
Abstract
The recent globalisation trend and infrastructure development have resulted in large-scale constructions leading to the generation of huge amounts of waste. The resource materials and the construction waste, if judiciously used, can be a step forward in sustainable development. Glass waste is one such product generated all over the world that can prove to be a feasible and environment-friendly solution by incorporating it into concrete. The current study aims to establish an optimum replacement quantity for fine aggregates with waste Glass Powder (WGP). The slag replaced fine aggregates by volume at 5, 10 and 15% to prepare WGP-concrete. Concrete samples cured for 28 days’ strength were initially heated to temperatures of 300 °C, 500 °C, and 800 °C at the rate of 10 °C/min. The heated WGP-concrete specimens are air-cooled to ambient temperature and tested for their residual compressive strength. Subsequently, the samples are tested to evaluate the apparent change in weight, dynamic elasticity modulus, compressive strength, split-tensile strength, flexural strength and relevant non-destructive test parameters. Scanning Electron Microscope imaging for both control and heat-treated specimens was conducted to study their microstructure. The results indicate an increase in compressive strength, flexural strength and split tensile strength initially up to 300 °C. However, these properties tend to decrease at higher temperatures. Heating up to 600 °C leads to minor changes in the compressive strength values for the control mix, and 5% and 10% WGP-replaced concrete; however, a strength drop of 29% is obtained for 15% WGP-replaced concrete. Thus, the use of the appropriate amount of WGP in concrete considering high-temperature effects can help in the sustainable construction of Reinforced Concrete structures.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Concrete and supplementary cementitious materials have become suitable building materials that have changed and revolutionised the construction industry. Concrete is a widely used construction material for various structures due to its structural stability and strength. Recently, the study of damage in reinforced concrete structures due to fire hazards has gained importance as a major area of study. The degradation in the compressive strength of concrete has been studied for a long time (Malhotra 1956; Abrams 1971; Khoury 1992; Phan 1996; Peng 2000; Phan and Carino 2002; Poon et al. 2004; Ghandehari et al. 2010; Demirel and Kelestemur 2010; Martins et al 2016; Babalola et al. 2021). In terms of structural performance, in the event of a fire outbreak, concrete structures usually perform well due to their low thermal conductivity. At elevated temperatures, the loss of compressive strength of concrete depends on many internal and external factors, such as properties of the constituents of concrete, grade of concrete, aggregate types (Abrams 1971; Phan 1996), and mineral admixtures (Poon et al. 2004; Ghandehari et al. 2010; Demirel and Kelestemur 2010; Martins et al 2016; Babalola et al. 2021). Aggregate occupies a significant fraction of concrete composing approximately 65–75% of the total volume of concrete (Sudarshan and Vyas 2019). Usually, normal-weight siliceous and carbonate aggregates are used for large concreting work. This type of aggregate can have a significant influence on the mechanical properties of concrete at elevated temperatures (Malhotra 1956; Abrams 1971; Phan and Carino 2002; Felicetti and Gambarova 1998; Tufail et al. 2017; Pancar and Akpınar 2016). The dominant effect of elevated temperatures can be seen in the physical and chemical changes that occur in aggregates due to the different mineral compositions (Abdelmelek et al. 2021). Experimental results (Phan 1996; Hertz 2005; Arioz 2009; Fletcher et al. 2007) show that the concrete specimens made of siliceous aggregate had more strength loss than carbonate aggregates. On the contrary, a few studies show that concrete made of carbonate aggregate provides higher fire resistance and better spalling resistance than siliceous aggregates (Felicetti and Gambarova 1998; Fletcher et al. 2007; Kodur and Dwaikat 2008). Nonetheless, mineral admixtures, such as fly ash, blast furnace slag, and silica fume are gaining importance for use in the concrete mix to achieve high-temperature resistance (Jani and Hogland 2014; Manjunatha et al. 2021, 2022, 2023).
Glass is used in many forms in day-to-day life through manufactured products, such as sheet glass, bottles, glassware, vacuum tubing, etc. constituting about 2% of total manufactured product waste that is usually disposed of in landfills. However, glass is non-biodegradable, and hence, landfills are not an environment-friendly solution. One of the most significant contributions of glass as a raw material is in the construction industry to produce concrete. Waste glass can be used in concrete as a component raw material that may potentially help to create a green environment and maintain a sustainable construction industry. Attempts have been made in the past (Jani and Hogland 2014; Mostofinejad et al. 2020; Habibur Rahman Sobuz et al 2022; Liu et al. 2022; Zeybek et al. 2022; Çelik et al. 2022; Çelik et al. 2023; Özkılıç et al. 2023; Nandipati et al. 2023) to study the application of waste glass powder (WGP) as an alternative to aggregates. Because of the decreased porosity and non-hydrophilic character of WGP, concrete produced by substituting natural aggregates with WGP offers superior workability and permeability than ordinary concrete (Chen et al. 2011). However, a reduction in strength is observed because of the weaker bond between smooth powdered glass surfaces and cement hydration products (Park et al. 2004; Al-Sibahy and Edwards 2012). Studies showed that compressive and flexural strength values decrease with increasing WGP. Significantly, the compressive strength dropped by 49% for the 60% replacement of WGP by volume. Similar observations were reported in other past works (Kim et al. 2018; Wang et al. 2014) as well. Another investigation (Arivalagan and Sethuraman 2021) found that the compressive strength and split-tensile strength, as well as the flexural strength of the specimen, can be raised by 20% when WGP is used as a fine aggregate (FA) substitute in the concrete mix. It is observed that the particle size of WGP has a significant influence on the mechanical properties of concrete. Overall, WGP seems to be a feasible option to replace natural aggregates in the concrete mix, but the effectiveness of its replacement with aggregates is strongly influenced by the aggregate type, replacement, and particle size.
