
Abstract
This study is dedicated to exploring the effect of pH, leaching time, ferrous sulfate amount, temperature, as well as their interaction on the dissolution of cobalt by response surface methodology. The ferrous sulfate was used as an effective reducing agent for the dissolution of heterogenite, which constitutes the main cobalt mineral found in Congolese Copperbelt, and the experiments conducted were based on central composite design. Analysis of variance was carried out to study the effects of the individual variable as well as their combined interactive effects on the recovery of cobalt. The optimum process conditions for the cobalt recovery were determined by a desirability function. The results showed that the amount of ferrous sulfate, leaching time, and leaching temperature were statistically significant as independent linear terms. The results also revealed that the interaction of leaching time and the amount of ferrous sulfate has an important effect on cobalt dissolution. The optimal cobalt recovery was 95.79% at the leaching time of 104.48 min, pH of 1.87, amount of ferrous sulfate of 14.9 g, and temperature of 54.8 °C, while the experiment of validation at these optimum conditions gave the cobalt recovery of 93.82%. This testifies on the goodness of the model developed in this work, thus, verifying that the model is suitable and fits the experimental data with a reasonable error.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The Congolese Copperbelt is well known as the world's largest deposit of cobalt [1, 2]. In this deposit, carrolite (CuCo2S4) is the main cobalt sulfide ore and is processed by flotation. Asbolane (CoO), smaltite (CoAs2), and heterogenite (stainierite in the crystallized form Co2O3.H2O or CoO.2Co2O3.6H2O in an amorphous form) are the main sources of cobalt oxide [3, 4]. In hydrometallurgy, different reagents such as sulfuric acid (H2SO4), nitric acid (HNO3), hydrochloric acid (HCl), ammoniacal system, and hydrofluoric acid (HF) or mixtures of these agents are used to extract cobalt or copper from its oxide minerals [5,6,7,8]. Due to the corrosiveness of the equipment and the selectivity criteria, sulfuric acid is the most used agent to leach-oxidized cobalt ore following the reaction (case of asbolane leaching) (Eq. 1).
Furthermore, given the oxidation state in which the cobalt is found in the ore, the combination of the leaching solution with an oxidizing or reducing agent is required. The most used reducing agents are SO2 and its derivatives, ferrous sulfate (FeSO4) and other powders or metal compounds as long as they do not interfere with subsequent operations [7]. However, the reduction of the oxidation state using SO2 or its derivatives, which are inexpensive, gives higher cobalt extraction yields. Besides, studies showed that the use of SO2 is not environmentally friendly and contributes to the loss of copper by precipitation of Le Chevreult’s salt in the case of copper-cobalt bearing ore leaching [9]. Looking at this point of view, the use of iron powder as ferrous sulfate (FeSO4) for the reduction of Co3+ into Co2+ appears to be a better alternative.
The reduction of trivalent cobalt by ferrous sulfate was initially inspired by the leaching of manganese dioxide (MnO2) in which ferrous sulfate was proposed as an alternative to SO2. The reaction of manganese by FeSO4 can be expressed by the reaction (Eq. 2) [10, 11]:
Similarly, Ferron and Henry [4] investigated the reduction of cobaltic (Co3+) ores using ferrous sulfate according to the proposed reaction (Eq. 3):
The reductive leaching of cobalt in the presence of ferrous sulfate has been applied by a very limited number of studies [4, 8, 12, 13]. However, many divergences subsist regarding the optimal leaching parameters.
