
Abstract
In this study, the possibility of using calcined-colemanite as an alternative fluxing agent in a body mixture used for porcelain tile was investigated. For this aim, a part of industrial spray-dried powders was replaced with the colemanite calcined by microwave-assisted heating (MACC) in varying amounts (up to 3 wt. %). The tile compositions prepared with different proportions of MACC addition were pressed uniaxially at 15 MPa, and the shaped tiles were then fired at 1220 °C for 50 min in an industrial roller kiln. Physical and mechanical tests, X-ray diffractometer (XRD), and scanning electron microscopy (SEM) analyses were performed to examine the effects of MACC addition on porcelain tile’s technical properties and phase development. The results revealed that the porcelain tiles having 0.5 wt. % of MACC had better technical properties, i.e., lower water absorption (0.09%) and porosity (0.22% for apparent porosity and 7.25% for closed porosity), and higher bending strength (66.04 MPa) than that of others. Consequently, the MACC addition promoted a low-viscosity liquid phase during firing, resulting in a significant microstructural improvement by decreasing the closed porosity and increasing the bulk density and flexural strength.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Porcelain tiles are vitreous ceramic products, having a microstructure consisting of crystalline phases, both new-formed (mullite < 10 wt.) and residual ones (quartz up to 30 wt. %, and feldspars up to 10 wt. %), embedded in an abundant glassy matrix (> 50 wt. %) [1,2,3]. Most of the glassy phase is generated from the fusion of the fluxes, while the rest part stems from the clay phases that do not crystallize into mullite during firing [2]. Due to the fast-firing cycle and low firing temperature applied in the production of porcelain tiles, more than 70 wt. % of the starting quartz remains undissolved, and mullite occurs in low amounts [1, 3]. A typical porcelain tile body is composed of 40–50 wt. % clay, 35–45 wt. % flux, and 10–15 wt. % filler [4, 5]. The clay minerals are the main constituent that provides plasticity and green strength during the forming process and forms the mullite and vitreous phase during firing. The filler minerals provide resistance to cracking and mitigate pyroplastic deformation during heating and cooling conditions. The fluxes used in production promote the formation of a liquid phase during firing and assist in the densification of the porcelain body, providing almost near-zero open porosity (< 0.5%) and low closed porosity (< 10%) [4, 6].
Porcelain tiles are a type of ceramic material that has vitreous characteristics, characterized by high bending strength (> 35 MPa), high chemical and staining resistance, high frost and abrasion resistance, as well as low water absorption (< 0.5%) [4,5,6,7,8,9,10,11,12,13,14,15]. The technical properties of porcelain tiles are closely related to the porosity of the fired products. Low porosity is an essential feature that gives them excellent mechanical, chemical, and physical properties. While the high mechanical strength results from low total porosity, their frost resistance depends on near-zero apparent surface porosity, making the tiles resistant to frost-thaw cycles [12]. The peculiar characteristics make porcelain tiles the first choice for hygienic environments, where endurance to chemicals and cleaning agents is of paramount importance, as well as highly trafficked areas [7, 13].
The industrial processing of porcelain tiles covers three main stages: (i) preparing homogenized suspensions by mixing and wet milling of raw materials, followed by spray-drying of the resulting suspensions (granulation), (ii) uniaxial pressing of the spray-dried granules at 35–45 MPa under industrial semi-dry pressing conditions, (iii) fast single-firing in roller kilns up to 40–60 min, at 1180–1220 °C of peak firing temperature [6, 9, 10].
Porcelain tile densification involves a liquid phase sintering process. During firing, at temperatures of about 900 °C, liquid phase formation begins, surrounding the particles and producing a process-driving capillary pressure at the contact points. The capillary pressure brings the particles closer, increasing shrinkage and lowering porosity while simultaneously altering pore size and shape. Raising the firing temperature increases the quantity of the liquid phase and reduces porosity. In intermediate states, at around 1180 °C, pores start closing as interpore connections are eliminated. The occluded pores contain gases from the release of product reactions or even from the firing atmosphere, which exerts pressure on the pore walls, opposing densification [1, 9, 16]. In the industrial firing process, closed pores cannot be eliminated entirely (remain between 2 and 8%), and both small spherical pores (< 10 μm) and irregularly shaped coarse pores (> 10 μm) remain in the microstructure [17]. Nevertheless, at the high temperatures (> 1200 °C), the gas pressure of the occluded pores is high and counteracts capillary pressure, causing the bloating of the tile body. In the final stage of firing, the coarsening and solubility of gases filling the closed pores become the most important phenomena affecting the microstructure. Thus, the optimum firing temperature range, at which no apparent porosity remains, and closed porosity does not begin to increase yet, is very important, usually lies between 1180 and 1220 °C for porcelain tiles [16].
