
Abstract
The pulsed-electromagnetic permanent magnet (PPM) technique is an attractive magnetic control technology for applying blank holding force (BHF) during the deep drawing of the non-ferromagnetic sheet. In this paper, a novel PPM blank holder technique was developed to apply BHF on metal sheet. The different process parameters are considered in the two sets of pole cores for achieving Magnetic state (M state) and Non-magnetic state (N state). The results show that current is only instantaneously imposed when switching magnetic force state, and not at other times. Also, the feasibility of the PPM blank holder technique is proven by a series of experiments using H68 copper sheet. The result indicates that the BHF applied by the PPM system is large enough for the deep drawing process of the copper sheet. The BHF applied by PPM force has the advantages of easy control, low energy consumption, and no overheating problems.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
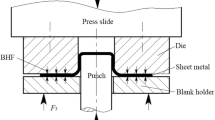
High-strength metal sheet plays an important role in modern automobile and aircraft manufacturing (Merkani and Parvizi 2022). Due to the many advantages, deep drawing is one of the main forming methods of thin metal sheets. Deep drawing, also known as stretching, calendering, etc., refers to a machining process that uses a die to punch a sheet into various open hollow parts and increase the height. Blank holder force (BHF) is the pressure exerted on the flange area of the sheet during the deep drawing process (Mrabti et al. 2021). If the distribution or value of BHF is not reasonable, forming defects such as wrinkles or cracks may appear (Park et al. 2022). Therefore, many studies were devoted to solving cracking caused by excessive restrictions on material flow due to excessive BHF, and the problem of wrinkling caused by material instability due to insufficient applied BHF (Mirza et al. 2022).
Based on the conventional blank holder method, Hardt and Lee (1986) developed a variable BHF system for suppressing wrinkles. To improve the forming effect, fluid pressure-assisted technologies were established for drawing processes, such as hydraulics forming (Hyrcza-Michalska 2017), hydro-mechanical drawing (Oberlander 1982), drawing against hydraulic counter pressure (Nakamura and Nakagawa 1984) and the hydraulic pressure augmented method (Önder and Tekkaya 2005). On this basis, Siegert and Doege (1993) utilized hydraulics to achieve a robust forming process. Gunnarsson et al. (1998) developed an air springs system to apply BHF in place of a press. In addition, Thiruvarudchelvan and Tan (2007) and Hassan et al. (2003) combine free counter force technology and segment blank holder technology with hydraulics, respectively. This method can obviously improve the forming effect of metal sheet.
In summary, in the above technical route, BHF is applied by hydraulic counter pressure or mechanical external power which should be balanced using the force applied by the press slide. That is, lots of energies released by the press only be used to maintain the BHF during the deep drawing process. In fact, since the vertical displacement between metal sheet and blank holder is very small (could not exceed the change in sheet thickness), the amount of work required for blank holding is also small even if the BHF is very large. This part of the energy is consumed in the counterforce to do work or converted into fluid kinetic energy. From the perspective of energy consumption, it is unreasonable. In addition, due to the hysteresis characteristic of the hydraulic system, the BHF real-time control is weakened (Qin et al. 2020a).
Unlike hydraulic methods, Seo (2008) used electromagnetic force as BHF in order to improve the accuracy of BHF control and reduce the energy consumption of the press. Essentially, the BHF provided by the magnetic force between the electromagnets no longer requires the counterforce, which is commonly used in stamping and deep drawing processes (Li et al. 2019). Since then, more electromagnetic blank holder methods have been proposed, such as the pulsed the electromagnetic attractive force method (Lai et al. 2016), the electromagnetic repulsive force method (Huang et al. 2019), and other electromagnetic blank holder methods (Mu et al. 2021; Cao et al. 2015).
However, the generated BHF is limited because the ferromagnetic material will saturate when the generated magnetic field is further increased. Moreover, lots of heat could be released to maintain BHF during the drawing process (Zhang and Qin 2022). So, although the energy consumption of the press can be saved, the power consumption is still huge.
Different from the above methods, the permanent magnet blank holder technique proposed by Qin et al. (2020b) has well inherited the advantages of the electromagnetic blank holder method. In addition, even if the magnetic poles cannot be arranged in the middle blank holder region, the discharge energy and device size can be greatly reduced.
In this paper, a novel pulsed-electromagnetic permanent magnet (PPM) blank holder (PPMB) technique for the drawn cup is proposed, which is placed on conventional presses. Not the same as electromagnetic method, the PPMB technique doesn’t require power to maintain BHF during deep drawing, because the magnetic field is supplied by permanent magnets. The feasibility and effectiveness of the novel system have been verified through both the numerical simulations and experiments.
2 Theory and Principle of PPM
2.1 Construction
A simple chuck design was implemented to demonstrate the viability of using PPM as an adhesion mechanism in the drawing device. Figure 1 shows the basic design of the PPM device including two sets of pole cores. Taken apart, it contains: (1) Two different permanent magnets (PM), a total of 7 Neodymium-Ferrum-Boron magnets (NdFeB, hard magnetic material) and 4 Aluminum-Nickel–Cobalt (AlNiCo, soft magnetic material); (2) Two deliverers made of magnetically conductive material (e.g. iron); (3) Copper enameled wire wound on the AlNiCo. All the AlNiCos are placed with their magnetic fields in the vertical direction, and all the magnetic fields of NdFeB are arranged in the horizontal direction. The iron deliverers are placed at the ends of AlNiCo and acts as magnet conductor for the PPM. Finally, all the parts are sealed in the shell with epoxy, which also acts as magnetic isolation material.