Most of the current studies on the use of WG for the replacement of natural aggregates are focused characterisation of WG-concrete at room temperature, however, reports on its mechanical properties and performance when subjected to elevated temperatures are vague. Glass is a non-crystalline siliceous material, that has high-temperature withstanding qualities and may be used as an alternative for aggregate. Currently, most investigations have focused on the mechanical behaviour of cement mortar with WGP exposed to elevated temperatures (Flores-Ales et al. 2020; Li et al. 2019, 2022; Guo et al. 2021), however, very few findings exist on the performance of concrete containing WGP at elevated temperatures. Olofinnade et al. (2016) studied the impact of elevated temperature on concrete mix modified with waste glass powder, with WGP being added as cement replacement at various percentages. It was observed that with increasing temperature, all the concrete mixes showed a decrease in compressive strength. A few findings focussed on the use of molten glass as a binding medium to repair damage inside the concrete matrix (Yang et al. 2019; Guo et al. 2015) and found a significant reduction in fractures and voids in the concrete. Moreover, Ling et al. (2012) demonstrated that adding WGP enhanced concrete’s water porosity and adsorption rate after exposure to high temperatures, hence successfully improving concrete durability. Terro (2006) reported that concrete with 10% WGP replacement has excellent fresh and hardened properties compared to standard concrete.
Waste glass powder (WGP) has emerged as a promising material for enhancing the performance of concrete exposed to high-temperature, offering outstanding strengthening qualities even in extreme thermal environments. The present study addresses the urgent need for comprehensive research in characterisation of concrete mixes containing WGP at high-temperature; considering their significant implications for the environment, and technical advancement. To achieve the objectives, concrete specimens were cast and cured for 28 days and subjected to elevated temperatures at 300 °C, 600 °C, and 800 °C. Compressive strengths, flexural and split tensile strengths are measured post-heat exposure, supplemented by non-destructive tests. Additionally, scanning electron microscopy (SEM) was employed to analyse the microstructures of the specimens. Thus, the present research substantially contributes towards the potential use of WGP-concrete for sustainable and resilient construction, specifically in elevated-temperature environments, paving the way for innovative solutions in the field of civil engineering.
2 Experimental Program
The present study describes an experimental program to investigate the performance of waste glass powder (WGP) mixed concrete subjected to elevated temperatures (800 °C) to judge its residual compressive strength and the heat degradation impact. The details of the mix and the heating regime are discussed next.
2.1 Material Properties and Concrete Mix Proportion
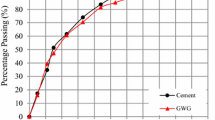
Four concrete mixes were prepared using Ordinary Portland cement (OPC)—53 grade conforming to IS:269 (2015). The physical and chemical parameters investigated for the cement are shown in Table 1 and Table 2, respectively. Waste glass powder (WGP) used in the experiment was procured from Vishal Enterprises (Najafgarh, New Delhi). The chemical properties of the OPC-53 and WGP are presented in Table 2. The fine aggregate (FA) used in the present study was locally available river sand with a fineness modulus of 2.38 and was passed through a sieve of 4.75 mm and washed to remove dust particles. Particle size distribution of the FA and WGP are as shown in Fig. 1. The coarse aggregate (CA) was crushed stone aggregate with a maximum nominal size of 12.5 mm. The coarse aggregates were washed to remove dust and dirt and were dried to surface dry condition and physical tests were carried out as per IS 2386 (1963) provisions, presented in Table 3.

Particle size distribution of the Fine Aggregate (FA) and the Waste Glass Powder (WGP) used in the present study
Normal strength concrete mix of grade M30 was designed and proportioned based on guidelines laid down in IS:10262 (2019) to prepare the test specimens. Further, concrete mixes were prepared by replacing the fine aggregate with waste glass powder (WGP) by volume at 5, 10 and 15%. Existing research suggests that significant changes in concrete properties occur within this range of WGP replacement levels. Studies have shown optimal performance or turning points at these specific percentages (Habibur Rahman Sobuz et al 2022; Liu et al. 2022; Mostofinejad et al. 2020). The details of the designed mix and their designations are given in Table 4 and Table 5 for control and heated specimens at 300 °C, 600 °C, and 800 °C.
2.2 Mixing, Casting and Curing of Specimens
Initially, the fine aggregates and cement were mixed thoroughly to get a uniform mix in its dry state. Later, the coarse aggregates were added to the dry mix and thoroughly mixed in the dry condition itself in a tilting-type rotary drum mixer for about one minute. Waste Glass Powder is added in proportions as shown in Table 4. About 50% of the total water was then added slowly to get a uniform mix, after which the remaining water was added and mixed for about one minute. A detailed step-wise pictorial flowchart for the experimental program conducted is shown in Fig. 2. The specimens were cast in three layers in steel moulds (cubes, cylinders and prisms as detailed in Fig. 2), and compacted on a vibrating table with a speed range of 1200 ± 400 revolutions per minute and an amplitude range of 0.055 mm. After 24 h, the casted specimens were de-moulded, and immersed in a water tank at 27 °C for 28 days curing. The cured specimens were kept in the lab atmosphere for another 28 days. The concrete specimens were then exposed to different heating and cooling regimes in a high-temperature muffle furnace, ranging from room temperature to 300 °C, 600 °C and 800 °C. The cured and heat treated specimens are then used for different non-destructive testing and mechanical tests to evaluate the properties of the WGP-concrete mixes.

