
Abstract
The industrial waste products have been annually generated crossing a limit of 1000 million tons leading to numerous hazards to the environment. The generated based products are getting dumped causing soil pollution, and it is harmful. The best solution is to wisely introduce these waste materials for producing sustainable concrete. This review focuses on incorporating the industrial waste products as a sustainable effective substitute to cement in the development of self-compacting concrete in accordance with the prevailing literature works. Generally, self-compacting concrete is produced with higher cement content combined with the water, aggregates, and chemical admixtures. The consumption of higher cement leads to the emission of larger amount of carbon dioxide triggering the hazardous environmental effects. These impacts could be lowered by utilizing the industrial waste products as partial cementitious replacement in concrete. The comprehensive review on the chemical properties, physical properties, and material characterizations was investigated for the industrial waste products to assess the suitability of the cement properties. A detailed review was conducted on the implementation of industrial waste products such as fly ash, ground granulated blast furnace slag, metakaolin, microsilica and nanosilica on the aspects of fresh concrete properties, strength properties, and durability characteristics when used as partial cement replacement materials. This paper abridges the credits and critical challenges of effectively utilizing industrial waste products toward the sustainable development of the eco-friendly self-compacting concrete.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Self-compacting concrete (SCC) is a well-established type of specialized concrete which was developed basically to flow by its own weight. It possesses the ability to flow, pass, fill, and compact by its own density neglecting the requirement of external compaction or vibration tools. SCC has secured highest preference by its unique features and advantages when compared to other categories of special concretes. Its advantages include faster rate of construction time, minimization of noise developed at the worksite, easy to handle and place concrete by the labors, and the need for the skilled labors is reduced [1,2,3]. Its features include easy workability, good filling ability, the capacity to flow and fill the dense reinforcement, and resistant against segregation [4,5,6]. The grounds for the requirement of higher quantity of cement are to retain the homogeneity of SCC at the fresh state [7]. A larger carbon dioxide emission during the production of cement adversely affects the environment [8]. The production cost of SCC is high as the cement consumption, and its cost associated is high. When higher cement was incorporated in the production of SCC, a tremendous amount of heat was generated in the process of hydration leading to shrinkage problems [9]. To rectify these issues, the methodology of incorporating the industrial waste products as cementitious material toward the production of SCC came into use.
The generation of solid waste from the industrial and agricultural sector in Asia stumped up to about 4.4 billion tons annually, out of which India contributed to one of the highest generations of solid waste to about 600 million tons annually [10]. Recently, the total volume of waste products generated from the Indian industries is about 960 million tons per year [11]. The mostly generated industrial by-products are fly ash, metakaolin, ground granulated blast furnace slag, the micro- and nanosilica particles generated from glass and ferrosilicon industries. The incorporation of the by-products from the industries could be effectively implemented toward the development of sustainable construction techniques in many aspects of manufacturing bricks, utilized as cement replacement, aggregate replacement, helps to reduce the cost of construction, and lowers the thread toward environmental hazards. These industrial by-products could be effectively used in concrete production as coarse aggregate and fine aggregate replacements in SCC by delivering good strength and better durability characteristics [12,13,14,15,16]. The developing nation like India is facing a huge infrastructural need required by its high population. The growth in infrastructures requires a huge demand of concrete construction. This requirement heavily impacts the environment and leads to pollution. The method of serving these industrial by-products as construction material would help to solve the environmental issues to some extent [17]. These industrial by-products when utilized as cementitious blends in concrete construction will help us to overcome the negative impact cost during cement manufacturing and concrete production [18]. A better solution by implementing the industrial by-products for the concrete construction compared to utilizing the conventional materials paved the way for sustainability. The method of incorporating these industrial by-products as cementitious blends not only helps to solve the problem of disposal but also deals to overcome the problem of storing the generated wastes [19]. When the industrial by-products were used in the development of SCC as cementitious replacements, it helped to retain the sustainability and to reduce the environmental impact which was usually caused by dumping the waste as landfill. The overall performance by utilizing these industrial by-products toward the production of SCC as partial substitute to cement was noticed to much better on the aspects of workability, capacity to fill, better segregation resistance, and good mechanical strength properties thereby cutting down the production cost of SCC [20].
Globally engineers prefer to choose a SCC over its crediting parameters like a user-friendly, better strength, and durability characteristics. On the global aspect, SCC's demand keeps elevating every year to meet up the credits. This review work focuses under chosen industrial by-products based on their physical properties, chemical properties, material characterization, and its ability to react in the pozzolanic reaction. This study targets on determining the fresh state properties like flowability, passing ability, segregating resistance, and the hardened properties which comprises both the strength properties and durability characteristics of SCC, when these industrial wastes were used as partial cement replacing material. The schematic view of this review structure is depicted in Fig. 1. This study would consequentially add a path to the upcoming research, providing critical reviews and the suggestions to overcome issues while incorporating these materials, and finally paves the way for cleaner and greener production of SCC.

Schematic view of review structure
Availability of industrial by-products
Fly ash
Fly ash (FA) is a common by-product of thermal power plants all over the world, particularly in India. Traditional concrete, which relies solely on cement as a primary ingredient, may be partially replaced with FA. By reducing expenses and eliminating a backfill concern with this disposal, FA in concrete will provide high-quality concrete. FA was first utilized in concrete production by early 1934s. Then, following many researchers, FA was used as a partial cement replacement material in UK for construction during 1950s. Later FA was identified as a pozzolanic material leading to highly durable and less permeable in concrete [21]. Globally, the coal is noticed to be a significant contributing energy source which is expected to elevate in 2035 by about 30%. FA production and utilization are represented in Fig. 2 [22]. The highest production of FA is contributed by India and China. The least production of FA is generated in the nations like Denmark, Italy, and Netherlands. The effective utilization of FA is done by Denmark, Italy, and Netherlands at the utilization rate of 100% while India and China utilize only 38 and 45% out of its entire production [23]. The incorporation of FA in different sectors helps to overcome the issues of disposal as well as its impact of disposing. In India, it was estimated that 44.76% of FA by-product has been utilized for cement, 0.74% for concrete production, 16.72% of FA for reclamation purposes, 9.10% for mine filling, 6.89% for ash dyke raising, 6.86% for manufacturing purposes, 1.03% for agricultural purposes, 6.51% for road and embankment constructions, and 7.38% for other purposes [24, 25]. The material production flowcharts for all the industrial by-products are represented in Fig. 3. Figure 3a lists the process of FA production.

Global FA production and utilization [22]

Flowcharts for material production a FA, b MK, c GGBFS, d MS and e NS
Metakaolin
Metakaolin (MK) is also one type of industrial by-products which possess highly competitive quality to that of cement. MK is a by-product derived from the clay mineral kaolinite. The quality of MK has been influenced by the manufacturing process. MK was initially utilized for dam constructions in Brazil during early 1960s. After numerous research for many decades, by 1990s, MK has been experimented in concrete production around the globe by many nations. MK is a product obtained during the calcination of kaolinitic clay at 500–800 °C. Kaolin clay is the raw material source used for producing porcelain. This kaolin clay is a white-colored finer clay mineral with kaolinite as its mineralogical term. Kaolinite is a mineral composed of aluminum disilicate in the hydrated form. The performance of clay minerals depends on certain parameters such as size of crystals, structure of crystals, and its degree. While heating the kaolinite above 100 °C, the adsorbed water molecules are removed from the kaolinite. When the calcination process takes place from 500 to 800° C, the dehydroxylation removes the water from kaolinite. Above 800 °C, the kaolinite tends to form back a crystal and was named as metakaolin. The process of MK production is depicted in Fig. 3b. The main motive to develop metakaolin is that it could be effectively used as a partial cementitious material. The outcome of thermal activation of kaolinite finally resulted in production of amorphous structure containing silica contents. MK is a high reactive pozzolanic material when reacted with calcium hydroxide (CaOH2) it creates calcium silicate hydrate gel (CSH) [26].
