
Abstract
The existence of heavy metals together with the essential hydrocarbon components of crude oil causes a significant issue that leads to harmful effects on many petroleum processes industries in addition to reducing the value of oil product produced from refineries. The current research aims to study the possibility of removing the nickel element from Iraqi crude oil by a simple pre-treatment method based on adsorption technology. Treating of crude oil was performed using two types of adsorbents, the first one that had a high surface area, namely commercial granular activated carbon (GAC) and the other was non-valuable material, i.e., white egg shells (WES). The adsorption process was conducted in a batch mode unit and at different operating parameters of the adsorbent media amount, (water/crude oil) ratio, the contact time and the agitation speed in order to optimize the conditions for the best removal of the nickel substance from crude oil. The results indicated that the GAC had a high adsorption capacity reached to 87%, while the WES had a modest efficiency of about 45% removed of total nickel content. The results also showed that the efficiency of the treatment was increased with increase in the amount of adsorbent material, the (water/crude oil) ratio, the contact time and the agitation speed to a certain limit and then fixing or decreasing according to the type of variable. The present paper provides a simple pre-treatment method for removing one of the harmful heavy metals from crude oil in an easy and eco-friendly layout accessing to zero residue level concept.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Petroleum is considered as one of the raw materials found in the nature and extracted from geological formations inside the ground and it is collected through a series of slow transitions of organic matter for very long periods of time spanning thousands of years [1]. When it is extracted from underneath the surface of the earth is called crude oil [2]. Crude oil appears in the form of liquid dense and viscous, its appearance varies according to its composition, and its color usually ranges from dark black to dark brown, but there are some types of yellow, bronze, red or green [3]. The viscosity of the crude oil also varies depending on its composition, ranging from low to very high viscosity [1, 3]. Chemically, crude oil is defined as a mixture of huge number of hydrocarbon compounds that may reach up to 17,000 organic compounds [4, 5]. Moreover, Iraqi crude oil also contains many metals, essentially nickel and vanadium, along with small amounts of lead, cadmium and others [6]. The presence of these metals even in a small percentage is forming a significant concern and serious issue for both the oil industry and the environment [7]. The effect of these metals represents by erosion of oil refinery equipment such as turbines, pumps and distillation towers, poisoning the catalysts and reducing their efficiency via blocking the pores by accumulated carbon, rend the walls and deformation of the reactors, as well as environmental pollution by these toxic and hazardous waste, disturbance of natural environmental balance and other continuous problems [7, 8]. Nickel is considered as one of the most important elements in most if not all types of crude oil in different regions of the world in general, and it is found by different amounts in all types of Iraqi crude oils especially [8, 9]. The presence of nickel in crude oil leads to coal accumulation on the catalysts, especially in the FFC process (Fluid catalytic cracking) [8, 10]. This reduces the efficiency of FFC catalyst and thus reduces the efficiency of the process. As a result, the cost of producing oil derivatives of good quality will increase in refineries [10,11,12]. Therefore, it is necessary to remove this metal from crude oil or reduce it to the lowest possible level in order to maintain the safety of equipment and catalysts and prolong their operational life and also improve the quality of oil products. As Ali and Abbas [13] noted, there are three known ways to remove metal elements from crude oil: physical methods, chemical methods and catalytic hydroprocessing. Physical methods include distillation, solvent extraction and filtration, while the concept of chemical treatment deals with the use of certain types of acids and bases to remove the effects of metals selectively with the lowest possible rate of conversion in crude oil. The latter type of treatment involves hydrodemetallization (HDM) using hydrogen in primary units before basic process units like thermal cracking, catalytic reforming, etc. The HDM unit may include the use of catalysts such as alumina, silica gel and zeolite promoted by other metals for instance tin, antimony or others. Although a number of studies have indicated the possibility of using adsorption technology for the removal of sulfur from crude oil or petroleum derivatives, it is noted through