Step-wise flowchart of the experimental program for the WGP-concrete
2.3 Sample Treatment with Elevated Temperatures
An electric furnace having outer dimensions 192 cm wide × 105 cm deep × 96 cm high, capable of attaining a maximum temperature of 1200 °C (Fig. 2) was employed for exposing the samples to different chosen heating and cooling regimes. Thermocouples were used to measure the temperature within the high-temperature muffle furnace. The thermocouples were installed at one location i.e., at the surface, of the specimen to monitor the temperature at the surface of the specimen based on the heating and cooling regime as shown in Fig. 2. Three variations of high temperatures were used, i.e., 300 °C, 600 °C and 800 °C. Maximum temperatures are typically obtained during fires in the 1000 °C to 1200 °C range. However, such high temperatures only happen momentarily at the surface of the structural components. 800 °C was a realistic maximum goal temperature for the study. Due to the lack of discernible impacts on the residual characteristics of heated concrete below this temperature (Mohamedbhai 1986; Zaidi et al. 2012; Roy et al. 2016), the lower limit of the maximum exposure temperature was set at 300 °C. The heating rate was set at 10 °C /min., which is realistic for structures exposed to fire (Roy et al. 2016; Wu et al. 2002; Peng et al. 2006). The target temperature was maintained and the thermal steady state condition was achieved (Fig. 2). The furnace was turned off once specimens had been exposed to the target temperatures for the predetermined amount of time, and the samples were allowed to cool naturally to room temperature. Although the cooling pace was uncontrolled, thermocouples were used to measure the furnace’s temperature drop during the cooling period.
2.4 Testing Procedure
After 28 days of water curing, ultrasonic pulse velocity (UPV), rebound hammer, mass loss, and compressive strength tests were performed on the 150 mm concrete cubes. The compressive strength tests were conducted in a compression testing machine with a maximum load capacity of 5000 kN tested at a load rate of 5 kN/sec. The UPV test was performed in compliance with IS 13311, Part-1 (1992). The rebound hammer test was performed using the Schmidt rebound hammer (PROCEQ). Before exposing the samples to any heating phase at elevated temperatures, the original weight of the samples (m0) was recorded using a high precision weighing balance followed by the non-destructive tests (NDT) based on rebound number conforming to IS 13311, Part 2 (1992). Mass loss is measured as the difference in the weight of each specimen before (m0) and after (m1) exposure to elevated temperatures. Figure 3 shows the test setup for the different tests carried out.

a Compression testing machine (CTM) set up b Typical concrete cube under compression in CTM, c Four-point bending test set-up, d Test set-up for SEM, e Sample preparation for SEM, f Split tensile strength test for cylinder specimen
Four-point bending test is performed for flexural strength on 500 × 100 × 100 mm prisms after 28 days of curing as per IS 516 (2021). The prisms were tested in a flexure testing machine of 50 kN capacity at a constant loading rate of 0.1 kN/sec. Split tensile strength tests were carried out on cylindrical specimens of 150 mm diameter and 300 mm height as defined by IS 5816 (1999). Three specimens each of 28-days cured and further heat-exposed were tested under compression testing machine at a constant load rate of 5 kN/sec continuously until failure of the specimen. Scanning Electron Microscopy (SEM) techniques were used to examine the microstructure of the concrete specimens with and without waste glass powder. The microstructure reveals the composition (natural sand, C–S–H gel, calcium hydroxide, cement and WGP) and morphology of the concrete at different magnifications. To increase the signal of the image, coating of gold–palladium has been done on the samples which can prevent the electron deposition on the surface that hampers the SEM imaging process.
3 Test Results and Discussion
The experiments were performed in four separate series with each series consisting of different percentage replacement of fine aggregates with waste glass powder (WGP) and elevated temperatures, but had the same water-to-binder ratio and coarse aggregate.
3.1 Observations After Heating
When heated to 300 °C, the concrete sample’ surfaces exhibited no noticeable cracking. When the temperature reached 600 °C, the concrete began to crack, although only a few hairline cracks were visible. At 800 °C, the number of fractures became more noticeable, and the surface of the specimens developed map-like hairline cracks. Figure 4 illustrates a typical control concrete specimen at room temperature (~ 27 °C) and after heat treatment at 300 °C, 600 °C, and 800 °C. Figure 4 shows concrete specimens’ average mass loss values at varying temperatures.

Mass loss at elevated temperatures for the WGP-concrete at different FA replacements by WGP
The mass loss of the specimens tested at room temperature is zero for comparison. As expected, the results show that the mass loss of concrete increases with increased exposure temperature. However, the relationship between the mass loss of concrete and exposure temperature is nonlinear. At temperatures above 300 °C, the WGP—concrete showed higher mass losses as compared to the strength of the control concrete specimen.
Based on the test results, the variation of the overall mass loss through the evaporation process of concrete specimens can be divided into three stages. Firstly, when concrete was exposed to temperatures ranging from ambient to 300 °C, the moisture loss increased rapidly because of the evaporation of free, capillary, and chemically bound water. During the exposure temperatures between 300 °C and 600 °C, the mass loss rate decreased relatively and at this stage, it is believed that only a small amount of the remaining gel water evaporated from the gel pores. With the increase of temperature above 600 °C, the rate of mass loss again became rapid. During the third stage, several changes are expected to occur in the concrete microstructure and this could also be the consequence of the decomposition of hardened cement paste and aggregates, the release of CO2 and the sloughing-off of the surface of the concrete.
