
Abstract
The effects of strain-induced austenite transformation on the microstructure evolution and phase transformation characteristics have been investigated in an austempered ductile iron during various processing routes (heat and thermomechanical treatments). The thermomechanical treatment is performed using a Gleeble 3800 thermomechanical simulator coupled with dilatometry. The deformation-induced microstructure evolution and phase transformation during the austempering process have been characterized using optical microscopy, scanning electron microscopy, and X-ray diffraction techniques. The variations in retained austenite percentage (%) and its carbon content for different austempering times are analyzed to study the strain-induced transformation of austenite. It has been observed that the thermomechanical treatment significantly influences the phase transformation kinetics during the austempering process. The thermomechanical treatment produced a martensite-free ausferritic microstructure with a high-volume fraction of carbon enriched retained austenite for all austempering times compared to the conventional heat treatment.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Austempered ductile iron (ADI) is a spheroidal graphite cast iron produced by an austempering heat-treatment process. It is widely used in automotive applications, railway sector, agriculture, and mining equipment due to its design flexibility, maximum material utilization, high strength to weight ratio, excellent toughness, and enhanced wear resistance. During the austempering process, the ductile cast iron is heated up to austenitizing temperature range (850–950 °C) for complete homogenization of austenite and then quenched rapidly to an austempering temperature range (250–400 °C). It is then isothermally heat-treated at that temperature for the transformation of austenite.1,2,3,4,5,6,7 The ADI attains a unique ausferritic microstructure consisting of carbon enriched austenite and acicular ferrite during the austempering process. It has a process window, beyond which the carbon enriched austenite decomposes to carbide and ferrite.7,8,9,10 The mechanical properties of ADI are widely dependent on the morphology and distribution of the ausferrite phase. The selection of the processing route and its parameters are critical in determining the microstructure of ADI and obtaining the necessary mechanical properties.9 Various studies have been conducted to study the influence of process routes and their parameters on ADI's microstructure and mechanical properties in the literature. Batra et al.11,12 studied the effect of austenitization temperature and time on the phase transformation kinetics of the austempering process.
The average carbon content of austenite increased with an increase in austenitization time. However, a longer austenitization time resulted in a coarse austempered microstructure containing blocky austenite. Also, decreasing the austenitizing temperature resulted in a finer microstructure. The optimum austenitization time is 60 min and 120 min for 900 °C and 800 °C, respectively. Gorny et al.13 evaluated the role of austenitization temperature on the transformation kinetics of ADI. They found that increased austenitization temperature reduced the transformation rate during the austempering process. Also, it increased the incubation time for the transformation. The reduction in the thickness of the ferrite plates was also observed. The reduction in austenitization temperature leads to an increase in ADI’s hardness due to the reduced retained austenite volume fraction. Pereira et al.14 studied the effect of austenite grain size on the austempering transformation kinetics produced by different austenitization temperatures. The results show that the coarser austenite grain size along with secondary graphite precipitation had the fastest transformation kinetics. The influence of austempering parameters on mechanical properties was discussed in detail.15 It has been observed that the retained austenite volume fraction increased with an increase in austempering time, reached a maximum, and then reduced. The same trend has been observed for the carbon content in austenite. The reduction in retained austenite volume fraction is due to the stage 2 reaction, which involves transforming carbon enriched austenite to ferrite and carbide. At lower austempering temperatures, lower retained austenite volume fraction and fine ferritic needles were produced. Hence, higher strength and lower ductility were obtained at lower austempering temperatures. Coarse feathery ferrite needles and increased ferritic cell size were obtained at higher austempering temperatures. The ductility of the ADI improved with an increase in retained austenite fraction and its carbon content.15 The researchers have also done extensive studies on dual-phase ADI, which consists of pro-eutectoid ferrite and ausferrite in their microstructure.16,17,18,19,20 The effect of austempering and austenitization process parameters on the microstructure and mechanical properties are well established.16,20 However, the conventional austempering process requires specialized equipment to perform quenching from austenitizing to austempering temperature, which created a need for studies on alternative process routes and better ADI material. Olawale et al.21 investigated ADI production through the forced air quenching method. The results show that ADI with different section thicknesses up to 25 mm can be produced through the forced air quenching method. There were some studies