the literary survey that there are few attempts to use this technology to remove the heavy metals in general and especially nickel from crude oil [14,15,16]. Adsorption technology is one of the most promising technologies in the field of removing toxic elements and remediation of environmental pollutants [17,18,19]. It is an easy and low cost technology and does not need special requirements or complex equipments. It is also highly efficient in treating various environmental systems according to the adsorbent material applied and the operational conditions used [18]. However, one of the obstacles to this technique is the accumulation of waste after the completion of the process, which requires additional costs to get rid of these residues that are often dangerous or toxic due to contain contaminants at high concentrations [20]. But lately the concept of zero residue level has been introduced, which is proved successful in handling this problem, and has opened the way widely for the use of adsorption technology in the treatment of various pollutants from aqueous solutions and soils with the least possible constraints [21,22,23] as well as in different petroleum products (raw and derivatives) [24, 25]. One of the oldest and most famous types of adsorbents utilized to treat various types of contaminants is activated carbon due to its unique specifications and high surface area [23]. In the last three decades, attention has been focused on the use of waste as an adsorbent media or as a substitute source for activated carbon [26, 27]. One of the most attractive materials for researchers is agricultural and industrial residues such as pomegranate peel [28], banana peel [29, 30], lemon peel [31, 32], orange peel [33], potato peel [34], used tea leaves [35], aluminum foil [36], eggshells [24, 25], eggplant peel [37], rice husks [38,39,40] and others for their availability, cheapness, safety and employed it in treating more than one type of contaminant in aqueous solutions. This study investigates the susceptibility of two adsorbents, namely activated carbon and white egg shells (WES), to remove the nickel element from Iraqi crude oil/Al-Ahdab oilfield as a case study and to determine the best operational factors leading to the highest nickel removal arrival to zero residue level (ZRL).
Experimental work
Determination of initial nickel concentration in crude oil before treatment
The centrifugation of a crude oil sample supplied from Al-Ahdab oilfield was carried out at a speed of 6000 rpm for 1 h. After that, 10 cm3 was precisely withdrawn from the supernatant, separated from the previous sample and placed in a crucible of porcelain for burning it at 800 °C for 4 continuous hours. The remnant of the incineration process was digested in 50 ml flask with 4 ml solution of concentrated hydrochloric acid and supplemented to 50 ml with distilled water. The sample was filtered and the solution produced from the filtration process was heated to 80 °C to get rid of any existing excess of hydrochloric acid. The remaining solution after heating was put in a glass flask, and the volume was completed to 100 cm3 with distilled water. The concentration of nickel in the sample was determined by the atomic absorption spectrophotometer (AAS) (Shimadzu AA-7000, Japan) at wavelength of λmax = 362.5 nm [41, 42]. Figure 1 shows the calibration curve of the nickel element using AAS.

The AAS calibration curve of the nickel ions
Commercial granular activated carbon (GAC)
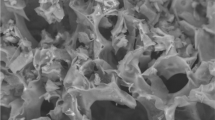
Commercial granular activated carbon (GAC) used in this investigation was purchased from scientific bureaus in the city of Baghdad, Iraq, where it supplied from the Italian company Unicarbo. To prepare the GAC for study, the adsorption of nickel metal from crude oil, it was first washed well with distilled water to remove the unwanted particles may be found and then dried at 110 °C overnight to get rid of the moisture completely and finally saved in a desiccator until it is used in laboratory experiments. Figure 2 and Table 1 show details of activated GAC used.

The GAC used in this study
White eggshell (WES)
The source of white eggshells (WES) used in this research was the residues of some fast food restaurants in Baghdad city as well as domestic leftover. In the beginning, the collected residues were carefully washed with excess of the tap water and after being sure that it was clean and free from any impurities or dirt washed with distilled water. Then, the washed and clean WES are soaked in a 6% solution of commercial white vinegar of domestic use for 24 h to bleach the color of WES. This soaking process was followed by drying step of WES in the sun for 3 days and then using the oven at 105 °C for 8 h. Finally, WES was grinded using a domestic mill and sifted using the standard sieve. The WES used were the powder passing from a 120-mm sieve (125 micrometers). Figure 3 and Table 2 show the specifications of WES used [25].