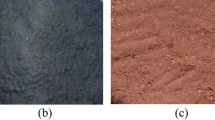
Figure 5 shows the surface changes on a typical concrete cube when exposed to high temperatures. Initially, the concrete cube surface was grey colour at room temperature (27 °C). When the cube sample was heated to 300 °C, the surface appeared slightly yellowish. Though the colour had changed, no cracks were observed at this temperature. On heating above 300 °C, the colour of concrete changes from normal to pink (300–600 °C) to whitish grey (600–800 °C). Subsequently, the colour of specimens changed to ash-white when exposed to 800 °C. The grey colour of the concrete changed to light yellow (buff colour) at around 800 °C due to loss of water and chemical decomposition (Arivalagan and Sethuraman 2021). Moreover, at 600 °C, the concrete surface had few hairline cracks that could be easily observed, followed by extreme surface cracking at 800 °C. Similar conditions were observed for the casted beam specimens under high-temperature conditions (Fig. 6).

Typical concrete cube surface observation for visible cracks—a 27 °C, b 300 °C, c 600 °C, and d 800 °C

Surface condition of typical beam samples at—a 600 °C and b 800 °C
3.2 Rebound Hammer Test
A Rebound hammer test was performed on the concrete specimens after the heating process was completed to indicate the concrete’s compressive strength. Surface hardness is assessed using a rebound hammer and is expressed on a graded scale in terms of rebound number (R), which then shows the expected strength of the specimen by a graph showing the relationship between rebound number (R) and concrete strength (in N/mm2). Figure 7a shows the compressive strength values as obtained from the rebound hammer test for all the concrete mix with increasing temperature. In general, the strength of all the different concrete mixes reduces after the temperature exposure. Under room temperature conditions, WGP10M and WGP15M had higher strength than WGPCM and WGP5M. As the temperature is increased, the surface hardness decreases, leading to a decrement in the residual compressive strength.

a Residual compressive strength of different concrete mix at elevated temperatures, b Percentage difference in compressive strength of heated specimens (300 °C, 600 °C, and 800 °C) compared to concrete strength at control temperature using rebound hammer test
The WGP5M exposed to 300 °C and 600 °C had the highest strength compared to the other mixes. The specimens exposed to 600 °C show a significant drop in residual strength, where WGP5M and WGP10M lead the other two mixes. All the concrete mix (WGPCM, WGP5M, WGP10M and WGP15M) show an increase in strength when heated except at 800 °C, where a minor decrease of 2% was observed in Fig. 7b. A significant drop in strength with temperature was observed at 800 °C, where the WGP15M lost more than 66% strength compared to its strength at room temperature (27 °C).
3.3 Ultrasonic Pulse Velocity Test Results
Ultrasonic pulse velocity (UPV) testing was conducted on each group of specimens before and after heating. The transmitting and receiving transducers were placed on the opposite faces of the concrete cubes, and the transducers were pressed firmly against the cube’s surfaces until an unchanging reading was observed. The distance between the transducers was divided by the transit time to obtain the pulse velocity through the concrete. Two readings were taken in each cube and recorded. The ultrasonic pulse velocity (UPV) test results for all the specimens are shown in Fig. 8a. UPV tests reveal that up to 300 °C, the residual unstressed strength reduced rather gradually, whereas, above 300 °C, it dropped sharply, with more than 50% decrease in the UPV values (Fig. 8b). This is because above 500 °C, the calcium silicates decompose into quick lime and silica (Zaidi et al. 2012). This process is irreversible and there is a progressive loss of strength.

a Ultrasonic pulse velocity (UPV) values of different concrete mixes with increasing temperature, b Percentage difference in UPV values of heated specimens (300 °C, 600 °C, and 800 °C) compared to UPV values at control temperature
3.4 Compressive Strength Test Results
After the specimens were completely cooled down, compression strength tests on the specimens were performed as per IS 516 (2021), as shown in Fig. 9a. The obtained results demonstrate that the fine aggregate replacement content of glass powder in concrete has a considerable impact on the concrete’s compressive strength when subjected to high temperatures. This is due to the concrete’s enhanced mechanical strength after the glass powder was added as a pozzolan. As the amount of waste glass powder (WGP) content increases, the concrete samples exhibit a lower compressive strength at higher heating temperatures, as reported by previous studies. This can be attributed to the concrete samples’ significantly slower compressive strength development even at ambient temperature. Again, changes in the physical colour of the hardened concrete were observed as the temperature increased.

Results for the different mix—a Compressive strength test results with increasing temperature; b Percentage difference in compressive strength values of heated specimens (300 °C, 600 °C, and 800 °C) compared to concrete strength at control temperature; c relation of mass loss (%) with concrete compressive strength; d Comparison of concrete compressive strengths obtained from Rebound Hammer test and compressive strength test
As obtained previously (Fig. 7) from the rebound hammer test, Fig. 9b also shows that the initial heating (300 °C) has a positive impact on the compressive strength values of all the concrete mix. Heating up to 600 °C leads to a minor change in the strength values for WGPCM, WGP5M and WGP10M; however, a strength drop of 29% is obtained for WGP15M. This is in line with the results obtained from the rebound hammer test. In addition, Fig. 9d shows the relative ratio of the strength obtained from the compressive strength test and the rebound hammer tests are nearly equal to 1, representing a good match of the results, except for the highest replacement (WGP15M) exposed to the highest temperature (800 °C). A comparison of the residual compressive strength with the mass loss reveals that for all the WGP-concrete mix a similar decreasing trend in the strength is followed due to an increase in mass loss, which, in turn, is due to the increasing heat exposure of the specimens.
