
Abstract
In this study, the Taguchi method was utilized to investigate the key mix design parameters on both workability and compressive strength of geopolymer concrete (GPC) mixes through different curing regimes. The used aluminosilicate source was ground granulated blast furnace slag (GGBFS), and a combination of sodium hydroxide (SH) and sodium silicate (SS) was employed as the alkaline activator. The study focused on four key parameters: binder content, water-to-binder ratio (W/B), aggregate type, and curing regime. A total of nine experimental series were conducted using the L9 Taguchi array. The compressive strength test and slump test, representing workability, were carried out for all nine mixes, and their response index was evaluated using the signal-to-noise (S/N) ratio to obtain the optimum level for each parameter. Among all parameters investigated in this study, the results indicate that the W/B ratio was the most predominant parameter influencing the 7-day and 28-day compressive strength, and workability of the developed GPC mixes, with the highest S/N ratio value. Although the effect of the aggregate type was minor, the gravel achieved the best workability, while the crushed stone of size number 6, Sen1, achieved the best compressive strength. Heat curing was not an effective regime for the late age of GGBFS-based GPC.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Concrete is considered the most important material used in the construction field around the world [1,2,3,4,5,6,7,8]. Portland cement (PC) has been the main material widely used in concrete since it was invented in the early 1800s [6, 9]. The production of 1 ton of PC generates around 0.7–1 ton of CO2 emissions, accounting for approximately 8% of the global CO2 emissions [1, 3, 10,11,12,13]. In order to limit the adverse environmental impact results of PC production, several scientists have carried out research to innovate eco-friendly and sustainable construction materials such as geopolymer concrete (GPC) during the past few decades [1, 3, 10, 13, 14]. Recent studies reported that GPC has superior properties compared to Portland cement concrete (PCC), and it can be presented as an alternative eco-friendly construction material to PCC [2, 15, 16]. Generally, GPC is produced from the recycling of by-products using an aluminosilicate-rich material such as ground granulated blast furnace slag (GGBFS), fly ash (FA), and silica fume (SF) or a mix of one or more as the primary base materials with one or more alkali activators such as silicates, hydroxides, and carbonates [5, 11, 17,18,19]. The utilization of GPC in the construction industry remains limited due to a significant drawback in workability, particularly when employed on a concrete scale [6]. Furthermore, the impact of aggregate type has not been extensively explored in concrete applications as most previous research has primarily focused on investigating geopolymer characteristics for paste and mortar. In addition, most researchers investigating GPC have relied on FA as the primary binding material or as a mixture with other binding agents. The scientific literature has insufficient research about the performance of GPC using the GGBFS as a precursor [19]. Consequently, this study intends to fill this research gap by investigating the use of GGBFS as the sole precursor in the GPC through various mix designs and under different curing conditions. The primary focus of this study is to evaluate the effect of different aggregate types, GGBFS content, curing regime, and water-to-binder ratio (W/B) on the compressive strength (CS) and workability of the GPC mixes. The GPC properties are primarily governed by the aluminosilicate source, activator type, activator concentration, and adopted curing regime [7, 12, 20]. However, conducting a comprehensive investigation of all these factors in a single study can be a daunting task. Nevertheless, by designing a robust experimental program, it is possible to efficiently examine the factors that influence GPC properties [12, 20]. A potential approach to achieving this goal is the Taguchi method, which enables the exploration of multiple parameters using a minimized number of experiments while also ensuring output interpretability and efficiency [12, 21]. Despite the limited application of the Taguchi approach in the GPC field, it can still be considered a viable option for investigating the factors that affect GPC properties [5, 17]. The Taguchi approach employs a signal-to-noise (S/N) ratio for optimization, which assists with data analysis and the prediction of optimal results. In this study, the S/N ratio was utilized to determine the response index of GPC mixes based on the CS values and workability, represented in slump values, derived from the nine different mix designs. The S/N ratios were calculated using the Minitab program. A higher S/N ratio refers to a better response index [12].
