
Abstract
Beneficiation of low-grade ore is of critical importance in order to meet the growing demand for coal and mineral industries. But, low-grade ores require fine grinding to obtain the desired liberation of valuable minerals. As a result, production of fine particles makes the beneficiation process difficult through conventional gravity separators. Hence, alternative beneficiation techniques are being investigated for upgradation of metal values from low-grade ores. The gravitational force effecting the separation is replaced by the centrifugal force to usher in enhanced gravity separators. The objective of the present paper is to summarize the applicability aspect of enhanced gravity separators for different mineral systems including non-ferrous, precious, ferrous, and industrial minerals. These mineral systems include run off mine ore, secondary products like tailings and plant slags, etc. For this purpose, the design, operational features, types, and separation mechanism of enhanced gravity separators, such as Falcon concentrator, Knelson concentrator, multi-gravity separator (MGS), and Kelsey Jig, are discussed. Based on our review, research scope and future possibilities of enhanced gravity separators are also proposed.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Enhanced gravity concentration is a physical separation process, where centrifugation is employed to separate the fine valuable minerals from the gangue minerals, based on the difference in their specific gravities. The applied centrifugal force is multiple times higher than the gravitational force, which aids in the increased differential settling of particles and their subsequent separation [1,2,3,4,5]. This process is comparatively superior to the traditional gravity-based separation in terms of performance, separation efficiency, and treatment of finer feed particle size ranges. It is well known that, over the past few decades, the need to treat fine disseminated complex ores ensued a deterioration in the performance efficiency of the conventional gravity separators [6,7,8,9]. Given this inadequacy, surface-based separation process, i.e., froth flotation because of its selective separation capability in the finer size ranges earned wide industrial applications [10]. However, froth flotation has its inherent demerits viz. costly reagents, hydraulic entrainment, economic unviability, and environmental issues. Thus, enhanced gravity separators (EGSs) have been designed and developed to fill the inadequacy gaps between the conventional gravity units and the froth flotation process [2].
From the literature, it may be seen that previous studies were primarily centered on developments, general operating guidelines, and modeling of enhanced gravity separators [2, 11, 12]. However, this paper presents a systematic description on applicability of different enhanced gravity separators such as Knelson concentrator, Falcon concentrator, multi-gravity separator, and Kelsey jig in minerals and coal processing and the influence of process parameters on their separation efficiency. It also addresses the identification of optimum conditions for the beneficiation of different minerals in terms of their principles, design, and operational parameters, using respective enhanced gravity separators.
Fundamental of Enhanced Gravity Concentration
Gravity concentration is an established unit operation in mineral processing, where the separation of target minerals from gangue minerals is based on the difference in their specific gravity. Feasibility of gravity concentration is simplistically calculated, using the concentration criterion (C.C), which can be expressed as follows:
where \(D_{h} ,D_{l} ,D_{f}\) represent the specific gravity of heavy mineral, light mineral, and the fluid, respectively [2, 13].
As complete liberation is not economically justifiable, there are still unliberated minerals present after comminution. In this state, the concentration criterion is inadequate to predict accurate estimation of the feasibility of gravity concentration. Thus, researchers have recently developed and suggested a modified concentration criterion for better prediction of the degree of separation and selection of the unit operation [14]. Abaka-wood et al. described the detailed derivation of the mathematical equation in their paper. The proposed modified concentration criterion (MCC) can be expressed as follows [14]:
where \(MC_{xz}\) = modified concentration criterion of separating ‘x’ mineral from ‘z’ mineral where both ‘x’ and ‘z’ are in an interlocked state with ‘y’ mineral.
\(RS_{xy}\) = Resultant-specific gravity of the x–y composite particle.
\(RS_{zy}\) = Resultant-specific gravity of the z–y composite particle.