Indeed, the leaching of cobalt from ore or concentrate in acidic-ferrous sulfate is governed by several physicochemical factors such as pulp density, stirring speed, pH, ferrous sulfate dosage, temperature, and reaction time [8, 12]. The selected parameters and their respective variation ranges are usually determined after preliminary or orientation tests. The common practice for optimizing operating conditions of such a process consists in varying one factor at a time (OFAT). The major drawbacks of the OFAT method include time consuming and difficulty of interpreting the interaction between two or more variables [14]. Consequently, the real effect of different parameters on the cobalt reductive leaching process is not displayed. To fill these gaps, optimization studies have been investigated using the response surface methodology (RSM) approach. The fundamental and theoretical aspects of RSM have been reviewed [15,16,17,18,19]. This method is a collection of experimental strategies, mathematical approaches, and statistical inference which allows the simultaneous variation of several process factors to find the optimal level giving the most relevant response. RSM could predict the relationship or interaction between the values of the measurable response variables and those of a set of experimental factors supposed to affect the response. It could also find the setting of the factors that gives the best value for the response. RSM has been used intensively in process optimization in a wide range of fields, including metallurgy and mineral processing [14, 20,21,22,23,24,25], chemical engineering [26], and environmental science [27, 28]. Similarly, the present study aims are to investigate the influence of key factors and to predict the optimum condition for the recovery of cobalt from ore concentrate using the RSM approach. Furthermore, this study provides a statistical demonstration of the crucial role that ferrous sulfate plays in the reduction process of Co3+ to Co2+. Leaching experiments are performed from a cobalt concentrate sample provided by the Dianda mine located in the southern region of the Democratic Republic of Congo (DRC). The results are examined by using central composite design (CCD) with RSM. Furthermore, the desirability function was applied to optimize the cobalt recovery.
Materials and Methods
Raw Material
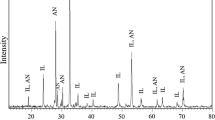
The source of cobalt used as a sample in this study is a concentrate from the Gecamines concentrator located in Kamfundwa in the city of Kambove, Haut-Katanga Province, Democratic Republic of Congo (DRC). The primary ore was extracted from the Dianda open pit mine located in the Lualaba province, DRC. The particle size analysis of the dry sample of concentrate revealed that about 50% (d50) of the particles have a size less than 100 µm (Fig. 1). Chemical analysis of the concentrate sample was carried out by X-ray fluorescence spectrometry, and the results are shown in Table 1. Analysis of the data as reported in Table 1 shows that the concentrate sample contains significant amounts of cobalt. Copper is present in low proportion. However, the major metallic impurities are iron, manganese, and nickel. The considerable proportion of silica (SiO2) suggests that quartz is the major gangue mineral. The low ratio of basic oxides to acid oxides [(CaO + MgO)/SiO2] in the concentrate suggests that acid leaching is preferable to alkaline leaching (e.g., NH4) for limiting or minimizing leaching agent (e.g., H2SO4) consumption.

Particle size distribution of the concentrate sample
Design and Analysis of Experiments
Design of Experiments
The STATISTICA v10 enterprise software was used as a tool helper to perform the Design of experiments (DOE). RSM and CCD have been used in this study to statistically investigate the effect of parameters and determine the optimal conditions of pH (\({X}_{1}\)), leaching time (\({X}_{2}\)), amount of ferrous sulfate (\({X}_{3}\)), and temperature (\({X}_{4}\)), for the dissolution of cobalt concentrate. The selection of the variable was based on the literature and preliminary experiments. Furthermore, cobalt recovery was chosen as the response of the process. Table 2 summarizes the levels of the four process factors in natural and coded variables.
The design of experiments consists of an array of 26 runs, which was obtained from the formula given in Eq. (4).
where \(N\) is the number of experiments, \(k\) is the number of independent variables (\(k=4\)), \({2}^{k}\) is the number of factorial points (coded ± 1), \(2k\) is the number of axial or star points [(± α,0,0,…,0), (0, ± α,0,…,0), …, (0,0,…, ± α)], and \(kc\) is the replicate number at the central point [(0,0,0,…,0)], α is the distance of an axial point from the center [16]. The α value can be calculated using Eq. (5) [18].
Therefore, the CCD in this study consisted of 16 factorial points, 8 axial points, and 2 central points with one block.
Analysis of Experimental Results
To analyze experimental results from RSM-CCD, a polynomial equation is needed to perform the mathematical correlation between independent and dependent variables. For the four variables considered in this study, a quadratic polynomial regression model has been proposed as expressed by Eq. (6) [16].
where \(y\) represents the predicted response, \({\beta }_{0}\) is the constant (intercept) term, \({\beta }_{i}\) is the coefficient of linear terms, \({\beta }_{ii}\) is the coefficient of quadratic terms, \({\beta }_{ij}\) is the coefficient of interaction terms, \(\varepsilon \) represents the noise or error observed in the response \(y\), \({x}_{i}\) and \({x}_{j}\) are uncoded independent variables.