The firing process, in which shaped bodies are transformed into a hard, water-, and chemical-resistant product, is the essential stage of ceramic tile production. When breakdowned the major thermal energy consumption in the porcelain tile manufacture, the firing consumes energy of 55%, the spray drying of ceramic slurries 36%, and the drying of the freshly formed tile bodies 9%. The energy consumption of the commercial porcelain tiles is approximately 13 MJ around for 1 kg porcelain in the fast-firing conditions [18]. However, in practice, these values are the values 3–8 times as much as being more in industrial firing processes. In fact, only a fraction of the energy is consumed in formation reactions for the body; the rest is devoted to the significant loss. The total cost share of energy in the production of ceramic products is enormous [19]. However, to save energy consumption and improve production efficiency, the firing cycle time is excessively shortened, which causes some product defects and quality issues such as under-sintering, high water absorption, and low strength [4]. Conversely, in the case of over-firing, which raises the gas pressure in the closed pores above the capillary pressure, which leads to bloating, may compromise essential properties of porcelain tiles, such as mechanical strength and stain resistance [20].
Porcelain stoneware tiles have a high added value and a broad market owing to their excellent technical and esthetic characteristics. To ensure high technical performance, the porosity of porcelain tiles should be very low, which is achieved by manufacturing a product with a high degree of vitrification after firing. The mechanism involved is viscous flow sintering, which requires forming a large amount of liquid phase, from 50 to 80%, during the thermal cycle [21]. To provide key product characteristics and a high volume of vitreous phase in the porcelain tiles for a short high-temperature treatment is required to use high-quality fluxes. The main criteria for flux choice are the amount of liquid phase formed at the firing temperature, its viscosity, and surface tension. Usually, materials with a high content of alkali and alkali-earth oxides can quickly form eutectics; therefore, the most commonly used fluxing agents in the ceramic tiles industry are sodic and potassic feldspars. However, the high price of feldspar and its exhaustive reserves significantly impact studying other more economical alternative fluxes [13].
These requirements have made the search for alternative highly fluxing materials for porcelain tile production inevitable, and various researches have been made on alternative raw materials to be used in production. In these studies, the use of alternative fluxing materials for porcelain tiles such as nepheline-syenite [22], perlite [23], spodumene [24], glass–ceramic frit [25], boron minerals, and their wastes [26,27,28,29,30,31] have been investigated.
Studies on boron minerals and wastes have shown that the optimal amount of B2O3 tolerable in porcelain tile bodies fluctuates from 0.1 to 1.3% [31]. Among the boron minerals, colemanite has great fluxing power, lower cost, ease of milling, high purity (low colorant content), and greater fluxing power than the feldspars [32]. It is well known that borates lower the glassy phase’s melting temperature and are the second most crucial network former after silica. It also increases porcelain’s mechanical resistance due to the increase in calcium oxide ratio in the composition. Therefore, the expectation of improving mainly the mechanical properties and other technical properties by addition of colemanite (calcium borate) to the porcelain tile composition has been the driving force in this study. However, Waclawska et al. claim that colemanite contains closed water molecules in its structure and that the internal pressure increases rapidly with increasing temperature, causing an explosive loss of water [33]. This sudden oscillation inside the micropores causes the shaped body to deteriorate with increased temperature [33, 34]. Decomposition of colemanite by conventionally should be performed with very slow heating rates in order to avoid detrimental effects of the vigorous release of enclosed water within its micropores. Nevertheless, slow heating rates bring very long processing durations and cause slower production rates and high costs. For this reason, the direct use of colemanite as a raw material in the ceramic industry is limited, and it must be calcined in order to be used as a fluxing material. Since microwave heating is a technology that can provide rapid heat generation and shorter processing time, microwave-assisted heating has been preferred in the calcination of colemanite powders.
This study aims to investigate the effect of the addition of colemanite calcined by microwave-assisted heating (MACC) on the technical properties of porcelain tiles. For this purpose, colemanite powders were calcined in a modified-domestic microwave oven at a high power level of 539 W for 10 min. Afterward, a part of industrial spray-dried powders was replaced with the MACC in varying amounts (up to 3 wt. %). The tile samples prepared with different amounts of MACC addition were shaped and then fired at 1220 °C for 50 min in an industrial roller kiln. The porcelain tile samples were then characterized in terms of their physical, mechanical, mineralogical, and morphological properties. The influence and role of MACC addition on technical properties of porcelain tiles were especially discussed.
Experimental studies
Colemanite mineral (calcium borate, 2CaO.3B2O3.5H2O) under 75 micron used in the present study was provided from Eti Mine Works (Turkey). The mineralogical composition (provided by Eti Mine) of colemanite raw material consists of colemanite 80 wt.%, calcite 10 wt.%, dolomite 3 wt.%, and clay 7 wt.%. From the chemical analysis given by the manufacturer, colemanite contains mainly 40% B2O3, 27% CaO, 5% SiO2, and the rest being loss on ignition (~ 25%) as well as the low amount (< 5%) of other oxides (MgO, Al2O3, and Fe2O3).
In this study, microwave-assisted heating was preferred for calcination of colemanite powders since it provides a shorter processing time (~ 10 min) and approximately 100 °C lower calcination temperature than conventional heating. The microwave heat treatment procedure was based on the results obtained from a previous study [33], which revealed that a 10-min process at a high power level of 539 W in a modified-domestic microwave oven is sufficient for the calcination of colemanite.