carried out for the thermomechanical treatment of ADI. Deformation is applied to the parent austenite either at austenitization temperature or at austempering temperature before the transformation process.22,23,24,25,26,27,28,29 By the combination of thermomechanical treatment at austenitization temperature and a two-step austempering process, nanostructured ADI was produced.22 The deformation of austenite at austenitization temperature significantly refined the overall microstructure with a reduction in ferritic grain size and increased the amount of retained austenite. The effects of segregation of alloying elements were also reduced. Also, the rate of the subsequent austempering process was improved by the prior deformation of austenite at austenitization temperatures due to enhanced nucleation.22,23 By the hot rolling of prior austenite, the tensile strength, yield strength, and elongation values increased significantly compared to the conventionally produced ADI.24 Olson et al.26 discussed the practical application of thermomechanical treatment for ADI castings using forging. The ductile cast iron preform is fully austenitized, quenched to the austempering temperature, forged to a final shape in a die, and then placed back in the austempering bath to complete the accelerated transformation. Burke et al.27 reported that applying a 20 percent reduction at an austempering temperature of 375 °C resulted in an increased rate of the austempering process, finer microstructure, better structural homogeneity, and significant improvement in the mechanical properties.25,26,27 Unlike other strengthening mechanisms, higher tensile strengths were achieved without the loss in ductility due to refined microstructure.24,25,27 The improvement in transformation kinetics of the austempering process during thermomechanical processing is due to the additional energy provided by the deformation in the form of defects adding to an increase in driving force for the transformation.23,25,29 Soliman et al.30 studied the effect of thermomechanical processing on microstructure and mechanical properties of the dual-phase ADI. The introduction of pro-eutectoid ferrite rapidly increased the kinetics of the austempering process. Extensive research has been done on the influence of the existing austempering process and its parameters. The correlation between conventionally processed ADI’s microstructure, phase distribution, and mechanical properties is well established. However, there are limited studies on the thermomechanical treatment and the influence of its processing parameters on the microstructure evolution, phase transformation kinetics, and mechanical properties of ADI. A better understanding of thermomechanical treatment and its process parameters will help produce ADI material with improved performance. Therefore, the present investigation aims
-
(a)
To study the phase transformation kinetics of the conventional austempering process through dilatometry.
-
(b)
To study the microstructure evolution and phase transformation of thermomechanically treated ADI during the strain-induced transformation of austenite and its correlation with the microstructure and mechanical properties of the conventional ADI.
Materials and Methods
The alloyed ductile cast iron was taken as the base material. Its chemical composition was found using an Oxford Foundry Master Pro optical emission spectrometer and tabulated as follows:
As shown in Figure 1, the microstructure of the as-cast ductile iron sample was predominantly pearlitic with some amount of ferrite surrounding the graphite nodules (Table 1).

Micrographs of Pearlitic ductile iron (a) Unetched (100X), (b) Etched with 4% Nital (500 X).
The quality of the ductile iron is critical for the subsequent processing of ADI and its austemperability. Nodule count per area, nodularity, and consistent chemical composition are critical parameters in determining the quality of ductile iron.31,32 The nodule count per area and nodularity were examined by nodularity analysis as per ASTM E2567-16a standards,31 and the obtained results are tabulated in Table 2.
The various mechanical properties of the as-cast ductile iron sample were obtained, as shown in Table 3.
The as-cast samples were machined to the dimensions of Ø 10 mm and 15 mm in length. The various heat treatment and thermomechanical treatment cycles were performed using Gleeble 3800 thermomechanical simulator. The machined samples were held in the anvils and heated by resistance heating in an argon atmosphere, as shown in Table 4. A K-type thermocouple was welded to the center of the sample and was used to record the temperature changes during heating and quenching cycles. For complete homogenization of austenite, all the samples were austenized at 900 °C for 30 min. All samples were austempered at 360 °C. A dilatometer was used to measure the dimensional changes occurring due to the phase transformations and was subsequently used to derive the reaction kinetics of the austempering process. The austempering times of 10, 20, and 30 min were used in heat treatment and thermomechanical treatment at 360 °C to study the microstructure evolution. For thermomechanical treatment at austenitization temperature (900 °C), true strains of 0.15, 0.30, and 0.45 were used to study the strain-induced microstructure evolution and phase transformation. The thermomechanical treatment at 360 °C and 900 °C were single-hit compression tests performed at a strain rate of 0.5 s-1. The strain rate was kept constant to avoid any fracture during the deformation process.
