
Abstract
This work reports large-area fabrication of polymer [polydimethylsiloxane (PDMS), polycaprolactone (PCL) and polytetrafluoroethylene (PTFE)]-based superhydrophobic surfaces decorated with Cu(OH)2 nanowires. The process flow involves fabrication of nanostructured copper hydroxide surface (Cu(OH)2_NSS) by etching and coating the Cu(OH)2_NSS with a hydrophobic silane layer. This is followed by transferring the nanowires on to the polymer surface. The fabricated surfaces [which are Cu(OH)2 nanowires on PDMS: PDMS_Cu(OH)2, Cu(OH)2 nanowires on PCL: PCL_Cu(OH)2 and Cu(OH)2 nanowires on PTFE: PTFE_Cu(OH)2] exhibited dual scale roughness imparting very good water repelling behavior with a static contact angle greater than 150° and contact angle hysteresis of less than 10°. In addition to water repelling behavior, the fabricated surfaces exhibited bloodphobic behavior making them suitable for specific healthcare applications. Using the same technique, fabrication of superhydrophobic surface with complex 3D shape was also demonstrated. The same methodology was further adopted to fabricate a large-area (22 cm × 22 cm) superhydrophobic surface by replacing silane with stearic acid, which is a non-fluorinated surface modifying agent. This helped in reducing the cost and time of fabrication which is important when it comes to large-scale manufacturing.
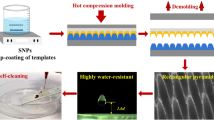
Graphic abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Superhydrophobic surfaces have a static water contact angle greater than 150° and a water contact angle hysteresis less than 10°. Superhydrophobicity is commonly attained through structuring hydrophobic surfaces at micro- and nanoscale. Over time these surfaces have gained importance due to of their diverse applications in various industries, public places and household (Dalawai et al. 2020; Geraldi et al. 2018; Modak et al. 2017; Saha et al. 2017). For years, nature has provided us with excellent illustrations of superhydrophobic surfaces with multiple integrated functionalities which includes, but is not limited to self-cleaning properties (Koch et al. 2009; Tripathy et al. 2016; Xue et al. 2015), drag reduction (Lee et al. 2016; Modak and Bhaumik 2017; Rothstein 2010), minimizing axial dispersion (Bhaumik et al. 2015; Saha et al. 2016, 2017), antifouling properties (Tripathy et al. 2016, 2017b, 2018b), ability to resist bacterial colonization (Tripathy et al. 2018a, c), etc. Some of the popular examples that we commonly come across include lotus leaves, gecko foot, shark skin, cicada wings, fish scale, and spider silk (Hasan et al. 2013; Tripathy et al. 2017a). Our interest in these structured superhydrophobic surfaces stems from their inherent self-cleaning property that allows them to reduce bacterial adhesion also. In addition, it also has the ability to slow down bacterial biofilm formation by easy removal of the cells. The wettability of a surface is a deciding factor when it comes to bacterial adhesion (Zhang et al. 2013b), and it has been seen that bacteria adheres to polymeric surfaces having a water contact angle between 40° and 70°. The efficacy of superhydrophobic surfaces in repelling bacteria is associated with reduced protein adsorption due to the entrapment of a layer of air between the surface and the bacterial cells (Zhang et al. 2013b). In addition to wettability, surface roughness is another key design parameter (Zhu et al. 2014) that can be used to influence bacterial adhesion.
There have been several reports in which different fabrication methods have been described to create superhydrophobic surfaces. These processes involve lithography, dry etching, template based method, sol–gel technique, layer-by-layer deposition, micro-/nano-imprinting, chemical deposition method, etc. (Celia et al. 2013). Most of these processes are not suitable for fabrication of large-area superhydrophobic surfaces (Feng et al. 2011; Passoni et al. 2014; Taghvaei et al. 2017; Zhang et al. 2013a). Further, complicated processing technologies and use of sophisticated tools means demonstrating low-cost large-area superhydrophobic surface is still a big challenge. Although there are a few reports on fabrication of superhydrophobic surfaces using roll-to-roll processes (Khandavalli et al. 2018; Li et al. 2015), they are, however, limited to flat geometries. Some spray-coating-based techniques have been demonstrated (Das et al. 2018; Makaryan et al. 2016; Yang et al. 2015). Coating complex geometries are not possible due to challenges in accessing the surfaces. So superhydrophobicity is generally achieved using other techniques such as templating and vapor deposition. (Das and Bhaumik 2018; Geraldi et al. 2018; Jin and Kim 2011; Ozkan et al. 2016; Shirtcliffe et al. 2009). These techniques are either expensive or involves complicated fabrication process. Hence, there is a necessity of a technique, which ensures easy processing, low cost and versatility.