The WES used in this study
Crude oil feedstock
The crude oil used was obtained from Al-Ahdab oilfield which is an oil field located at 27 km west of Al-Kut city in Wasit province, east-middle of Iraq. The nickel content was 23.62 mg/l or ppm according to AAS test.
Adsorption experiments using batch mode unit
Practical tests for the study of the nickel element adsorption from Al-Ahdab oilfield were implemented in the system of batch mode unit using GAC and WES as adsorbent materials. 50 cm3 of crude oil with a specific concentration of nickel was placed in a 100 cm3 Erlenmeyer flask, and the laboratory experiments were carried out under different operating conditions of (water/crude oil), adsorbents amount, agitation speed and contact time varying from (0.1 to 0.5:1) v/v, (0.5–2.5 g of GAC and WES), (100–400) rpm and (10–120) minutes, respectively. The experiments were conducted at laboratory temperature (28 ± 2) °C and triplicate, to increase accuracy and to minimize any experimental error. The arithmetic mean for the results of the three experiments was depended. In order to calculate the concentration of the remaining nickel in crude oil after the experiment ended, the samples were left for 24 h to separate the mixture into layers. The water was removed from the sample very carefully after separation in separation funnel. The samples obtained were filtered using vacuum filtration to separate any residue of the adsorbent material that is likely to be present in the treated oil. The sample was then subjected to the same steps as in Sect. 2.1 of centrifugation, incineration at 800 °C, digestion with hydrochloric acid, filtration and finally heating to 80 °C. The efficiency of nickel removal from the crude oil was determined by AAS; the removal percentage can be calculated using the following equation [20, 25]:
where %R is the percentage removal of nickel element from crude oil, Co is the initial concentration of nickel in crude oil (ppm), and Ct is the concentration of nickel in crude oil at any time of treatment (ppm).
Results and discussion
As described above, the study of adsorption technology as a pre-treatment method proposed for Al-Ahdab crude oil to remove the nickel element was achieved in the batch adsorption unit. The removal process was tested at different operating factors and using two types of adsorbent media which were commercially granular activated carbon (GAC) and white egg shells (WES) as inexpensive and available material. This section discusses the impact of operational conditions on the efficiency of nickel removal and optimal conditions identification for obtaining the highest efficiency of crude oil treatment.
Effect of (water/crude oil) ratio
The results showed that there was a direct proportion between the removal efficiency of nickel element and the water/crude ratio in until 0.4: 1 and then fixed and stabilized without change. The highest percentage of nickel ions removal using GAC and WES was 87.38% and 45.16%, respectively. All other variables were confirmed at the optimum value as shown in Fig. 4. The reason for this result can be attributed to the fact that the addition of water will play an important role in providing a medium for the transfer of nickel ions between crude oil and adsorbents. The Al-Ahdab crude oil is classified as a heavy crude oil type and has a kinematic viscosity estimated of 21.6 cSt, i.e., about 22 times as much as the kinematic viscosity of water. So, the transfer of the nickel ions from the crude oil to the adsorbent material is very difficult, but with the presence of water, this transition can be made easier by the good temporary mixing between the two solutions (aqueous and petroleum). It will lead to provide a liquid medium for nickel transfer, which will facilitate nickel adsorption more than if the adsorption occurs without presence of water. Therefore, it can be seen from Fig. 4 that the efficiency of nickel removal is increased by increasing the ratio of water/crude oil, because increasing the water will increase the release of nickel ions from the solution and thus reduce the restrictions imposed by the high viscosity. This means increasing the chance of adsorption of these ions on the surface of the adsorbent. It is also noticeable that the removal efficiency at (0.4:1) and up will be almost constant. This may be due to the nature of crude oil as its ability to mix with water will be fixed to a certain extent and this in turn reduces the water’s susceptibility and its ability to release nickel ions from the high viscosity bonds. Thus, the number of free and adsorbable nickel ions is constant, which will confirm the removal ratio at a certain limit. This result is consistent with the results of [43].