The produced samples were prepared using standard metallographic techniques and etched with 4% Nital (96 mL Ethanol and 4 mL nitric acid) for 2–4 s at room temperature. The ADI microstructural features were studied using optical microscopy (OM) (OLYMPUS GX51), scanning electron microscopy (SEM) (FEI Inspect F, USA). The XRD studies were carried out using a Bruker D8 diffractometer equipped with Co Kα radiation in the 2θ range of 20°–95° to obtain the peak profiles and study the various phases present. The amount of retained austenite in the samples was directly measured using the Rigaku XRD diffractometer using Cr Kα radiation in the 2θ range of 123°–160°. The integrated intensities of ferrite and austenite peaks were used to obtain the amount of retained austenite using the following equation.15
where Iγ (hkl) is the integrated intensity from a given plane (hkl) of austenite (γ) phase Iα(hkl) is the integrated intensity from a given plane (hkl) of ferrite (α) phase and Rγ (hkl), and Rα(hkl) are constants provided by the following equation.15
where ν is the atomic volume of the unit cell, F is the structure factor, p is the multiplicity factor of the (hkl) reflection, L is the Lorentz-polarization factor (LP) factor, e−2m is the Debye-Waller or temperature factor. The carbon content of retained austenite was estimated from the calculated lattice parameter using the following equation15
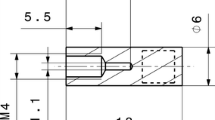
where aγ is the lattice parameter of austenite in nanometer and Cγ \({\mathrm{C}}_{\gamma }\) is the carbon content of austenite in weight percentage (%). The (200) and (220) planes of austenite were used to calculate the lattice parameter. Hardness measurements were performed using Future-Tech FM-700 Vickers microhardness tester with a load of 2 kgf and dwell time of 10 s. The indentations were made at four different locations on the polished sample, and the average value of hardness was taken. The samples were machined to Ø6 mm and 9 mm in length for compression testing.33 The compression tests were carried out as per ASTM E9-09 standards33 on Zwick/Roell Z100 with a maximum operating capacity of 70 kN at room temperature at a constant strain rate of 1x10-3 s-1. The uniform plastic deformation region from the compression test results was fitted using Holloman’s equation.34
where K is the strength coefficient, σ is true stress, ε is true strain and n is the strain hardening exponent in Eq. 4.
Results and Discussion
Study of Phase Transformation Kinetics
As shown in Figures 2a and b, the phase transformation at austenitizing temperature and austempering reaction taking place at 360 °C were studied through the dilatation values. It represents the linear thermal expansion during heating and contraction during quenching, respectively. The ductile iron’s upper and lower critical temperature for the austenite transformation is found using the changes in the slope of the linear lines, as indicated in Figure 2a, and is tabulated in Table 5.

(a) Dilatation vs. Temperature. (b) Dilatation vs. Time. (c) The volume fraction of austenite transformed vs. time.
The start of the austenite to ausferrite transformation at 360 °C is instantaneous without any time lag or incubation period, which is evident from the increase in the dilatation values upon quenching from 900 °C. During the quenching process, there was no phase transformation from 900 to 360 °C, indicating an appropriate cooling rate selection, avoiding any secondary transformation. The austempering reaction proceeded with time, as indicated by a steady increase in the dilatation values. The phase transformation reaction was completed in 45 min as the dilatation reached a constant at the end of the process. The occurrence of stage 2 reaction was not observed, as there was no change in the dilatation values. The precipitation of carbides might have a negligible effect on the dilatation values; hence, the dilatometer does not capture the same.
The phase transformation kinetics was studied using the Avrami equation with normalized dilation taken as the volume fraction of austenite transformed, plotted against time.23
where y is the volume fraction of austenite transformed, k depends upon temperature, and n is the constant. The constants of the equation were found by fitting the experimental values against the Avrami equation and are tabulated as follows.23 As the value of n is around 1.5, the transformation is based on the growth controlled by the diffusion.35
Microstructure Evolution
The influence of the processing route on the microstructural evolution is shown in Figure 3 for an austempering time of 30 min. The obtained microstructure in both the processing routes comprises needle-shaped ferrite and white austenite with graphite nodules.

OM micrographs for austempering times of 30 min. (a) Heat treatment. (b) Thermomechanical treatment at 360 °C.
For heat treatment, white regions of blocky retained austenite were observed. However, in thermomechanical treatment for the same austempering time of 30 min, a finer ausferritic microstructure is observed. Figures 4 and 5 show the SEM images of the microstructural evolution for both heat and thermomechanical treatment for the three different austempering times. Figure 4a and b show the presence of martensite for the conventional heat treatment at the austempering times of 10 and 20 min, respectively. The reason for this is the incomplete transformation of austenite to ausferrite. Hence, the remaining untransformed austenite is converted to martensite during subsequent quenching in the microstructure. Also, blocky untransformed retained austenite was observed for a heat-treated sample of 30 min. The ausferrite was formed mainly around graphite due to the ease of carbon diffusion.