Checking the Adequacy of the Model and Optimization
The adequacy of the quadratic polynomial regression model was checked using the analysis of variance (ANOVA) which includes the Fisher variance ratio test (F-test). However, the fit quality of the model was assessed using the coefficient of determination (\({R}^{2}\)). The significance of the model terms was assessed according to the p-value under a 95% confidence level.
The functional relationships between leaching parameters were developed by analyzing the experimental data using the RSM model. The desirability function analysis tool available in the STATISTICA software was applied to find the optimum conditions for cobalt recovery.
Model Validation
The relevancy of the developed model to predict the optimum conditions for cobalt recovery was confirmed using the optimal set-up of the parameters. The predicted cobalt recoveries were validated by carrying out experiments, and the measured value was compared with the predicted value of the model to verify the accuracy and suitability of the optimized conditions.
Leaching Experiments
Figure 2 shows the flowsheet followed to carry out the leaching experiments. All leaching experiments were done in a 2000 ml glass reactor for a working volume of 1000 ml. The leaching reactor was equipped with a four-arm stirrer, pH and ORP probes, a thermocouple, and a condenser. Initially, the sulfuric acid solution (1 M) was prepared by dilution with distilled water. Then, the solution was heated to a predetermined temperature, and the pH was adjusted to the required values by the addition of 0.1 M of sulfuric acid (H2SO4) solution. According to the DOE, a certain amount of ferrous sulfate (FeSO4·7H2O) was added to the sulfuric acid solution. An amount of 200 g of concentrate sample was taken and mixed with sulfuric acid—ferrous sulfate solution to make the leach pulp with a solid-to-liquid ratio of 20% w/w. The pH was kept at its initially adjusted value during all the experiments due to its tendency to continuously increase because of acid consumption as a result of the leaching reactions. The stirring speed was maintained constant at 600 rpm for all leaching experiments. After each experiment, the leached pulp was filtered and washed to produce a colorless filtrate using distilled water, and the concentrations of metal ions contained within the solution were determined by atomic absorption spectrometry (AAS). The wet residue was dried in an oven at 105 °C for 12 h to check the material balance of the process. The metal recovery was computed using Eq. (7).
where \(\text{R (\%)}\) is the percentage of metal recovery, \({M}_{1}(g)\) is the weight of the metallic element contained in the pregnant leach solution (PLS), and \({M}_{0}(g)\) is the weight of the metal contained in the raw material (concentrate sample).

Flowchart of the cobalt leaching experiments
To determine the proportions of cobalt in the forms of Co2+ and Co3+contained in the concentrate sample, two different experiments were carried out followed by spectrometric determination using AAS. First, the dissolution of the concentrate in sulfuric acid medium without reducing agent. Second, digestion of the concentrate in aqua regia. This latter method dissolves all concentrate content. The Co2+/Co3+ ratio was found to be 0.24.
Results and Discussions
Raw Data
Twenty-six experiments were performed with four parameters (leaching time, pH, ferrous sulfate amount, and temperature) using CCD, a design of RSM. The experimental matrix and the results of observed and predicted cobalt recovery are given in Table 3. The recorded minimum, average, and maximum extraction rates of cobalt were 22.73%, 61.20%, and 94.22%, respectively. The maximum cobalt dissolution yield was achieved within a leaching time of 90 min, pH of 1, ferrous sulfate amount of 12.5 g, and a temperature of 50 °C, while the minimum cobalt dissolution yield was reached under a leaching time of 60 min, pH of 1.5, ferrous sulfate amount of 0.1 g, and a temperature of 40 °C.