GGBFS
Ground granulated blast furnace slag (GGBFS) was initially identified in Germany in 1862; then, it was commercially available from 1865. GGBFS was incorporated into concrete production and was called as slag concrete. Slag concrete was used in many countries and included in their codal provisions [27]. Firstly, it was implemented with Portland cement around 1880s. Later UK was the first to create British Standards in 1923 for using blast furnace slag in cement [27]. GGBFS is one of the industrial by-products generated during the production of iron with a blast furnace. The materials such as limestone, ores of iron, and the coke were combusted to a temperature of 1500 °C. In the blast furnace, the above said materials are heated and melted to form molten iron and slag. The produced molten slag was very light particles and found to float over the molten iron. The minerals found in the molten slag were constituted of alumina and silicates from the limestones and source ores of iron, respectively. The slag was triturated by cooling down the molten slag materials with the use of water jets at high pressure; this method of rapid quenching generates the particles into granular, crystalline structure with size lesser than the diameter of 5 mm. The rapid quenching technique fend off the production of large-sized particles finally delivering the slag that consists of 95% of calcium aluminosilicates. Later, these granulated slags were handled, dried, and finely ground using a rotatory ball mill into very fine glassy powder called GGBFS. The GGBFS manufacturing process is listed in Fig. 3c.
Microsilica
MS is produced in massive amounts each year as a by-product of the ferrosilicon industry. MS is an amorphous powder which consists of large amount of silicon dioxide obtained from the smelting industries. During early 1950s, the MS was procured in the Norway industries as large quantities of fumes obtained from the furnaces. Then Norwegian government declared very strict orders on the waste disposal from the smelting industries. A large number of studies were conducted to identify the utilization of these fumes generated as the need persisted to disposal or use away the huge volumes of wastes. MS was utilized in the cement manufacturing process and later incorporated in the production of concrete [27]. MS particles are very fine spherical in structure obtained from the electric arc furnaces, were cooled, and collected as fumes, and such particles were called condensed silica. The other names for condensed silica are silica fume and microsilica. MS are also produced during the manufacturing process of ferrochromium, calcium silicon, ferromanganese, and ferromagnesium [28]. The methodology of MS production is shown in Fig. 3d. The best approach to securely dispose of this MS is a major worry, and it also creates an economic issue. This might be accomplished easily by using MS as a cement-based replacement material.
Nanosilica
NS is a very fine powder composed of silicon-dioxide with increased potential in the glass and concrete industries. Concrete technology has been advanced to the next level by using nanotechnology as one of the materials utilized by nano-level. NS is one of the nanomaterials which comprises of highest composition of SiO2 [29]. This NS is highly reactive material so when blended in concrete production it elevates the performance of concrete. Generally, there are many methods to develop NS. The common method used to prepare NS is synthesize by sol–gel process. In this process, the acetic acid along with tetraethyl ortho-silicate (TEOS) was mixed in a solvent. In result to this, a colloidal solution is obtained, and further addition of ethanol alters the pH of the colloidal solution and generates the precipitated silica gel network. The next process is aging, and then, the gel was filtered to form a new gel. It is then dried and heated to create NS [30]. The synthesis of NS by sol–gel process is represented in Fig. 3e.
Material properties
Fly ash
FA is produced during the burning process of coal in the thermal power plants at 1600 °C [31]. FA consists of several complex material compositions of silicon dioxide, calcium oxide (CaO), and aluminum oxide (Al2O3), and other minimal compositions [32]. The physical and chemical properties of FA purely depend on the boiler setup, temperature of the boiler, heating condition, and the size of the coal used [33]. The American Society of Testing Materials (ASTM) standards include Classes F and C. The classifications are done based on the summation of ash in wt% of SiO2, Al2O3, and Fe2O3. When the FA contains the summation of these compositions from 50 to 70%, it is categorized as Class C and compositions beyond 70% are classified as Class F. The chemical composition of FA used as cement replacement in the production of SCC is listed in Table 1. The physical properties of FA are discussed in Table 2. The microstructure of the FA and other cementing materials is given in Fig. 4. From the microstructural investigations through scanning electron microscope of FA, it describes that FA particles are spherical in shape (shown in Fig. 4a). This spherical shape helps to increase the workability and improves the particle packing of SCC when blended with FA [46].

Metakaolin
MK is a type of pozzolanic material made by dehydroxylating (thermally heated) kaolin at temperatures between 650 and 900 °C. The production of MK involves the heating of kaolin products that do not emit carbon dioxide [49]. Numerous studies reported that the inclusion of MK as cementitious material in concrete did not turn out any negative effects [50]. It was inferred that the addition of MK in concrete has enhanced the compressive strength along the chemical admixtures to meet the water demand [51]. The particle size of MK materials is small, and the surface area of MK is much higher than OPC. The chemical and physical properties of SCC blended with MK are listed in Tables 3 and 4, respectively. Figure 4b represents the micrograph of MK particles which are minute flaky crystals that contribute more for the pore filling effect in microstructure of concrete.
GGBFS
GGBFS is a crystalline powder, glassy product derived from the blast furnaces in a molten state of the steel and iron industries. GGBFS is primarily composed of calcium aluminosilicates, calcium silicates, and trace amounts of iron and magnesium oxides. The chemical properties of GGBFS are remarkably like that of OPC. Overall GGBFS manufacturing is estimated to be over 250 million tons annually, with only around 90 million tons being used in other building industries for concrete manufacture [63, 64]. The use of GGBFS in the formulation of SCC reduced the cost of materials used in production while also benefiting the environment [65,66,67]. The chemical and physical properties of SCC blended with GGBFS are listed in Tables 5 and 6, respectively. Figure 4c shows that the GGBFS particles are irregular crystals which helps for refining the pore structure.
Microsilica
MS particles are generally composed of more than 90% of silicon dioxide (SiO2). MS are also called as silica dust or volatized silica particles. MS was recognized as a pozzolanic material due to its better fineness and higher content of silicon dioxide [72]. MS was identified for the utilization of partial cementing material as it improves the strength properties and durability characteristics [73]. MS particles are grayish black, very fine particles with major constituent as SiO2; most of the particles are finer than 1 μm with higher surface area [74]. The specific gravity of MS usually ranges from 2.2 to 2.5 from the previous literatures. The chemical and physical properties of MS are listed in Tables 7 and 8, respectively. The SEM image of MS as shown in Fig. 4d projects that MS particles are spherical in shape and the particle size is 1.5 μm. It helps to fill the pores and reactivity contributes to the pozzolanic action.
Nanosilica
NS particles are generally available in various forms with different sizes of the particles, purity of NS and surface areas. The two forms of NS are colloidal NS and powder NS. Both the forms are commercially available, and deliver good strength [83, 84]. NS are very fine powder, and the structure of NS was observed to be spherical in shape. NS particles are 1000 times smaller than the size of the cement particles. NS were identified to highly reactive than MS particles. The surface area-to-the volume ratio is very high for NS particles. NS particles possesses 10–20 times high specific surface area when compared to MS particles. NS particles consist of high purity of silica of more than 99%. The specific gravity of MS and NS was almost equal [85, 86]. The characteristics of NS were first investigated using a transmission electron microscope (TEM), which indicated that the nanoparticles were spherical with a mean particle size of 17 nm. The elemental components were labeled using EDAX, and NS revealed more than 99% of NS [87]. The chemical and physical properties of NS blended SCC are listed in Tables 9 and 10, respectively. The transmission electron microscope (TEM) analysis was performed on NS, and the TEM micrograph is displayed in Fig. 4e. The TEM image of NS shows a chain of spherical units attached together. There are tiny, very fine ultra-light weight spherical balls with particle size less than 17 nm. NS enhances the pozzolanic reaction and contributes high strength to concrete.
Engineering properties
Fly ash
The production of SCC was investigated with the high-volume FA by substituting OPC with FA at varied percentages, such as 40, 50, and 60%, and fresh concrete parameters such as slump flow, L-box, and V-funnel were explored. In comparison with SCC without FA, new concrete made with FA had a good flow ability [89]. The slump flow surged as the amount of FA raised, and the time it took for the concrete to pass through the V-funnel reduced. The characteristics of high strength SCC were investigated by incorporating FA in large [90, 91]. For supplementary cementitious material by mass of 35–55%, the Class C FA was employed. Fresh concrete characteristics revealed that SCC with a high volume of FA when compared to various admixtures decreased the utilization of the SP and viscosity modifying agent (VMA). The slump flow of FA blended SCC from various literatures is represented in Fig. 5. It is marked that the increase in FA content in SCC increases the workability and makes concrete to be super-workable.