The granulated powders used for the production of porcelain tiles samples were obtained from the Seranit-Granit Ceramic (Turkey) factory’s spray-drying production plant, which is currently used in the manufacturing of porcelain tiles. Once the raw materials of clay, kaolin, quartz, and sodium feldspar, whose chemical compositions determined by XRF (wt.%) are given in Table 1, have been received at this facility, they are stored for subsequent mixing. After mixing, the raw materials are subjected to the wet milling process, followed by drying to obtain the spray-dried granules for the standard porcelain tiles manufacturing. The wet milling process of the ceramic slurry is performed in a ball mill until less than 1% of the residue is left on a sieve with 63-µm openings, then the resultant slurry was spray dried in an industrial spray drier to give a product having 5% moisture content and a mean diameter of about 250 µm.
Spray-dried granules were prepared by using 36 wt. % clay, 11 wt. % kaolin, 11 wt. % quartz, and 42 wt. % Na-feldspar. The standard composition of porcelain tile formed from spray-dried granules, hereafter STD, was coded as the formulation reference. With increasing amounts of calcined-colemanite (MACC), five formulations, designated PT0.25, PT0.5, PT1, PT2, and PT3, were prepared in laboratory conditions via mixing by the dry route. The formulations with additives modified from the STD composition are presented in Table 2.
Six series of mixtures were prepared by dosing spray-dried granules with a growing percentage (0%, 0.25%, 0.5%, 1%, 2%, and 3% by weight) of calcined-colemanite (MACC) powders. For each batch (100 g) of porcelain tile formulations, the ingredients were carefully mixed in a sealed plastic bottle let vigorously rotate on a roller conveyor for 30 min. Porcelain tile samples were semi-dry pressed using the uniaxial pressing of powders in rectangular steel die (55 mm × 110 mm in length) by applying constant load (15 MPa) and moisture content (5 wt. %) with a laboratory hydraulic press (Gabrielli Laboratory Press). After shaping, the compacted samples were allowed to dry in an oven at 105 °C for at least 2 h to reach constant weight. The dried samples were then fired at 1212 °C for 50 min (cold to cold) by the roller furnace at Seranit-Granit Ceramic Factory (Turkey).
The fired samples were evaluated with variations in their properties depending on the additive (MACC) amount in terms of both esthetic and technical properties. The differences in the physical properties of the tile samples prepared by the addition of increasing amounts of MACC to the STD composition were determined by measuring the linear shrinkage, bulk density, porosity, and water absorption values. Linear shrinkage, LS (%), in samples shaped in rectangular prism geometry and industrially fired, was determined using the following equation below:
where Lg and Lf are the height (mm) of green and fired products, respectively. The linear shrinkage values obtained of five specimens were averaged for each tile composition.
The relevant standard procedure as outlined in ASTM C373-88 based on Archimedes’s principle of water displacement was used to determine the water absorption, bulk density, and apparent porosity of the fired samples. The test was carried out on five representative specimens. Water absorption, WA (%), expresses the relationship of the mass of water absorbed (M) to the mass of the dry specimen (D) as follows:
The bulk density, BD (g/cm3), is calculated as follows:
In the formula, V (cm3) is the exterior volume (V = M–S), where S represents the mass of each specimen while suspended in water.
The apparent porosity, AP (%), expresses the relationship of the volume of open pores to the exterior volume of the specimen and is calculated as follows:
Total porosity, TP (%), expresses the relationship of the measured true density by helium pycnometer (TD) and the bulk density (BD) of the specimen and is calculated as follows:
The whiteness and colors of the tile surfaces were determined according to the CIE Lab method, which is used to measure the lightness (L*), color intensity (b*), and color tone (a*). CIELab, a three-dimensional colorimetric system, includes the coordinate L* lightness, which can be interpreted as a gloss perception index, and the two coordinates a* and b*, which describe chromaticity perception. The L* coordinate is a measure of the lightness-darkness of the specimen. The greater the L*, the lighter the specimen. The coordinate a* relates to the amount of redness (+ a) or greenness (− a) of a specimen, while the coordinate b* relates to yellowness (+ b) and blueness (− b). ΔL*, Δa*, and Δb* indicate the differences in CIE color-space parameters of two specimens. The CIELab measurements make it possible to evaluate the quantity of perceptible color changes in each specimen. The differences in CIE color-space parameters (ΔL*, Δa*, and Δb*) are used to calculate the color difference (ΔE) for each specimen according to reference, using the following equation [35];
The color difference (ΔE) represents the numerical difference between the L, a, and b coordinates of the two colors. For porcelain materials, e.g., in dentistry, it was stated that when ΔE < 1, there is color compatibility between the two colors, and when ΔE > 1 and ΔE > 2, the color difference is weakly and strongly perceptible by the observers, respectively [40]. The color of the tile surfaces was measured using a spectrophotometer (Hunter Lab, Colorflex, USA) with D65 illumination and a standard observation angle of 10°.
