, shore A hardness of the composites increases significantly with the addition of 10 wt% of the nano-fiber into the epoxy matrix from 94.5 to 95.6. However, as the fiber loading increases from 10 to 30 wt%, only slight increase in hardness was observed. Generally, the hardness of the composite samples was found to increase with increase in filler loading as shown in Fig. 4. Sample F (50 wt%) had the highest hardness value of 98.7; while, sample A with 0 wt% filler had the least hardness of 94.5. This is expected because of the stiffening effect of the baobab filler and increase in cross-link density of baobab particles on the epoxy chains. Similar trend was report by Mudradi et al. (2014) (Fig. 6).

Effect of filler loading on the hardness of baobab fiber/epoxy composite
Water absorption was observed to continual increase with increase in filler loading from 10 to 50wt%, Fig. 5. This trend could be attributed to the hydrophilic nature of natural fibers (James 2006; Muῄoz and Ḡracia-Manrique 2015). Percentage water absorption generally increases as filler loading increases to a maximum value of 4.3% at 50 wt% representing sample F. Water absorption causes debonding and cracks between the matrix and the fiber (Taib and Hyie 2012) and the least percentage water absorption of 1% observed was recorded for sample B; filled with 10 wt % baobab fiber (Fig. 7).

Effect of filler loading on the water absorption of baobab fiber/epoxy composite
4.3 Results of mechanical properties
The results of the mechanical properties of the composites developed at various filler loadings are shown in Figs. 8, 9, 10 and 11.

Effect of filler loading on the tensile strength of baobab fiber/epoxy composite

Effect of filler loading on the modulus of elasticity of baobab fiber/epoxy composite