In our previous work (Tripathy et al. 2018a, b), we have developed a simple process for transferring copper hydroxide nanowires on to PDMS surfaces. The novelty of the process is in the fact that it does not require a clean room facility or any other sophisticated equipment to grow and transfer the nanostructures. However, due to its soft nature PDMS alone does not have sufficient strength for practical large-area applications. Further, dependence on a single polymer hinders the use of the surface in different applications. In this work, we present process optimizations required for transfer of copper hydroxide nanostructures onto polycaprolactone (PCL) and polytetrafluoroethylene (PTFE). For these transfers (including transfer to PDMS), we demonstrate incorporation of fabric support. Incorporation of fabric support not only improves strength, but also allows us to coat surfaces of wearables (e.g., gloves) with the nanostructured superhydrophobic surface. These process optimizations now allow us to develop surfaces for use in real-life applications. We further demonstrate the versatility of this process in coating surfaces with complex shapes. The materials being used are already economical, and we demonstrate further cost reduction by replacing silane with stearic acid. Apart from cost aspect, stearic acid is free from toxic chemicals and can be used for wide range of biological applications. The scalability of this process can be used to achieve real-life production, and once again this is coherent with our final objective of improving its applicability.
Materials and methods
Copper nanowire fabrication
Copper foils (30 mm × 20 mm × 0.15 mm) having a purity of 99.98% were used. Cleaning of the substrates was performed using acetone, isopropyl alcohol (IPA) and deionized water, consecutively and the foils were ultrasonicated for 7 min each time. Following this, the foils were dipped in 1.0 M sulfuric acid for 30 s and cleaned in deionized water and dried with a nitrogen purge. After cleaning was complete, the substrates were immersed in an aqueous solution of 2.5 mol L−1 sodium hydroxide and 0.1 mol L−1 ammonium persulphate at room temperature for 20 min. Finally, they were dipped in IPA and heated at 110 °C for 60 min until they dried.
Pattern transfer to PDMS
PDMS (polydimethylsiloxane) and a curing agent were taken in a ratio of 10:1 by weight, and mixed vigorously, before being poured on the silanized (using 1H, 1H, 2H, 2H-perfluorooctyltriethoxysilane) nanostructured copper surface. The polymer covered foils were then desiccated until all the air bubbles were completely removed. After this, cotton fabric (30 mm × 20 mm × 0.5 mm, thread size ~ 20 μm) was placed on the polymer coating and PDMS was cured at 90 °C for approximately 20 min, until it hardened. Finally, the copper foils were peeled off gently from the PDMS-cloth stack.
Pattern transfer to PCL
1.0 g of PCL pellets were dissolved in 15 mL of chloroform for 45 min, following which it was poured on to the silanized (using 1H, 1H, 2H, 2H-perfluorooctyltriethoxysilane) nanostructured copper surfaces. Cotton fabric (30 mm × 20 mm × 0.5 mm) was placed on the substrate covered with PCL and allowed to air-dry at room temperature, for about 4 h. Once PCL hardened, the copper surfaces were gently peeled off from the PCL-fabric stack.
Pattern transfer to PTFE (Teflon)
Liquid PTFE (purchased from Dupont Chemicals) was used in our experiment. Silanized copper nanostructure surface was stuck at bottom of the square mold of area 2 cm2. Teflon was poured inside the square mold and allowed to cure at 120 °C. Teflon upon curing forms a very thin film. So, before Teflon was fully cured additional amount of Teflon solution was poured on the semi-cured PTFE surface already present inside the mold. Once it was completely cured, we ended up with a 76-μm-thick layer of PTFE. The mold was removed, and the copper foil was peeled gently such that nanowires were transferred to the PTFE surface.
Surface characterization
The electron microscopy images of the nanostructured surfaces were captured using a field emission (Carl-Zeiss) scanning electron microscope with an accelerating voltage of 5 kV at different magnifications. Further a custom-made Goniometer setup was used to measure the static contact angle on the fabricated surfaces. An 8-µL water droplet was placed gently on the substrate, and the image of the droplet was captured by a CMOS Camera (Thor Labs). The contact angle measurement was taken using ImageJ© software (Schneider et al. 2012). The same Goniometer was used to measure the contact angle hysteresis by tilting the entire setup to record the advance and receding contact angles of the droplet with the surface just before the droplet began to slide and calculating its difference as the required contact angle hysteresis. All the measurements were repeated thrice to ensure repeatability.