Quadratic Polynomial Model
The least-square error was used to estimate coefficients of the quadratic polynomial regression model (Eq. 8) for the prediction of cobalt dissolution from concentrate using sulfuric acid-ferrous sulfate. The linear term coefficient interaction and the two-way interactions (linear and quadratic term coefficient interaction) of variables were considered in the estimation of the coefficient. All coefficients were considered in the model for the predicted response to guarantee the suitable fitting of the experimental data.
where \({X}_{1}\), \({X}_{2}\), \({X}_{3}\), and \({X}_{4}\) are leaching time, pH, ferrous sulfate amount, and temperature, respectively, and \(Y\) is the predicted cobalt recovery. Yirgu et al. [27, 29] reported that in a regression model, the positive coefficient of a variable indicates a synergistic effect in which the response (\(Y\)) increases with the increase of independent input variables (\({X}_{i}\)). Besides, a negative sign indicates an antagonistic effect where response increases with the decrease of input variables.
The relevancy of the developed quadratic model was performed by hypothesis testing from ANOVA through Fisher's variance ratio (F-value). The hypothesis relating to the model are as follows: H0 (null hypothesis): all model coefficients (β) are zero (inadequacy of the regression model), H1 (alternative hypothesis): at least one coefficient (β) is not zero for α = 0.05 (regression model is valid). The null hypothesis is true when Fvalue < Ftable (cannot be rejected). Thus, the null hypothesis is rejected when Fvalue > Ftable. As illustrated in Table 4, the F-value of the model is greater than the F-table at 95% confidence level; thus, the null hypothesis of the model can be rejected and conversely, the alternative hypothesis can be adopted. The hypothesis test carried out indicates that the developed regression model is valid.
The quality of the developed model for cobalt recovery was also assessed using the plot of the predicted values as a function of the observed values as illustrated in Fig. 3. The figure indicates that the observed values are generally located at a minimum distance along the straight line. This indicates that the predicted values obtained from the developed model match adequately with the experimental values.

Predicted values versus observed values of cobalt recovery
Significance of Parameters
The significance of the process parameters (linear, quadratic, and interaction terms) was evaluated by Pareto analysis known as student t-distribution. The Pareto analysis evaluates the magnitude of the model variable and its error to assign a confidence limit to the predicted model [26]. The Pareto analysis is simple to use and provides a better way to determine the relative importance of the parameters on the predicted response by calculating p- and t-values. Figure 4 depicts the Pareto chart of cobalt recovery from cobalt concentrate.

Pareto chart showing the significance of the process variables on the cobalt recovery
Figure 4 indicates that in linear terms, the FeSO4 amount (\({X}_{3}\)), leaching time (\({X}_{1}\)), and leaching temperature are significant parameters for cobalt recovery at a 95% confidence level. However, the FeSO4 amount (\({X}_{1}^{2}\)) and leaching time (\({X}_{3}^{2}\)) are found as significant quadratic terms. In addition, the interaction between the leaching time and FeSO4 amount (\({X}_{1}{X}_{3}\)) is the only significant linear interaction on the recovery of cobalt at a 95% confidence level. Furthermore, at a 95% confidence level, the interaction between leaching time and FeSO4 amount is the only significant linear interaction on cobalt recovery. Even though the other process parameters were not significant at the 95% confidence level, the influences should not be discounted to improve the method's economic feasibility. The order of importance of the variables considered to maximize the dissolution of cobalt from concentrate is FeSO4 amount, leaching time, leaching temperature, and pH. The order of the linear interactions is FeSO4 amount–leaching time, leaching time–pH, FeSO4 amount–leaching temperature, leaching time–leaching temperature, pH–leaching temperature, and pH–FeSO4 amount. The sequence of the importance of quadratic terms is the same as that of linear terms.
It should be mentioned that the significance in this context refers to the plausibility of the effect in the area of the data. A given parameter can be statistically insignificant while it is scientifically significant and vice versa [20].
Two- and Three-Dimensional Response Surfaces Plots
The effects of single parameters and the interaction of parameters on cobalt recovery are predicted using the desirability function. The interaction of parameters is illustrated by contour (2D) and three-dimensional (3D) surface plots (Fig. 6A and B) with the stationary point corresponding to the mean condition. The plots of the contour or 3D surface of the response as a function of two variables were constructed by keeping the other two variables constant at their central (mean) values. The curvature of the interaction surface between variables is generally flat and slightly twisted [26].