Table 6 shows the compressive strength values along with the coefficient of variation of the samples. The results reveal that normal concrete mixed with glass powder at a replacement rate of 5–10% exhibits much higher residual strength at higher temperatures than the control mix. However, due to the pozzolanic activity of the glass powder and the development of microcracks in the concrete, a considerable loss of strength can be seen with a larger level of replacement (i.e., 15%). Due to the breakdown of the C–S–H gel and the enlargement of the macro-cracks, the concrete’s loss of strength significantly accelerated when the temperature reached 600 °C.
The obtained results clearly show that the glass powder material content in the concrete mix as fine aggregate replacement has a significant influence on the concrete’s performance when exposed to elevated temperatures. This can be attributed to the improved mechanical strength of the concrete with the addition of glass powder as a pozzolan. As the percentage of glass powder (WGP) content increases, the concrete samples exhibit a lower compressive strength at higher heating temperatures. This can be attributed to the concrete samples’ significantly slower compressive strength development, even at ambient temperature. Again, changes in the physical colour of the hardened concrete were observed as the temperature increased.
3.5 Flexural Strength Test Results
At ambient temperature, the flexural strength results (Fig. 10a) indicated that there was only a slight difference in strength between the control mix and the mixes containing WGP as a partial replacement for fine aggregate. This suggests that the addition of WGP did not significantly compromise the flexural strength of the concrete mixes under normal conditions. However, when exposed to elevated temperatures above 300 °C, a notable improvement in flexural strength was observed in the WGP-concrete mix compared to the control mix. This enhancement in flexural strength at higher temperatures suggests that the incorporation of WGP imparted thermal resistance to the concrete, enabling it to better withstand the effects of heat exposure. This finding aligns with the observed trend in compressive strength, indicating the consistent performance of the WGP-concrete mix across different loading conditions.

Variation of a Flexural strength and b Split tensile strength of concrete specimens with increasing temperature (°C) exposure
At 600 °C, the WGP-concrete mix with a 10% replacement level (referred to as WGP10 M) performed particularly well in terms of flexural strength, outperforming the other mixes including the control mix. This indicates that the 10% replacement level of WGP resulted in optimal performance under the specified temperature conditions. However, at 800 °C, all the concrete mixes, including WGP-concrete mixes, exhibited poor performance in terms of flexural strength. This suggests that the high temperature significantly compromised the structural integrity of the concrete, leading to reduced flexural strength across all specimens.
3.6 Split Tensile Strength Results
The result obtained from the experimental investigation of splitting tensile strength is presented in Table 7 and in Fig. 10b. Partly replacing fine aggregate with WGP improved the splitting tensile strength marginally at ambient temperature in all the concrete mix. The split tensile strength of 300 °C WGP5M and WGP10M concrete is approximately 5.5% more than that of the control concrete. These results are in accordance with compressive strength test results. On the contrary, at 600 °C and 800 °C, the WGP5M, WGP10M and WGP15M specimens show a strength decrease in the range of 65–80% when compared to the control mix. It is equally important to highlight that for WGP-concrete mix with even a larger level of replacement (i.e., 15%), a considerable loss of strength was obtained. Due to the breakdown of the C–S–H gel and the enlargement of the macro-cracks, the concrete’s loss of strength significantly accelerated when the temperature reached 800 °C. The smooth surface of WGP lowered the bond strength between the glass and the cement paste, and hence, the resilience of WGP-concrete declined correspondingly to WGP replacement levels. Furthermore, a higher amount of WGP inclusion makes the concrete mix brittle when subjected to extreme force as was also mentioned in Wu et al. (2002) and Li et al. (2022).
3.7 Microstructure Examinations of the Specimens
Digital microscopic examinations of the concrete mixes were obtained through a Scanning Electron Microscope (SEM) to identify interfacial transition zones (ITZ) of normal concrete and WGP-concrete subjected to elevated temperature. Also, the elemental composition was inspected using Energy Dispersive Spectroscopy (EDS) to identify the effect of temperature on normal and WGP-concrete. Samples were collected from 28-day water-cured 150 mm cube specimens tested for compressive strength as small lumps. Only the control mix—WGPCM and the WGP-mix (WGP15M) at normal (27 °C) and elevated temperature (800 °C) are analysed as the extreme cases. Figure 11 and Fig. 12 show the microstructural images of WGPCM and WGP15M, respectively at 27 °C and 800 °C. A similar comparison have been done in the past by Durgun and Sevinç (2019). Table 8 indicates the elemental composition of the SEM images for the concrete samples obtained from the EDS. The relative proportions of the various elements with calcium (Ca) are indicated in Fig. 13.