Microstructure evolution of heat treatment at 360 °C under different austempering times (a, d) 10 min, (b, e) 20 min, (c, f) 30 min.

Microstructure evolution of thermomechanical treatment at 360 °C under different austempering times (a, d) 10 min, (b, e) 20 min, (c, f) 30 min.
As shown in Figures 3b And 5a–c, for the thermomechanical treatment, a uniform ausferritic microstructure was observed for all the austempering times without any significant difference. The obtained microstructure was uniform with high carbon enriched austenite and acicular ferrite. The thermomechanical treatment at 360 °C increased the nucleation sites for ferrite and significantly accelerated the phase transformation rate of the austenite to ausferrite transformation.29
As evident from Figure 6, the thermomechanical treatment at 900 °C had a less significant effect in influencing the austenite transformation kinetics than applying strain at 360 °C, which can be reflected by the presence of martensite in all the samples. However, as per the literature, even though the thermomechanical treatment at austenitizing temperature had accelerated the austempering kinetics, the austempering times taken were higher than the current study of 10 min.23 Hence, it can be confirmed that thermomechanical treatment done at austenitizing temperature is less effective for shorter austempering times than the thermomechanical treatment during the austempering process.

Microstructure evolution of thermomechanical treatment at 900 °C with applied strain (a, d) 0.15, (b, e) 0.30, (c, f) 0.45.
XRD Characterization
Figure 7a shows the XRD pattern for the as-cast ductile iron sample. It consists of peaks at (110) and (200) with respect to ferrite. The graphite peak was obtained at the 2θ angle of 31°. Figures 7b and c show that the XRD pattern illustrates the microstructure evolution under both heat and thermomechanical treatments for various austempering times. Based on the 2θ values, the peaks were identified at (111), (200) and (220) planes for austenite and (110) and (200) planes for ferrite. Also, the graphite peaks were obtained in various trials at the 2θ angle of 31°. The intensity of peaks directly correlates with the different phases present and the progress of the austempering process.

XRD peak profile for (a) As received ductile iron, (b) Heat treatment, (c) Thermomechanical treatment at 360 °C, and (d) Thermomechanical treatment at 900 °C.
The presence of martensite is confirmed in the conventional heat treatment cycle for the austempering time of 10 and 20 min. The martensite formation is indicated by the presence of an extra peak in between austenite (111) and ferrite (110) reflections, which corresponds to the martensite peak at (110). As martensite is formed, the intensity of the austenite peak at (111) is reduced, and ferrite peak intensity at (110) increases. The martensite formation is indicated by peak splitting of (110) as BCC changes to BCT, leading to two values of d spacing. Thus, the overlap of austenite, martensite, and ferrite peaks happens, and extensive peak broadening occurs due to the very close proximity of martensite (110) and ferrite (110) reflection.36 The reason is attributed to the incomplete austenite transformation during the austempering process and its transformation to martensite during quenching. The lattice strains will be induced in the matrix due to martensite formation, causing peak broadening in the XRD profile, as shown in Figure 7b. The peaks became prominent with increased austempering time, indicating the transformation behavior during the austempering process. For thermomechanical treatment at 360 °C, for all the austempering times, significant peaks were observed. Also, there were no martensite peaks and no subsequent peak broadening that happened. This observation is due to the improved phase transformation kinetics during thermomechanical treatment at 360 °C. The intensity of the peaks was also similar irrespective of different austempering times. There may be a possibility of austenite to martensite transformation during the deformation of parent austenite due to the transformation-induced plasticity (TRIP) effect. However, the literature studies never reported such a phenomenon in ADI. The reason might be due to the high carbon content in ADI and graphite nodules providing more stability to the parent austenite when compared to steel. The absence of martensite peak for the thermomechanically treated samples confirms the same. As shown in Figure 7d, for thermomechanical treatment at 900 °C, similar peak broadening was observed in the XRD profile irrespective of the applied strain. Thus, the presence of martensite is confirmed for all samples in the case of thermomechanical treatment at 900 °C due to the presence of extra martensite peak at (110) reflection and the subsequent peak broadening that happened. The reason is again due to the incomplete transformation during the austempering process for 10 min.