Leaching Time–pH
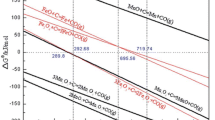
Figure 6A(a) and B(a) shows the combined effect of leaching time and pH on the recovery of cobalt. Figure 6A(a) illustrates a plane curvature shape with maximum point (stationary point). It can be determined from the profile view of the 3D surface map that the increase in leaching time from 80 to 120 min increases significantly the recovery of cobalt. The leaching time is a critical factor in the dissolution process because it allows to reach the equilibrium of the solvent–solute system [30]. However, the increase (or decrease) in the pH has a less significant effect on the cobalt extraction from concentrate, which explains the straight lines parallel to the pH axis and perpendicular to the time axis (ellipse shape) shown in Fig. 6B(a). It is highly important to mention that the pH is less statistically significant in the area considered in this study (i.e., pH 1–2.2). The selected range of pH variation corresponds to the domain of stability of the Co2+ ions according to the Eh–pH diagram constructed using HSC Chemistry software (ver.6.0) (Fig. 5). However, the acidity characterized by pH is an important factor in the phenomenon of metals dissolution, especially cobalt [7, 30, 31].

Eh–pH diagram for Co-H2O system at 25 °C, 1 atm, and [Co]total = 1 × 10−5 mol/kg
Leaching Time–Ferrous Sulfate
Figure 6A(b) and B(b) shows the interaction of leaching time and ferrous sulfate effect on cobalt recovery. As shown clearly in Fig. 6A(b), the recovery of cobalt is more sensitive to the leaching time–ferrous sulfate pair. The trend for cobalt recovery indicates that there is a stronger relationship between the amount of ferrous sulfate and the leaching time since a longer reaction time is essential to achieve high cobalt extraction. The 2D contour plot (Fig. 6B(b)) shows that the cobalt recovery value was the maximum at 90 min and the lowest at 20 min. The results show that most of the cobalt contained in the concentrate is in the Co3+ form. Thus, the addition of ferrous sulfate acts as a reducing agent, transforming Co3+ into Co2+ according to the following reaction (Eq. 9).

3D surface (A) and contour plot (B) of desirability function on cobalt recovery for each interaction at the mean condition
Leaching Time–Leaching Temperature
Figure 6A(c) and B(c) depicts the combined effect of leaching time and leaching temperature on the cobalt dissolution efficiency. Cobalt extraction rate increases with the simultaneous increase in leaching time and temperature. Nevertheless, the dissolution of cobalt is more sensitive to reaction time than to temperature. This justifies the asymptotic shape of the contour lines with respect to the temperature axis as shown in Fig. 6B(c). The leaching efficiency of cobalt increases gradually while the time increased and almost reached equilibrium after about 100 min corresponding to about 70% of the recovery. From the results shown in Fig. 6A(c) and B(c), it should also be noted that equilibrium was reached faster at high temperatures due to the greater kinetics of leaching reactions.
pH–Amount of Ferrous Sulfate
Figure 6A(d) and B(d) shows the interaction effect of pH and the amount of ferrous sulfate on cobalt dissolution. From the figures, it is explicitly shown that the interaction between the pH and the amount of ferrous sulfate is poor, as it was mentioned previously during the analysis of the significance of the parameters. However, the amount of ferrous sulfate still plays an important role in the dissolution of cobalt. Indeed, the cobalt extraction rate increases from about 10 to 70% when the amount of ferrous sulfate increases from 0 to about 10 g. The level lines parallel to the pH axis on the 2D contour plot (Fig. 6B(d)) express the less significant effect of the pH on the dissolution of cobalt. As mentioned in Sect. 3.4.1, the dissolution of cobalt requires an acidic medium. However, the selected range of pH variation is already favorable for dissolving cobalt, which explains the non-significance of the pH variable from a purely statistical point of view.
pH–Leaching Temperature
The combined effect of pH and leaching temperature is displayed in Fig. 6A(e) and B(e). The interaction between pH and leaching temperature is represented by an almost circular outline with a maximum stationary point, which may explain the combined effect of reaction temperature and solution pH on the dissolution of cobalt. However, the dissolution of cobalt increases very slightly with an increase in the pH of the solution, resulting in quite curved lines as shown in Fig. 6B(e). Moreover, about 75% of the cobalt is extracted from the concentrate when the temperature is about 50 °C and the pH of the solution is approximately equal to 1.4.