Results and discussion
Figure 1a shows the process flow for the fabrication of polymer-based nanostructured surfaces on fabric. This imparts the fabric with anti-wetting property. The process involves etching the copper sheet as the first step to obtain the Cu(OH)2 nanowires (Fig. 1b, diameter of nanowires ~ 220 nm) followed by transferring the nanowires on to the polymer-fabric stack (Fig. 1c). PDMS, PCL and PTFE polymers have been used in this study to hold the nanowires tightly while they are transferred from the copper surface to the fabric. PDMS is a silicone-based polymer which is optically transparent, biocompatible, hydrophobic, chemically inert and non-flammable making it suitable for several scientific and industrial applications (Dai et al. 2003; Roh et al. 2016). Similarly, PCL possesses good resistance to oil, water and various solvents. It has been used in many biomedical applications such as targeted drug delivery, implantable biomaterials, as a component in dental splints and root canal filling (Bassi et al. 2011; Eshraghi and Das 2010). Teflon or PTFE is a fluoropolymer consist of carbon and fluorine molecules and has very low surface energy. It has been widely used as a low surface energy coating for numerous applications including cooking ware, semiconductor manufacturing, lab on a chip and multi-sensors devices (Dhanumalayan and Joshi 2018). The polymers were chosen due to their unique properties as mentioned above and more importantly due to their biocompatibility (Dhanumalayan and Joshi 2018; Lee et al. 2018; Nishida et al. 2011; Peterson et al. 2005; Salgado et al. 2012) so that the fabricated surfaces in this work can be used in household and healthcare applications.

a Process flow for the fabrication of PDMS_Cu(OH)2, PCL_Cu(OH)2 and PTFE_Cu(OH)2 nanostructured superhydrophobic surfaces. b SEM image of Cu(OH)2 nanowires post etching the copper substrate for 20 min. c SEM image of the fabric used in our experiments
Apart from nanowire transfer in PDMS, this study shows the versatility of the process, i.e., transfer of nanowires to other polymer like PCL and PTFE. Previously many other transfer processes are limited to PDMS only (Kim et al. 2018, 2019). This demonstration gives the flexibility to use polymer other than PDMS. Figure 2 shows the SEM images of PDMS_Cu(OH)2, PCL_Cu(OH)2 and PTFE_Cu(OH)2 surfaces after the successful transfer of the Cu(OH)2 nanowires. On all the surfaces, dual-level roughness [microstructured polymer surface with Cu(OH)2 nanowires on top] was observed. However, morphology of the surfaces was different. This is due to the difference in their wetting properties and their curing process (Tropmann et al. 2012). PCL hardens faster than PDMS at room temperature. Thus, PCL does not get enough time for restructuring and hence micro-structuring on PCL after transfer was found to have reduced micro-level roughness as compared to PDMS (Fig. 2a–d). Unlike PDMS that is used without solvent, PCL beads are to be mixed with choloform to get viscous polymer emulsion. The viscosity of PCL is optimized by mixing optimum ratio of PCL and choloform (1:23, w:w) so that polymer should flow inside nanostructures. This process ensures proper transfer of nanostructures on PCL. On the other hand, PTFE dry upon heating and the drying temperature plays a significant role in polymer structuring (Song et al. 2008; Xiaoming et al. 2019). Due to its low viscosity, concentration optimization is not required, but thickness optimization is done. The pouring was thus done twice to make sure the film that is formed is thick enough so that it can be peeled from nanostructured copper surface. Initially for a volume of 1 cm3 Teflon, we obtained thickness of 40 μm after curing at standard curing temperature of 120 °C. Again to get optimum thickness that ensures proper peeling, same volume was poured on top of semi-dried Teflon to get a final thickness of 76 μm. Total time required for curing is about seconds. Figure 2e–f shows the polymeric structuring apart from nanowires that are transferred. However, on all the surfaces PCL, PDMS and PTFE, successful transfer of nanowires took place making the fabrication process suitable for polymer other than PDMS (Tripathy et al. 2018a, b) as well.

SEM images of a, b PCL_Cu(OH)2 NSS on fabric, c, d PDMS_Cu(OH)2 NSS on fabric, e, f PTFE_Cu(OH)2 NSS film
The present understanding of nanostructures transfer process can be summarized in two main parameters: the thickness and viscosity of polymers. Both are related to transfer efficiency of nanostructures. Higher viscous liquid cannot go inside the nanostructure, and very thin film creates peeling issue. The optimum viscosity and film thickness that ensures proper transfer are 3500 cps and 76 μm, respectively. The curing time for PCL is faster than PDMS and Teflon, but dual-level hierarchical structuring is better in PDMS. Apart from parameterical differences PCL and PTFE show successful transfer efficiency.