The quantification of phases present in the ADI material is essential in understanding the austempering kinetics. During the austempering process, the growth of ferrite takes place by the rejection of carbon and subsequent enrichment of austenite by the rejected carbon. The amount of high carbon enriched retained austenite relates to completing the phase transformation process for the ADI material. The interruption of the austempering process will cause the unreacted austenite to form as martensite. The carbon content in austenite directly correlates with the phase transformation rate of the austempering reaction. As shown in Figure 8a, the amount of retained austenite increased with an increase in austempering time for both the processing routes and reached a maximum of 51% for the austempering time of 30 min for thermomechanical treatment. The maximum retained austenite volume fraction obtained for the heat-treated sample was only 41%. It indicates an incomplete phase transformation of the austempering process and martensite formation during the subsequent quenching process for shorter austempering times. However, in thermomechanical treatment, due to the enhanced transformation rate of the austenite phase during the austempering process, martensite formation was not observed at all austempering times, and a higher amount of retained austenite volume fraction was also obtained. Thus, for thermomechanical treatment, even at an austempering time of 10 min, a higher amount of retained austenite was obtained due to improved phase transformation kinetics. During the austempering process for thermomechanical treatment, the phase transformation rate increases rapidly for the first 10 min. It proceeds slowly with time, as evident from the difference between retained austenite amounts for various austempering times.

Variation in (a) retained austenite %, (b) Carbon content in retained austenite for heat treatment and thermomechanical treatment at 360 °C, (c) T0 curve for as-cast ductile iron, (d) Variation in retained austenite % and carbon content in retained austenite for thermomechanical treatment at 900 °C.
As shown in Figure 8b, the amount of carbon content in retained austenite increases with austempering time for both heat and thermomechanical treatments. The maximum carbon content in the retained austenite was obtained for the thermomechanical treatment at an austempering time of 30 min. As shown in Figure 8c, the T0 curve was calculated for the as-cast ductile iron using the Thermocalc software. The T0 curve gives the theoretical maximum carbon content in retained austenite at the particular holding temperature for given chemical composition. The maximum theoretical carbon content in austenite was found to be around 1.16% at 360 °C. The carbon content in austenite estimated by XRD was more than those predicted by the T0 curve. The reason is attributed to the heterogeneous nature of carbon concentration distribution in cast iron.37,38 As shown in Figure 8b, even for an austempering time of 10 min, the carbon content in retained austenite for thermomechanical treatment is higher than the heat-treated sample austempered for 30 min. It indicates that the phase transformation kinetics is accelerated, and diffusion of carbon into austenite takes place faster when deformation is applied at the austempering process. The thermomechanical treatment accelerates the growth of ferrite and subsequent rejection of carbon into the austenite. Due to the lower carbon content of retained austenite for the heat-treated sample, martensite was formed during the subsequent quenching process. As depicted in Figure 8d, for thermomechanical treatment at 900 °C, there was a slight increase in retained austenite percentage and its carbon content with strain till 0.30, but it remained almost constant at 0.45. There was only a slight increase in the conventional heat treatment (23% retained austenite) for the same austempering time of 10 min. The carbon content in retained austenite was only around the value obtained for conventional heat treatment for the austempering time of 10 min. This behavior is due to a shorter austempering time of 10 min.
Mechanical Properties
The hardness of the ADI material is mainly dependent on the different phases present. The hardness variation for both processing routes decreases with increased austempering time, as shown in Figure 9. It can be correlated directly with increased retained austenite with austempering time. High hardness values were observed for the austempering time of 10 and 20 min due to the presence of martensite in the heat treatment process. It also coincides with the SEM and XRD results. The hardness values decrease with austempering time for thermomechanical treatment due to the increased retained austenite. The higher hardness of all thermomechanically treated samples than the heat-treated sample for an austempering time of 30 min is attributed to the refined ausferritic microstructure obtained in the thermomechanical treatment.

Variation in the hardness values for the heat treatment and thermomechanical treatment at 360 °C with austempering time.
As shown in Figure 10, the 0.2% proof strength decreases drastically with increased austempering time for heat treatment. It can be explained due to the rise in the retained austenite volume fraction with an increase in austempering time. There is a slight increase of 0.2% proof strength with austempering time for thermomechanical treatment. The highest 0.2% proof strength was obtained for the austempering time of 30 min. This is attributed to the high carbon content in retained austenite with austempering time.

Variation in 0.2% proof strength for heat and thermomechanical treatments at 360 °C with austempering time.
This increase in carbon content stabilizes the austenite and acts as solution strengthening. Even though retained austenite is more for an austempering time of 30 min, the 0.2% proof strength is the highest. Also, the 0.2% proof strength obtained for thermomechanical treatment for all austempering times is higher than that obtained for 30 min in heat treatment. This is due to the fine ausferritic microstructure and a higher amount of carbon content in retained austenite.