Microstructure of WGPCM at normal, 27 °C (Left) and at elevated temperature, 800 °C (Right) obtained from SEM

Microstructure of WGP15M at normal, 27 °C (Left) and at elevated temperature, 800 °C (Right) obtained from SEM

Relative proportion of each element with respect to the ‘Ca’ content in the concrete mix at normal, 27 °C and at elevated temperature, 800 °C
For the control mix WGPCM, at ambient (27 °C) temperature, the SEM images show the formation of C–S–H gel with the ratio of Si/Ca in S1-01, S1-02, and S1-03 as 0.28, 0.17 and 0.32 (Fig. 13) indicating the hydration process. The hydrated products appear as fibrous tubes and are extremely small, densely filling up the volume of the concrete and is the main reason for a good bond and its compressive strength (Thomas et al. 2019). Sample S1-03 also indicates the presence of ettringites appearing as many fibrous and complete rod-like crystals. Clearly, the C–S–H zones and the ettringites of the specimens appears to be relatively compact at ambient (27 °C) temperature as compared to the specimens at 800 °C. At such high temperature of 800 °C, several cracks are observed to appear due to drying shrinkage and loss of bound water leading to significant deterioration of cement paste. The C–S–H gel appeared porous, leading to voids and severe cracks that resulted in compressive strength loss. The ratio of the Si/Ca for the WGPCM mix appeared to be normal, with a maximum value of 0.3 to 1.3 at 27 °C and 800 °C, respectively.
For the WGP incorporated mix, i.e., WGP15M (Fig. 12), it was observed that at ambient temperature, the glass particles did not interact with the paste and did not completely bond with the cement paste. The low level of bonding between the interacting material was prevalent in the decrease of the compressive strength of the WGP15M specimens at higher temperatures, along with the increased mass loss (Fig. 9). However, the overall presence of C–S–H gel was still prevalent in the mix with waste glass powder. The ratio of the Si/Ca appeared very high for the WGP15M mix with maximum values of Si/Ca as 3.5 and 7.5 at 27 °C and 800 °C, respectively, because of the presence of the glass. At elevated temperature (800 °C), the WGP15M concrete mix had many thermally induced cracks. Glass particles at high temperatures had fused into C–S–H gel. However, deterioration of the cement paste was observed, like that of the control mix. In addition, a weak bond between the in the ITZ due to the appearance of fissures was also observed. The cracks are responsible for poor mechanical properties at 800 °C temperature.
4 Conclusions
The present research work is focused on evaluating the effectiveness of adding glass powder to concrete subjected to elevated temperatures. The work comprised testing of cube, cylinder, and beam concrete specimens for mechanical properties after exposing them to elevated temperatures. The following conclusions have been made from the present study-
-
1.
WGP5M and WGP10M mixes exhibited notable increases in compressive and flexural strength compared to the control mix at temperatures ranging from 300 °C to 600 °C. Specifically, WGP5M displayed a remarkable 20% increase in compressive strength.
-
2.
As the replacement ratio of WGP increased, the residual compressive strength performance of concrete decreased; Fine aggregate (FA) and WGP (5%) replaced concrete equivalently, while at higher replacement levels, the performance of concrete improved. 10% replacement of FA by WGP is found to be optimal. Ultrasonic testing confirms a gradual decrease in residual strength up to 300 °C, followed by a sharp drop beyond that due to irreversible calcium silicate decomposition.
-
3.
The microstructure showed that the glass aggregate particles did not completely bond with cement paste at ambient temperature, however, they fused at higher temperatures, showing the positive effect of adding glass powder in concrete. Thus, this approach can be particularly beneficial for building structures exposed to fire hazards or extreme weather conditions.
The integration of glass powder in concrete was found promising for enhancing both mechanical strength and thermal resilience, thereby offering a viable pathway towards sustainable construction practices in reinforced concrete structures. However, further research is necessary to fully understand its long-term performance in concrete. Future investigations can possibly explore the optimal WGP level for maximizing strength benefits across a wider temperature range.
Data Availability
The authors declare that the data supporting the findings of this study are available within the paper.
References
Abdelmelek N, Alimrani NS, Krelias N, Lubloy E (2021) Effect of elevated temperatures on microstructure of high strength concrete based-metakaolin. J King Saud Univ-Eng Sci. https://doi.org/10.1016/j.jksues.2021.08.001
Abrams MS (1971) “Compressive strength of concrete at temperatures to 1600 F”, Temperature and concrete, Detroit (MI): American Concrete Institute (ACI), SP-25, pp.33–59.