Further the wettability of the surfaces was tested under static condition by measuring the contact angle and contact angle hysteresis of water droplet (8 μL) placed on the surface. Water contact angle for the PDMS_Cu(OH)2 surface was found to be 169° ± 2°, for PCL_Cu(OH)2 surface contact angle was 166° ± 3° and for PTFE_Cu(OH)2 surface it was measured to be 171° ± 3°. Contact angle hysteresis for all the surfaces was below 10°. Figure 3 shows the photographs of the water droplet on the fabricated surfaces. In comparison PTFE surface gives higher repellency than PDMS and PCL surfaces. Water droplets did not spread and stayed on the surfaces maintaining a spherical shape. This water repelling property can be attributed to the dual-level roughness, i.e., the roughness due to the self-structuring of the PDMS/PCL/PTFE polymers during wetting the Cu(OH)2 nanowire jungle and the presence of the Cu(OH)2 nanowires on top of the polymers after transfer. This combination gives a hierarchical roughness and hence imparts very good water repelling ability (Video S1).

Contact angle measurement using 8 μL water droplet on the a Fabric_PDMS_Cu(OH)2 surface, b Fabric_PCL_Cu(OH)2 surface, c Film_PTFE_Cu(OH)2 surface
Along with water repelling ability, all the surfaces PDMS_Cu(OH)2, PCL_Cu(OH)2 and PTFE_Cu(OH)2 also exhibited blood repelling behavior. In our previous work (Tripathy et al. 2018b), we had demonstrated the bloodphobic behavior of the PDMS_Cu(OH)2 surface. In this work, we further demonstrated the bloodphobic behavior of PCL_Cu(OH)2 and PTFE_Cu(OH)2 surface also. Whole blood was used in the experiments to test the blood repelling ability of the polymer-based nanostructured surfaces (Video S2). This opens up the possibility of a new applications for PDMS_Cu(OH)2, PCL_Cu(OH)2 and PTFE_Cu(OH)2 surfaces in a hospital setting.
Several applications of superhydrophobic surfaces such as covering for door knobs/handles, outer surface of bandage, gloves, or support rail in public transportation require superhydrophobic surface having complex 3D shapes. One of the approaches of attaining complex 3D shapes is through flexible surfaces. However, when flexible superhydrophobic surfaces are stretched, their anti-wetting properties are compromised due to the increase in the distance between the nanostructures. Several reports on superhydrophobic flexible surfaces are limited to flat surfaces (Khandavalli et al. 2018; Li et al. 2015; Tripathy et al. 2018a, b). 3D-based superhydrophobic surfaces are still challenge. Hence, a technique to fabricate 3D superhydrophobic surfaces will find use in many applications. Using the proposed nanowire transfer process, fabrication of superhydrophobic surface with complex 3D shapes is possible. The present transfer process demonstrates the versatility of the process to be used for 3D curved surfaces. 3D surfaces are obtained by first shaping the copper surface to required shape and then performing the nanowire etch and transfer using the 3D-shaped copper surface.
Here a 3D mold having the shape of an elbow was fabricated on polylactic acid surface using 3D printing technique (Fig. 4a). Figure 4b shows the dimensions of the 3D mold having undulated shape. First the copper sheet was fixed inside the 3D mold to get the shape of the mold. After that the copper was etched and the standard protocol was followed as shown in Fig. 1a. Figure 4c shows the photograph of the PDMS_Cu(OH)2 surface having the shape of an elbow. The blue color is due to the successful transfer of the Cu(OH)2 nanowires. To further ensure the successful transfer of the nanowires, SEM imaging was performed. Figure 4d shows the SEM image of the PDMS_Cu(OH)2 surface having an elbow shape. Hence, it is clearly seen that this technique can be used to fabricate superhydrophobic undulated flexible surfaces with complex 3D shapes for practical applications.

a 3D polylactic acid mold having shape of an elbow fabricated using 3D printing technique. b Dimension of the fabricated 3D mold. c Photograph of the fabricated PDMS_Cu(OH)2 having a shape close to that of an elbow. d SEM image of the PDMS_Cu(OH)2 surface having a complex 3D shape as demonstrated in c showing the successful fabrication. e Photographs of PDMS_Cu(OH)2 surfaces having semi-cylindrical shape (scale bar—5 mm)
To check how small curvatures would effect the transfer process, we fabricated PDMS_Cu(OH)2 surfaces having semi-cylindrical shapes with different diameters. For this, copper strips having different semi-cylindrical shapes (diameter ranging from 5 to 25 mm) were used. Post-etching, the PDMS was poured on the surfaces and the standard process was followed to get the PDMS_Cu(OH)2 surfaces having different cylindrical shapes. As seen in Fig. 4e, we were successful in forming surfaces with diameters as small as 5 mm.