Effect of (water/crude oil) ratio on the efficiency of nickel removal
Effect of adsorbent dose
Figure 5 shows the relation between the nickel percentage removal from crude oil and the amount of material used as an adsorption media (GAC and WES). The above figure indicates clearly that the nickel removal increases with the increase the dose of adsorbent (GAC) or (WES) when the remaining operational variables keeping constants at optimum values. The reason for this finding is due to the fact that by increasing the dose of the adsorbent material, the available surface area for adsorption of nickel ions will increase. Thus, the effective sites contain the functional groups that have the potential to bond with nickel ions on the surface of the adsorbent material increase, leading to increase the number of adsorbed nickel ions and their concentration in crude oil will be reduced, and increasing the removal efficiency. It is noted from Tables 1 and 2 that the surface area of GAC and WES is constants at 569.5 and 25.5 m2 g−1, respectively, meaning that the surface area will increase fivefold in both materials when the amount of the adsorbents increased from 0.5 to 2.5 g. This makes the removal efficiencies rise more than 63% for GAC and 33% for WES. This result is agreement with [20, 25].

Effect of adsorbent dose on the efficiency of nickel removal
Effect of agitation speed
For solutions, the agitation speed is considered as significant operational conditions that directly affects adsorption processes, especially in units of batch mode. This factor will determine the method and the dispersion velocity of molecules or ions dissolved in solutions and their ability to resist the constraints and limitations imposed by the forces of binding and other forces existing in solutions, which include viscosity, attraction and dissonance forces. Figure 6 illustrates the agitation speed effect on the susceptibility and effectiveness of the adsorbent material to absorb the nickel ions from crude oil. It is clear that increasing the agitation speed will improve the efficiency of nickel adsorption for both the materials used in this study (GAC) and (WES) at fixed all the remaining variables at optimum values. This result can be explained by the fact that the prospective relation between the agitation speed and the diffusion of molecules in crude oil is direct. This will increase the spread of nickel ions in the solution, which will increase their access to the adsorbent and its association with effective groups on its surface; this in turn will reduce the number of nickel ions in crude oil. Thus, the adsorption efficiency will be increasing. Alternatively, it could be another explanation depends on the further agitation will reduce the thickness of the layer surrounding the surface of the adsorbent material allowing the nickel ions to penetrate that layers more easily if the agitation speed of the solution is low. Therefore, the number of nickel ions that reach the surface of GAC or WES will increase. Thus, the efficiency of adsorbents will increase, i.e., the percentage of removal will increase [25]. Figure 6 also shows that the previous two explanations are true to a certain extent of 350 rpm for both GAC and WES where the removal efficiency reaches stability at the maximum value at the optimal values of the other variables. After that, it is not affected by the increased agitation speed by any means. Because the adsorption process is a superficial phenomenon, the layers that fall under the surface layer of the adsorbent material share with adsorption in particular conditions. Thus, the agitation speed should be appropriate to ensure that all binding locations are ready and available to accommodate nickel metal. If the agitation speed is slow, a large part of the nickel ions will accumulate in the bottom of the flask and will depart from the adsorbent material spread in the solution and there is not enough contact area for adsorption. Vice versa; if the agitation speed is high, the adsorption time will be less, which makes the adsorption process on the surface of the adsorbent material difficult because it does not allow sufficient time for adsorption of nickel ions on the material surface. Moreover, the high agitation speed will help to generate a centrifugation force in the solution that will lead to desorption process. In addition to the fact that increasing the agitation speed causes an increase in the kinetic energy of the molecules of the adsorbent surface and the adsorbate (nickel) to the extent that they are sufficient to collide with each other very quickly Thus, the adsorbent material will not be able to absorb new ions even if there are vacant active sites and ultimately the adsorption efficiency will be reduced [25, 34].