The phase development in the fired tile samples was examined by an X-ray diffractometer (XRD; Bruker, D8 advance, USA) with CuKα radiation at 1.5418 Å. The X-ray diffraction analysis of tile samples was carried out at the scan interval of 2θ, ranging from 10 to 70° at a 3°/min scan rate.
The microstructure evolution in the fired tile samples was investigated via scanning electron microscopy (SEM; LEO 1430VP, Germany) using an accelerating voltage of 20 kV. Secondary electron (SE) imaging was employed to characterize the formation and development of the crystalline phases in tile samples. For this aim, the fractured surfaces of tile samples were polished by standard metallographic techniques. The polished tile surfaces were then chemically etched using an etchant solution of hydrofluoric acid (HF) for 4 min at room temperature and followed by electron microscopy observation.
Subsequently, the three-point bending strength of samples (σf) was measured using a Shimadzu AG-IS 100 kN universal testing machine at a 0.5 mm/min loading rate. Five samples were tested for each porcelain tile formulations while determining the mechanical properties of the bodies.
Results and discussions
Physical properties
Macro images of fired porcelain tile samples prepared calcined-colemanite (MACC) additions were given in Fig. 1. It was observed that cracks occurred due to pyroplastic deformation and bloating in samples with more than 2 wt. % MACC additives fired under industrial firing conditions. It was thought that this unfavorable situation might be due to the surface tension or viscosity of the glassy phase being too low to resist the pressure in the pore and the enlargement and solubility of the gases filling the closed pores due to over firing. Therefore, those samples that contained more than 2 wt. % MACC additives were not used for characterization, as seen in Tables 3, 4, and 5.

Macro images of porcelain tile samples prepared calcined-colemanite additions
Some physical properties of fired porcelain tile samples, such as linear shrinkage, water absorption, apparent porosity, closed porosity, and bulk density, depending on the calcined-colemanite (MACC) addition, are summarized in Table 3.
As a whole, the measured features reveal the common trend of viscous sintered ceramics. The linear shrinkage (% LS) values measured in porcelain tile samples prepared calcined-colemanite additions were in the range of 7.21–7.70%. With the addition of MACC up to 0.5 wt. %, the shrinkage increases gradually. The increase in shrinkage is attributed to the increased glassy phase by the addition of MACC and essentially on the viscosity of the liquid phase, closing the pores in the microstructure, in agreement with results reported by Akpinar et al. [32]. As seen in Table 3, the shrinkages of samples decrease with the further addition of MACC, and the samples having 1 and 2 wt. % of MACC show slightly lower shrinkage than those containing 0.5 wt. % additives. As expected, shrinkage increases until it reaches the optimum firing performance, which allows for greater densification. As a result, depending on the linear shrinkage behavior, it is understood that the 0.5 wt. % MACC additive is the best additive rate for optimum firing performance.
As indicated in Table 3, the water absorption (% WA) values measured in the samples prepared using MACC were in the range of 0.09–0.63%. The water absorption values of the fired samples gradually decreased with increasing MACC addition up to 0.5 wt. %, but thereafter increased with an increase in the amount of additive. The lowest water absorption value was measured to be 0.09% for the samples prepared from the mixture containing 0.5 wt. % MACC. The reason may be attributed to the higher shrinkage and densification induced by the use of calcined-colemanite, resulting in reduced water absorption values. This result is consistent with the findings of Akpinar et al. [32], that calcined-colemanite addition helps to reduce the water absorption values of porcelain bodies. However, in the case of the addition of more than 0.5 wt. % MACC, it is understood that developing a greater amount of liquid phase causes the bloating phenomenon, and as a result, the water absorption values increase again with the formation of additional pores in the microstructure. As a result, with the addition of 0.5 wt. % MACC, the ultimate microstructure of the porcelain tiles better densified in comparison with those of samples with other amounts of MACC, resulting in the lowest water absorption values of the samples.
The apparent porosity (% AP) values measured in porcelain tiles prepared using MACC were in the range of 0.22–1.40%, and the lowest value was obtained in samples prepared from the composition containing 0.5 wt. % MACC. In general, the apparent porosity values significantly decreased with the addition of MACC in body composition. The course of the sintering process is discussed depending on the shrinkage and changes in porosity values. The decrease in porosity will cause an increase in shrinkage, and as a result, it leads the body better densification. Consequently, MACC plays a powerful fluxing effect in porcelain bodies, which provides both advantages of lower water absorption and apparent porosity; thus, it leads to a lower temperature and/or shorter time in firing regimes.
Closed porosity was calculated using the true density value of the STD porcelain tile measured by helium pycnometer as 2.52 g/cm3. The closed porosity (% CP) values calculated in porcelain tile samples prepared with MACC additions were in the range of 7.25–9.99%. The closed porosity value, which was determined to be 9.82% for the STD composition, gradually decreased to 7.25% by the addition of MACC up to 0.5 wt. %. However, with the increasing MACC addition, it increased again and reached 9.99% for the composition including 2 wt. % of calcined-colemanite. The reason why the closed porosity values first decrease and then increase with the addition of MACC can be explained by the decrease of closed porosity until the optimum sintering degree is reached, and then the increase with bloating effect with over-firing. Consequently, depending on the variations in the closed porosity values, it is understood that 0.5 wt. % MACC is the best additive rate for optimum sintering degree.