The conventional gravity concentration process is restricted in its applicability, where high interlocking between valuable and gangue minerals exist which can be described as follows:
-
(i)
Extreme sensitivity of the process to the presence of ultrafine slimes, which increase the slurry viscosity and reduce the sharpness of separation.
-
(ii)
Difficulty in controlling the required pulp density
In the later stage, equipments like Pinched sluice, Spiral, Reichert cone, and Dyna- whirlpool are developed and these equipments are capable of high capacity application at low operational cost for a wide range of minerals, such as tin, gold, tungsten, fluorspar, coal, magnetite, heavy sands, and so on. [13]. However, the relatively low separation efficiency, inability to treat very fine particles, and the need for repetitive operational cycles to achieve the desired grade reduce their applicability in fine particle processing. The studies conducted at Virginia Tech suggested that density-based separation processes are superior to surface-based processes for the upgradation of fine coal [15]. Therefore, it can be suggested that efficient fine particles processing, as a continuous process, can be achieved by enhanced gravity separators [16]. The employment of centrifugal force is responsible for rapid changes in the particle movement inside the separation chamber, thus causing enhanced accuracy of classification [17, 18]. It is the pre-dominant factor that influences the particle settling velocity as well as the effective size range over which efficient separation can be achieved. Settling velocity decreases with decreasing particle size; therefore, centrifugal force is employed to enhance the inertia of fine particles and hasten the settling velocity and time to accentuate the separation efficiency [16, 19]. Figure 1 depicts the distinct difference in particle settling velocity, under normal gravitational force and centrifugal force. The inherent advantages of EGS, from the environment and economic aspects, are as follows:
-
(a)
No reagent or chemical usage
-
(b)
No heat treatment
-
(c)
Simple mechanism of operation
-
(d)
Maintenance and low labor requirement.

Effect of centrifugal force on particle settling velocity [2]
This condition can be created within the equipment chamber through methods such as:
-
(i)
Centrifugation (By increased rotational speed)
-
(ii)
Pneumatic (By injection of air pressure)
From the literature, it may be seen that the gravitational force is directly proportional to particle mass, i.e., if the particle size is smaller than 1 mm, particle mass decreases accordingly, which retards the separation process and makes it less efficient [2].
In gravity separation,
This implies that the force acting on a particle in a static bath is directly proportional to ‘g.’
But in case of enhanced gravity separation,
where \(F_{c}\), v, and R represent the centrifugal force, tangential velocity, and radius of the centrifugal separator.
So in a centrifugal field,
From the above equations, it may be observed that particles in a centrifugal field experience much higher force than the particles present under the influence of standard gravitational force. Thus, the separation efficiency is more in the case of enhanced gravity concentration.
When a particle of mass ‘m’ is subjected to a centrifugal field, it experiences radial movement with certain angular velocity. Mathematically, it can be depicted as follows:
where \(\omega\) and r represent angular velocity and the particle radius, respectively.
Relative centrifugal force (G) is termed as the ratio of the centrifugal field to the gravitational field which can be expressed as follows:
The sedimentation of a solid particle in an infinite fluid can be calculated from the centrifugal coefficient, which can be described as the ratio of terminal velocity of a particle to centrifugal acceleration. With \(V_{t}\) representing terminal velocity of a particle, \(\omega\) and r represent angular velocity and the particle radius, respectively. \(\eta\),\(m\), and \(r_{0}\) represent number of revolution per minute, mass of the particle, and radius of particle in infinite fluid, the following case is applicable only for solids in infinite fluid.