Ferrous Sulfate–Leaching Temperature
Figure 6A(f) and B(f) illustrates the interaction effect of the leaching temperature and amount of ferrous sulfate on the dissolution of cobalt. It can be seen in the figures that the leaching temperature interacts with the amount of ferrous sulfate to enhance the dissolution of cobalt. The cobalt recovery was slightly improved in terms of leaching temperature compared to the amount of ferrous sulfate. The resulting 2D contour plot is an ellipse with the major axis oriented in the direction of the temperature axis and the minor axis oriented in the direction of the FeSO4 axis (Fig. 6B(f)). The pronounced effect of temperature can be explained by the fact that it increases the reactivity of ferrous sulfate in aqueous solution, which leads to an increase of cobalt extraction rate by the reduction mechanism as discussed previously.
Optimization of Cobalt Recovery
The desirability function was used to optimize the response (cobalt recovery, %). The desirability function describes the relationship between predicted responses to one or more dependent variables and the desirability of those responses. Two steps are essential to establish the desirability profile: (1) defining the desirability function for each dependent variable by assigning predicted values, ranging from 0 (very unwanted) to 1 (extremely desirable), and (2) finding the geometric average of the individual desirability scores for each dependent variable. Desirability profiles consist of a series of graphs for each independent variable and a total desirability score at different levels of one independent variable while keeping the levels of the other independent variables constant. Examining the desirability profiles can display which independent factor levels give the most desirable predicted responses on the dependent variables [26].
The desirability profiles for each process parameter and response predicted at the optimum conditions are shown in Fig. 7. The predicted cobalt recovery from concentrate was 95.79% at the following optimum process conditions: leaching time of 104.48 min, pH of 1.87, amount of ferrous sulfate of 14.9 g, and leaching temperature of 54.8 °C. The predicted cobalt recoveries were validated by carrying out experiments (Table 5). The last two conditions (run 2 and 3) were chosen by rounding off by default and by excess the obtained optimal operating conditions. As illustrated in Table 5, the model is in good agreement with the experimental data, with an error less than 5%. Thus, the model is valid for predicting the cobalt recovery within the studied range with a 95% confidence level.

Profiles for predicted values and desirability
The chemical composition of typical leach solutions found at optimal conditions is given in Table 6.
Conclusions
The effect of process variables such as the leaching time, pH, ferrous sulfate amount, and leaching temperature in the extraction of cobalt from ore concentrate has been investigated and optimized performed by RSM, based on CDD. A quadratic polynomial model was developed to represent the cobalt recovery expressed as a function of the four variables by applying the least-squares method. The obtained results indicate that the leaching time–ferrous sulfate amount interaction was the most important for cobalt recovery. From the desirability function, the optimum conditions for cobalt recovery (95.79%) were obtained at the following conditions: the leaching time of 104.48 min, pH of 1.87, amount of ferrous sulfate of 14.9 g (corresponding to about 7.5 wt% of the cobalt concentrate), and leaching temperature of 54.8 °C. The result showed that the model of predictions matched with the experimental data. Therefore, the results of this study may help to increase the efficiency of the cobalt reductive dissolution process. Considering the large amounts of silicon and magnesium contained in the concentrate, the methods of purification of the leach solution can be investigated further. These methods include decantation by flocculation for the removal of silicon or the precipitation of MgSO4 in the form of Mg (OH2), which makes possible the removal of silicon by adsorption.