Slump flow of FA blended SCC
When the proportion of FA employed as a cementitious substitute was raised, the hardened characteristics improved. It was stated that SCC might be generated in a cost-effective manner employing large amounts of FA [40]. A rational design mix approach for SCC was devised employing high volume FA as a mineral additive [94]. The inclusion of FA was found to enhance slump flow while affecting compressive strength [92, 93]. The compressive strength results of SCC containing FA particles are represented in Fig. 6. The compressive strength and split tensile strength of various grades of SCC were associated, formulated, and reported to be higher for FA integrated SCC than the desired mean strength of conventional concrete for SCC of various grades. FA has been partially substituted at 20, 40 and 60%, respectively. With an increase in FA in concrete, the compressive strength was reduced after 7 and 28 days. Higher FA concentration resulted in a linear reduction in split tensile strength and flexure strength values [95]. The mechanical behavior of SCC incorporating industrial by-products is listed in Table 11.

Compressive strength FA blended SCC
A logical strategy for proportioning SCC mixes was proposed with a large amount of Class F FA [96]. To determine the amounts of materials in an objective to acquire the rheological characteristics and mechanical properties, a simple tool was employed. All the developed SCC mix proportions fulfilled the specified criteria for the workability test and strength qualities after using this procedure. This sort of design tool aids in achieving the desired strength with the least possible trials. For proportioning SCC design parameters, this tool was proved to be straightforward, straightforward, and extremely reliable. This work was highly successful in creating SCC utilizing FA, and additional mineral admixtures were suggested as well.
SCC specimens blended with FA absorbed significantly lower water than normal concrete, according to the water absorption measurements. After immersing the samples in acid and chloride ingress, the resistance against acid and chloride attack was analyzed based on the loss in weight and compressive strength. When comparing FA concrete to conventional concrete, it was discovered that the FA concrete had a strength reduction of more than 40%. The investigation found that using FA in SCC made the concrete extremely durable [92]. The concrete sample was subjected to a shrinkage test to determine the amount of shrinkage. In general, SCC shrinkage is greater, whereas the presence of FA minimizes the amount of shrinkage [95]. The drying shrinkage of concrete with a greater FA exhibited lesser shrinkage. SCC with a higher FA % had better workability, decreased strength, and greater durability [97]. The purpose of the experiment was to determine the chloride permeability of SCC mixed FA. For 90 and 365 days, the chloride penetration test revealed 700 and 400 coulombs, respectively. Chloride resistance was higher in the SCC containing FA as cement replacement material [98, 99].
Metakaolin
For three distinct w/b ratios of 0.32, 0.38, and 0.45, the behavior of blending MK in SCC was investigated [57]. Figure 7 represents the slump flow variation in SCC by adding MK as cement replacement material. It was noted from the previous literatures that the increase in MK particles lowered the workability. The time required to disperse the first 50 cm of concrete flow was recorded, and it was discovered that for low w/b ratios, the higher MK doses in SCC took longer to spread than the European Federation of National Associations Representing for Concrete (EFNARC) limits, implying a higher plastic viscosity. For the initial diametrical flow of 50 cm, a greater w/b ratio of 0.45 resulted in reduced time consumption. The filling ability was assessed using the V-funnel test, which demonstrated that the w/b of 0.45 from 5 to 15% MK utilized a permissible time range of 6–12 s, as specified by EFNARC requirements. This increase in V-funnel flow time was reported to be in line with prior research, which found that increased MK made SCC mixtures very viscous and rendered them unsuitable for work [100, 101]. The L-box test was performed for the developed SCC using MK as a cement substitute to estimate the blocking ratio. It was discovered that high MK concentration in SCC resulted in a blocking ratio that was outside the limits suggested by EFNARC. The blocking ratio in the fresh SCC varied from 0.6 to 0.8, with no signs of segregation or deformation [57]. The blocking ratio of greater levels from 0.6 and greater as recommended by [102] should be considered. It was shown that replacing up to 10% of the cement with MK had no effect on the SCC's fresh state qualities.

Slump flow of MK blended SCC
The compressive strength test results of SCC with MK particles at various proportions are presented in Fig. 8. The compressive strength of SCC blended with MK was studied from 0 to 30% replacement to cement at 5% intervals [56]. The compressive strength of MK blended SCC was observed to be increasing when the MK content was increased. The strength was significant when SCC was blended with 20% MK at 28 days, and it has previously been documented that MK blended SCC strength deteriorates with time. It was stated that SCC containing MK exhibited high strength at the early age periods of 3–14 days. MK also played a significant role in the 14-day early strength enhancement [57]. The splitting tensile strength test revealed that the primary addition of MK reduced tensile strength, whereas a subsequent 10% addition boosted the strength property [48]. Despite the higher fineness of MK compared to that of OPC, the presence of high alumina content in MK responded the most to the pozzolanic reaction. SCC mixes consisting of MK close to 15–20% exhibited superior compressive and splitting tensile strength properties [26, 47, 61].

Compressive strength of MK blended SCC
The integration of MK in SCC considerably affected the pore network by cutting down the pore size, significantly reducing the pore network, and limiting the infiltration of water and other hazardous ions, according to the water absorption results and findings. Due to the fineness and the pore-filling abilities of MK, when introduced into concrete as cement substitute material, it lowered the water absorption of the concrete specimens. The rapid chloride penetration method was used to measure the long-term durability of SCC mixtures containing MK. In SCC, cement substitution of up to 15% MK resulted in very less chloride ion ingress of 300 coulombs; greater than 15% MK resulted in extremely low chloride ingress of around 910 coulombs [61]. RCPT study indicated that the MK absorbed up to 15% less chloride ingress owing to the production of hydration products such as CSH gel formed during the pozzolanic reaction of MK in the cementitious systems with the greater alumina levels [103]. SCC combined with 10 to 15% MK produced a consistent and homogeneous microstructure by transforming larger to tiny pore networks and lowered SCC permeability [59]. The energy-dispersive spectroscopy (EDS) research indicated a lower atomic ratio of Ca:Si for the This drop in Ca:Si was caused by the transition of calcium hydroxide (CH) crystalline structures to secondary CSH gel network, which reduced the size of the microcrack while increasing its strength. According to the XRD study, the addition of MK increased the peak intensity levels of CSH gel compared to the control SCC mix proportion. SCC mix blended with 10% MK than for the control SCC mix. This demonstrated that the inclusion of MK resulted in a refined pore network and rendered SCC to be extremely impenetrable [26]. It was revealed that incorporating MK in SCC has improved environmental and economic factors while also utilizing less energy [104].
GGBFS
The flowability features of the GGBFS blended SCC mixes improved, and the lateral pressure of SCC upon on formwork was decreased [105]. Slump flow experiments revealed an improvement for GGBFS blended mixes with a thickness ranging from 620 to 680 mm and a GGBFS percentage ranging from 0 to 70% in SCC supplementary cementitious material. The fresh concrete properties of SCC including GGBFS were investigated in different concentration as a cementing ingredient, which increased the filling ability, passing ability, and resistance to segregation [106]. The explanation for the improved workability is that GGBFS uses less mixing water than OPC particles and the free water is absorbed over the GGBFS particles since they are shinier and smoother. Since the density of GGBFS is lesser than those of cement grains, when an equivalent mass of cement is replaced, the mix creates a considerable quantity of paste content, which favorably influences the workability characteristics [107]. The flowability of SCC determined by the slump test results is reported in Fig. 9 for the SCC consisting of GGBFS at 10–50% as cementitious materials.

Slump flow of GGBFS blended SCC
The early age structural properties were investigated and discovered that an elevation in GGBFS incorporated in SCC mix increased the strength. SCC mixed with GGBFS prolonged the final setting time, indicating a strength gain [108]. The compressive strength of the GGBFS blended SCC mix was lowered at an early age but regained after 28 days [109]. Higher GGBFS percentage is associated with stronger hardened strength between 28 and 90 days compared to SCC mixtures consisting of 100% OPC. The pozzolanic reactivity was aided by the formation of a large quantity of calcium silicate hydrate (CSH) gel, which reduced the amount of free lime in the concrete due to the inclusion of high GGBFS content [106]. The compressive strength results from the previous literatures are reported in Fig. 10. It was observed that beyond 20–25% of GGBFS addition, the compressive strength determined at 28 days drops.