Experimental program
Materials
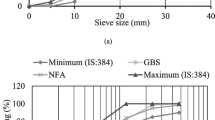
In this study, GGBFS was utilized as a binder material. Sodium hydroxide (SH) solution and sodium silicate (SS) solution were combined to prepare the alkaline activator. SH solution was prepared by dissolving SH flakes in tap water, while SS solution was obtained from a local supplier. The chemical compositions of GGBFS, SH flakes, and SS solution are presented in Table 1. The fine aggregate utilized in this study was natural sand, and the coarse aggregates were natural crushed limestone, Sen 1 and Sen 2, and gravel. Figure 1 shows the grading curve of the different aggregates used in this experimental work. The fine aggregate, natural sand, was graded within the limits of ASTM C33. The grading of the coarse aggregates (Sen 1), (Sen 2, and Gravel) was classified as size numbers (6) and (7) in accordance with ASTM C33, respectively. Tables 2 and 3 present the grading of both fine and coarse aggregates, respectively.

Grading curves of used aggregates
Test matrix
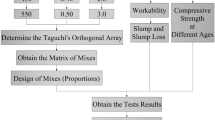
In the design of the investigated GPC mixes, four key parameters that influence the CS and workability were taken into consideration. These parameters and their corresponding levels are presented in Table 4. Using the Taguchi approach with an L9 array, nine different mixes were designed considering the previously mentioned parameters and levels, as shown in Table 5. The proportions of all nine investigated mixes are listed in Table 6.
Specimens preparation and testing
The procedure of mixing GPC implemented in this study was started by mixing the dry materials (GGBFS, fine, and coarse aggregates) in a mixer for approximately 5 min. The alkaline activator was gradually added while mixing continued for about 4 min until the mix became homogeneous. The alkaline activator was prepared prior to casting by mixing the SH flakes, SS solution, and water, and leaving it in laboratory air until its temperature was about 30 °C just before mixing. At the time of mixing, the used coarse aggregates were saturated and surface dry. The compressive strength specimens were cast into 100 × 100 × 100 mm cubic steel molds according to BS EN 12390–1. The compressive strength specimens were demolded after 24 h and subsequently subjected to the corresponding curing regime, until the time of testing. Heat-cured specimens were cured at 70 °C for 12 h. For each mix, three specimens were tested on the 7th and 28th days after casting. The slump test was conducted immediately after mixing to investigate the workability according to ASTM C143.
Results and discussions
Workability
Figure 2 demonstrates the initial slump values for all nine investigated GPC mixes. The highest slump value was 290 mm, recorded by mixes M6 and M9. The lowest slump value was 20 mm, achieved by M7. The observed low slump of M7 may be attributed to the low W/B ratio of 0.35, high slag content, and larger aggregate size. The highest slump values for M6 and M9 may be attributed to the high W/B ratio, 0.55. To examine the main effect of each parameter on the slump value of the studied GPC mixes, the S/N ratio of each factor was calculated using the Minitab program, as illustrated in Fig. 3. Noting that the high S/N values indicate a better response. The results showed that the W/B ratio was the most significant parameter on the slump value of GPC mixes, and the optimum ratio was 0.55. Whereas increasing the W/B from 0.35 to 0.55 increased the S/N ratio from 34.39% to 49.04%, representing a significant difference of 14.65%, which was the highest difference obtained.

The obtained slump values of all studied GPC mixes

Effect of studied parameters on the initial slump value of GPC mixes based on S/N ratio
The aggregate type was the second parameter that affected the slump value, and the optimum type was gravel. Finally, the binder content, GGBFS, was the last parameter that affected the slump value, with an optimum level of 500 kg/m3. Although the effect of the aggregate type and the binder content was minor and nearly the same, the gravel achieved a better slump value because of its rounded and smooth surface texture, which reduced the friction between the aggregate particles and hence improved the workability.