Particle Dynamics in Enhanced Gravity Concentration
In gravity concentration, a particle experiences gravitational force, according to its size, density, and buoyancy force due to the surrounding medium. However, in the case of enhanced gravity concentration, additional forces viz. drag force, centrifugal force, and Bagnold forces act on the particle, besides the gravitational force (Fig. 2). These added forces hasten the particles to settle and regulate their movement inside the separator. The centrifugal force influences the stratification of particles according to their size and density, whereas the drag force exerted by water pressure regulates the intactness of the stratified bed by allowing the retention of the heavier particles inside the chamber and rejection of the lighter particle to the overflow [17, 20].This indicates that combined effect of the centrifugal and drag forces results in the rearrangement of particle bed strata and influences the particle movement along with the grade and recovery of products in the EGS. Ferrara explained that the particles are subjected to three distinct forces within the rotating tube wall, i.e., centrifugal, fluid drag, and frictional force. The expression for particle motion in the centrifugal field derived by is as follows [21]:
where \(\omega\), \(k\), \(\psi\), and \(Q\) represent angular velocity, coefficient of non-sphericity of a particle, coefficient of friction between the particle, and tube wall and the flow rate of fluid through the tube, respectively, \(d_{p}\) is particle diameter,

Forces acting on a particle in a gravity concentration, b enhanced gravity concentration [2]
\(u_{p}\) is particle settling velocity, \(\mu\) is fluid viscosity, and \(\rho_{p}\) and \(\rho_{f}\) are particle and fluid density, respectively.
It is also difficult to regulate the radial movement of a particle in high pulp density. In gravity-based separation, coarse light particles report to the bottom before fine heavy particles because of their high terminal velocity. Such layer inversion causes interference in particle separation and poor separator performance efficiency [22, 23]. Different EGSs such as Knelson concentrator, Falcon concentrator, multi-gravity separator, and Kelsey jig, with their operating principles, applicability, and salient features are discussed in the following sections.
Knelson Concentrator
Knelson concentrator is a compact, enhanced gravity separator, where centrifugation and fluidization water pressure are the two critical parameters involved in fine minerals separation. The insertion of water introduces the fluidized bed through the perforated wall of the bowl. Under the combined effect of water current and enhanced gravitational force, separation is achieved where displacement of lower density particles occurs, so that the heavier particles can form a consolidated bed and are trapped in the concentrating ring, while lighter particles are rejected as overflow product, as shown in Fig. 3 [24, 25]. It was first introduced as a semi-batch unit in 1982 and has gone through several iterations of design [26]. Knelson concentrator is generally operated at 60–100 g’ in most applications, although it can go up to 180 g’ [27, 28]. The Knelson concentrator is also classified into two types, i.e., batch and continuous type. The difference between batch and continuous type concentrators is presented in Fig. 4.


Comparison between batch and CVD Knelson Concentrator
Particle Dynamics in a Knelson Concentrator
Based on the mechanistic approach adopted in previously carried out work on the Knelson concentrator, it is noted that optimum fluidizing water pressure behaves as a functional unit of the feed size distribution and feed material density [29]. Theoretical analysis implies that as the feed particle starts moving in a helical motion within the concentrator, it experiences four types of forces namely [24, 30];
-
(i)
Centrifugal force
-
(ii)
Drag force
-
(iii)
Bagnold force
-
(iv)
Buoyancy force
Centrifugal force helps to maintain the circular path motion of the particles, which is described earlier in Eq. 6:
where Fc, m, r, and ω represent centrifugal force, the mass of the particle, radius of trajectory, and angular velocity, respectively.
From Eq. 2, it is known that as the solid particles have higher specific gravity than water, they move towards the bowl periphery outwardly and come in contact with the fluidizing water; hence, it experiences drag force (Fd) which is expressed as follows:
Similarly, Fd, Cd, ρf, Vf, and A represent the drag force, drag coefficient, fluid density, fluid velocity, and cross-sectional area of the particle, respectively.
In addition to these forces, the solid particles also experience Bagnold force due to inter-particle collision inside the fluidized bed. When a particle bed is subjected to shear stress, dilation of the bed occurs, which generates a dispersive pressure.
Here Fb \(\left( {\frac{dv}{{dy}}} \right)\) and C depict Bagnold force, shear rate, and concentration of solids, respectively.