Compressive strength GGBFS blended SCC
The use of GGBFS has minimized the heat transmission during the hydration process and increased the resistance against the sulfate and chemical attack. This higher resistance of SCC to chloride and sulfate attack made the mix more durable and suitable for the development of coastal buildings [47, 69]. In comparison with conventional SCC, the inclusion of larger GGBFS proportions when implemented into SCC as cementitious material lowered carbonation resistance. Through the RCPT experiments, the use of GGBS increased drying shrinkage and made the material extremely resistant to chloride intrusion [110].
Microsilica
The flowability of self-compacting concrete with different admixtures was investigated [111]. The slump flow diameter for control concrete and the lower proportion inclusion of MS was observed to be less than or equal to 680 mm and, adding MS over 15% enhanced the slump flow distribution horizontally. The outcomes of a V-funnel with different cement concentrations and 10% MS were demonstrated [112]. The length of time it took to flow through V-funnel was reduced as the cementitious content was high. The passing ability of SCC by performing the L-Box with partial cement substitute at 0, 10, 12.5, and 15% of MS was investigated [113]. As a result, the L-Box blocking ratio was elevated from 0.758 to 0.810. The higher the content of MS substitution in cement, the lower the passing ability. The J-ring test results of SCC utilizing MS at various percentages ranged from 2 to 16%. The diameter of the J-slump flow dropped from 690 to 345 mm. Boosting the MS concentration stiffened the fresh concrete by reducing its flowability. For reinforced concrete, a minimal amount of MS was recommended for cement replacement. Excessive volume of MS was unable to flow through the J-Ring test apparatus, which has not been recommended for thick reinforced concrete constructions [114]. The excess concentration of MS, together with the increased doses of SP and VMA, resulted in improved passing ability property.
The fresh concrete properties like the slump flow, L-box ratio, V-funnel time and the compressive strength test results are plotted in Fig. 11 for MS blended SCC. It was stated that the inclusion of MS though it lowered the horizontal flow (slump flow) managed to satisfy 650 mm slump. Similar, trend was observed for L-box ratio. The time taken for SCC to pass through the V-funnel was increased for increasing amounts of MS. The compressive strength was significantly high up to 10% MS mixed SCC mix, after which it declined. This was owing to a higher concentration of MS agglomerating in the cementitious matrix system [81, 87]. The influence of MS on the fresh state properties of SCC, mechanical properties which includes compressive, flexure and tensile strength, and durability characteristics like shrinkage, porosity and creep was investigated. The influence of MS on the fresh state properties of SCC, mechanical properties which includes compressive, flexure and tensile strength, and durability characteristics like shrinkage, porosity and creep was investigated. The influence of MS blended SCC was examined on the aspects of mechanical properties and also explored to verify whether it spreads on its own weight and does not seek additional vibrating tools. The effectiveness of the SCC mix containing MS, superplasticizer (SP), and VMA was investigated in this study. It was discovered that the compressive strength of cubes with 5% MS as cement substitution was 28% more than that at 10% MS [115]. The flexural strength of SCC containing MS blends was determined by three-point loading method of assessment at the age of 28 days [116]. When compared to the control mix, the percentage increase was determined to be almost as 18.18, 27.27, and 36.36%, respectively.

Fresh and hardened properties of MS blended SCC [87]
Silica fume is a highly reactive pozzolanic substance due to its fine granularity and high amorphous SiO2 concentration [117]. The thickness of the interfacial transition zone that existed in the mortars and the degree of orientation of the calcium hydroxide crystals are modulated by fumed silica particles [118]. Silica fume's pozzolanic effect appears to be especially active in the early hours after hydration. The inclusion of silica fume significantly lowered the chloride-ion diffusion. This might be attributable to the inclusion of MS, which produces significant pore refinement, or the conversion of the larger pores into tiny ones because of their pozzolanic interaction synchronous with cement hydration. Long-term corrosion resistance and alkali–silica expansion are improved by silica fume [112, 116].
Nanosilica
The mini-cone slump test for self-compacting mortars with NS at 0.75, 1.5, and 3% replacement was investigated [119]. When compared to the control mix, the inclusion of NS content in cement resulted in a 15% decrease in slump flow. The rheological characteristics of SCC with decreased fine content and NS of various particle sizes were investigated. The NS employed in this investigation was colloidal, with particle sizes ranging from 35 to 5 nm. For successful consistency, the rheological research recommended a dose of 1.5% NS sized 35 nm, 1% NS sized 17 nm, and 0.3% NS sized 5 nm. As a result, the overall fine quantity in SCC mixtures was lowered. The stronger the pozzolanic effectiveness of NS, the smaller the particle size. The fresh and hardened properties of SCC containing NS particles are identified and reported in Fig. 12 [87]. The increase in NS amount lowered the filling and passing ability of fresh SCC. The more NS there is, the greater the requirement for superplasticizer. The inclusion of NS reduced the fluidity, making it tough to fill the formwork with concrete. The inclusion of NS improved the strength and durability [45, 79]. NS of particle size 17 nm with a major composition of 99% of SiO2 was experimented in SCC. NS was utilized in SCC as partial cementitious material at varying proportions like 1%, 2% and 3% by weight of cement. For this investigations, M60 grade concrete was produced with a constant water to binder ratio of 0.38. The chemical admixtures like SP and VMA were used at 1.2 and 0.12%, respectively. The increment of NS dosage in SCC increased the requirement for workability. To meet these flowability needs, the dosage of SP and VMA was increased up to 2 and 0.2% at the maximum for maximum percentage of NS. The compressive strength at 28 days revealed that an increase of 13.8% was observed for 2% NS dosage in SCC. The test on SCC against sulfate attack containing 5% MgSO4 solution at both 28 and 90 days was investigated. The NS blended SCC mix at 2% exhibited a better sulfate resistant mix compared to other mixes [120]. The sorptivity test results did not exhibit much difference for different doses of NS in SCC [118]. The water permeability and chloride permeability tests showed that when NS was added to SCC, the mixes were found to be highly impermeable to water, capillary suction and chloride ingress. Higher surface area of the NS particles contributed more in the pozzolanic reaction by forming a wide-spread CSH gel network of minimizing the pores. The tiny pores were encroached by the growing secondary CSH over the CH crystals [87]. The microstructural investigations expressed a more compact and denser pattern of micrograph where the CSH gel was widely scattered covering the voids and thereby delivering better strength and durability properties [121,122,123,124,125,126].

Fresh and hardened properties of NS blended SCC [87]
Credits and critical reviews
The cost of the by-products such as FA, GGBFS, MK and MS is very negligible as they are the by-products generated from various industrialization activities. These materials are collected in huge quantities, and they are sieved and utilized for cementitious blends in concrete. The production of nano-sized particles consumes higher level of material preparation, so the cost of NS is huge.
The effective utilization of FA in SCC as partial cementitious materials provides excellent workability compared to MK, GGBFS, MS and NS. The compressive strength of the SCC with FA increases with the increase in age as the FA particles combine with the free lime and slowly take part in the pozzolanic reaction. FA helps to lower the heat of hydration; also the reaction between free lime and FA generates less heat. FA blended SCC produces an increased durability, lowers the alkali silica reactivity, and decreased the drying shrinkage that occurs in SCC due to more finer contents present. It is therefore suggested to be used for the construction of high strength, high performance, and special concretes. It is also suggested for the precast construction for both civil and architectural projects as the color and appearance of MK are lighter.
The SCC blended with MK as supplementary cementitious materials carries numerous advantages by offering high workability, good passing ability and segregation resistance. The hardened properties like the compressive and the flexural strength were improved when MK was added to SCC mixes. MK lowers the permeability; there is good resistance when exposed to chemical attacks. MK enhances the long-term durability, and it helps to develop a sustainable SCC mix. It could suppress the potential for efflorescence attack. MK turns the SCC to be denser by better particle packing and thereby lowers the shrinkage effect and delivers a good surface finish of concrete.