Compressive strength
The obtained values of CS at the ages of 7th and 28th day for all investigated mixes are shown in Fig. 4. M1 (W/B = 0.35, GGBFS = 400 kg/m3, gravel, and air-cured) achieved the highest CS values of 459 kg/cm2 and 502 kg/cm2 after 7 and 28 days, respectively, while M8 (W/B = 0.45, GGBFS = 600 kg/m3, gravel, and heat-cured) achieved the lowest CS value of 173 kg/cm2 after 28 days. Minitab program was used to calculate the S/N ratio of each parameter to determine the most influential parameters on the 7-day and 28-day CS of GPC, as shown in Figs. 5 and 6, respectively. Noting that the high S/N values indicate a better response. The results revealed that the W/B ratio was the most predominant parameter influencing the 7-day and 28-day CS of GPC mixes. Contrary to workability, the optimal W/B ratio was found to be 0.35, which was the lowest used ratio. This can be attributed to the fact that increasing the water content in the mix increases the air voids, dilutes the activator concentration, and thus reduces the compressive strength. Conversely, the curing regime and the aggregate type, and the binder content and the aggregate type, were the least influential parameters on both 7-day and 28-day CS of GPC mixes, respectively. The slight disparity between the S/N ratios for these parameters indicates that their effects are nearly equivalent compared to the W/B ratio. By comparing the effects of parameters, as presented in Figs. 5 and 6, on the 7-day and 28-day CS, it can be found that the main difference was in the curing regime. The heating regime was the optimum for the early age, 7 days, while the optimum for the late age, 28 days, was the air curing regime. It can be attributed to the fact that heat curing can accelerate the gain of GPC strength at an early age due to increasing the rate of reaction. But this acceleration may cause an inhomogeneity in the microstructure of reaction products, resulting in a reduction in late-age strength [7]. Therefore, heat curing is not recommended for GGBSFS-based GPC, and the optimal curing regime is air curing. Figure 6 shows that the coarse aggregate, Sen 1, achieved the highest 28-day CS, which can be attributed to its high specific surface area and rough texture, which increase the interlocking and bond between it and the mortar in the concrete mix. Also, it can be observed that the optimum GGBFS content was 400 kg/m3, the lowest used content, which indicates that increasing the content may increase the unpolymerized powders in the mix and hence reduce the compressive strength.

The obtained 7-day and 28-day CS of all studied GPC mixes

Effect of studied parameters on the 7-day CS of GPC mixes based on S/N ratio

Effect of studied parameters on the 28-day CS of GPC mixes based on S/N ratio
Conclusion
This study comprehensively investigated the workability and compressive strength of GPC mixes, considering the main mix design parameters. Based on the test results obtained and the analysis performed, the following conclusions can be drawn:
-
1.
Utilization of GGBFS as the sole binder can produce GPC with high compressive strength, 415 kg/cm2, and adequate workability, slump value of 290 mm, comparable to conventional concrete, making it a viable option for use in the construction industry.
-
2.
Among all studied parameters, the W/B ratio was the most significant parameter that affected both workability and compressive strength of GPC mixes; the optimum ratios were 0.55 and 0.35 for slump value and compressive strength, respectively.
-
3.
Using the gravel as a coarse aggregate in GPC mixes achieved better workability and the lowest compressive strength, while using the crushed limestone, Sen 1, achieved intermediate workability and the highest compressive strength.
-
4.
Heat curing caused the lowest late-age compressive strength, so it is not recommended for GGBSFS-based GPC, while the recommended curing regime, which achieved the highest compressive strength, is the air curing regime.
References
Philip S, Nidhi M (2023) A review on the material performance of geopolymer concrete as green building materials. Mater Today Proc. In press. https://doi.org/10.1016/j.matpr.2023.04.110
Amran YHM, Alyousef R, Alabduljabbar H, El-Zeadani M (2020) Clean production and properties of geopolymer concrete: a review. J Clean Prod 251:119679. https://doi.org/10.1016/j.jclepro.2019.119679
Unis Ahmed H et al (2022) Geopolymer concrete as a cleaner construction material: An overview on materials and structural performances. Clean Mater 5(January):100111. https://doi.org/10.1016/j.clema.2022.100111