References
Swartz B, Donegan S, Amos SR (2009) Processing considerations for cobalt recovery from Congolese copperbelt ores. In: Hydrometallurgy conference, pp 385–400
Laznicka P (2010) Giant metallic deposits: future sources of industrial metals, 2nd edn. Springer
Mbuya B, Ntakamusthi P, Bill M, Léon K, Nkulu G (2021) Metallurgical evaluation of the leaching behavior of copper–cobalt-bearing ores by the principal component analysis approach: case study of the DRC copperbelt ore deposits. J Sustain Metall 7(3):985–994. https://doi.org/10.1007/s40831-021-00389-5
Ferron CJ, Henry P (2008) The use of ferrous sulphate to enhance the dissolution of cobaltic minerals. In: Hydrometallurgy 2008: Proceedings of the 6th International Symposium, pp. 1088–1097
Bevandić S, Xanthopoulos P, Muchez P (2021) Chemical leaching of sulfidic mining waste, plombières tailings pond, Eastern Belgium: insights from a mineralogical approach. J Sustain Metall 0123456789. https://doi.org/10.1007/s40831-021-00445-0
Everaert M, Guerrero F, Kamariah N, Spooren J (2021) Fundamental insights in alcoholic ammoniacal systems for selective solvometallurgical extraction of Cu, Zn, and Pb from tailings. J Sustain Metall 0123456789. https://doi.org/10.1007/s40831-021-00382-y
Kasongo KB, Mwanat HM (2021) Application of Taguchi method and artificial neural network model for the prediction of reductive leaching of cobalt(III) from oxidised low-grade ores. S Afr J Sci 117(5):1–8. https://doi.org/10.17159/SAJS.2021/8743
Apua MC, Bafubiandi AFM (2011) Dissolution of oxidised Co–Cu ores using hydrochloric acid in the presence of ferrous chloride. Hydrometallurgy 108(3–4):233–236. https://doi.org/10.1016/j.hydromet.2011.04.012
Ferron CJ (2008) Sulfur dioxide: a versatile reagent for the processing of cobaltic oxide minerals. JOM 60:50–54
Tekin T, Bayramoǧlu M (1993) Kinetics of the reduction of MnO2 with Fe2+ ions in acidic solutions. Hydrometallurgy 32(1):9–20. https://doi.org/10.1016/0304-386X(93)90053-G
Das SC, Sahoo PK, Rao PK (1982) Extraction of manganese from low-grade manganese ores by FeSO4 leaching. Hydrometallurgy 8(1):35–47. https://doi.org/10.1016/0304-386X(82)90029-9
Mbuya BI, Kime MB, Tshimombo AMD (2017) Comparative study of approaches based on the Taguchi and ANOVA for optimising the leaching of copper–cobalt flotation tailings. Chem Eng Commun 204(4):512–521. https://doi.org/10.1080/00986445.2017.1278588
Kime M-B, Kanowa EK, Mulaba-Bafubiandi AF, Diyambi SN (2016) Value recovery from mukondo mine low-grade cobalt ore by heap leaching and solvent extraction value recovery from mukondo mine low-grade cobalt ore by heap leaching and solvent extraction. https://doi.org/10.13140/RG.2.2.35313.28001
Hamzaoui AH, Jamoussi B, M’nif A (2008) Lithium recovery from highly concentrated solutions: Response surface methodology (RSM) process parameters optimization. Hydrometallurgy 90(1): 1–7. https://doi.org/10.1016/j.hydromet.2007.09.005
Herzog MH, Francis G, Clarke A (2019) Understanding statistics and experimental design: how to not lie with statistics. Springer
Montgomery DC (2017) Design and analysis of experiments, Ninth. Wiley, Hoboken
Myers RH, Montgomery DC, Anderson-Cook CM (2016) Response surface methodology: process and product optimization using designed experiments, 4th edn. Wiley series in probability and statistics
Bhattacharya S (2016) Central composite design for response surface methodology and its application in pharmacy. In: Response surface methodology in engineering science design, IntechOpen, pp 1–19
Goupy J, Creighton L (2009) Introduction aux plans d’expériences. Dunod
Simate GS, Ndlovu S, Gericke M (2009) Bacterial leaching of nickel laterites using chemolithotrophic microorganisms: process optimisation using response surface methodology and central composite rotatable design. Hydrometallurgy 98(3–4):241–246. https://doi.org/10.1016/j.hydromet.2009.05.007
Ahmadi A, Rezaei M, Sadeghieh SM (2021) Interaction effects of flotation reagents for SAG mill reject of copper sulphide ore using response surface methodology. Trans Nonferrous Met Soc China (English Ed.), 31(3):792–806. https://doi.org/10.1016/S1003-6326(21)65539-5.