Bulk density (BD) values were measured in the range of 2.24–2.33 g/cm3 for the samples prepared using MACC. The bulk density value for the STD composition, measured as 2.24 g/cm3, gradually increased to 2.33 g/cm3 by the addition of 0.5 wt. % MACC. However, after the addition of more than 0.5 wt. % of MACC, it tended to decrease, and it was observed that it decreased to 2.26 g/cm3 when the additive amount was 2 wt. %. The bulk density of the fired sample is associated with the degree of densification and other physical properties such as closed porosity. It has been observed that bulk density has similar behavior to linear shrinkage; an initial increase is followed by an abrupt decrease in the bulk density due to the closed porosity increase caused by the so-called bloating phenomenon. Consequently, it is understood that with the addition of 0.5 wt. % MACC, the bulk density increases as the closed porosity decreases and the densification degree increases. However, with the addition of more than 0.5 wt. % of MACC, it appears that the bulk density decreases as a result of increased closed porosity with over-firing.
Mechanical properties
Table 4 shows the mechanical properties of porcelain tile samples containing different percentages of MACC. As can be seen in Table 4, the flexural strength (σf) values of the samples change between 27.59 and 66.04 MPa, and the highest value was measured to be 66.04 MPa for the samples prepared from 0.5 wt. % MACC incorporated composition. Consistent with the other findings, an increase in the strength values was also obtained with the increase in addition of MACC amount up to 0.5 wt. %. However, it is seen that the addition of more than 0.5 wt. % of MACC causes a decrease in the flexural strength values of the samples.
Flexural strength values of the samples can be related to porosity, the percentage of crystallinity, and the secondary phase formation. As can be seen, the result of higher total porosity and water absorption values, PT2 has a lower flexural strength value, which may be associated with the higher percentage of closed pores used in this composition. On the other hand, the maximum flexural strength value obtained from the PT0.5 composition was increased from 50.02 to 66.04 MPa compared with the STD porcelain tile composition. The PT0.5 composition also had low total, apparent, and closed porosity values. Closed pores are a result of inadequate densification of the material during firing, depending on the microstructure of the green part and the firing regime applied, or a result of the bloating phenomenon by over-firing. When evaluated according to porosity, high closed porosity values for additive-free (STD) and highest additive content (PT2) samples indicate that firing is insufficient and excessive, respectively; the lowest porosity value in PT0.5 is an indicator that it is at the optimal level in terms of firing. Consequently, the porcelain tile samples prepared by the addition of 0.5 wt. % of MACC showed better sintering properties.
To facilitate the comparison of the data presented in Tables 3 and 4 with the findings obtained from similar studies in the literature, these data are shown on the graphs in Fig. 2a and b.

Some technical properties of fired porcelain tile samples. a Linear shrinkage, water absorption, and bulk density. b Apparent porosity, closed porosity, and flexural strength
Some of the findings obtained in studies on the similar subject are summarized as follows. Celik [36] investigated the effect of industrially spray-dried powders with different grain sizes on the technological properties of porcelain tile. He found that porcelain tile samples containing very fine granules (< 125 µm) had lower water absorption (0.084%) and porosity (0.24% for AP, 7.53% for CP), and higher flexural strength (46 MPa) than the others. Kayacı [23] investigated the effect of perlite addition, instead of common alkali-containing raw materials, on the physical properties of ceramic tile bodies. He found that porcelain tile samples containing high perlite content (40 wt. %) had low water absorption (0.09%) and porosity (0.23% for AP), and high bending strength (50.67 MPa). Aydın et al. [24] investigated the effect of spodumene addition, instead of albite, on the properties of standard porcelain tile bodies. The research results revealed that the porcelain tiles having 2 wt. % of spodumene had low water absorption (0.00%) and porosity (0.00% for AP and 4.48% for CP), and high bending strength (66 MPa). Esposito et al. [22] studied the possibility of using nepheline-syenite, as a fluxing agent, in a composition used for porcelain stoneware tile. The results obtained pointed out the tile samples had low water absorption (0.05%) and porosity (0.16% for AP and 2.55% for CP), and high bending strength (85 MPa) when feldspar was replaced by nepheline-syenite (5 wt. %).
When the results of the study in the relevant literature were compared with the results obtained in this study (as summarized in Fig. 2a, b), it was understood that the MACC addition provided better results compared to the use of fine-grained granules and the addition of perlite, similar to spodumene, and worse than nepheline-syenite. However, in the study conducted on nepheline-syenite under laboratory conditions, it draws attention that the results are not comparable due to the relatively higher press pressure, firing temperature, and additive ratio. When compared to the spodumene additive, it was found that there is a significant difference in terms of additive amounts and also, since spodumene is expensive than colemanite, the MACC additive provides good properties among the comparable additives.