Schematic diagram of PPM chuck
Due to its larger coercivity and remanence, NdFeB is widely used as a permanent magnet material with a large spontaneous magnetic field. Here it is used to provide a constant permanent magnetic field. Conversely, the magnetic field directions of AlNiCo are easy to switch because of their little coercivity and larger remanence characteristics. Pure iron with high magnetic flux is used as the magnetically conductive material.
2.2 Working Principle
This section introduces the working principle of the PPM system in the magnetic state (M state) and the non-magnetic state (N state) using the same structure but different magnetic circuits. As shown in Fig. 2a, the magnetic circuit of the PPM chuck can switch to the M state when a weak instantaneous (~ 20 ms) DC pulse passes through the copper coil. Based on the characteristics of soft magnetic material, the weak electromagnetic field generated by the copper coil can easily change the direction of the magnetic field. In the M state, the upper magnetic polarities of the AlNiCo are the same as that of the adjacent NdFeB. According to the magnetism theory, the magnetic fluxes can only low from the S pole outside the PM to the N pole. So, at this state, fluxes generated by PM must borrow the target plate to form a closed magnetic circuit. Therefore, Due to the reduced dispersion of magnetic flux, higher magnetic performance and strong magnetic force can be obtained. That is, the target plate can be firmly captured by the chuck, which is the key to PPMB technique.

M and N states of PPM chuck
As shown in Fig. 2B, when a reverse DC pulse is input, the magnetic circuit switches to the N state. In this state, the magnetic polarities of AlNiCo are opposite to that of the adjacent NdFeB. Compared with the M state, the magnetic circuits only exist inside the chuck, and the released magnetic force in the N state is close to zero.
2.3 Simulation and Verification
To verify whether the designed PPMB system can operate as expected, the magnetic circuit of the designed PPM chuck was simulated by finite element analysis method. The air gap, the target plate and the chuck including two pole cores were the entire finite element model. All of the models were meshed with 98# solid elements.
Figure 3a presents the magnetic flux density distribution of the model in the M state, where almost all the magnetic flux lines pass through the target plate, which can be caught by PPM chuck under the action of magnetic force. In contrast, as shown in Fig. 3b, the magnetic flux lines are in a closed loop between AlNiCo and NdFeB themselves in the N state. Therefore, the magnetic force cannot be released from the chuck to free the target plate. Figure 4 shows the magnetic field distribution of PPM chuck in M and N states. It can be seen that most of the source magnetic field is located at the position of the pole cores, and the amount of magnetic leakage is very small. The simulated results show that this magnetic circuit structure can realize the N state in addition to the strong magnetic force applied in the M state.