Effect of filler loading on the impact strength of baobab fiber/epoxy composite

Effect of filler loading on the abrasion resistance of baobab fiber/epoxy composite
The tensile strength and fracture toughness of a nanocomposite samples depend upon the filler shape, size and amount which is mixed with the polymer matrix, the strong bond between the nanofiller and the polymer matrix, the robustness of the polymer matrix and the filler. Figure 7 shows that there was an increased tensile strength of the unfilled epoxy (sample A; 0 wt%) from 33 to 48 MPa with the inclusion of 10 wt% fiber into the epoxy matrix. This could be attributed to the ability of the matrix to wet the filler at low concentration. However, at higher filler loading above 10 wt%, the tensile strength decreased significantly and remained steady up to 40 wt%. With further increase of the filler to 50 wt% the tensile strength further decreased to 20.9 MPa. Hence, samples B had improved strength compared to the unfilled sample A. The results shows clearly that there was good interaction between the fiber and the matrix resulting in better stress transfer at filler loading up to 10 wt%, similar trend was reported by Abdulkhalil et al. (2013). The decrease in the tensile strength above 10 wt% filler loading could be a direct result of inability of the epoxy matrix to wet the fiber at higher filler loading, thereby creating areas of stress concentration leading to the nonuniform stress distribution in the composite and high stresses near agglomerated fillers. Consequently, during the tensile test, the epoxy matrix around these fillers breaks quickly due to the high stresses, resulting in the decrease in tensile strength of the baobab fiber/epoxy composites. Similar observation have been reported in literature for most epoxy composites reinforced with whiskers (Mudradi et al. 2014) and meso size fillers (Ozsoy et al. 2015; Ojha et al. 2014) were tensile strength decreased with increase in filler loading, beyond an optimum value. In this study, the advantage that is associated with nano-size filler played out (George et al. 2012); which led to very significant increase in tensile strength of the baobab fiber/epoxy composites for filler loading up to 10 wt%.
The effect of fiber loading on the modulus of elasticity (MOE) of the composites is presented in Fig. 8; it can be seen that 10 wt% fiber loading exhibited the highest modulus of elasticity of 185 MPa. This suggests that sample B with 10 wt% fiber loading exhibits the highest degree of stiffness which could be attributed to the stiffening effect of the nanofiller on the epoxy chain. The decrease in MOE after 10 wt% loading might be attributed to increase in the viscosity of the epoxy matrix as more filler is added, which results in poor dispersion of fiber in the epoxy matrix. Similar observation was reported by Siddika et al. (2014) and Eze et al. (2016).
From the Fig. 9, there was no clear trend for the impact strength. Sample B had the highest impact strength of 0.45 J/mm, as the filler loading increases from 0 to 10%. Further increase in the fiber loading tends to reduce the impact strength of the material as observed. Sample B (10 wt%) recorded the best performance in impact strength; this could be as result of good interfacial bonding between nanoparticles distribution and the matrix. These properties were found to be directly related to its overall toughness which is highly influenced by the nature of the constituent material; filler–matrix interface and it also depends upon the test conditions as reported by Joseph et al. (2003). Furthermore, at higher filler loading, the tendency for nano-filler to agglomerate due to increase viscosity could also create areas of weakness in the composite from where cracks can propagate leading to reduction in impact energy. The irregular pattern observed with samples C, D, E and F could be due to poor filler–matrix interfacial bonding.
The abrasion resistance of the Baobab/Epoxy nano-composite is shown in Fig. 10. The percentage weight loss of each composite sample was measured as a parameter that determines its abrasion resistance; the higher the percentage weight loss, the lower its abrasion resistance and vice versa. There was a marked increase in abrasion resistance with inclusion of 10 wt%, 20 wt% and 30 wt% of the filler as indicated by a decrease in weight loss. Consequently, samples C (20 wt%) and D (30 wt%) had the best resistance to abrasion. Sample F with the highest filler loading had the least abrasion resistance with weight loss of 0.2%. This could be as a result of dewetting of the fiber at filler loading above 30 wt%. Similar observation was also reported by Li et al. (2007).
4.4 SEM analysis of fractured baobab fiber/epoxy nano-composite
The composite microstructure gives information about the homogeneity of the composite such as; presence of voids, micro-scaled dispersion level of the reinforcement phase within the epoxy matrix, presence and extent of particle aggregations and possible sedimentation of the reinforcement phase (Visakh et al. 2012; Eldho et al. 2013). A close look at the fractured surfaces of epoxy composites reinforced with nano-fiber obtained from baobab bark fiber Fig. 11a–d, at ×350 magnification reveals that sample B (10 wt%) showed a better nanoparticle–matrix dispersion, less void, less particle aggregation and better adhesion of the alkaline-treated nano-fiber in the epoxy matrix which accounted for its good performance and reinforcing properties. The magnified surface of sample C showed that there were no eminent gaps in the structure of composite, indicating a good mix during processing (Tong et al. 2014) of the polymer matrix and, hence, this could be the reason for the reasonable tensile strength, tensile modulus and improved abrasion properties recorded at this filler loading when compared to samples D (20 wt%), E (40 wt%) and F (50 wt%) (Fig.12).