Imoisili PE, Jen TC (2021) Modelling and optimization of the impact strength of plantain (Musa paradisiacal) fibre/MWCNT hybrid nanocomposite using response surface methodology. J Mater Res Technol 13:1946–1954. https://doi.org/10.1016/j.jmrt.2021.05.101
Mbuya BI, Kime MB, Kawama FN, Arad S (2021) Application of the response surface methodology to determine optimal conditions of castine calcination in a full-scale rotary kiln. Miner Process Extr Metall Trans Inst Min Metall 130(2):105–117. https://doi.org/10.1080/25726641.2019.1591792
Li D, Park KH, Wu Z, Guo XY (2010) Response surface design for nickel recovery from laterite by sulfation-roasting-leaching process. Trans Nonferrous Met Soc China (English Ed.) 20(SUPPL.1):s92–s96. https://doi.org/10.1016/S1003-6326(10)60019-2
Jalali F, Fakhari J, Zolfaghari A (2019) Response surface modeling for lab-scale column bioleaching of low-grade uranium ore using a new isolated strain of Acidithiobacillus Ferridurans. Hydrometallurgy 185:194–203. https://doi.org/10.1016/j.hydromet.2019.02.014
Wan Omar WNN, Amin NAS (2016) Multi response optimization of oil palm frond pretreatment by ozonolysis. Ind Crops Prod 85:389–402. https://doi.org/10.1016/j.indcrop.2016.01.027
Yirgu Z, Leta S, Hussen A, Khan MM, Aragaw T (2021) Optimization of microwave-assisted carbohydrate extraction from indigenous Scenedesmus sp. grown in brewery effluent using response surface methodology. Heliyon 7(5):e07115. https://doi.org/10.1016/j.heliyon.2021.e07115
Afolabi FO, Musonge P, Bakare BF (2021) Application of the response surface methodology in the removal of Cu2+ and Pb2+ from aqueous solutions using orange peels. Sci Afr e00931. https://doi.org/10.1016/j.sciaf.2021.e00931
Li YR, Shue MF, Hsu YC, Lai WL, Chen JJ (2014) Application of factorial design methodology for optimization of transesterification reaction of microalgae lipids. Energy Procedia 52:377–382. https://doi.org/10.1016/j.egypro.2014.07.089
Peng C, Hamuyuni J, Wilson BP, Lundström M (2018) Selective reductive leaching of cobalt and lithium from industrially crushed waste Li-ion batteries in sulfuric acid system. Waste Manag 76:582–590. https://doi.org/10.1016/j.wasman.2018.02.052
Kasongo B, Monga J-J, Mwanat H (2021) Implementation of Artificial Neural network into the copper and cobalt leaching process. In: 2021 Southern African Universities Power Engineering Conference/Robotics and Mechatronics/Pattern Recognition Association of South Africa (SAUPEC/RobMech/PRASA), pp 1–5. https://doi.org/10.1109/SAUPEC/RobMech/PRASA52254.2021.9377230
Author information
Authors and Affiliations
Contributions
MH-MM: Conceptualization, Methodology, Software, Validation, Formal analysis, Investigation, Writing—original draft, Writing—review and editing. KBK: Conceptualization, Methodology, Software, Validation, Formal analysis, Investigation, Writing—original draft, Writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
The contributing editor for this article was Atsushi Shibayama.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mwanat, M.HM., Kasongo, K.B. Cobalt Dissolution from Concentrate in Sulfuric Acid—Ferrous Sulfate System: Process Parameters Optimization by Response Surface Methodology (RSM). J. Sustain. Metall. 7, 1838–1851 (2021). https://doi.org/10.1007/s40831-021-00460-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-021-00460-1