The use of GGBFS as cement replacement material helps to enhance the passing ability, filling ability, segregation resistance and pumping ability. The strength properties like compression, split tensile and flexural strength increased in the implementation of GGBFS as cementitious material. It also reduces the permeability, provides high resistance against chloride penetration, sulfate resistance and alkali silica reactivity. The production of GGBFS does not emit CO2, so when incorporated in the SCC production it helps to develop an ecofriendly concrete. A low less amount of heat is generated during heat of hydration process, and GGBFS is chemically stable. When GGBFSS is added to SCC mixture, it helps to alter the color of concrete and tends to appear lighter in color. This property offers good visibility and safety and possesses the ability to reflective. It provides a better finish to the concrete surface and renders an escalated aesthetical appearance. The utilization of GGBFS in SCC not only cuts the construction cost to some extend but also reduces the repair and maintenance costs.
The workability of concrete decreases as the proportion of microsilica increases. By including a greater percentage of silica particles alongside the proper dosage of chemical admixtures, the danger of segregation and bleeding was minimized. The inclusion of microsilica improves the mechanical characteristics of concrete. Water absorption in the concrete specimen is decreased when more CSH gel forms in microsilica. The chloride ingress is reduced due to dense microstructure of SCC as the spherical MS particles filled the micro-cracks. The MS when blended to SCC delivers overall better performance in the aspects of durability except the drying shrinkage properties. The drying shrinkage could be reduced when some other by-product gets blended as ternary mix to the cementitious system along with MS particles.
The role of NS in SCC on the fresh concrete investigations exhibited only reasonable satisfactory ranges as suggested by EFNARC. The flowability of SCC containing NS could be improved along the appropriate addition of SP and VMA at higher dosages. The higher the NS contents, the lower is the flowing ability of SCC. The SCC with NS delivers highest strength compared to other by-products. NS offers better microstructure of SCC compared to FA, MK, GGBFS and MS. The nano-level pores will be cut down, and the CSH gel formation will be more vibrant yielding high mechanical properties. NS lowers the permeability, chloride ingress and gives great long-term durability properties.
Conclusions
The discussion of the current study will provide a platform for the future construction industry, researchers, academicians, and the environmentalist to create a better and sustainable concrete with high flowability, reduced cost and highly durable in long-term aspects. Further, SCC saves the consumption of cement to some extent, by preserving the environmental impacts and by utilizing the materials which have been dumped currently creating many disposal issues. Even today, construction engineers face a problem in creating concrete with high strength and durability properties of concrete. This struggle can be overlooked by using the micro- and nano-level particles like microsilica and nanosilica. This study offers a summary of the cleaner manufacture of SCC using various industrial by-products. A substantial quantity of study has been devoted to a better prediction for the characteristics of a broader spectrum of industrial by-products. Based upon the results reached, some other suggestions for using by-products as SCC cementitious mixes were discussed here.
-
The fresh concrete investigations reported that the inclusion of certain by-products such as FA, MK and GGBFS paved a way to provide a highly workable SCC without the need for higher consumption of chemical admixtures like SP and VMA. Few by-products such as MS and NS which highly constituted of SiO2 produced a reasonably good and better flowability properties along with the requirement of higher dosages of SP and VMA to make it workable.
-
In terms of mechanical properties such as compression, flexure, and tensile strength, the use of industrial by-products performed well. As the CSH gel expansion impinged by bridging the gap and provided high strength, SCC mixed with by-products exhibited an impenetrable character.
-
In terms of durability properties, the utilization of industrial by-products like FA, MK, GGBFS, MS and NS when blended as cementitious materials in SCC inflated the durable performance of concrete. The water absorption and chloride penetration are less as the by-products formed a good bond in the ITZ.
-
These industrial by-products when blended to the cement matrix help to fill the void network by developing primary and secondary CSH gel minerals and tightly pack the microstructure of the cementitious matrix and therefore turn to be impermeable.
-
By utilizing the by-products like FA and GGBFS, a more economical SCC could be produced in a sustainable aspects and benefits. While utilizing other by-products such as MK, MS and NS, highly durable and better performance of the SCC could be achieved but with a major setback due to its procurement cost.
-
The incorporation of these industrial by-products in SCC has decreased the cement use to some extent, therefore significantly lowering the carbon footprint and the greenhouse impact. These techniques of successful use of industrial by-products as partially replacement of cement materials also help to preserve the soil from contamination and deterioration.
-
SCC blended with these industrial by-products could be utilized for the construction of structures near coastal areas as the chloride permeability is very less and negligible. Also, these concretes can be preferred for areas where the structures are exposed to chemicals, sulfate attacks and more adverse environments.
References
Okamura H (1997) Self-compacting high-performance concrete. Concr Int 19(7):50–54
Okamura H, Ouchi M (2003) Self-compacting concrete. J Adv Concr Tech 1(1):5–15
Khayat KH, Manai K, Trudel A (1997) In situ mechanical properties of wall elements cast using self-consolidating concrete. ACI Mater J 94(6):491–550
Su N, Hsu K-C, Chai H-W (2001) A simple mix design method for self-compacting concrete. Cem Conc Res 31:1799–1807. https://doi.org/10.1016/S0008-8846(01)00566-X
EFNARC (2002) Specifications and guidelines for self-compacting concrete.
EGSCC (2005) The European guidelines for self-compacting concrete.
Schutter G (2005) UK: TESTING-SCC. Guidelines for testing fresh self-compacting concrete.
Yang KH, Jung YB, Cho MS, Tae SH (2015) Effect of supplementary cementitious materials on reduction of CO2 emissions from concrete. J Clean Prod 103:774–783. https://doi.org/10.1016/j.jclepro.2014.03.018
Thomas BS, Damare A, Gupta RC (2013) Strength and durability characteristics of copper tailing concrete. Const Build Mater 48:894–900. https://doi.org/10.1016/j.conbuildmat.2013.07.075
Yoshizawa S, Tanaka M, Shekdar AV (2004) Global trends in waste generation. Recycling, waste treatment and clean technology. TMS Mineral, Metals and Materials publishers, Spain, pp 1541–1552.