So, to maintain the dynamic equilibrium in order to retain the particle within the concentration chamber, the required force is
Variation in this equilibrium causes either retention of the particle in the concentrator chamber or upward flow to the tailing stream. Along with other operating conditions, cycle time also plays a vital role in maximizing recovery without causing overloading to avoid loss of recovery [24]. Coulter and Subhasinghe concluded that particle retention in concentrating rings is dependent on the factor ‘X,’ which is the ratio of drag force and the net force (\(F_{c}\)). Particle retention is inversely proportional to this factor [24]. As the drag force is higher at high ‘X’ value, it leads to the overflow of the particle, and at low ‘X’ value, centrifugal force is higher, which causes retention of the particle. Coulter and Subhasinghe mathematically expressed the volumetric material retention, Vi by using a synthetic mixture of magnetite and silica in a laboratory Knelson concentrator, as follows [24]:
where \(V_{oi}\) is the maximum volume of material retained under a particular condition, \(f_{i}\) is the volume fraction of mineral in the feed, and \(X\)* is the critical value of the factor at the transition between the two regions and n is an exponent. Ghaffari and Farzanegan (2017) proposed a similar model for retained mass and two-component feed separation [31, 32] as follows:
where \(R_{v\max }\), \(b\), \(c\), and d are model parameters, \(\rho_{W}\) is the fluidization water pressure, \(\rho_{si}\) and \(\rho_{W}\) are the densities of ith solids and water, respectively, \(D_{ij}\) is the size of ith material in jth size class, r is the radial location, and ω is the angular velocity of the bowl.
Falcon Concentrator
Falcon Concentrator is an enhanced gravity separator used to treat fine as well as ultrafine sized particles (up to 3 µm) [2, 11, 33]. It operates on the principle of flowing film concentration, in which the feed slurry acts as a flowing film. Feed slurry is injected near the bottom of the cone and is accelerated up the cone wall by the centrifugal field [15]. Homogenization of feed particles by the impeller helps in transporting the particles in the flowing film, before their reporting either to the outlet or getting trapped inside the retention zone in response towards centrifugal force. Moreover, differential settling velocity of the particles promotes the separation over fluidization water in this type of concentrator [11, 34]. The schematic diagram of the falcon concentrator is shown in Fig. 5. A quantitative comparison of the available data about different EGS, the falcon concentrator, reported in the literature, provides the lowest separation density (D50) as a result of its ability to provide a maximum centrifugal force of 300 g’s [35]. In the treatment of floatation tailings, cyclone overflow, sulfides ore, or synthetic mixture, falcon shows its efficiency [36]. Falcon concentrator is considered to be more effective in treating heavy particles of up to 25 µm and gangue particles of up to 75 µm [36]. Falcon concentrator is divided into three types and are depicted in Fig. 6.


Types of Falcon Concentrator [33]
Based on the structural analysis of Falcon concentrator, the product can be divided into three parts, i.e., (i) overflow, (ii) top groove, and (iii) bottom groove [37].
Heaviest particles settle at the bottom groove, medium-density particles remain in the top groove, and lighter particles are removed as overflow. It shows that separation is achieved based on particle density and motion. Randomness in the movement of a single particle affects the apparent regularity of the overall movement of the particles as well as the separation [37]. Kroll- Rabotin et al. proposed a fluid dynamic model that is useful in quantitative prediction of the performance evaluation of UF Falcon concentrator [38]. It primarily helps in calculating the partition function and understanding the physics of the separator, which is suggested as follows.
where \(C_{p}\) is the partition function, \(\lambda\) is calibration constant, bowl geometry (\(R_{0}\) = base radius, \(L\) = particle travel length, \(\beta\) = opening angle, \(L_{bowl}\) = bowl length).