Magnetic flux density of PPM chuck including two cores

Magnetic field distribution of PPM chuck
That is to say, based on the constructed magnetic circuit structure, only an instantaneous weak current can be used to control the magnetic state of the PPM chuck. This preliminarily verifies that the designed PPM chuck can effectively control the magnetic field of the permanent magnet. It provides a solid foundation for the subsequent PPMB system design.
It is necessary to consider the overheating problem of the PPM chuck during continuous operation. A transient thermal analysis was performed using ANSYS software. The cycle times of 2 s, 4 s, 6 s and 8 s were set in the analysis. The analysis time is uniformly set to 10,800 s. As shown in Fig. 5, the maximum temperature of PPM chuck rose rapidly in the early stage, and stabilized to achieve balance later. The maximum temperature increased rapidly as the cycle time decreases. However, even under the challenging temperature conditions of 2 s, the obtained data is less than 60 ℃, which can meet the general needs of deep drawing. This means that there was no overheating during the continuous process.

Variations of maximum temperature
3 Deep Drawing Device and Magnetic Force Research
3.1 Construction
Compared to the previous technique (Lee et al. 2021), the PPMB system achieves basically the same gap between the target plate and the PPM chuck. According to Maxwell's differential equation (He et al. 2021), the calculation formula for the magnetic force of the PPMB chuck can be deduced:
where B is the magnetic flux density, A is the cross-sectional areas of target plate, and Φ is the magnetic flux in the gap.
It can be seen from Eq. (1) that the magnetic force F is jointly determined by A and B. Therefore, the magnetic flux density of AlNiCo is the only variable regulating the magnetic force without changing the structure size. It can be inferred that the magnetic force of the PPM chuck can be quantified by changing the current parameter in the excitation coil.
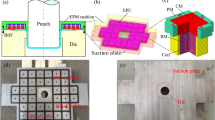
Taking the above content into consideration, the finalized PPM cushion with eight pole cores for deep drawing equipment is shown in Fig. 6. For clarity, the resin has not been filled. Correspondingly, the deep drawing experimental device with PPM cushion is shown in Fig. 7.

PPM cushion including eight pole cores

Deep drawing experiment device
Combined with Fig. 7 to introduce the drawing process using this system:
Drawing/M state: At the beginning of the drawing, the PPM cushion and the punch down move with the driving top block. When the cushion is in contact with the metal sheet to be formed, an instantaneous current is input to switch the cushion to the M state. The metal plate is pressed by the BHF generated between the chuck and the target plate. The value of BHF can be adjusted by changing the current. Then, the sheet is drawn by the punch that moves gradually downwards. During this process, the current lasts only 20 ms.
Return/N state: After the part is deep drawn, the punch is returned upward, and the drawn part is gradually separated from the punch. When the cushion returns to the zero position, the reverse pulse is inputted to adjust the chuck to the N state. The PPM cushion then stops at zero position without the magnetic force, and the punch and top block continue to move upward. During this process, the current lasts only 20 ms too.
3.2 Experimental Verification of Magnetic Force
The magnetic force produced by the PPM chuck including eight pole cores was further tested using tensile equipment. First, the chuck needs to be magnetized after fixing the target plate and the chuck. They were then clamped to the test equipment, pulled apart and the change in tension with the gap was recorded. The magnitude of the pulling force is the value of the magnetic force. In addition, the magnetic force value at different current levels was measured by changing the magnitude of the excitation current. The experimental setup is shown in Fig. 8, and the test result of pulling force is shown in Fig. 9.