Another important aspect of any fabrication technique is the feasibility of the process for realizing low-cost, large-area surfaces. Traditionally, silane has been used for tuning the wettability of the Cu(OH)2 nanostructured surface before transferring the nanowires (Tripathy et al. 2018b). Even though the nanowire transfer approach is a low-cost process for fabricating anti-wetting surfaces (Tripathy et al. 2018a, b), the fabrication cost can be further reduced by replacing the silane with stearic acid. To estimate the exact cost of fabrication, a table was prepared, in which the cost of fabricating an A4 size PDMS_Cu(OH)2 and PCL_Cu(OH)2 surfaces using silane and stearic acids, separately, has been calculated (Table S1).
The large-area fabrication is demonstrated by using a copper sheet of size 22 cm × 22 cm and etched using the recipe explained in Fig. 1a. In this process, stearic acid was used to make the Cu(OH)2 nanostructured surface superhydrophobic. For transferring the nanowires, the cured PDMS was peeled off from the nanostructured surface (Fig. 5a). Figure 5b shows the large-area superhydrophobic PDMS_Cu(OH)2 surface. The fabricated surface exhibited very good resistance (Video S3) to water (water contact angle of 168° ± 2° and contact angle hysteresis of < 3°).

a, b Large-area fabrication of superhydrophobic PDMS_Cu(OH)2 surface using Stearic acid by replacing Silane. The fabricated surface showed good water repelling ability with a static water contact angle of 168° ± 2° and contact angle hysteresis of < 3°. c, d Photograph of uncoated gloves and coated antibacterial superhydrophobic gloves (one side coated)
As a demonstration, fabrication of water-repellent gloves made up of PDMS_Cu(OH)2 coated fabric was demonstrated. In our previous work, we showed the fabrication of superhydrophobic gloves using commercially available nitrile gloves and silane (Tripathy et al. 2018a). Apart from being more expensive, surface silanization requires 6–8 h of wet treatment to make the copper nanostructured surface superhydrophobic. In the modified process the time of fabrication was significantly reduced by using stearic acid, which only takes 15–20 min to make the copper nanostructured surface superhydrophobic. Commercially available fabric (cotton) gloves (Fig. 5c) were used in this process. The gloves were placed on the curing PDMS on the superhydrophobic copper nanostructured surface. Then the gloves–PDMS–copper nanostructured surface stack was kept on the hot plate for curing the PDMS. After curing, the copper nanostructured surface was peeled off from the fabric-PDMS stack. The glove fabric was found to have good adhesion with the PDMS after curing. This allows the PDMS_Cu(OH)2 surface to stick to the fabric despite the physical forces arising during the use of the glove (Fig. 5d). The PDMS_Cu(OH)2-coated fabric gloves exhibited good water repelling ability (Video S4). These gloves can be used in hospitals while handling different liquids including blood, to help curtail the transmission of pathogenic bacteria from one place to other inside the hospital (Tripathy et al. 2018a).
Conclusion
In summary, large-area fabrication of superhydrophobic surfaces using PCL, PDMS and PTFE polymers decorated with Cu(OH)2 nanowires at a low cost was demonstrated. The fabricated surfaces exhibited superhydrophobicity with water contact angle more than 150° (PDMS: 169° ± 2°, PCL: 166° ± 3° and PTFE: 171° ± 3°) and hysteresis of less than 10° (PDMS: < 2°, PCL: < 7° PTFE: < 2°). This experiment validated the efficacy of the process being used to fabricate superhydrophobic surfaces using polymers other than PDMS. All the PDMS_Cu(OH)2, PCL_Cu(OH)2 and PTFE_Cu(OH)2 surfaces also exhibited bloodphobic behavior making them suitable for specific healthcare applications. Also, it was shown that the fabrication of superhydrophobic surfaces having a complex 3D shape is possible using the same technique. In addition, a large-area low-cost fabrication of superhydrophobic PDMS_Cu(OH)2 surface (22 cm × 22 cm) was demonstrated by replacing silane with stearic acid. This improved the process feasibility by also reducing the time of fabrication. Using stearic acid as a hydrophobic coating before the nanowire transfer, superhydrophobic gloves and superhydrophobic surfaces having semi-cylindrical shapes were fabricated which justifies the replacement of silane with stearic acid. The surfaces created in this work can be used in many household and healthcare (upholstery inside an ICU or even in general wards, gowns, gloves, etc.) applications.