If a particle travels a length \(L\) inside the chamber, then \(\alpha\) can be expressed as follows:
This model was further modified so that it can be applicable for both dilute suspension and high solid concentration inside the separator chamber.
where \(\lambda\) is calibration constant, \(\varphi\) is the solid volume fraction of feed stream, and \(\rho_{s}\) is suspension density.
Multi-gravity Separator
Keen interest for enhanced gravity separators was generated after realizing the successful efficacy of the multi-gravity separator (MGS) in the Turkish Chromite plant and Renison Ltd., Australia [39, 40]. Multi-gravity separator is one of the fine particle gravity separator whose principle is similar to the conventional shaking table except that the centrifugal force is employed to enhance the separation efficiency. Continuous rotation and shearing effect of shaking cylindrical drum are responsible for the migration of heavy particles towards the slurry filter to form a semi-solid layer at the inner wall of the drum. In contrast, lighter particles are carried by the wash water as tailings. It may be visualized as a rotating horizontal shaking table, as shown in Fig. 7. Further, a small amount of wash water is added to the heavy discharge end of the drum to wash out any entrained low-density particles.

Schematic diagram of multi-gravity separator [2]
Kelsey Jig
Kelsey jig is a modernized version of the conventional jig with an additional implementation of centrifugal force which aids the effectiveness of the separation, thus allowing finer and more near gravity particles to be separated [11]. It is capable of producing a centrifugal field up to 100 g`s. It is especially suited for separating the fine mineral particles with a relatively small difference in specific gravity. The separation efficiency of Kelsey jig depends upon particle bed depth over the ragging screen and hydrodynamic velocity profile of water through the screen. It contains a cylindrical screen which is rotated co-axially with the rotor, as shown in Fig. 8. Water is introduced externally to incorporate fluidization so that the stratification phase takes place. Mechanical pulsators located within each hutch create oscillations in the bed that differentially accelerate particles based on the differences in their density [15]. This results in heavy particles passing through the ragging bed and spigot to a concentrate launder by the mechanism of hindered settling and interstitial trickling; meanwhile, the lighter fractions flow across the ragging material and are recovered at the top of the unit as tailings.

Kelsey jig is successfully demonstrated for the beneficiation of mineral sands, tin, gold, nickel, Iron ore, manganese, coal, platinum, chromite, base metals, and Scheelite. In the case of Kelsey jig, higher spin frequency causes a higher centrifugal force, and it ensues into higher particle momentum. It is also vital that the compactness of the ragging bed inside jig is dependent on spin frequency and pulsion rate. So a disturbance in ragging bed and change in spin frequency invariably affects particle behavior. The separation efficiency of Kelsey jig is dependent on particle momentum both qualitatively and quantitatively as the passage of a particle through a screen is influenced by the change in particle behavior. Thus, Concha and Andromeda expressed particle settling velocity by using the slip velocity model to study the particle momentum as follows [41]:
Singh and Das further calculated \(f_{1}\) and \(f_{2}\) for different solid concentrations at a varied spin frequency and particle density, where \(m_{p}\) is a particle momentum [42].
This equation is applicable for multi-mineral system where intermediate density particle affects jig efficiency.
Application of Enhanced Gravity Separators in Minerals and Coal Processing
Non-Ferrous and Precious Minerals
Gold
Knelson concentrator was originally developed for the beneficiation of alluvial gold placer deposits [43,44,45]. Due to its very high density, gold particles that are present in ppm levels can easily be separated from their associated lighter gangue particles. Knelson concentrator resulted in an improvised concentrate grade of 75–80% from a feed grade of 35% of alluvial gold [46]. Recently, Olyaei et al. [45] noticed that the presence of metallic mercury absorbs metallic gold during the cyanidation process, thus reducing gold recovery. So they opted for a combined technique of Knelson concentration and cyanidation method to separate gold from the metallic mercury. The final results showed that recovery of gold, silver, and mercury was enhanced to 93.3%, 42.17%, and 42.1% from a feed of 1.5, 7.5, and 160 g/t, respectively. Further treatment of Knelson concentrator tailings in the cyanidation process reduced the mercury content to 53 µg with an increment of 1.5% in gold concentrate [45]. Subsequently, for improved metallurgical performance in the pilot-scale (Fig. 9), Knelson CVD can be used both as a concentrator and cleaner circuit to treat flotation tailings to recover gold particles [47].