M and N states of PPM cushion

Test result of pulling force
It can be seen from Fig. 8 that the change trend of the magnetic force under different current values is the same. At the beginning of the experiment, the pulling force applied by the experiment was gradually increased, which gradually pulled the PPM chuck and target plate apart. That was, the air gap between them increased. However, due to the large magnetic resistance of air, an excessively large air gap will greatly suppress the derived magnetic field between the PPM chuck and target plate. Therefore, the tensile/magnetic force between them decreased extremely when the width of the air gap exceeded a certain threshold. Of course, different current strengths had different thresholds.
Extracting the maximum pulling force obtained at each current intensity, the plotted curve is shown in Fig. 10. It can be found that the magnitude of the maximum magnetic force increases almost linearly with the continuous increase of the current in the range of 10–40 A. The test results show that the maximum magnetic force is greater than 32,000 N, which can meet the requirements of blank holding. Based on this characteristic, the purpose of adjusting the BHF provided by the PPM system can be achieved by controlling the magnetizing current intensity of the magnetic cushion.

maximum pulling force varies with current intensity
In addition, the comparison between the numerical simulation (FEA model shown in Fig. 11) and the magnetic experimental results is also shown in Fig. 10. The analytical results are not much different from the experimental results at each current intensity. Based on experiments and simulations, the law of the magnetic force changing with the excitation current is obtained. It provides a reference for quantitative control of the magnetic force of the PPMB system and the BHF.

FEA model of magnetic field analysis
4 Forming Evaluation
4.1 Forming Simulation
For evaluating the effectiveness of the blank holder, the deep drawing simulations of H68 copper sheets with good plasticity and higher strength are performed using DYNAFORM software. The Hollomon power-hardening rule was set to the relationship between stress and strain. The Hollomon command and the Barlat-Lian 89 were used as hardening rules and yield criterion in the simulation, respectively (Kuo et al. 2022). The forming tools, such as the blank holder, the die, and the punch were meshed by the rigid shell element. The Belytschko-Lin-Tsay is a shell element based on the same local coordinate system, which is fast to calculate and is usually the most stable and effective for large deformation problems. So, the metal sheet was meshed using the Belytschko-Lin-Tsay element. As shown in Fig. 12, Considering the mesh sensitivity, the inner grid of the metal sheet is set to 4 × 4 mm, and the outer edge is selected to be 1 × 1 mm. The friction type is set as the contact one-way surface-to-surface mode. The friction coefficients between punch and sheet, between die and sheet, and between the sheet and blank holder are all 0.12. The FEA model is shown in Fig. 12. The parameters of the forming tools are shown in Table 1. The chemical composition and mechanical properties of metal sheet obtained by the uniaxial tensile testing are shown in Table 2. The speed of the punch was set to 5000 mm/s, the drawing stroke was 25 mm, and the BHF was set to 5014 N, 16,717 N, and 27,539 N, respectively.

FEA model of deep drawing
Figure 13a shows the simulated thickness results for drawn cup when BHF was 5014 N. It can be seen that the wrinkles were evident on the flange. Since the BHF was too small, the flow of metal in the flange area cannot be effectively suppressed. As a result, the flange area was unstable and wrinkled.

Thickness of drawn cup
Next, the BHF was increased to 16,717 N, and the simulated results are shown in Fig. 13b. It can be seen that the forming effect of the metal sheet was relatively flat, and there was no obvious deep drawing defect. This indicates that the BHF was large enough to suppress wrinkling and allowed reasonable flow of the metal material.
For research purposes, to further increased BHF to 27,539 N, as shown in Fig. 13c. At this time, cracking occurred near the fillet area at the bottom of the workpiece due to the radial tensile stress exceeding the tensile strength of the material. That is, the excessive BHF restricted the reasonable flow of the metal material during deep drawing. For comparison, the simulated drawn cups are shown in Fig. 15 along with the experimental results.
4.2 Experimental Verification
A set of experiments was performed on the device shown in Fig. 14, which included the PPM cushion shown in Fig. 7. The parameters of the H1F80 servo press as the power source are shown in Table 3. To validate the actual effect of the PPMB technique, all the parameters chosen are the same as those used in FEA.