SEM micrograph of fractured surfaces at ×350 magnification of: a unfilled epoxy, b 10 wt% baobab fiber/epoxy, c 20 wt% baobab fiber/epoxy and d 40 wt% baobab fiber/epoxy
5 Conclusion
The present study established the potential of baobab pod fiber which is usually regarded as waste after the fruits have been collected as bio-fiber and reinforcement in epoxy to produce composites. The confirmatory results indicate that mechanical properties of the produced composites are largely influenced by the amount of baobab pod fiber nano-particles in the epoxy matrix. Within the range of the variations in this study, the optimal properties of the composites were obtained mostly at 10 wt% loading of the nano-filler, which had the following properties: tensile strength (48 MPa), MOE (185 MPa), impact strength (0.45 J/mm), and low percentage water absorption (1%), compared with 20.9 MPa, 120 MPa, 0.2 J/mm and 4%, respectively, for sample with 50 wt% filler loading. Furthermore, the density reduces with the increase of reinforcement of baobab particles. Density obtained is very suitable for light weight applications. This suggests that the composite can find application in industrial and domestic purposes, especially where light weight, good tensile strength, abrasion resistance and impact strength are desired.
References
Abdulkhalil HPS, Bhat IUH, Jawaid M, Zaidon A, Hermawan D, Hadi YS (2012) Bamboo fibre reinforced biocomposites: a review. Mater Des 42:353–368
AbdulKhalil HPS, Fizree HM, Bhat AH, Jawaid M, Abdullah CK (2013) Development and characterization of epoxy nanocomposites based on nano-structured oil palm ash. Compos B 53:324–333
ASTM (1987) Literature References for Composite Materials, 1stst edn. ASTM International West Conshohocken, Philadelphia
Eldho A, Merin ST, Cijo J, Pothen LA, Shoseyou O, Thomas S (2013) Green nanocomposite of natural rubber/celluloses: membrane transport, rheological and thermal characteristics. Ind Crops Prod 51:415–424
Eze UW, Ishidi EY, Uche CA, Ohanuzue CBC (2016) Effect of compatibilizing agent on mechanical properties of waste paper and gracinia kola filled low density polyethylene composites. Int J Innov Sci Eng Tech Res 4(1):24–30
Giannelis EP, Krishnamoorti R, Manias E (1998) Polymer-silicate nanocomposites. Model systems for confined polymers and polymer brushes. Adv Polym Sci 138:107–148
George TS, Krishnan A, Anjana R, George KE (2012) Effect of maleic anhydride grafting on nanokaolinclay reinforced polystyrene/high density polyethylene blends. Polym Comps 33:1465–1472
Gupta MK (2017) Effect of variation in frequencies on dynamic mechanical properties of jute fibre reinforced epoxy composites. J Mater Environ Sci 9(1):100–106
Hafsat RS, Abubakar MB, Thirmizir MZA, Adefila SS, Yakubu MK, Ishiaku US, Kolawole EG, MohdIshak ZA (2016) Effect of epoxy concentration and fibre loading on melt flow index, dynamic modulus and crystallinity of engineering thermoplastic ABS/epoxy—coated kenaf fibre composites. Nigerian J Polym Sci Technol 11:12–20
Hine PJ, Lusti HR, Gusev AA (2002) Numerical simulation of the effects of volume fraction, aspect ratio and fibre length distribution on the elastic and thermoelastic properties of short fibre composites. Compos Sci Technol 62:1445–1453
James A (2006) Development of composites materials from waste agro—cellulose and plastics. Swinburne University of Technology Faculty of engineering and Industrial Sciences, Industrial research Institute Swinburne, Melbourne
Jawaid M, Abdul Khalil HPS (2011) Cellulosic/synthetic fibre reinforced polymer hybrid: a review. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2011.04.043
Jitendra KP, Antonio NN, Hitoshi T (2012) Fabrication and application of cellulose nanoparticle-based polymer composites. Soc Plast Eng 1:770–777
Joseph PV, Mathew G, Joseph K, Groeninckx G, Thomas S (2003) Dynamic mechanical properties of short sisal fibre reinforced polypropylene composites. Compos A 34(3):275–290
Li X, Tabil L, Panigrahi S (2007) Chemical treatment of natural fibre for use in natural fibre reinforced composites: a review. J Polym Environ 15:25–33