Knelson CVD in the processing of flotation tailings of gold-bearing sulfides [47]
From 1986 to the present, Falcon concentrator has also been used to recover coarse gold particles occurring in a liberated state. Gold concentrates obtained from such a unit is referred to as gravity-recoverable gold. Investigations on gold recovery using Falcon concentrator have been reported [48,49,50]. Gold-bearing minerals of -74 µm can be recovered by Falcon concentrator at low water pressure, moderate pulp density, and high centrifugal field (200 g) [49]. According to the availability of the ore treated, Falcon Concentrator can act as a batch or continuous unit operation in the gold recovery circuit. A comparative study using both Knelson and Falcon concentrators for gold recovery indicated that the Knelson concentrator performed better as a pre-concentrator for the recovery of fine free gold particles. However, Knelson concentrator proved to be ineffective in the case of ultrafine flaky gold, i.e., below 15 μm present in flotation feed and products. Batch knelson concentrator is more versatile for precious minerals recovery within grinding circuit whereas continuous Falcon is a good scavenging unit for fine heavies with better yield [51]. From the study, it can be inferred that Knelson concentrator is better for enrichment whereas Falcon is a good recovery unit for fine gold processing.
PGE Mineral
Conventional gravity concentrators are not efficient for treating PGE ore due to its occurrence in ultrafine sizes and complex mineralogical associations. Several researchers have worked on the knelson concentrator to study its effectiveness in the pre-concentration of PGE ore [52,53,54]. It can be seen from Fig. 10 that, at a condition of low ‘g’ force with high fluidization pressure, platinum and palladium contents of 13.95 ppm with a yield of 3.54% were achieved [53]. So, it is clear that Knelson concentrator is mostly used where the amount of fine heavy fraction is minimal in the total feed, i.e., 500gm/t or 0.05% of total weight [13]. As the PGE group of minerals are very heavy minerals and sparsely distributed, higher ‘g’ force is not required for particle settling. Rather high fluidization pressure is necessitated so that the feed particles can remain in suspended state, thus providing an opportunity for selective separation of fine heaviest particles to remain within the chamber by displacing the gangue minerals and enhance the enrichment ratio.

Effect of G’ force on grade and recovery of PGE ore at 4 psi [53]
Copper/Copper-Cobalt Tailings
Given the waste processing imperatives, the retreatment of tailings has garnered much attention over the past few decades. Recovery of copper and cobalt from the flotation tailings offers a potential application in the industries. Katwika et al. [8] carried out studies on the Knelson concentrator using the flotation tailings of copper–cobalt ore of NCK mines, Democratic Republic of Congo. Usually, comminution- flotation- classical gravity concentration route is followed for the beneficiation of copper and cobalt. However, coarse grinding and inefficiency of gravity separation lead to the metal loss in the tailings. Katwika et al. tried Knelson concentrator on the industrial scale and reported an enhanced grade with improved recovery of Cu and Co from 65 to 86.09% and 67 to 86.96%, respectively [8].