Effect of agitation speed on the efficiency of nickel removal
Effect of contact time
As is evident from Fig. 7, the efficiency of nickel removal is increased simultaneously with increase in the contact time when other remaining parameters are constant at optimum values. It is known that increasing the contact time at constant agitation speed will lead to increase the chance of the arrival of dissolved nickel ions in the crude oil to the adsorbent material. This means that the ions of nickel metal will spend longer period on the adsorption surface and will increase the chance of these ions bonding to the existing active sites and thus increase the material’s susceptibility to adsorbing nickel ions from crude oil. On the other hand, increase in the contact time will result in ability of nickel ions reaching the layers that follow the surface layer, which means that the number of active sites that can be involved in the adsorption process will be more and the material efficiency to assimilate nickel ions will be greater, and therefore, the percentage removal of nickel will eventually increase. The optimum time to absorb the greatest amount of nickel ions from crude oil was approximately 1.5 h for GAC and for WES. After this time period, the percentage removal does not change and the efficiency of the material remains constant. This is because the active sites in the surface of the adsorbent material are saturated with nickel ions and cannot absorb any additional ions. Therefore, any increase in treatment time beyond 90 min does not result in any change in the removal efficiency. This result is identical with [20, 25, 34].

Effect of contact time on the efficiency of nickel removal
Conclusions
For the first time, the removal of nickel element directly from the heavy Iraqi crude oil—Al-Ahdab oilfield as a case study—has been studied. The demetallization process was performed by adsorption technique in a unit of batch mode using GAC and WES as an adsorbent media at different operational conditions. The BET test for adsorbents refer to the surface area was 569.5 and 25.5 m2 g−1 for GAC and WES, respectively. The nickel content of Al-Ahdab crude oil was 23.62 ppm according to AAS test conducted. The results obtained from the study show that the percentage removal of nickel from crude oil was directly proportional with all operating parameters the maximum, then fixed or decreased depending on the variable, and %R was 87.38% for GAC and 45.16% for WES at 0.4:1, 2.5 g, 300 rpm and 90 min of water/crude oil ratio, adsorbent dose, agitation speed and contact time, respectively.
References
Fanchi JR, Christiansen RL (2016) Introduction to petroleum engineering. Wiley, Hoboken
Guerriero V, Mazzoli S, Iannace A, Vitale S, Carravetta A, Strauss C (2013) A permeability model for naturally fractured carbonate reservoirs. Mar Pet Geol 40:115–134. https://doi.org/10.1016/j.marpetgeo.2012.11.002
Guo B, Lyons WC, Ghalambor A (2007) Petroleum production engineering: a computer-assisted approach. Gulf Professional Publishing, Houston
Pampanin DM, Sydnes MO (2013) Polycyclic aromatic hydrocarbons a constituent of petroleum: presence and influence in the aquatic environment. Chapter 5. In: Vladimir K, Kolesnikov A (eds) hydrocarbon. InTech, Rijeka
Marshall AG, Rodgers RP (2004) Petroleomics: the next grand challenge for chemical analysis. Acc Chem Res 37(1):53–59. https://doi.org/10.1021/ar020177t
Mustapha HI (2018) Treatment of petroleum refinery wastewater with constructed wetlands. CRC Press, Boca Raton. https://doi.org/10.18174/444370
Perez TE (2013) Corrosion in the oil and gas industry: an increasing challenge for materials. J Miner Met Mater Soc 65(8):1033–1042