Esthetic properties
Whiteness is the most important esthetic indices of porcelain wares. The degree of whiteness, which depends on the physical–chemical properties of porcelain wares and colorant impurities and some other factors, is determined by an index in which the color of the ware is evaluated with its proximity to the white color according to the CIE terminology [35]. The esthetic properties of the fired porcelain tile samples prepared with calcined-colemanite (MACC) additions, determined by the CIELab measurements, are given in Table 5.
The means and standard deviations of L*, a*, and b* values for each specimen as a function of MACC addition are listed in Table 5. The color differences (ΔE) between STD and each sample containing MACC are also shown in Table 5. In all specimens, L* and a* coordinate values tended to be slightly decreased, and b* coordinate values tended to be reduced and increased as the addition of MACC increased. It is also to be noted that the decrease in L* is more for the MACC containing formulations, where it is expected to be a higher amount of glassy phase. The reason for the decrease in a* value can be attributed to the reduced amount of colorant impurities for formulations containing an increasing proportion of MACC. In general, the addition of MACC slightly decreased the whiteness of an industrial porcelain tile, as well as increased the yellowness and decreased the redness. In summary, it is possible to say that there was a shift in hue toward the yellow-green scale in samples containing highly MACC.
Calculated mean color difference (ΔE) values in porcelain tile samples were less than 2 (ΔE < 2) in the samples with a MACC additive content below 1 wt. %, and greater than 2 (ΔE > 2) in the samples with an additive content greater than 1 wt. %. It is understood that the color difference is below the perceivable level (ΔE < 2) for the porcelain tiles with low MACC additive (< 1 wt. %). These results demonstrated that there were solely visually undetectable color differences between the STD and the low amount of MACC-bearing porcelain tile samples.
Consequently, the colorimetric analysis revealed that there were slight changes in L*, a*, and b* color parameters as the addition of MACC increased (up to 1 wt. %), which resulted in no significant perceptual color changes in hue, chroma, and value.
Mineralogical properties
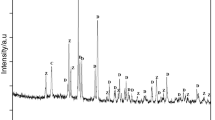
Figure 3 shows the XRD analysis of STD and 0.5 wt. % MACC containing porcelain tiles (PT0.5) samples fired under industrial firing conditions and the crystal phases determined by this analysis. Phase composition for the STD porcelain tile sample was detected consisting of quartz, albite, mullite, and glassy phases. From the XRD spectra of the STD sample, it can be concluded that quartz is the main crystalline phase, being to a large extent an unreacted residue of the starting raw material of quartz present in the bodies. Besides, the presence of peaks of albite mineral that remained non-melted was also observed. Apart from the residual phases, mullite appears to be the crystalline phase formed during firing. On the other hand, phase composition for the PT0.5 sample prepared by the addition of 0.5 wt. % MACC was found to highly resemble those of the STD sample. When compared with the phase structure of the STD sample, it was found that the peak intensities of the quartz phase slightly decreased, some peaks belonging to the albite phase disappeared, and also the amorphous phase increased slightly. It can be thought that the addition of MACC, which turns into an amorphous phase with the dissolution of boron oxide in the feldspathic glass structure, decreases the peak densities of the quartz phase and increases the amorphous phase. The % crystallinity and amount of amorphous phase (wt. %) in the tile bodies were evaluated by using Diffrac.Eva software. The % crystallinity and amount of amorphous phase (wt. %) are 59% and 41% for STD samples, while 57.2 and 42.8 for PT0.5 samples, respectively. This result confirms that the MACC addition increases the glass phase ratio in the tile bodies. On the other hand, the fact that the presence of boron oxide originating from colemanite could not be detected in the XRD analysis results was interpreted as the fact that the colemanite completely melted at the porcelain tile firing temperature and turned into the glassy phase and the boron oxide (also calcium oxides) without forming any crystalline phase. It was concluded that incorporation of MACC, great fluxing power, into the standard porcelain tile composition increases the quartz solubility and facilitates the melting of albite.

Comparison of the XRD patterns for STD and PT0.5 samples
Microstructural properties
Figure 4 shows SEM observations on the fractured surfaces of the porcelain tiles of STD and PT0.5 fired at industrially firing temperature. Figure 4 a and b show Backscattered Electron (BSE) images of porcelain tile samples taken at 1000 magnification. From these images, it is understood that the MACC containing porcelain tile (PT0.5) has a denser structure than the standard tile, i.e., it contains less porosity. On the other hand, microstructure distribution of colemanite-derived boron element in porcelain tiles could not be shown since SEM–EDX analysis could not detect boron element.