Dasgupta T (2014) Composition of municipal solid waste generation and recycling scenario of building materials. Int J Sci Eng Technol 3(10):1259–1264
Pappu A, Saxena M, Asolekar SR (2007) Solid wastes generation in India and their recycling potential in building materials. Build Environ 42(6):2311–2320. https://doi.org/10.1016/j.buildenv.2006.04.015
Siddique R, Kunal. (2016) Utilization of industrial by-products and natural ashes in mortar and concrete. Nonconventional Vernacular Constr Mater, pp 159–204. https://doi.org/10.1016/b978-0-08-100038-0.00007-x
Chandru P, Natarajan C, Karthikeyan J (2018) Influence of sustainable materials in strength and durability of self-compacting concrete: a review. J Build Pathol Rehab 3(1):8. https://doi.org/10.1007/s41024-018-0037-1
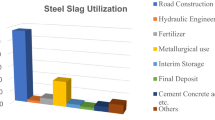
Chandru P, Karthikeyan J, Natarajan C (2020a) Steel slag—a strong and sustainable substitute for conventional concreting materials. Sustain Mater Build Const, pp 31–76. https://doi.org/10.1007/978-3-030-46800-2_2
Chandru P, Karthikeyan J, Natarajan C (2020b) Effect of sustainable materials in fresh properties of self-compacting concrete. Sustain Mater Build Const, pp 1–29. https://doi.org/10.1007/978-3-030-46800-2_1
Madurwar MV, Ralegaonkar RV, Mandavgane SA (2013) Application of agro-waste for sustainable construction materials: a review. Const Build Mater 38:872–878. https://doi.org/10.1016/j.conbuildmat.2012.09.011
Mishra S, Siddiqui NA (2014) A review on environmental and health impacts of cement manufacturing emissions. Int J Geol Agric Environ Sci 2(3):26–31
Sua-iam G, Makul N (2013) Use of increasing amounts of bagasse ash waste to produce self-compacting concrete by adding limestone powder waste. J Clean Prod 57:308–319. https://doi.org/10.1016/j.jclepro.2013.06.009
Makul N (2014) Utilization of high volumes of unprocessed lignite-coal fly ash and rice husk ash in self-consolidating concrete. J Clean Prod 78:184–194. https://doi.org/10.1016/j.jclepro.2014.04.060
Guna V, Ilangovan M, Hu C, Venkatesh K, Reddy N (2019) Valorization of sugarcane bagasse by developing completely biodegradable composites for industrial applications. Ind Crop Prod 131:25–31. https://doi.org/10.1016/j.indcrop.2019.01.011
Anjani RK, Gollakota, Vikranth Volli, Chi-Min Shu (2019) Progressive utilisation prospects of coal fly ash: a review. Sci Total Environ 672:951–989
Arpita Bhatta, Sharon Priyadarshinia,b, Aiswarya Acharath Mohanakrishnana, Arash Abria, Melanie Sattlera, Sorakrich Techapaphawitc (2019) Physical, chemical, and geotechnical properties of coal fly ash: a global review. Case Stud Constr Mater 11:e00263
Loya MIM, Rawani AM (2014) A review: promising applications for utilization of fly ash. Int J Adv Technol Eng Sci 2:143–149
Yao ZT, Ji XS, Sarker PK, Tang JH, Ge LQ, Xia MS, Xi YQ (2015) A comprehensive review on the applications of coal fly ash. Earth Rev 141:105–121
Kavitha OR, Shanthi VM, Arulraj GP, Sivakumar P (2015) Fresh, micro-and macrolevel studies of metakaolin blended self-compacting concrete. Appl Clay Sci 114:370–374. https://doi.org/10.1016/j.clay.2015.06.024
Newman JB (2003) Advanced concrete technology: constituent materials. Butterworth-Heinemann, Oxford
ACI 234R-06, 2012. Guide for the use of silica fume in concrete (Reapproved 2012).
ACI 241R-17, 2017. Report on application of nanotechnology and nanomaterials in concrete.
Rahman IA, Padavettan V (2012) Synthesis of silica nanoparticles by Sol-Gel: sizedependent properties, surface modification and applications in silica-polymer nanocomposites- a review. J Nanomater 2012:15
ACI Committee 363 (1984)“State of the art report on high-strength concrete. In: ACI Journal Proceedings, 1984.
Kolbe JL, Lee LS, Jafvert CT, Murarka IP (2011) Use of alkaline coal ash for reclamation of a former strip mine, World of Coal Ash (WOCA) Conference, USA, pp. 1–15.
Mukherjee AB, Zevenhoven R, Bhattacharya P, Sajwan KS, Kikuchi R (2008) Mercury flow via coal and coal utilization by-products: a global perspective. Resour Conserv Recycl 52(4):571–591
Nagaratnam BH, Rahman ME, Mirasa AK, Mannan MA, Lame SO (2016) Workability and heat of hydration of self-compacting concrete incorporating agro-industrial waste. J Cleaner Prod 112:882–894. https://doi.org/10.1016/j.jclepro.2015.05.112
Le DH, Sheen YN, Lam MNT (2018) Fresh and hardened properties of self-compacting concrete with sugarcane bagasse ash–slag blended cement. Const Build Mater 185:138–147. https://doi.org/10.1016/j.conbuildmat.2018.07.029
Nagaratnam BH, Mannan MA, Rahman ME, Mirasa AK, Richardson A, Nabinejad O (2019) Strength and microstructural characteristics of palm oil fuel ash and fly ash as binary and ternary blends in Self-Compacting concrete. Const Build Mater 202:103–120. https://doi.org/10.1016/j.conbuildmat.2018.12.139
Sharma R, Khan RA (2018) Influence of copper slag and metakaolin on the durability of self compacting concrete. J Clean Prod 171:1171–1186. https://doi.org/10.1016/j.jclepro.2017.10.029
Uysal M, Sumer M (2011) Performance of self-compacting concrete containing different mineral admixtures. Const Build Mater 25(11):4112–4120. https://doi.org/10.1016/j.conbuildmat.2011.04.032
Zhao H, Sun W, Wu X, Gao B (2015) The properties of the self-compacting concrete with fly ash and ground granulated blast furnace slag mineral admixtures. J Clean Prod 95:66–74. https://doi.org/10.1016/j.jclepro.2015.02.050
Şahmaran M, Yaman İӦ, Tokyay M (2009) Transport and mechanical properties of self consolidating concrete with high volume fly ash. Cem concr compos 31(2):99–106. https://doi.org/10.1016/j.cemconcomp.2008.12.003
Sonebi M, García-Taengua E, Hossain KMA, Khatib J, Lachemi M (2015) Effect of nanosilica addition on the fresh properties and shrinkage of mortars with fly ash and superplasticizer. Const Build Mater 84:269–276. https://doi.org/10.1016/j.conbuildmat.2015.02.064
Mustapha FA, Sulaiman A, Mohamed RN, Umara SA (2020) The effect of fly ash and silica fume on self-compacting high-performance concrete. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2020.04.493
Gülşan ME, Alzeebaree R, Rasheed AA, Niş A, Kurtoğlu AE (2019) Development of fly ash/slag based self-compacting geopolymer concrete using nano-silica and steel fiber. Const Build Mater 211:271–283. https://doi.org/10.1016/j.conbuildmat.2019.03.228
Nandhini K, Ponmalar V (2018) Microstructural behaviour and flowing ability of self-compacting concrete using micro- and nanosilica. Micro Nano Letters 13(8):1213–1218. https://doi.org/10.1049/mnl.2018.0105
Nandhini K, Ponmalar V (2021) Effect of blending micro and nano silica on the mechanical and durability properties of self-compacting concrete. SILICON 13(3):687–695. https://doi.org/10.1007/s12633-020-00475-5
Singh D, Singh J (2016) Use of agrowaste in concrete construction. Int J Environ Ecol Fam Urban Stud 6(1):119–130
Dadsetan S, Bai J (2017) Mechanical and microstructural properties of self-compacting concrete blended with metakaolin, ground granulated blast-furnace slag and fly ash. Const Build Mater 146:658–667. https://doi.org/10.1016/j.conbuildmat.2017.04.158
Seelapureddy J, Bommisetty J, Rao MS (2020) Effect of metakaolin and micro silica on strength characteristics of standard grades of self-compacting concrete. Materials Today: Proceedings https://doi.org/10.1016/j.matpr.2020.02.936
Kinuthia JM, Wild S, Sabir BB, Bai J (2000) No Access Selfcompensating autogenous shrinkage in Portland cement—metakaolin—fly ash pastes. Adv Cement Res 12(1):35–43
Hewlett PC (ed) Lea’s chemistry of cement and concrete. Elsevier, Amsterdam.