Al-Sibahy A, Edwards R (2012) Mechanical and thermal properties of novel lightweight concrete mixtures containing recycled glass and metakaolin. Constr Build Mater 31:157–167
Arioz O (2009) Retained properties of concrete exposed to high temperatures: size effect. Fire Mater 33(5):211–222
Arivalagan S, Sethuraman VS (2021) Experimental study on the mechanical properties of concrete by partial replacement of glass powder as fine aggregate: an environmental friendly approach. Mater Today: Proc 45:6035–6041
Babalola OE, Awoyera PO, Le DH, Romero LB (2021) A review of residual strength properties of normal and high strength concrete exposed to elevated temperatures: Impact of materials modification on behaviour of concrete composite. Constr Build Mater 296:123448
Çelik Aİ, Tunç U, Bahrami A, Karalar M, Mydin MAO, Alomayri T, Özkılıç YO (2023) Use of waste glass powder toward more sustainable geopolymer concrete. J Market Res 24:8533–8546
Çelik Aİ, Özkılıç YO, Zeybek Ö, Karalar M, Qaidi S, Ahmad J, Burduhos-Nergis DD, Bejinariu C (2022) Mechanical behavior of crushed waste glass as replacement of aggregates. Materials 15(22):8093
Chen SH, Chang CS, Wang HY, Huang WL (2011) Mixture design of high performance recycled liquid crystal glasses concrete (HPGC). Constr Build Mater 25(10):3886–3892
Demirel B, Kelestemur O (2010) Effect of elevated temperature on the mechanical properties of concrete produced with finely ground pumice and silica fume. Fire Saf J 45:385–391
Durgun MY, Sevinç AH (2019) High temperature resistance of concretes with GGBFS, waste glass powder, and colemanite ore wastes after different cooling conditions. Constr Build Mater 196:66–81
Felicetti R, Gambarova PG (1998) Effects of high temperature on the residual compressive strength of high strength siliceous concretes. ACI Mater J 95(4):395–406
Fletcher IA, Welch S, Terero JL, Carvel RO, Usmani A (2007) The behaviour of concrete structures in fire. J Therm Sci 11(2):33–57
Flores-Ales V, Alducin-Ochoa JM, Martín-del-Río JJ, Torres-Gonzalez M, Jimenez-Bayarri V (2020) Physical-mechanical behaviour and transformations at high temperature in a cement mortar with waste glass as aggregate. J Build Eng 29:101158
Ghandehari M, Behnood A, Khanzadi M (2010) Residual mechanical properties of high-strength concretes after exposure to elevated temperatures. J Mater Civ Eng 22(1):59–64
Guo MZ, Chen Z, Ling TC, Poon CS (2015) Effects of recycled glass on properties of architectural mortar before and after exposure to elevated temperatures. J Clean Prod 101:158–164
Guo MZ, Ling TC, Poon CS (2021) Stress-strain behaviour of cement mortars containing recycled glass during and after exposure to elevated temperatures. Cement Concr Compos 118:103970
Habibur Rahman Sobuz M, Saha A, Akid ASM, Vincent T, Tam VW, Yalçınkaya Ç, Sutan NM (2022) Performance of self-compacting concrete incorporating waste glass as coarse aggregate. J Sustain Cement-Based Mater 12(5):527–541
Hertz KD (2005) Concrete strength for fire safety design. Mag Concr Res 57(8):445–453
IS 13311 (1992). “Non-destructive testing of Concrete-Methods of test, Part 1: Ultrasonic Pulse Velocity.” Bureau of Indian Standards (BIS), New Delhi, India (Reaffirmed, 2004).
IS 13311, Part 2 (1992) “Indian Standard Non-destructive testing of Concrete-Methods of test, Part 2: Rebound Hammer.” Bureau of Indian Standards, New Delhi, India (Reaffirmed, 2004).
IS 2386 (1963). Methods of Test for Aggregates for Concrete. Part III. Bureau of Indian Standards, New Delhi, India.
IS 269 (2015). “Specifications for Ordinary Portland Cement IS 269: 2015.” Bureau of Indian Standards, New Delhi, India.
IS 516 (2021). “Hardened concrete methods of test, (Part 1) Testing of strength of hardened concrete, (Section 1), Compressive, flexural, and Split tensile strength (First Revision).” Bureau of Indian Standards, New Delhi, India.
IS 5816 (1999), “Splitting tensile strength of concrete Method of tests.” Bureau of Indian Standards, New Delhi, India (Reaffirmed, 2004), 1999.
IS: 10262-2019. (2019). “Concrete mix proportioning – guidelines.” Bureau of Indian Standards, New Delhi, India.
Jani Y, Hogland W (2014) Waste glass in the production of cement and concrete–A review. J Environ Chem Eng 2(3):1767–1775
Khoury GA (1992) Compressive strength of concrete at high temperature, A reassessment. Mag Concr Res 44(161):291–309
Kim IS, Choi SY, Yang EI (2018) Evaluation of durability of concrete substituted heavyweight waste glass as fine aggregate. Constr Build Mater 184:269–277
Kodur VKR, Dwaikat MB (2008) Effect of fire induced spalling on the response of reinforced concrete beams. Int J Concr Struct Mater 2(2):71–81
Li B, Ling TC, Yu JG, Wu J, Chen W (2019) Cement pastes modified with recycled glass and supplementary cementitious materials: properties at the ambient and high temperatures. J Clean Prod 241:118155
Li S, Zhang J, Guofeng Du, Mao Z, Ma Q, Luo Z, Miao Y, Duan Y (2022) Properties of concrete with waste glass after exposure to elevated temperatures. J Build Eng 57:104822
Ling TC, Poon CS, Kou SC (2012) Influence of recycled glass content and curing conditions on the properties of self-compacting concrete after exposure to elevated temperatures. Cement Concr Compos 34(2):265–272
Liu T, Yu Q, Brouwers HJH, Fan X (2022) Utilization of waste glass in alkali activated slag/fly ash blends: reaction process, microstructure, and chloride diffusion behavior. J Sustain Cement-Based Mater 12(5):516–526
Malhotra HL (1956) The effect of on the compressive strength of concrete. Mag Concr Res 8:85–94