The compressive strength decreases slightly with an increase in the austempering time for heat treatment, as shown in Figure 11a. However, the compressive strain showed a significant increase with an increase in austempering time. This is due to increased retained austenite percentage with austempering time and reduction in martensite. All the samples produced by heat treatment did not rupture after reaching the maximum testing load of 70kN. This is due to the martensite phase and lower carbon content in austenite. The compressive strength is reduced with austempering time for thermomechanically processed samples, as shown in Figure 11b. Also, the compressive strain remained almost constant irrespective of austempering time, as represented in Figure 11b. This can be attributed to increased retained austenite percentage with austempering time. Even though the samples for thermomechanical treatment ruptured before the maximum load, the strain values are higher than heat-treated samples having martensite.

Variation in compressive strength and compressive strain for (a) heat treatment and (b) thermomechanical treatment at 360 °C with austempering time.
As shown in Figure 12, the strain hardening exponent increases significantly for heat-treated samples with austempering time. There was a noticeable jump in the strain hardening exponent from the austempering time of 20 to 30 min. The rise in the strain hardening exponent values is due to the reduction in the martensite phase, and more strain hardening occurs due to the formation of a softer ausferrite phase. The strain hardening exponent showed a decreasing trend with austempering time in thermomechanical treatment. This is due to the simultaneous increase in retained austenite percentage and its carbon content.35

Variation in Strain hardening exponent for heat treatment and thermomechanical treatment at 360 °C with austempering time.
The impact of the processing route on the hardening behavior was studied through the plot of the instantaneous strain hardening rate dσ/dε against reduced flow stress (σ−σy), commonly referred to as the Kocks-Mecking (KM) plot and is shown in Figure 13. The strain hardening behavior can be correlated with the microstructure and phases present. The strain hardening behavior of the heat-treated samples is shown in Figure 13a. As evident, the heat-treated samples had a higher initial strain hardening rate than the base ductile iron material. Also, the initial strain hardening rate for the heat-treated samples decreased with austempering time. This is again due to the microstructure evolution during the austempering process. In the case of a heat-treated sample austempered for 30 min, the strain hardening behavior depicted two stages of strain hardening, commonly referred to as stage III and stage IV. The decreasing strain hardening rate depicts the stage III behavior and is highly sensitive to the microstructure. A slow decreasing strain hardening rate characterizes Stage IV behavior.

Variation in the strain hardening rate for (a) heat treatment and (b) thermomechanical treatment at 360 °C with austempering time.
As depicted in Figure 13b, the initial strain hardening rate for thermomechanical treatment was almost the same without any significant difference. All the samples depicted a two-stage strain hardening behavior under thermomechanical treatment. It is attributed to the similar ausferritic microstructure obtained for all the thermomechanically treated samples. Also, the relative variation in the length of the slopes of stage III is identical to the thermomechanically treated samples. The start of stage IV hardening behavior and the saturation of strain hardening rates were also similar. A larger stage IV indicates a better resistance to deformation at higher strains and is dependent on the dislocation density.
Conclusions
The present study is mainly focused on the microstructure evolution and phase transformation of ADI during the strain-induced transformation of austenite and its correlation with the microstructure and mechanical properties of the conventional ADI. Based on the present study following conclusion can be drawn:
-
The phase transformation of the conventional austempering process was studied using dilatometry. The austempering reaction at 360 °C was instantaneous without any time lag or incubation. It was found that the austenite to ausferrite reaction was completed in 45 min. The constants of the Avrami equation were obtained as n=1.41 and k = 1.33 × 10-4.
-
The martensite formation dominates the microstructure of the heat-treated samples for the austempering time of 10 and 20 min. A completely martensitic free ausferrite microstructure was observed for all the austempering times for the thermomechanical treatment at 360 °C. There was little impact on the phase transformation for thermomechanical treatment at 900 °C, as martensite was observed in all samples independent of applied strains.
-
The XRD analysis confirms the presence of martensite for heat-treated samples with shorter austempering times. The amount of retained austenite % and its carbon content were highest for thermomechanical treatment at 360 °C at an austempering time of 30 min. Thermomechanical treatment at 360°C significantly improved the phase transformation during the austempering process, and the results are evident even for a shorter austempering time of 10 min.
-
The mechanical properties obtained for both heat and thermomechanical treatments correlated with the retained austenite volume fraction and its carbon content. The hardness and 0.2% proof strength obtained for thermomechanical treatment for all austempering times are higher than the values obtained for heat treatment obtained for 30 min.