Groysman A (2017) Corrosion problems and solutions in oil, gas, refining and petrochemical industry. Koroze Ochrana Mater 61(3):100–117. https://doi.org/10.1515/kom-2017-0013
Reynolds JG (2001) Nickel in petroleum refining. Pet Sci Technol 19(7–8):979–1007. https://doi.org/10.1081/LFT-100106915
Etim UJ, Xu B, Bai P, Ullah Rooh, Subhan F, Yan Z (2016) Role of nickel on vanadium poisoned FCC catalyst: a study of physiochemical properties. J Energy Chem 25(4):667–676. https://doi.org/10.1016/j.jechem.2016.04.001
Etim UJ, Xu B, Bai P, Lui X, Subhan F, Ullah Rooh, Yan Z (2019) Vanadium and nickel deposition on FCC catalyst: influence of residual catalyst acidity on catalytic products. Microporous Mesoporous Mater 273:276–285. https://doi.org/10.1016/j.micromeso.2018.07.011
Robinson PR (2006) Petroleum processing overview. In: Hsu CS, Robinson PR (eds) Practical advances in petroleum processing, vol 1. Springer, New York
Ali MF, Abbas S (2006) A review of methods for the demetallization of residual fuel oils. Fuel Process Technol 87(7):573–584. https://doi.org/10.1016/j.fuproc.2006.03.001
Cha CY, Boysen JE, Branthaver JF (1991) Process for removing heavy metal compounds from heavy crude oil. US patent: 5041209 to Western Research Institute Laraimie
Brannvall EG, Mažeikienė A, Valentukevičienė M (2006) Experimental researhon sorption of petroleum products from water by natural clinoptilolite and vermiculite. Geologija 56:5–12
Kukwa DT, Ikyereve RE, Adejo SO, Ikese CO (2014) Kinetics of nickel and vanadium adsorption from crude oil onto NH4Cl-modified primitive clay. Int J Eng Sci (IJES) 3(4):13–20
Kadhom M, Albayati N, Alalwan H, Al-Furaiji M (2020) Removal of dyes by agricultural waste. Sustain Chem Pharm 16:100259. https://doi.org/10.1016/j.scp.2020.100259
Alalwan HA, Kadhom MA, Alminshid AH (2020) Removal of heavy metals from wastewater using agricultural byproducts. J Water Supply Res Technol Aqua 69(2):99–112. https://doi.org/10.2166/aqua.2020.133
Abbas MN, Al-Hermizy SMM, Abudi ZN, Ibrahim TA (2019) Phenol biosorption from polluted aqueous solutions by Ulva lactuca alga using batch mode unit. J Ecol Eng 20(6):225–235. https://doi.org/10.12911/22998993/109460
Alalwan HA, Abbas MN, Abudi ZN, Alminshid AH (2018) Adsorption of thallium ion (Tl+3) from aqueous solutions by rice husk in a fixed-bed column: experiment and prediction of breakthrough curves. Environ Technol Innov 12:1–13. https://doi.org/10.1016/j.eti.2018.07.001
Abbas MN, Abbas FS (2014) Application of rice husk to remove humic acid from aqueous solutions and profiting from waste leftover. WSEAS Trans Biol Biomed 11:62–69
Abbas MN, Abbas FS (2013) Iraqi rice husk potency to eliminate toxic metals from aqueous solutions and utilization from process residues. Adv Environ Biol 7(2):308–319
Abbas MN, Al-Madhhachi AT, Esmael SA (2019) Quantifying soil erodibility parameters due to wastewater chemicals. Int J Hydrol Sci Technol 9(5):550–568. https://doi.org/10.1504/IJHST.2019.10016884
Abbas MN, Ibrahim SA (2019) Catalytic and thermal desulfurization of light naphtha fraction. J King Saud Univ Eng Sci. https://doi.org/10.1016/j.jksues.2019.08.001
Abbas MN, Alalwan HA (2019) Catalytic oxidative and adsorptive desulfurization of heavy naphtha fraction. Korean J Chem Eng 12:283–288. https://doi.org/10.9713/kcer.2019.57.2.283
Ibrahim TA, Abbas MN, Abbas FS (2016) Detoxification of pesticides wastewater by adsorption technique feasibility of agricultural waste utilization. LAMBERT Academic Publishing, Riga