SEM images at the different magnification of STD and PT0.5 samples. a, b BSE images at 1000 × . c, d SE images at 5000 × . e, f SE images at 10,000 ×
Figure 4 c, d, e, and f show the secondary electron (SE) images of porcelain tile samples taken at different magnifications. Typical grain and bond microstructure consisting of glass matrix structure holding together quartz and albite grains with mullite crystals was observed in both porcelain samples. Some quartz grains appear to be cracked due to both the α and β quartz transformation at 573 °C during the thermal cycling of the firing–cooling process and the release of micro-stresses within quartz grains and surrounding glassy phases from their large thermal expansion coefficient difference. It is observed that the mullite phase in the matrix structure of the STD sample consists of long needle-shaped secondary mullite crystals, while the mullite phase in the matrix of the PT0.5 sample composed of cuboidal primary mullite crystals and long needle-shaped secondary mullite crystals. It is thought that the presence of primary and secondary mullite crystals together in the microstructure of the MACC containing porcelain tile (PT0.5) may be one of the reasons for the higher mechanical strength compared to STD tile.
Conclusions
In this study, the use of colemanite (replacing the spray-dried granules up to 2 wt. %), which were calcined for 10 min at a high power level of 539 W in a modified domestic microwave oven, provided better technical properties without pyroplastic deformation in the fired porcelain tiles. Incorporation with 0.5 wt. % calcined colemanite to the porcelain tile formulations, by replacing with an equivalent amount of industrial spray-dried granules and after firing at the 1212 °C, resulted in improvement of mechanical strength and gradual reduction of porosity and water absorption. The reduction of the porosity and water absorption obtained for colemanite bodies was explained by a higher amount of glass phase, compared to the standard porcelain tile’s body. Furthermore, the results indicated that the production of porcelain with technical properties that will provide satisfactory performance in the application can be carried out at a lower firing temperature by the addition of 0.5 wt. % of calcined colemanite.
References
Gültekin, E.E., Topateş, G., Kurama, S.: The effects of sintering temperature on phase and pore evolution in porcelain tiles. Ceram. Int. 43(14), 11511–11515 (2017)
Junior, A.D.N., Hotza, D., Soler, V.C., Vilches, E.S.: Analysis of the development of microscopic residual stresses on quartz particles in porcelain tile. J. Eur. Ceram. Soc. 28(14), 2629–2637 (2008)
Hutchings, I.M., Xu, Y., Sanchez, E., Ibanez, M.J., Quereda, M.F.: Porcelain tile microstructure: implications for polishability. J. Eur. Ceram. Soc. 26, 1035–1042 (2006)
Ke, S., Cheng, X., Wang, Y., Wang, Q., Pan, Z.: Effect of microstructure on cutting processability of porcelain tile subjected to different firing cycles. Ceram. Int. 39(7), 7943–7949 (2013)
Guzman, A.A., Gordillo, S.M., Delvasto, A.S., Quereda, V.M.F., Sanchez, V.E.: Optimization of the technological properties of porcelain tile bodies containing rice straw ash using the design of experiments methodology. Ceram. Int. 42(14), 15383–15396 (2016)
Junior, A.D.N., Hotza, D., Soler, V.C., Vilches, E.S.: Influence of composition on mechanical behaviour of porcelain tile Part I: Microstructural characterization and developed phases after firing. Mater. Sci. Eng. A. 527(7–8), 1730–1735 (2010)
Dal Bo, M., Dominguini, L., Zimmer, A., Grando, S.R., Kaspari, P., Hotza, D.: Chemical tempering of porcelain tiles. Ceram. Int. 42(14), 15199–15202 (2016)
Xi, X., Xiong, H., Zuo, C., Zuo, F., Huang, R., Lin, H.T.: Oxidation protection of SiC in porcelain tile ceramics by adding Si powder. J. Eur. Ceram. Soc. 37, 2753–2756 (2017)
Shu, Z., Garcia-Ten, J., Monfort, E., Amoros, J.L., Zhou, J., Wang, Y.X.: Cleaner production of porcelain tile powders Fired compact properties. Ceram. Int. 38(2), 1479–1487 (2012)
Galos, K.: Influence of mineralogical composition of applied ball clays on properties of porcelain tiles. Ceram. Int. 37(3), 851–861 (2011)
Fernandes, H.R., Ferreira, J.M.F.: Recycling of chromium-rich leather ashes in porcelain tiles production. J. Eur. Ceram. Soc. 27(16), 4657–4663 (2007)
Sanchez, E., Ibanez, M.J., Garcia-Ten, J., Quereda, M.F., Hutchings, I.M., Xu, Y.M.: Porcelain tile microstructure: implications for polished tile properties. J. Eur. Ceram. Soc. 26(13), 2533–2540 (2006)