References
K.L. Hayrynen, J.R. Keough, Austempered ductile iron ‐ the state of the industry in 2003, 2003 Keith D. Mills Symposium on Ductile Iron, (Hilton Head, SC, USA 20‐23, 2003)
S. Samaddar, T. Das, A.K. Chowdhury, M. Singh, Manufacturing of engineering components with austempered ductile iron: a review. Mater. Today: Proceed. 5(11), 25615–25624 (2018). https://doi.org/10.1016/j.matpr.2018.11.001
F. Zanardi, C. Mapelli, S. Barella, Reclassification of spheroidal graphite ductile cast irons grades according to design needs. Inter Metalcast 14, 622–655 (2020). https://doi.org/10.1007/s40962-020-00454-x
G. Artola, I. Gallastegi, J. Izaga, M. Barrena, A. Rimmer, Austempered ductile iron (ADI) alternative material for high-performance applications. Inter. Metalcast 11, 131–135 (2017). https://doi.org/10.1007/s40962-016-0085-8
F. Zanardi, F. Bonollo, G. Angella, N. Bonora, G. Iannitti, A. Ruggiero, A contribution to new material standards for ductile irons and austempered ductile irons. Inter. Metalcast 11, 136–147 (2017). https://doi.org/10.1007/s40962-016-0095-6
J. Lefevre, K.L. Hayrynen, Austempered materials for powertrain applications. J. Mater. Eng. Perform. 22, 1914–1922 (2013). https://doi.org/10.1007/s11665-013-0557-4
A.A. Nofal, L. Jekova, Novel processing techniques and applications of austempered ductile iron (review). J. Univ. Chem. Technol. Metall. 44(3), 213–228 (2009)
L.C. Chang, An analysis of retained austenite in austempered ductile iron. Metall. Mater. Trans. A 34, 211–217 (2003). https://doi.org/10.1007/s11661-003-0323-6
K.B. Rundman, D.J. Moore, K.L. Hayrynen, W.J. Dubensky, T.N. Rouns, The microstructure and mechanical properties of austempered ductile iron. J. Heat. Treat. 5, 79–95 (1988). https://doi.org/10.1007/BF02833175
M.A. Yescas, H.K.D.H. Bhadeshia, D.J. Mackay, Estimation of the amount of retained austenite in austempered ductile irons using neural networks. Mater. Sci. Eng., A 311(1–2), 162–173 (2001). https://doi.org/10.1016/S0921-5093(01)00913-3
U. Batra, S. Ray, S.R. Prabhakar, Effect of austenitization on austempering of copper alloyed ductile iron. J. Mater. Eng. Perform. 12, 597–601 (2003). https://doi.org/10.1361/105994903100277120
U. Batra, S. Ray, S.R. Prabhakar, Mathematical model for austenitization kinetics of ductile iron. J. Mater. Eng. Perform. 14, 574–581 (2005). https://doi.org/10.1361/105994905X64512
M. Górny, G. Angella, E. Tyrała, M. Kawalec, S. Paź, A. Kmita, Role of austenitization temperature on structure homogeneity and transformation kinetics in austempered ductile iron. Met. Mater. Int. 25, 956–965 (2019). https://doi.org/10.1007/s12540-019-00245-y
H.B. Pereira, A.P. Tschiptschin, H. Goldenstein, C.R.F. Azevedo, Effect of the austenitization route on the bainitic reaction kinetics and tensile properties of an alloyed austempered ductile iron. Inter. Metalcast (2021). https://doi.org/10.1007/s40962-020-00569-1
A. Meena, M. El, Mansori, material characterization of austempered ductile iron (ADI) produced by a sustainable continuous casting-heat treatment process. Metall. Mater. Trans. A 43, 4755–4766 (2012). https://doi.org/10.1007/s11661-012-1271-9
A. Uyar, O. Sahin, B. Nalcaci, V. Kilicli, Effect of austempering times on the microstructures and mechanical properties of dual-matrix structure austempered ductile iron (DMS-ADI). Inter Metalcast (2021). https://doi.org/10.1007/s40962-021-00617-4
W.L. Guesser, C.L. Lopes, P.A.N. Bernardini, Austempered ductile iron with dual microstructures: effect of initial microstructure on the austenitizing process. Inter Metalcast 14, 717–727 (2020). https://doi.org/10.1007/s40962-019-00397-y
A. Basso, J. Sikora, Review on production processes and mechanical properties of dual phase austempered ductile iron. Int. J. Metalcast. 6, 7–14 (2012). https://doi.org/10.1007/BF03355473
R. Aristizabal, R. Foley, A. Druschitz, Intercritically austenitized quenched and tempered ductile iron. Inter Metalcast 6, 7–14 (2012). https://doi.org/10.1007/BF03355534
H.D. Machado, R. Aristizabal, C. Garcia, I. Toda, Effect of the starting microstructure in the formation of austenite at the intercritical range in ductile iron alloyed with nickel and copper. Inter Metalcast 14, 836–845 (2020). https://doi.org/10.1007/s40962-020-00450-1
J.O. Olawale, S.A. Ibitoye, K.M. Oluwasegun, M.D. Shittu, A.P.I. Popoola, Forced-air cooling quenching: a novel technique for austempered ductile iron production. Inter Metalcast 11, 568–580 (2017). https://doi.org/10.1007/s40962-016-0114-7
S. Panneerselvam, S.K. Putatunda, Processing of nanostructured austempered ductile cast iron (ADI) by a novel method. Int J Metall Met Phys. (2018). https://doi.org/10.35840/2631-5076/9220.