Experimental setup
Firstly, the top components moved down with the slide. The PPM cushion was magnetized when the die touched the metal sheet. In this way, the metal sheet was pressed tightly while the BHF was large enough. Then, the current was removed. As the slide continues to move down, the metal was gradually drawn. Secondly, when the forming process was over, the top component started to return. The PPM cushion and the forming cup returned together with the top component. In this process, a reverse transient pulse was applied to unload the magnetic force and the resulting BHF. Then, the PPM cushion returned to its origin, and the forming cup was automatically stripped from the punch.
The drawn cups at different levels of BHF are shown in Fig. 15a, b, and c respectively. The forming effect of different positions of the cups can be judged based on the color of the ruler. For example, red is for cracking, while purple is for wrinkling. As shown in Fig. 15a, when the excitation current is set to 15 A, the flange has severe wrinkles due to insufficient BHF. When the current was increased to 25 A, a perfect workpiece without wrinkles and cracks was obtained, as shown in Fig. 15b, which was sufficient to prevent wrinkling. Further, fracture occurred when the current continued to increase to 35A, as shown in Fig. 15c It can be seen that the maximum magnetic BHF provided by the PPM cushion is much greater than that required for by the chosen sheet. Also, it can be seen that the simulation results are in good agreement with the experiments.

Drawn cups with different current levels: a 15 A, b 25 A, c 35 A
5 Discussion
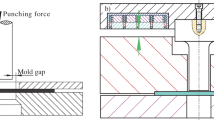
Besides the easy control of BHF, the biggest advantage of the developed PPMB system is energy saving. Relative to the conventional method shown in Fig. 16a, the schematic diagram using the PPMB technique is shown in Fig. 16b.

Deep drawing with different techniques
Figure 15a shows the schematic diagram of the conventional blank holder method of applying BHF using the blank holder reaction force F3. The sum of reaction force F3 and forming force F2 should be exactly equal to the press force F1when in a critical equilibrium state. In this case, the application process of BHF is mostly not completed by an independent system, and its power comes from the press. Most of the work done by the BHF is converted into the elastic potential energy of the elastic element or the kinetic energy of the fluid, resulting in a large energy loss. In contrast, the BHF applied by the PPM cushion is an internal force of the system and thus no energy is expended to maintain F2. In addition, the tonnage of the press using the PPMB technique is much smaller.
To verify the energy saving effect of the PPMB technique, the energy consumption of different blank holder techniques was compared. H68 copper sheets with different thicknesses and diameters of 94 mm were used to analyze the energy consumption of different methods. Figure 17 shows the results for a punch stroke of 25 mm.