Manjunatha M, Seth D, Balaji KVGD, Bharath A (2022) Engineering properties and environmental impact assessment of green concrete prepared with PVC waste powder: a step towards sustainable approach. Case Stud Constr Mater 17:e01404
Manjunatha M, Seth D, Balaji KVGD, Chilukoti S (2021) Influence of PVC waste powder and silica fume on strength and microstructure properties of concrete: an experimental study. Case Stud Constr Mater 15:e00610
Manjunatha M, Seth D, Balaji KVGD, Roy S, Tangadagi RB (2023) Utilization of industrial-based PVC waste powder in self-compacting concrete: a sustainable building material. J Clean Prod 428:139428
Martins DJ, Correia JR, de Brito J (2016) The effect of high temperature on the residual mechanical performance of concrete made with recycled ceramic coarse aggregates. Fire Mater 40(2):289–304
Mohamedbhai GTG (1986) Effect of exposure time and rate of heating and cooling on residual strength of heated concrete. Mag Concr Res 38(136):151–158
Mostofinejad D, Hosseini SM, Nosouhian F, Ozbakkaloglu T, Tehrani BN (2020) Durability of concrete containing recycled concrete coarse and fine aggregates and milled waste glass in magnesium sulfate environment. J Build Eng 29:101182
Nandipati S, Srinivasa Rao GVR, Dora N, Bahij S (2023) Potential use of sustainable industrial waste byproducts in fired and unfired brick production. Adv Civil Eng 2023(1):9989054. https://doi.org/10.1155/2023/9989054
Olofinnade OM, Ndambuki JM, Ede AN, Olukanni DO (2016) Effect of substitution of crushed waste glass as partial replacement for natural fine and coarse aggregate in concrete. Mater Sci Forum 866:58–62
Özkılıç YO, Çelik Aİ, Tunç U, Karalar M, Deifalla A, Alomayri T, Althoey F (2023) The use of crushed recycled glass for alkali activated fly ash based geopolymer concrete and prediction of its capacity. J Market Res 24:8267–8281
Pancar EB, Akpınar MV (2016) Temperature reduction of concrete pavement using glass bead materials. Int J Concr Struct Mater 10(1):39–46
Park SB, Lee BC, Kim JH (2004) Studies on mechanical properties of concrete containing waste glass aggregate. Cem Concr Res 34(12):2181–2189
Peng GF (2000) “Evaluation of fire damage to high performance concrete”, Ph.D. Thesis, Departments of Civil Engineering and Structural Engineering, The Hong Kong Polytechnic University, Hong Kong, pp. 213
Peng GF, Bian SH, Zhao ZL, Yl QX (2006) Effect of cooling regimes on mechanical properties of fibre-toughened high-performance concrete. Key Eng Mater 302:603–609
Phan LT (1996) “Fire performance of high-strength concrete: A report of the state-of-the art, Building and Fire Research Laboratory”, National Institute of Standards and Technology, NISTIR 5934, Maryland.
Phan LT, Carino NJ (2002) Effects of test conditions and mixture proportions on behaviour of high-strength concrete exposed to high temperatures. ACI Mater J 99(1):54–66
Poon CS, Shui ZH, Lam L (2004) Compressive behaviour of fibre reinforced high-performance concrete subjected to elevated temperatures. Cem Concr Res 34:2215–2222
Roy ABD, Sharma UK, Bhargava P (2016) Confinement strengthening of heat-damaged reinforced concrete columns. Mag Concr Res 68(6):291–304
Sudarshan DK, Vyas AK (2019) Impact of fire on mechanical properties of concrete containing marble waste. J King Saud Univ-Eng Sci 31(1):42–51
Terro MJ (2006) Properties of concrete made with recycled crushed glass at elevated temperatures. Build Environ 41(5):633–639
Thomas C, Rico J, Tamayo P, Ballester F, Setién J, Polancoa JA (2019) Effect of elevated temperature on the mechanical properties and microstructure of heavy-weight magnetite concrete with steel fibers. Cement Concr Compos 103:80–88
Tufail M, Shahzada K, Gencturk B, Wei J (2017) Effect of elevated temperature on mechanical properties of limestone, quartzite and granite concrete. Int J of Concr Struct Mater 11(1):17–28
Wang HY, Zeng HH, Wu JY (2014) A study on the macro and micro properties of concrete with LCD glass. Constr Build Mater 50:664–670
Wu B, Su XP, Li H, Yuan J (2002) Effect of high temperature on residual mechanical properties of confined and unconfined high-strength concrete. ACI Mater J 99(4):399–407
Yang S, Ling TC, Cui H, Poon CS (2019) Influence of particle size of glass aggregates on the high temperature properties of dry-mix concrete blocks. Constr Build Mater 209:522–531
Zaidi KA, Sharma UK, Bhandari P (2012) Effect on uni-axial compressive behaviour of confined concrete. Fire Safety J 48:58–68
Zeybek Ö, Özkılıç YO, Karalar M, Çelik Aİ, Qaidi S, Ahmad J, Burduhos-Nergis DD, Burduhos-Nergis DP (2022) Influence of replacing cement with waste glass on mechanical properties of concrete. Materials 15(21):7513
Acknowledgements
The authors acknowledge all types of technical assistance provided by the Thapar Institute of Engineering and Technology, Punjab, India.
Author information
Authors and Affiliations
Contributions
N.S. performed the experiments, data acquisition, data analysis, and wrote the main manuscript. T.C. and A.B.D.R. provided the basic conception of the study, helped in data analysis, and reviewed the manuscript as well as addressed reviewer's comments for the first revision.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare that are relevant to the content of this article.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Singh, N., Choudhury, T. & Roy, A.B.D. Optimizing Waste Glass Powder Content in the Development of Sustainable Concrete for High-Temperature Resistance. Iran J Sci Technol Trans Civ Eng (2024). https://doi.org/10.1007/s40996-024-01504-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40996-024-01504-8