References
Bassi AK, Gough JE, Zakikhani M, Downes S (2011) The chemical and physical properties of poly(ε-caprolactone) scaffolds functionalised with poly(vinyl phosphonic acid-co-acrylic acid). J Tissue Eng 2:1–9. https://doi.org/10.4061/2011/615328
Bhaumik SK, Kannan A, Das Gupta S (2015) Taylor–Aris dispersion induced by axial variation in velocity profile in patterned microchannels. Chem Eng Sci 134:251–259. https://doi.org/10.1016/j.ces.2015.04.052
Celia E, Darmanin T, Taffin de Givenchy E, Amigoni S, Guittard F (2013) Recent advances in designing superhydrophobic surfaces. J Colloid Interface Sci 402:1–18. https://doi.org/10.1016/j.jcis.2013.03.041
Dai Q, Zhang Z, Wang F, Liu J (2003) Preparation and properties of polydimethylsiloxane/polyacrylate composite latex initiated by 60 Co gamma-ray irradiation. J Polym Sci 88:2732–2736
Dalawai SP, Aly MAS, Latthe SS, Xing R, Sutar RS, Nagappan S, Ha C-S, Sadasivuni KK, Liu S (2020) Recent advances in durability of superhydrophobic self-cleaning technology: a critical review. Prog Org Coat 138:105381. https://doi.org/10.1016/j.porgcoat.2019.105381
Das A, Bhaumik SK (2018) Fabrication of cylindrical superhydrophobic microchannels by replicating lotus leaf structures on internal walls. J Micromech Microeng 28:45011. https://doi.org/10.1088/1361-6439/aaab36
Das S, Kumar S, Samal SK, Mohanty S, Nayak SK (2018) A review on superhydrophobic polymer nanocoatings: recent development and applications. Ind Eng Chem Res 57:2727–2745. https://doi.org/10.1021/acs.iecr.7b04887
Dhanumalayan E, Joshi GM (2018) Performance properties and applications of polytetrafluoroethylene (PTFE)—a review. Adv Compos Hybrid Mater 1:247–268. https://doi.org/10.1007/s42114-018-0023-8
Eshraghi S, Das S (2010) Mechanical and microstructural properties of polycaprolactone scaffolds with one-dimensional, two-dimensional, and three-dimensional orthogonally oriented porous architectures produced by selective laser sintering. Acta Biomater 6:2467–2476. https://doi.org/10.1016/j.actbio.2010.02.002
Feng J, Tuominen MT, Rothstein JP (2011) Hierarchical superhydrophobic surfaces fabricated by dual-scale electron-beam-lithography with well-ordered secondary nanostructures. Adv Funct Mater 21:3715–3722. https://doi.org/10.1002/adfm.201100665
Geraldi NR, Dodd LE, Xu BB, Wood D, Wells GG, McHale G, Newton MI (2018) Bioinspired nanoparticle spray-coating for superhydrophobic flexible materials with oil/water separation capabilities. Bioinspir Biomim 13:24001. https://doi.org/10.1088/1748-3190/aaa1c1
Hasan J, Crawford RJ, Ivanova EP (2013) Antibacterial surffaces: the quest for a new generation of biomaterials. Trends Biotechnol 31:295
Jin G, Kim G (2011) Pressure/electric-field-assisted micro/nanocasting method for replicating a lotus leaf. Langmuir 27:828–834. https://doi.org/10.1021/la1040954
Khandavalli S, Rogers P, Rothstein JP (2018) Roll-to-roll fabrication of hierarchical superhydrophobic surfaces. Appl Phys Lett 113:041601. https://doi.org/10.1063/1.5037946
Kim S, Hwang HJ, Cho H, Choi D, Hwang W (2018) Repeatable replication method with liquid infiltration to fabricate robust, flexible, and transparent, anti-reflective superhydrophobic polymer films on a large scale. Chem Eng J 350:225–232. https://doi.org/10.1016/j.cej.2018.05.184
Kim S, Cho H, Hwang W (2019) Simple fabrication method of flexible and translucent high-aspect ratio superhydrophobic polymer tube using a repeatable replication and nondestructive detachment process. Chem Eng J 361:975–981. https://doi.org/10.1016/j.cej.2018.12.155
Koch K, Bhushan B, Jung YC, Barthlott W (2009) Fabrication of artificial Lotus leaves and significance of hierarchical structure for superhydrophobicity and low adhesion. Soft Matter 5:1386–1393. https://doi.org/10.1039/b818940d