Dhinakaran G, Thilgavathi S, Venkataramana J (2012) Compressive strength and chloride resistance of metakaolin concrete. KSCE J Civ Eng 16(7):1209–1217
Vivek SS, Dhinakaran G (2017) Fresh and hardened properties of binary blend high strength self compacting concrete. Eng Sci Technol Int J 20:1173–1179. https://doi.org/10.1016/j.jestch.2017.05.003
Al-Oran AAA, Safiee NA, Nasir NAM (2019) Fresh and hardened properties of self-compacting concrete using metakaolin and GGBS as cement replacement. Eur J Environ Civ Eng 9:1–14. https://doi.org/10.1080/19648189.2019.1663268
Akcay B, Tasdemir MA (2018) Performance evaluation of silica fume and metakaolin with identical finenesses in self compacting and fiber reinforced concretes. Const Build Mater 185:436–444. https://doi.org/10.1016/j.conbuildmat.2018.07.061
Larissa CDA, dos Anjos MA, de Sá MV, de Souza NS, de Farias EC (2020) Effect of high temperatures on self-compacting concrete with high levels of sugarcane bagasse ash and metakaolin. Const Build Mater 248:118715. https://doi.org/10.1016/j.conbuildmat.2020.118715
Kannan V, Ganesan K (2014) Chloride and chemical resistance of self compacting concrete containing rice husk ash and metakaolin. Const Build Mater 51:225–234. https://doi.org/10.1016/j.conbuildmat.2013.10.050
Madandoust R, Mousavi SY (2012) Fresh and hardened properties of self-compacting concrete containing metakaolin. Const Build Mater 35:752–760. https://doi.org/10.1016/j.conbuildmat.2012.04.109
Badogiannis EG, Sfikas IP, Voukia DV, Trezos KG, Tsivilis SG (2015) Durability of metakaolin self-compacting concrete. Const Build Mater 82:133–141. https://doi.org/10.1016/j.conbuildmat.2015.02.023
Kavitha OR, Shanthi VM, Arulraj GP, Sivakumar VR (2016) Microstructural studies on eco-friendly and durable Self-compacting concrete blended with metakaolin. Appl Clay Sci 124:143–149. https://doi.org/10.1016/j.clay.2016.02.011
Gill AS, Siddique R (2017) Strength and micro-structural properties of self-compacting concrete containing metakaolin and rice husk ash. Const Buildg Mater 157:51–64. https://doi.org/10.1016/j.conbuildmat.2017.09.088
Kannan V (2018) Strength and durability performance of self-compacting concrete containing self-combusted rice husk ash and metakaolin. Const Build Mater 160:169–179. https://doi.org/10.1016/j.conbuildmat.2017.11.043
Gill AS, Siddique R (2018) Durability properties of self-compacting concrete incorporating metakaolin and rice husk ash. Const Build Mater 176:323–332. https://doi.org/10.1016/j.conbuildmat.2018.05.054
Nandhini K, Karthikeyan J (2021) The early-age prediction of concrete strength using maturity models: a review. J Build Pathol Rehab 6(1):1–10. https://doi.org/10.1007/s41024-020-00102-1
Boukendakdji O, Kadri EH, Kenai S (2012) Effects of granulated blast furnace slag and superplasticizer type on the fresh properties and compressive strength of self-compacting concrete. Cem concr compos 34(4):583–590. https://doi.org/10.1016/j.cemconcomp.2011.08.013
Ondova M, Stevulova N, Zelenakova E (2011) Energy savings and environmental benefits of fly ash utilization as partial cement replacement in the process of pavement building. Chem Eng Trans 25:297–302
Thankam, G. Lizia, Neelakantan Thurvas Renganathan (2020) Ideal supplementary cementing material–Metakaolin: a review. Int Rev Appl Sci Eng 11(1): 58–65.
Sabir BB, Wild S, Bai J (2001) Metakaolin and calcined clay as pozzolans for concrete: a review. Cem Concr Compos 23:441–454. https://doi.org/10.1016/S0958-9465(00)00092-5
Kavitha S, Kala TF (2017) Effect of bamboo fiber in self compacting concrete partially replacing cement with GGBS and Alccofine. International Journal of Civil Engineering and Technology 8(3):158–166
Altoubat S, Badran D, Junaid MT, Leblouba M (2016) Restrained shrinkage behaviour of self-compacting concrete containing ground-granulated blast-furnace slag. Const Build Mater 129:98–105. https://doi.org/10.1016/j.conbuildmat.2016.10.115
Awoyera PO, Akinwumi II, Karthika V, Gobinath R, Gunasekaran R, Lokesh N, Manikandan M, Narmatha T (2020) Lightweight self-compacting concrete incorporating industrial rejects and mineral admixtures: strength and durability assessment. SILICON 12(8):1779–1785. https://doi.org/10.1007/s12633-019-00279-2
Joe MA, Rajesh AM (2015) Study on the effect of GGBS & M Sand in self compacting concrete. Int J Eng Sci (IJES) 4:12–18
Khan MI (2018) Nanosilica/silica fume. Waste and Supplementary Cementitious Materials in Concrete, pp 461–491. https://doi.org/10.1016/b978-0-08-102156-9.00014-6
ASTM C1240 (2014) Standard Specification for Silica Fume Used in Cementitious Mixtures. Annual Book of ASTM Standards [04.02].
El-Chabib H (2020) Properties of SCC with supplementary cementing materials. Self-Compacting Concrete: Materials, Properties Appl, pp 283–308. https://doi.org/10.1016/b978-0-12-817369-5.00011-8
Nandhini K, Karthikeyan J (2021) Influence of industrial and agricultural by-products as cementitious blends in self-compacting concrete – a review. SILICON. https://doi.org/10.1007/s12633-021-01043-1
Zareei SA, Ameri F, Bahrami N (2018) Microstructure, strength, and durability of eco-friendly concretes containing sugarcane bagasse ash. Const Build Mater 184:258–268. https://doi.org/10.1016/j.conbuildmat.2018.06.153
Mohanraj A, Senthilkumar V, Nandhini K (2021) Effect of micro-silica on the fresh and hardened properties of self-compacting concrete containing pre-absorbed superabsorbent polymer. SILICON. https://doi.org/10.1007/s12633-020-00862-y
Afzali-Naniz O, Mazloom M (2019) Assessment of the influence of micro-and nano-silica on the behavior of self-compacting lightweight concrete using full factorial design. Asian Journal of Civil Engineering 20(1):57–70. https://doi.org/10.1007/s42107-018-0088-2
Bernal J, Reyes E, Massana J, León N, Sánchez E (2018) Fresh and mechanical behavior of a self-compacting concrete with additions of nano-silica, silica fume and ternary mixtures. Const Build Mater 160:196–210. https://doi.org/10.1016/j.conbuildmat.2017.11.048
Massana J, Reyes E, Bernal J, León N, Sánchez-Espinosa E (2018) Influence of nano-and micro-silica additions on the durability of a high-performance self-compacting concrete. Const Build Mater 165:93–103. https://doi.org/10.1016/j.conbuildmat.2017.12.100
Nandhini K, Ponmalar V (2018) Passing ability, water and chloride penetration of self-compacting concrete using micro-silica as cementitious replacement material. Rev Rom Mat 48(3):368–374
Guo Z, Jiang T, Zhang J, Kong X, Chen C, Lehman DE (2020) Mechanical and durability properties of sustainable self-compacting concrete with recycled concrete aggregate and fly ash, slag and silica fume. Const Build Mater 231:117115. https://doi.org/10.1016/j.conbuildmat.2019.117115
Napierska D, Thomassen LC, Lison D, Martens JA, Hoet PH (2010) The nanosilica hazard: another variable entity. Part Fibre Toxicol 7:39
Bolhassani, M., Samani, M.R., 2015. Consequences of colloidal Nanosilica specific surface on its performance in concrete. Adv. Civ. Eng. Mater. 4 (1), 1_14.
Mukhopadhyay AK (2011) Next-generation nano-based concrete construction products, a review-nanotechnology in civil infrastructure. Springer, Heidelberg, pp. 207–223.
Florence S, Konstantin S (2010) Nanotechnology in concrete—a review. Constr Build Mater 24:2060–2071.
Nandhini K, Ponmalar V (2020) Investigation on nano-silica blended cementitious systems on the workability and durability performance of self-compacting concrete. Mater Express 10(1):10–20. https://doi.org/10.1166/mex.2020.1618
Aydin AC, Öz A, Polat R, Mindivan H (2015) Effects of the different atmospheric steam curing processes on the properties of self-compacting-concrete containing microsilica. Sadhana 40(4):1361–1371. https://doi.org/10.1007/s12046-015-0338-x
Bouzoubaa N, Lachemi M (2001) Self-Compacting Concrete incorporating high volumes of class F fly ash preliminary results. Cem Conc Res 31:413–420. https://doi.org/10.1016/S0008-8846(00)00504-4
Naik TR, Kumar R, Ramme BW, Canpolat F (2011) Development of high strength, economical self-consolidating concrete. Report No. CBU-2011-01.