Maddodi SA, Alalwan HA, Alminshid AH, Abbas MN (2020) Isotherm and computational fluid dynamics analysis of nickel ion adsorption from aqueous solution using activated carbon. S Afr J Chem Eng 32:5–12. https://doi.org/10.1016/j.sajce.2020.01.002
Abbas MN (2014) Pomegranate peels: source of antioxidants extraction and natural dentifrices preparation. Eur Acad Res II(3):3078–3089
Abbas MN (2014) Converting banana peels from agricultural residues to advantageous substances. Sch J Eng Technol 2(5A):719–726
Abudi ZN, Lattieff FA, Chyad TF, Abbas MN (2018) Isotherm and kinetic study of the adsorption of different dyes from aqueous solution using banana peel by two different methods. Glob J Bio-sci Biotechnol 7(2):220–229
Al-Hermizy SMM, Ibrahim NS, Abbas MN, Ibrahim TA (2019) Removal of toxic copper ions from contaminated water and preparation of rodenticide from the residues accessing to zero residue level (ZRL). Asian J Microbiol Biotechnol Environ Exp Sci 21(1):12–19
Alalwan HA, Abbas MN, Alminshid AH (2019) Uptake of cyanide compounds from aqueous solutions by lemon peel with utilising the residue absorbents as rodenticide. Indian Chem Eng. https://doi.org/10.1080/00194506.2019.1623091
Abbas MN (2014) Optimal exploitation of orange peels in sustainable development accessing to zero residue level. J Environ Sci Comput Sci Eng Technol Sec A 3(4):1753–1762
Abbas MN (2014) Leveraging of agricultural tailings and industrial wastes together in black ink preparation. Sch J Eng Technol 2(4B):577–585
Abbas MN (2014) Application of used tea leaves for multi functions. Eur Acad Res 2(7):8660–8690
Ghulam NA, Abbas MN, Sachit DE (2019) Preparation of synthetic alumina from aluminium foil waste and investigation of its performance in the removal of RG-19 dye from its aqueous solution. Indian Chem Eng. https://doi.org/10.1080/00194506.2019.1677512
Abbas MN, Abbas FS, Ibrahim TA (2018) Treatment of polluted aqueous solutions with different types of dyes by eggplant peels accessing to zero residue levels. Int J Sci Res Sci Eng Technol (IJSRSET) 4(9):525–533
Abbas MN (2015) Phosphorus removal from wastewater using rice husk and subsequent utilization of the waste residue. Desalin Water Treat 55(4):970–977. https://doi.org/10.1080/19443994.2014.922494
Abbas MN, Abbas FS (2013) The predisposition of iraqi rice husk to remove heavy metals from aqueous solutions and capitalized from waste residue. Res J Appl Sci Eng Technol 6(22):4237–4246
Abbas MN, Abbas FS (2013) The feasibility of rice husk to remove minerals from water by adsorption and avail from wastes. Res J Appl Sci 9(4):301–313
Dagde KK, James SA (2016) Effects of trace elements in Nigeria crude oil. J Sci Eng Res 3(3):477–481
Hardaway C, Sneddon J, Beck JN (2004) Determination of metals in crude oil by atomic spectroscopy. Anal Lett 37(14):2881–2899. https://doi.org/10.1081/AL-200035776
Konne LJ, Iheanetu UD, Cookey AG (2017) Demetallization of nickel from crude oil using aluminum oxide (Al2O3) nanoparticles synthesized with sodium dodecyl sulfate (SDS). J Mater Sci Eng 6(5):1–7. https://doi.org/10.4172/2169-0022.1000385
Acknowledgements
The authors would like to thank Mustansiriyah University (www.uomustansiriyah.edu.iq), Baghdad, Iraq, and University of Diyala (www.uodiyala.edu.iq), Diyala, Iraq, for their support in the present work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No potential conflict of interest was reported by the authors.
Rights and permissions
About this article

Cite this article
Ali, G.A.A., Ibrahim, S.A. & Abbas, M.N. Catalytic adsorptive of nickel metal from Iraqi crude oil using non-conventional catalysts. Innov. Infrastruct. Solut. 6, 7 (2021). https://doi.org/10.1007/s41062-020-00368-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-020-00368-x