Lee C, Choi C-H, Kim C-J (2016) Superhydrophobic drag reduction in laminar flows: a critical review. Exp Fluids 57:176. https://doi.org/10.1007/s00348-016-2264-z
Lee M-K, Park C, Jang T-S, Kim H-E, Jeong S-H (2018) Enhanced mechanical stability of PTFE coating on nano-roughened NiTi for biomedical applications. Mater Lett 216:12–15. https://doi.org/10.1016/j.matlet.2017.12.139
Li Y, John J, Kolewe KW, Schiffman JD, Carter KR (2015) Scaling up nature: large area flexible biomimetic surfaces. ACS Appl Mater Interfaces 7:23439–23444. https://doi.org/10.1021/acsami.5b04957
Makaryan IA, Sedov IV, Mozhaev PS (2016) Current state and prospects of development of technologies for the production of superhydrophobic materials and coatings. Nanotechnol Russ 11:679–695. https://doi.org/10.1134/S1995078016060148
Modak CD, Bhaumik SK (2017) Creeping flow dynamics over superhydrophobic ball: slip effects and drag reduction. Colloids Surfaces A Physicochem Eng Asp 529:998–1008. https://doi.org/10.1016/j.colsurfa.2017.07.019
Modak CD, Bhaumik SK, Jha VK, Das A, Kumar A, Singh SP (2017) Enhanced thermal insulation properties of confined superhydrophobic surfaces. In: Proceedings of the 24th national and 2nd international ISHMT-ASTFE heat and mass transfer conference (IHMTC-2017). Begel House Inc., Danbury
Nishida K, Sakaguchi H, Xie P, Terasawa Y, Ozawa M, Kamei M, Nishida K (2011) Biocompatibility and durability of Teflon-coated platinum–iridium wires implanted in the vitreous cavity. J Artif Organ 14:357–363. https://doi.org/10.1007/s10047-011-0591-7
Ozkan E, Crick CC, Taylor A, Allan E, Parkin IP (2016) Copper-based water repellent and antibacterial coatings by aerosol assisted chemical vapour deposition. Chem Sci 7:5126–5131. https://doi.org/10.1039/C6SC01150K
Passoni L, Bonvini G, Luzio A, Facibeni A, Bottani CE, Di Fonzo F (2014) Multiscale effect of hierarchical self-assembled nanostructures on superhydrophobic surface. Langmuir 30:13581–13587. https://doi.org/10.1021/la503410m
Peterson SL, McDonald A, Gourley PL, Sasaki DY (2005) Poly(dimethylsiloxane) thin films as biocompatible coatings for microfluidic devices: cell culture and flow studies with glial cells. J Biomed Mater Res A 72(1):10–18. https://doi.org/10.1002/jbm.a.30166
Roh C, Lee J, Kang CK (2016) Physical properties of PDMS (polydimethylsiloxane) microfluidic devices on fluid behaviors: various diameters and shapes of periodically-embedded microstructures. Materials (Basel). https://doi.org/10.3390/ma9100836
Rothstein JP (2010) Slip on superhydrophobic surfaces. Annu Rev Fluid Mech 42:89–109. https://doi.org/10.1146/annurev-fluid-121108-145558
Saha T, Kumar S, Bhaumik SK (2016) Minimizing axial dispersion in narrow packed column using superhydrophobic wall. Korean J Chem Eng 33:3337–3342. https://doi.org/10.1007/s11814-016-0286-0
Saha T, Kumar S, Bhaumik SK (2017) Slip-enhanced flow through thin packed column with superhydrophobic wall. Sensors Actuators B Chem 240:468–476. https://doi.org/10.1016/j.snb.2016.09.012
Salgado CL, Sanchez EMS, Zavaglia CAC, Granja PL (2012) Biocompatibility and biodegradation of polycaprolactone-sebacic acid blended gels. J Biomed Mater Res Part A 100:243–251. https://doi.org/10.1002/jbm.a.33272
Schneider CA, Rasband WS, Eliceiri KW (2012) NIH Image to ImageJ: 25 years of image analysis. Nat Methods 9:671–675. https://doi.org/10.1038/nmeth.2089
Shirtcliffe NJ, McHale G, Newton MI, Zhang Y (2009) Superhydrophobic copper tubes with possible flow enhancement and drag reduction. ACS Appl Mater Interfaces 1:1316–1323. https://doi.org/10.1021/am9001937
Song H-J, Zhang Z-Z, Men X-H (2008) Superhydrophobic PEEK/PTFE composite coating. Appl Phys A 91:73–76. https://doi.org/10.1007/s00339-007-4360-7