Comparison of energy consumption
As can be seen from Fig. 17 that no matter which method was used, the energy consumption of the blank holder increases as the thickness of the copper sheet decreases. This is because when the thickness of the sheet is very thin, the reduced resistance to instability of the sheet leads to an increased tendency to wrinkle during the forming process. Therefore, it is necessary to increase the BHF to suppress the wrinkling of the sheet, which will cause an increase in the energy consumption of the blank holder.
In addition, the energy consumption of the conventional method and the electromagnetic blank holder method is greater than that of the PPMB technique at any thickness of the copper sheet. It can be foreseeable that as the drawing height increases, the energy-saving using the PPMB technique will be more significant.
Actually, compared with conventional methods, PPM technology has many advantages. Since the BHF are forced by permanent magnet rather than electromagnet, the energy expenditure is very low during the forming process. Even when BHF is constant, no energy is dissipated for maintaining the BHF. It is also because the current is only needed when M state and N state are transformed into each other, which greatly improves the reliability and safety, and does not lose magnetism. Also, the overheating problem doesn't exist anymore. Furthermore, PPR can be very compatible with the existing press, it will be very helpful to retrofit the existing production line.
6 Conclusions
In this study, the pulsed-electromagnetic permanent magnet blank holder (PPMB) technique was proposed to investigate the circular deep drawing process of copper sheets. The following conclusions of this study can be summarized as follows:
-
1.
Based on the working principle of pole cores, the PPM chuck including eight pole cores was designed. With a static field analysis, the M state and N state was successfully simulated. And after a transient thermal analysis of 10,800 s, the maximum temperature of the PPM chuck is less than 60 ℃. There was no overheating during the continuous deep drawing process.
-
2.
The developed PPM cushion with M state was tested using the tensile equipment, which showed a superior result to the analytical model. When the magnetizing current strengths were 10, 15, 20, 25, 30, 35, and 40 A, respectively, the maximum magnetic attraction forces that PPM cushion can provide were about 0.46, 4.94, 10.35, 16.79, 20.46, 27.65 and 32.7 kN, respectively.
-
3.
The H68 copper sheet with a diameter of 94 mm and thickness of 0.8 mm was used in Forming simulation and experiment, respectively. When the BHF of 5014, 16,717, and 27,539 N were applied, respectively, the states of drawn cups were wrinkled, perfect and cracked.
-
4.
The energy consumption of the electromagnetic technique, PPMB system and conventional blank holder method are compared and analyzed, and the results show that the electromagnetic blank holder consumes the most energy, the conventional method is the second, and the PPMB system is the most energy-efficient. And with the increase of the deep drawing stroke, the energy-saving effect is more obvious.
References
Cao QL, Han XT, Lai ZP et al (2015) Analysis and reduction of coil temperature rise in electro-magnetic forming. J Mater Process Technol 225:185–194. https://doi.org/10.1016/j.jmatprotec.2015.02.006
El Mrabti I, Touache A, El Hakimi A, Chamat A (2021) Springback optimization of deep drawing process based on FEM-ANN-PSO strategy. Struct Multidiscip Optim 64(1):321–333. https://doi.org/10.1007/s00158-021-02861-y
Gunnarsson L, Asnafi N, Schedin E (1998) In-Process Control of Blank Holder Force in Axi-Symmetric Deep Drawing with Degressive Gas 73(1–3):89–96. https://doi.org/10.1016/S0924-0136(97)00217-3
Hardt DE, Lee CGY (1986) Real-time control of sheet stability during stamping. In: Proceedings of the 13th North American manufacturing research conference. Society of Manufacturing Engineers, Dearborn, pp 315–322
Hassan MA, Takakura N, Yamaguchi K (2003) Friction aided deep drawing using newly developed blank-holder divided into eight segments. Int J Mach Tools Manuf 43(6):637–646. https://doi.org/10.1016/S0890-6955(02)00042-1
He P, Zhou L, Wu P, Huang M (2021) Experimental determination of the Hosford yield function exponential parameter for metal plates. J Brazilian Soc Mech Sci Eng. 43(5):1–11. https://doi.org/10.1007/s40430-021-02949-y