J. Aachary, D. Venugopalan, Microstructural development and austempering kinetics of ductile iron during thermomechanical processing. Metall. Mater. Trans. A 31, 2575–2585 (2000). https://doi.org/10.1007/s11661-000-0202-3
J. Aachary, Tensile properties of austempered ductile iron under thermomechanical treatment. J. Mater. Eng. Perform. 9(1), 56–61 (2000). https://doi.org/10.1361/105994900770346286
K.L. Hayrynen, S.M. Loftus, R.L. May, D.J. Moore, K.B. Rundman, A microstructural study of ausformed-austempered ductile iron. AFS Trans. 103, 157–163 (1995)
B.N. Olson, D.J. Moore, K.B. Rundman, G.R. Simula, Potential for practical applications of ausforming austempered ductile iron. AFS Trans. 110, 965–981 (2002)
C.M. Burke, D.J. Moore, K.B. Rundman, Ausforming austempered ductile iron. AFS Trans. 106, 91–97 (1998)
K.M. Ibrahim, Properties of ausformed austempered ductile iron (AADI) containing Ni. Int. J. Cast Met. Res. 18(5), 309–314 (2005). https://doi.org/10.1179/136404605225023045
M. Soliman, A.A. Nofal, H. Palkowski, Effect of hot working parameters on microstructure evolution and mechanical properties of ausformed austempered ductile iron. Mater. Sci. Forum 925, 218–223 (2018). https://doi.org/10.4028/www.scientific.net/MSF.925.218
M. Soliman, A. Nofal, H. Palkowski, Effect of thermo-mechanical processing on structure and properties of dual-phase Matrix ADI with different Si-contents. Inter Metalcast 14, 853–860 (2020). https://doi.org/10.1007/s40962-020-00477-4
Standard test method for determining nodularity and nodule count in ductile iron using image analysis, ASTM Standard E2567-16A, ASTM International West Conshohocken, PA, United States (2016). https://doi.org/10.1520/e2567-16a.
Standard Specification for Austempered Ductile Iron Castings, ASTM Standard A897/A897M-16, ASTM International West Conshohocken, PA, United States (2016). https://doi.org/10.1520/A0897_A0897M-16
Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature, ASTM Standard E9-19, ASTM International, West Conshohocken, PA, United States (2019). https://doi.org/10.1520/E0009-19.
R. Donnini, A. Fabrizi, F. Bonollo, F. Zanardi, G. Angella, Assessment of the microstructure evolution of an austempered ductile iron during austempering process through strain hardening analysis. Met. Mater. Int. 23, 855–864 (2017). https://doi.org/10.1007/s12540-017-6704-y
J. Lelito, Crystallization kinetics analysis of the amorphous Mg72Zn24Ca4 alloy at the isothermal annealing temperature of 507 K. Materials 13, 1285 (2020). https://doi.org/10.3390/ma13122815
X.H. Li, P. Saal, W.M. Gan, M. Landsbergis, M. Hoelzel, M. Hofmann, Strain induced martensitic transformation in austempered ductile iron (ADI). J. Phys.: Conf. Series 746, 012055 (2016)
L.C. Chang, Carbon content of austenite in an austempered ductile iron. Scripta Mater. 39, 35–38 (1998). https://doi.org/10.1016/S1359-6462(98)00132-8
M.A. Yescas, H.K.D.H. Bhadeshia, Model for the maximum fraction of retained austenite in austempered ductile cast iron. Mater. Sci. Eng., A 333, 60–66 (2002). https://doi.org/10.1016/S0921-5093(01)01840-8
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Raghavendran, R., Meena, A. Deformation Induced Microstructure Evolution and Phase Transformation in an Austempered Ductile Iron (ADI). Inter Metalcast 17, 233–247 (2023). https://doi.org/10.1007/s40962-022-00763-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-022-00763-3