Modibbo UU, Aliyu BA, Nkafamiya II (2009) The effect of mercerization media on the physical properties of local plant bast fibres. Int J Phys Sci 4(11):698–704
Mudradi S, Ravikanta P, Kandavalli R, Thirumaleshwara B (2014) Effect of filler content on performance of Epoxy/PTW composites. Adv Mater Sci Eng. https://doi.org/10.1155/2014/970468
Muñoz E, García-Manrique JA (2015) Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bioepoxy composites. Int J Polym Sci 2015:10. https://doi.org/10.1155/2015/390275
Njuguna J, Pielichowski K, Desai S (2008) Nanofiller-reinforced polymer nanocomposites. Polym Adv Technol 19:947–959
Oboh JO, Agbajelola DO, Okafor JO, Olutoye MA (2015) Investigation of the effect of coir fibre particulate filler on physical properties of natural rubber vulcanisates. J Multidiscip Eng Sci Technol (JMEST) 2(5):1052–1056
Oboh JO, Okafor JO, Kovo AS, Abdulrahman AS (2017) Investigation of eco-friendly cellulosic nanoparticles potential as reinforcement agent in the production of natural rubber composites. Nigerian J Technol (NIJOTECH) 36(4):1078–1087. https://doi.org/10.4314/njt.v36i4.13
Ojha S, Gujjala R, Acharya SK (2014) Effect of filler loading on mechanical and tribological properties of wood apple shell reinforced epoxy composite. Adv Mater Sci Eng. https://doi.org/10.1155/2014/538651
Ozsoy N, Ozsoy M, Mimaroglu A (2015) Mechanical properties of chopped carbon fiber reinforced epoxy composites. Acta Phys Pol, A 130(1):297–299. https://doi.org/10.12693/APhysPolA.130.297
Saba N, Tahir PM, Jawaid M (2014) A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers 6(8):2247–2273. https://doi.org/10.3390/polym6082247
Shakuntala O, Raghavendra G, Samir Kumar A (2014) Effect of filler loading on mechanical and tribological properties of wood apple shell reinforced epoxy composite. Adv Mater Sci Eng. https://doi.org/10.1155/2014/538651
Shehu U, Isa MT, Aderemi BO, Bello TK (2017) Effect of NaoH Modification on the mechanical properties of Baobab pod fiber reinforced LDPE composites. Nigerian J Technol 36:87–95
Siddika S, Mansura F, Hasan M, Hassan A (2014) Effect of reinforcement and chemical treatment on the properties of jute-coir fibre reinforced hybrid polypropylene composites. Fibres Polym 15(5):1023–1028
Sidibe M, Williams JT (2002) Baobab Adansonia digitata. International Centre for Underutilized Crops, Southampton, p 59
Sudheer M, Prabhu R, Raju K, Bhat T (2014) Effect of filler content on the performance of epoxy/PTW composites. Adv Mater Sci Eng. https://doi.org/10.1155/2014/970468
Sumaila M, Amber I, Bawa M (2013) Effect of fiber length on the physical and mechanical properties of random oreinted, nonwoven short banana (musabalbisiana) fibre/epoxy composite. Asian J Nat Appl Sci 2(1):39–49
Taib SZ, Hyie YM (2012) Fracture toughness investigation on long kenaf/woven glass hybrid composite due to water absorption effect. Procedia Eng 41:1667–1673
Tong JY, Royan RRN, Ng YC, Ab Ghani MH, Ahmad S (2014) Study of the mechanical and morphology properties of recycled HDPE composite using rice husk filler. Adv Mater Sci Eng. https://doi.org/10.1155/2014/938961
Ubi PA, Abdulrahman SA (2015) Effect of sodium hydroxide treatment on the mechanical properties of crushed and uncrushed luffa cylindrical fibre reinforced LDPE composites. Int J Chem Nuclear Mater Metall Eng 9(1):203–208
Visakh PM, Sabu T, Kristiina O, Aji PM (2012) Crosslinked natural rubber nanocomposites reinforced with cellulosewhiskers isolated from bamboo waste: processing and mechanical/thermalproperties. Compos A 43:735–743
Acknowledgements
The authors are grateful to the Nigerian Institute of Leather and Science Technology, Zaria, Nigeria whose facilities were used in this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Uzochukwu, M.I., Eze, W.U., Garba, P. et al. Study on the physico-mechanical properties of treated baobab fiber (Adansonia Digitata) nano-filler/epoxy composite. Multiscale and Multidiscip. Model. Exp. and Des. 3, 151–159 (2020). https://doi.org/10.1007/s41939-020-00068-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41939-020-00068-0