Shi C, Xie P (1998) Interface between cement paste and quartz sand in alkali-activated slag mortars. Cem Concr Res 28(6):887–896
Amer I, Kohail M, El-feky MS, Rashad A, Khalaf MA (2021) A review on alkali-activated slag concrete. Ain Shams Eng J 12:1475–1499
Pradhan P, Dwibedy S, Pradhan M, Panda S, Panigrahi SK (2022) Durability characteristics of geopolymer concrete - Progress and perspectives. J Build Eng 59(May):105100. https://doi.org/10.1016/j.jobe.2022.105100
Hassan A, Arif M, Shariq M (2019) Use of geopolymer concrete for a cleaner and sustainable environment – A review of mechanical properties and microstructure. J Clean Prod 223:704–728. https://doi.org/10.1016/j.jclepro.2019.03.051
Zhang Y, Liu H, Ma T, Gu G, Chen C, Hu J (2023) Understanding the changes in engineering behaviors and microstructure of FA-GBFS based geopolymer paste with addition of silica fume. J Build Eng 70(March):106450. https://doi.org/10.1016/j.jobe.2023.106450
Alharbi NA (2018) Alkali activated slag characterization by scanning electron microscopy and X-ray microanalysis alkali activated slag characterization by scanning electron microscopy and X-ray
Chaitanya MSK, Nagaraju TV, Gadhiraju LVKR, Madepalli VR, Narayana Raju Jampana S (2023) Strength and micro-structural performance of geopolymer concrete using highly burned rice husk ash. Mater Today Proc. In press. https://doi.org/10.1016/j.matpr.2023.04.617
Zhang P, Gao Z, Wang J, Guo J, Hu S, Ling Y (2020) Properties of fresh and hardened fly ash/slag based geopolymer concrete: a review. J Clean Prod 270. https://doi.org/10.1016/j.jclepro.2020.122389
Amer I, Kohail M, El-Feky MS, Rashad A, Khalaf MA (2021) Characterization of alkali-activated hybrid slag/cement concrete. Ain Shams Eng J 12(1):135–144. https://doi.org/10.1016/j.asej.2020.08.003
Patil S, Joshi D, Mangla D, Savvidis I (2023) Recent development in geopolymer concrete: a review. Mater Today Proc. In press. https://doi.org/10.1016/j.matpr.2023.04.046
Zhang P, Zheng Y, Wang K, Zhang J (2018) A review on properties of fresh and hardened geopolymer mortar. Compos Part B 152(June):79–95. https://doi.org/10.1016/j.compositesb.2018.06.031
Aouan B, Alehyen S, Fadil M, El Alouani M, Saufi H, Taibi M (2023) Characteristics, microstructures, and optimization of the geopolymer paste based on three aluminosilicate materials using a mixture design methodology. Constr Build Mater 384(April):131475. https://doi.org/10.1016/j.conbuildmat.2023.131475
Ojha A, Aggarwal P (2023) Durability performance of low calcium Flyash-Based geopolymer concrete. Structures 54(May):956–963. https://doi.org/10.1016/j.istruc.2023.05.115
Mehta A, Siddique R, Singh BP, Aggoun S, Łagód G, Barnat-Hunek D (2017) Influence of various parameters on strength and absorption properties of fly ash based geopolymer concrete designed by Taguchi method. Constr Build Mater 150:817–824. https://doi.org/10.1016/j.conbuildmat.2017.06.066
Yadav AL, Sairam V, Srinivasan K, Muruganandam L (2020) Synthesis and characterization of geopolymer from metakaolin and sugarcane bagasse ash. Constr Build Mater 258:119231
Tanu HM, Unnikrishnan S (2023) Mechanical strength and microstructure of GGBS-SCBA based geopolymer concrete. J Mater Res Technol 24:7816–7831. https://doi.org/10.1016/j.jmrt.2023.05.051
Nazari A, Khanmohammadi H, Amini M, Hajiallahyari H, Rahimi A (2012) Production geopolymers by Portland cement: designing the main parameters’ effects on compressive strength by Taguchi method. Mater Des 41:43–49. https://doi.org/10.1016/j.matdes.2012.04.045
Türkmen I, Gül R, Çelik C (2008) A Taguchi approach for investigation of some physical properties of concrete produced from mineral admixtures. Build Environ 43(6):1127–1137. https://doi.org/10.1016/j.buildenv.2007.02.005
Acknowledgements
This paper is based upon work supported by Science, Technology & Innovation Funding Authority (STDF) under grant number 45911.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors certify that they have no affliations with or involvement in any organization or entity with any financial interest, or non-financial interest in the subject matter or materials discussed in this manuscript.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Informed consent
For this type of study, formal consent is not required.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nagy, N.M., Amer, I., Nasr, ES.A.R. et al. Investigation on the key mix design parameters of slag-based geopolymer concrete. Innov. Infrastruct. Solut. 9, 230 (2024). https://doi.org/10.1007/s41062-024-01473-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-024-01473-x