Ramanathan P, Baskar I, Muthupriya P, Venkatasubramani R (2013) Performance of self-compacting concrete containing different mineral admixtures. KSCE J Civ Eng 17(2):465–472. https://doi.org/10.1007/s12205-013-1882-8
Dinakar P, Babu KG, Santhanam M (2008) Durability properties of high fly ash self-compacting concrete. Cem concr compos 30(10):880–886. https://doi.org/10.1016/j.cemconcomp.2008.06.011
Askarian M, Fakhretaha Aval S, Joshaghani A (2018) A comprehensive experimental study on the performance of pumice powder in self-compacting concrete (SCC). J Sustain Cement-Based Mater 7(6):340–356. https://doi.org/10.1080/21650373.2018.1511486
Sukumar B, Nagamani K, Ragavan SR (2008) Evaluation of strength at early ages of self-compacting concrete with high volume fly ash. Const Build Mater 22:1394–1401. https://doi.org/10.1016/j.conbuildmat.2007.04.005
Jun C, Gengying L (2016) Mechanical properties and drying shrinkage of self-compacting concrete containing fly ash. Rev Rom Mat 46(4):480–484
Chowhury S, Keskar S, Prabir K, Basu C (2013) A Rational Approach to proportion SCC mixture with high volume fly ash. In: Proceedings of the Fifth North American conference on the design and use of self-consolidating concrete, Chicago, Illinois, USA.
Şahmaran M, Keslin SB, Ozerkan G, Yaman IO, (2008) Self-healing of mechanically-loaded self consolidating concretes with high volumes of fly ash. Cem concr Compos 30(10):872–879. https://doi.org/10.1016/j.cemconcomp.2008.07.001
Siddique R (2011) Properties of self-compacting concrete containing class F fly ash. Mater Design 32:1501–1507. https://doi.org/10.1016/j.matdes.2010.08.043
Sfikas IP, Badogiannis EG, Trezos KG (2014) Rheology and mechanical characteristics of self-compacting concrete mixtures containing metakaolin. Constr Build Mater 64:121–129. https://doi.org/10.1016/j.conbuildmat.2014.04.048
Guneyisi E, Gesoglu M (2008) Properties of self-compacting mortars with binary and ternary cementitious blends of fly ash and metakaolin. Mater Struct 41:1519–1531. https://doi.org/10.1617/s11527-007-9345-7
Hassan AAA, Lachemi M, Hossain KMA (2010) Effect of metakaolin on the rheology of self-consolidating concrete. Design, production and placement of self-consolidating concrete. Springer, Dordrecht, pp 103–112
Felekoglu B, Turkel S, Baradan B (2007) Effect of water/cement ratio on the fresh and hardened properties of self-compacting concrete. Build Environ 42:1795–1802. https://doi.org/10.1016/j.buildenv.2006.01.012
Al-Akhras NM (2006) Durability of metakaolin concrete to sulphate attack. Cem Conc Res 36(9):1727–1734. https://doi.org/10.1016/j.cemconres.2006.03.026
Franck C, Michel M, Gilles E, Philippe B, Alexandre B (2010) Metakaolin, a solution for the precast industry to limit the clinker content in concrete: mechanical aspects. Constr Build Mater 24:1109–1118. https://doi.org/10.1016/j.conbuildmat.2009.12.032
Ponikiewski T, Golaszewski J (2014) The influence of high-calcium fly ash on the properties of fresh and hardened self-compacting concrete and high performance self-compacting concrete. J Clean Prod 72(1):212–221. https://doi.org/10.1016/j.jclepro.2014.02.058
Ho LC (2013) Effect of curing regimes on mortar incorparating meatakaolin and slag at low water/binder ratio (Doctoral dissertation, Utar).
Erhan G, Mehmet G, Erdogan O (2010) Strength and drying shrinkage properties of self- compacting concrete incorporating multi-system blended mineral admixtures. Constr Build Mater 24(10):878–1887. https://doi.org/10.1016/j.conbuildmat.2010.04.015
Samad S, Shah A (2017) Role of binary cement including supplementary cementitious material (SCM), in production of environmentally sustainable concrete: a critical review. Int J Sustain Built Environ 6(2):663
Kim HJ, BeacraftM SSP (2010) Effect ofmineral admixtures on formwork pressure of self-consolidating concrete. Cem Concr Compos 32(9):665–671. https://doi.org/10.1016/j.cemconcomp.2010.07.018
Siad H, Mesbah AH, Khelafi H, Bernard KS, Mouli M (2010) Effect of mineral admixture on resistance to sulphuric and hydrochloric acid attacks in self compacting concrete. Can J Civ Eng 37(3):441–449. https://doi.org/10.1139/L09-157
Vivek SS, Dhinakaran G (2015) Effect of Silica fume in flow properties and Compressive strength of Self-compacting concrete. Int J ChemTech Res 8(1):01–05
Jalal M, Mansouri E, Sharifipour M, Pouladkhan AR (2012) Mechanical, rheological, durability and microstructural properties of high performance self-compacting concrete containing SiO2 micro and nanoparticles. Mater Design 34:389–400. https://doi.org/10.1016/j.matdes.2011.08.037
Shobana KS, Gobinath R, Ramachandran V, Sundarapandi B, Karuthpandi P, Jeeva S (2013) Preliminary study of Self compacting concrete by adding Silica fume- a review paper. Int J Eng Res Technol 2(11):1293–1304
Mohammed MK, Dawson AR, Thom NH (2014) Macro/micro-pore structure characterisctics and the chloride penetration of self-compacting concrete incorporating different types of filler and mineral admixture. Const Build Mater 72:83–93. https://doi.org/10.1016/j.conbuildmat.2014.08.070
Jeevetha T, Krishnamoorthi S, Rampradheep GS (2014) Study on strength properties of self-compacting concrete with microsilica. Int J Innovative Res Sci Eng Technol 3:11239–11244
Kanellopoulos A, Petrou MF, Ioannou I (2012) Durability performance of self-compacting concrete. Const Build Mater 37:320–325. https://doi.org/10.1016/j.conbuildmat.2012.07.049
Heidari A, Ghaffari F, Ahmadvand H (2015) Properties of self compacting concrete incorporating alginate and nano silica. Asian J Civil Eng 16:1–11
Kumar DS, Rajeev C (2012) Development of self compacting concrete by use of Portland pozzolana cement, hydrated lime and silica fume. ISCA J Eng Sci 1(1):35–39
Rao S, Silva P, Brito J (2015) Experimental study of the mechanical properties and durability of self-compacting mortars with nano materials (SiO2 and TiO2). Const Build Mater 96:508–517. https://doi.org/10.1016/j.conbuildmat.2015.08.049
Durgun MY, Atahan HN (2017) Rheological and fresh properties of reduced fine content self-compacting concretes produced with different particle sizes of nano SiO2. Const Build Mater 142:431–443. https://doi.org/10.1016/j.conbuildmat.2017.03.098
Nazari A, Sanjayan JG (2015) Synthesis of geopolymer from industrial wastes. J Clean Prod 99:297–304. https://doi.org/10.1016/j.jclepro.2015.03.003
Iyappan M, Jagannathan A (2014) High strength self compacting concrete with nanosilica. Int J Emerg Trends Eng Dev 5:163–168
Güneyisi E, Gesoglu M, Ӧzbay E (2010) Strength and drying properties of self-compacting concretes incorporating multi-system blended mineral admixtures. Constr Build Mater 24:1878–1887
Beigi MH, Berenjian J, Omran OL, Nik AS, Nikbin IM (2013) An experimental survey on combined effects of fibers and nanosilica on the mechanical, rheological, and durability properties of self-compacting concrete. Mater Des 50:1019–1029. https://doi.org/10.1016/j.matdes.2013.03.046
Kumar SK (2015) Influence of Nano-silica on the strength and durability of Self-compacting concrete. Int Res J Eng Technol 2(4):1278–1283
Quercia G, Spiesz P, Hüsken G, Brouwers HJH (2014) SCC modification by use of amorphous nano-silica. Cem concr compos 45:69–81. https://doi.org/10.1016/j.cemconcomp.2013.09.001
Acknowledgements
The authors would like to thank the National Institute of Technology, Tiruchirappalli, India, for the supporting the work. Conflicts of interest On behalf of all authors, the corresponding author states that there is no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Nandhini, K., Karthikeyan, J. A review on sustainable production of self-compacting concrete utilizing industrial by-products as cementitious materials. Innov. Infrastruct. Solut. 7, 199 (2022). https://doi.org/10.1007/s41062-022-00792-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-022-00792-1