Pazniak, A., Barantseva, S., Kuzmenkova, O., Kuznetsov, D.: Effect of granitic rock wastes and basalt on microstructure and properties of porcelain stoneware. Material Letters 225, 122–125 (2018)
Selli, N.T.: Development of anorthite based white porcelain stoneware tile compositions. Ceram. Int. 41(6), 7790–7795 (2015)
Suvaci, E., Tamsu, N.: The role of viscosity on microstructure development and stain resistance in porcelain stoneware tiles. J. Eur. Ceram. Soc. 30(15), 3071–3077 (2010)
Sa’nchez, E., Garcı’a-Ten, J., Sanz, V., Moreno, A.: Porcelain tile almost 30 years of steady scientific-technological evolution. Ceram. Int. 36, 831–845 (2010)
Tulyaganov, D.U.: Influence of lithium oxide as auxiliary flux on the properties of triaxial porcelain bodies. J. Eur. Ceram. Soc. 26, 1131–1139 (2006)
Chitwareea, S., Tiansuwanb, J., Thavarungkula, N., Punsukumtanac, L.: Energy saving in sintering of porcelain stoneware tile manufacturing by using recycled glass and pottery stone as substitute materials. Case. Stud. Therm. Eng. 11, 81–88 (2018)
Turkmen, O., Kucuk, A., Akpinar, S.: Effect of wollastonite addition on sintering of hard porcelain. Ceram. Int. 41, 5505–5512 (2015)
Contartesi, F., Melchiades, F.G., Boschi, A.O.: Anticipated overfiring in porcelain tiles: effects of the firing cycle and green bulk density. Boletín de la Sociedad Española de Cerámica y Vidrio 58(2), 69 (2019)
Conserva, L.R.S., Melchiades, F.G., Nastri, S., Boschi, A.O., Dondi, M., Guarini, G., Raimondo, M., Zanelli, C.: Pyroplastic deformation of porcelain stoneware tiles: wet vs. dry processing. J. Eur. Ceram. Soc. 37, 333–342 (2017)
Esposito, L., Salem, A., Tucci, A., Gualtieri, A., Jazayeri, S.H.: The use of nepheline-syenite in a body mix for porcelain stoneware tiles. Ceram. Int. 31, 233–240 (2005)
K. Kayacı, The use of perlite as flux in the production of porcelain stoneware tiles, Boletín de la Sociedad Española de Cerámica y Vidrio, 2020
Aydın, T., Kara, A.: Effect of spodumene addition on pyroplastic deformation of porcelain stoneware. J. Ceram. Process. Res. 15(6), 486–491 (2014)
Zanelli, C., Baldi, G., Dondi, M., Ercolani, G., Guarini, G., Raimondo, M.: Glass–ceramic frits for porcelain stoneware bodies: effects on sintering, phase composition and technological properties. Ceram. Int. 34, 455–465 (2008)
Ediz, N., Yurdakul, A.: Characterization of porcelain tile bodies with colemanite waste added as a new sintering agent. J. Ceram. Process. Res. 10(4), 414–422 (2009)
Ediz, N., Yurdakul, A.: Development of body formulations using colemanite waste in porcelain tile production. J. Ceram. Process. Res. 10, 758–769 (2009)
A. Moreno, J. Garcia-Ten, E. Bou, A. Gozalbo, J. Simon, S. Cook, M. Galindo, Using boron as an auxiliary flux in porcelain tile compositions, in: Proceedings of the 6th World Congress on Ceramic Tile Quality-QUALICER 2000, 77–91, 2000
S.M. De Paula, A. Albers, Effect of borates on the vitrification behaviour of a porcelain type tile body, in: Proceed. 7thWorld Congress on Ceramic Tile Quality-QUALICER 2002, 3, 2002
S. Somany, G.G. Trivedi, T. Sridhar, A. Goel, D. Mohanty, B. Pitchumani, Increase in vitrified tile production by the use of borate flux, in: Proceed. 13th World Congress on Ceramic Tile Quality-QUALICER 2014, 2014
Zanelli, C., Dominguez, E., Iglesias, C., Conte, S., Molinari, C., Soldati, R., Guarini, G., Dondi, M.: Recycling of residual boron muds into ceramic tiles. Boletín de la Sociedad Española de Cerámica y Vidrio 58, 199–210 (2019)
Akpinar, S., Evcin, A., Ozdemir, Y.: Effect of calcined colemanite additions on properties of hard porcelain body. Ceram. Int. 43(11), 8364–8371 (2017)
Waclawska, I., Stoch, L., Paulik, J., Paulik, F.: Thermal decomposition of colemanite. Thermochim. Acta 126, 307–318 (1988)
Eymir, Ç., Okur, H.: Dehydration of ulexite by microwave heating. Thermochim. Acta 428, 125–129 (2005)
Platova, R.A., Platov, Yu.T.: Whiteness and gloss evaluation of porcelain. Glass. Ceramics. 74, 34 (2017)
Celik, H.: Effect of spray-dried powder granularity on porcelain tile properties. J. Ceram. Process. Res. 12(4), 483–487 (2011)
Acknowledgements
The authors would like to express their gratitude to the administration of Eti Mine Works and Seranit-Granit Factory for the providing of the raw materials.
Funding
This research was supported by Afyon Kocatepe University Scientific Research Project (Project no: 15.MUH.10).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Öztürk, Ç., Akpınar, S. & Tığ, M. Effect of calcined colemanite addition on properties of porcelain tile. J Aust Ceram Soc 58, 321–331 (2022). https://doi.org/10.1007/s41779-021-00674-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41779-021-00674-2