Taghvaei E, Moosavi A, Nouri-Borujerdi A, Daeian MA, Vafaeinejad S (2017) Superhydrophobic surfaces with a dual-layer micro- and nanoparticle coating for drag reduction. Energy 125:1–10. https://doi.org/10.1016/j.energy.2017.02.117
Tripathy A, Muralidharan G, Pramanik A, Sen P (2016) Single etch fabrication and characterization of robust nanoparticle tipped bi-level superhydrophobic surfaces. RSC Adv 6:81852–81861. https://doi.org/10.1039/C6RA16312B
Tripathy A, Sen P, Su B, Briscoe WH (2017a) Natural and bioinspired nanostructured bactericidal surfaces. Adv Colloid Interface Sci. https://doi.org/10.1016/j.cis.2017.07.030
Tripathy A, Sreedharan S, Bhaskarla C, Majumdar S, Peneti SK, Nandi D, Sen P (2017b) Enhancing the bactericidal efficacy of nanostructured multifunctional surface using an ultrathin metal coating. Langmuir 33:12569–12579. https://doi.org/10.1021/acs.langmuir.7b02291
Tripathy A, Kumar A, Chowdhury AR, Karmakar K, Purighalla S, Sambandamurthy V, Chakravortty D, Sen P (2018a) A nanowire-based flexible antibacterial surface reduces the viability of drug-resistant nosocomial pathogens. ACS Appl Nano Mater 1:2678–2688. https://doi.org/10.1021/acsanm.8b00397
Tripathy A, Kumar A, Sreedharan S, Muralidharan G, Pramanik A, Nandi D, Sen P (2018b) Fabrication of low-cost flexible superhydrophobic antibacterial surface with Dual-scale roughness. ACS Biomater Sci Eng. https://doi.org/10.1021/acsbiomaterials.8b00209
Tripathy A, Pahal S, Mudakavi RJ, Raichur AM, Varma MM, Sen P (2018c) Impact of bioinspired nanotopography on the antibacterial and antibiofilm efficacy of chitosan. Biomacromolecules. https://doi.org/10.1021/acs.biomac.8b00200
Tropmann A, Tanguy L, Koltay P, Zengerle R, Riegger L (2012) Completely superhydrophobic PDMS surfaces for microfluidics. Langmuir 28:8292–8295. https://doi.org/10.1021/la301283m
Xiaoming W, Xingeng L, Qingquan L, Yaping W, Wenjing L (2019) Fabrication of superhydrophobic composite coating based on fluorosilicone resin and silica nanoparticles. R Soc Open Sci 5:180598. https://doi.org/10.1098/rsos.180598
Xue C-H, Guo X-J, Ma J-Z, Jia S-T (2015) Fabrication of robust and antifouling superhydrophobic surfaces via surface-initiated atom transfer radical polymerization. ACS Appl Mater Interfaces 7:8251–8259. https://doi.org/10.1021/acsami.5b01426
Yang J, Tang Y, Xu J, Chen B, Tang H, Li C (2015) Durable superhydrophobic/superoleophilic epoxy/attapulgite nanocomposite coatings for oil/water separation. Surf Coatings Technol 272:285–290. https://doi.org/10.1016/j.surfcoat.2015.03.050
Zhang QX, Chen YX, Guo Z, Liu HL, Wang DP, Huang XJ (2013a) Bioinspired multifunctional hetero-hierarchical micro/nanostructure tetragonal array with self-cleaning, anticorrosion, and concentrators for the SERS detection. ACS Appl Mater Interfaces 5:10633–10642. https://doi.org/10.1021/am403534z
Zhang X, Wang L, Levänen E (2013b) Superhydrophobic surfaces for the reduction of bacterial adhesion. RSC Adv 3:12003. https://doi.org/10.1039/c3ra40497h
Zhu H, Guo Z, Liu W (2014) Adhesion behaviors on superhydrophobic surfaces. Chem Commun 50:3900. https://doi.org/10.1039/c3cc47818a
Acknowledgements
Authors would like to thank Unilever, R&D, Bangalore, for the financial support. AT also acknowledges the financial support from Ministry of Electronics and Information Technology (MeitY), Government of India.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Supplementary material 1 (MP4 8194 kb)
Supplementary material 2 (MP4 5363 kb)
Supplementary material 3 (MP4 10100 kb)
Supplementary material 4 (MP4 8654 kb)
Rights and permissions
About this article

Cite this article
Ghose, A., Kumar, A., Raj, S. et al. Fabrication of polymer-based water-repellent surfaces of complex shapes by physical transfer of nanostructures. ISSS J Micro Smart Syst 9, 69–78 (2020). https://doi.org/10.1007/s41683-020-00049-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41683-020-00049-y