Huang Y, Lai Z, Cao Q et al (2019) Controllable pulsed electromagnetic blank holder method for electromagnetic sheet metal forming. Int J Adv Manuf Technol 03(9–12):4507–4517. https://doi.org/10.1007/s00170-019-03922-9
Hyrcza-Michalska M (2017) Research on liquid forming process of nickel superalloys thin sheet metals. Arch Metall Mater 62(4):2355–2358. https://doi.org/10.1515/amm-2017-0346
Kuo CC, Liu KW, Li TC, Wu DY, Lin BT (2022) Numerical simulation and optimization of fine-blanking process for copper alloy sheet. Int J Adv Manuf Technol 119(1–2):1283–1300. https://doi.org/10.1007/s00170-021-08225-6
Lai ZP, Cao QL, Han XT et al (2016) Design, implementation, and testing of a pulsed electromagnetic blank holder system. IEEE Trans Appl Supercond 26(4):1–5. https://doi.org/10.1109/TASC.2016.2526028
Lee CK, Lee M, Yun JW (2021) A study of the domed drawing displacement characteristics of a high-tension steel plate (SGAFC980). J Brazilian Soc Mech Sci Eng 43(11):1–14. https://doi.org/10.1007/s40430-021-03221-z
Li H, Wang Q, He F, Zheng Y, Sun Y (2019) Design, numerical simulation, and experimental validation of a novel electromagnetic blank holding system for conventional drawing process. Int J Adv Manuf Technol 102(5–8):2183–2193. https://doi.org/10.1007/s00170-018-03225-5
Merkani MS, Parvizi A (2022) Optimization of deep drawing products by adding effect of texture pattern in draw bead design. J Brazilian Soc Mech Sci Eng 44(1):1–16. https://doi.org/10.1007/s40430-021-03340-7
Mirza HA, Lang L, Tabasum MN, Meng Z, Alexandrov S, Jiang J (2022) An investigation into the forming of fiber metal laminates with different thickness metal skins using hydromechanical deep drawing. Appl Compos Mater. https://doi.org/10.1007/s10443-022-10024-5
Mu YY, Li F, Li C, Zang YQ, Xu J (2021) Mechanism of pre-deformation effect on sheet deep-drawing forming under magnetic field condition using a magnetorheological fluid (MRF) medium. Int J Adv Manuf Technol 116(3–4):863–875. https://doi.org/10.1007/s00170-021-07481-w
Nakamura K, Nakagawa T (1984) Hydraulic contour-pressure deep drawing assisted by radial pressure. In: Proceedings of the first ICTP conference on advanced technology of plasticity, Tokyo, vol 2, pp 775–781
Oberlander K (1982) The hydromechanical deep drawing of sheet metals. II. Blech Rohre Profile 4:161–164
Önder IE, Tekkaya AE (2005) Comparison of conventional deep drawing, hydromechanical deep-drawing and high pressure sheet metal forming by numerical experiments. AIP Conf Proc 778:563–568. https://doi.org/10.1063/1.2011281
Park GY, Kwak HS, Jang HS, Kim C (2022) Deep drawing process using a tractrix die for manufacturing liners for a CNG high-pressure vessel (type II). Chin J Mech Eng. https://doi.org/10.1186/s10033-022-00681-9
Qin S, Cheng X, Zhang H, Lu T, Gu T, Meng L (2020a) Analyses of thermal field and coupled magnetic-mechanical field in electro-permanent magnet blank holder technique. Int J Adv Manuf Technol 110(1–2):499–510. https://doi.org/10.1007/s00170-020-05891-w
Qin S, Zhang H, Mao Y et al (2020b) Electropermanent magnet blank holder technique in sheet metal deep drawing. Int J Adv Manuf Technol 106(11–12):5497–5507. https://doi.org/10.1007/s00170-020-05001-w
Seo YR (2008) Electromagnetic blank restrainer in sheet metal forming processes. Int J Mech Sci 50(4):743–751. https://doi.org/10.1016/j.ijmecsci.2007.11.008
Siegert K, Doege E (1993) CNC hydraulic multipoint blankholder system for sheet metal forming presses. Cirpann ManufTechnol 42(1):319–322. https://doi.org/10.1016/S0007-8506(07)62452-4
Thiruvarudchelvan S, Tan MJ (2007) Fluid-pressure-assisted deep drawing. J Mater Process Technol 192–193:8–12. https://doi.org/10.1016/j.jmatprotec.2007.04.036
Zhang HS, Qin SJ (2022) A novel process of deep drawing based on electro-permanent magnet combined segmental blank holder technique. Int J Adv Manuf Technol 118(11–12):3883–3896. https://doi.org/10.1007/s00170-021-07920-8
Funding
The authors are pleased to acknowledge the financial support of National Natural Science Foundation of China (No. 51675466), and the Natural Science Foundation of Hebei Province of China (No. E2021203043). The work is also supported by the Science and Technology Research and Development Program of Qinhuangdao city (No. 202004A005).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, H., Li, C., Qin, S. et al. A Forming Strategy of Copper Parts with Permanent Magnet Holding System. Iran J Sci Technol Trans Mech Eng 47, 717–727 (2023). https://doi.org/10.1007/s40997-022-00540-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40997-022-00540-x