The recovery of copper from blast furnace slag was also reviewed [55]. The study was focused on extracting the copper nuggets from the plant slag using different feed sizes (− 300, − 150, − 150 + 75, − 75 µm). In this case, the slag was treated in a jig. The tailings of the jig were re-treated in the shaking table and the tailings of the table were concentrated in a Falcon concentrator. It revealed that, in the coarser fraction (− 300 µm), the copper recovery was 15.07% with an enriched grade of 4.51% whereas, in the finer size ranges (− 150, − 150 + 75, − 75 µm), a copper grade of 6.5% with 14.81% recovery was achieved. In the above work, high grade was obtained at fine sizes, and high recovery was achieved at the coarser size. Low liberation and flaky-shaped copper particles led to low beneficiation in case of coarser size. Still, the concentrate can be added to the mainstream of copper recycling plant and can be re-used. Thus, knowledge of ore mineralogy, i.e., particle characteristics is crucial for obtaining a better separation. In this case, however, better results may be accomplished by grinding the material further and re-treating with Falcon concentrator.
Tungsten
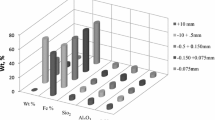
Tungsten is a rare metal with numerous applications in the field of light bulb filaments, X-ray tubes, radiation shielding, super alloys, and military applications in penetrating projectiles, etc. In order to minimize the water requirement, due to water scarcity and disposal of used water, research work has already been undertaken on the pneumatic processing of Knelson concentrator [56, 57]. The equipment was modified for pneumatic separation by an additional fitting of a specialized rotating union and regulator for controlling air pressure in the inner bowl. Comparing the wet and dry separation of Knelson concentrator, Greenwood et al. showed that a mean tungsten recovery of 94.92% with a grade of 30.96% WO3 was achieved in wet processing and 69–78% recovery with a grade of 6–15% WO3 was achieved in the case of dry processing [56]. It shows that separation efficiency is poor in case of dry processing. Still, low grades with high recovery can be obtained at low air pressure, and high grade with low recovery is achieved at slightly higher air pressure. It means that variation in air pressure enables the retention of the heavy particles in pneumatic separation system. Though reasonable recovery was achieved, concentrate grade was not upgraded enough. It may be due to the absence of fluidized bed owing to which selective separation could not take place. Zhou et al. experimentally established suitable conditions for different size ranges for higher recovery, which is shown in Table 1 [57].
Scheelite (CaWO4), an important ore of tungsten, is found in association with calcium-bearing silicates. Scheelite is mainly beneficiated through direct flotation, but for the reduction of the consumption of toxic reagents, R&D efforts were made on pre-concentration study through desliming using falcon concentrator before flotation for better flotation separation efficiency [58]. Comparative studies were carried out on using Falcon SB and Falcon UF, with the conventional hydrocyclone. Results showed that Falcon SB performed better than Falcon UF and hydrocyclone with ~ 98% gangue rejection, > 70% WO3 recovery, > 4.5% WO3 enrichment ratio, and a yield of around 15% from a feed of 1% scheelite. Falcon SB exhibited a better performance efficiency than Falcon UF, owing to the balancing force between centrifugal force and fluidized water pressure. Though the Falcon UF exerts a higher ‘g’ force, in this case, higher ‘g’ force and air pressure had a negative effect on pre-concentration and desliming efficiency. Hence, Foucaud et al. suggested that Falcon concentrator (SB or C) can easily replace hydrocyclone as a pre-concentrator before flotation and is capable of reducing sevenfold reagent steps in flotation. Metal value loss in the tailings can also be recovered by installing Falcon as a scavenger unit [58]. From the above study, Falcon concentrator was found effective for up to a feed size of the desliming purpose, the feed size was maintained at − 150 µm. Further studies can focus on its applicability to treat finer Scheelite feed size for the enrichment of WO3 and the performance efficiency of Falcon UF concentrator.
While treating tungsten in multi-gravity separator, it has been reported that MGS has significantly high separation sensitivity to rotational speed. Though the test showed an increase in WO3 content with an increase in wash water, tilt angle, shake frequency, and amplitude, the percentage of yield also decreased [39]. Recovery decreases with too steep a tilt angle and increases with an increase in tilt angle up to a specific limit. The tilt angle is to be set according to the feed particle size range as the performance of MGS will not be effective as the feed size gradually decreases from 40 µm to less than 20 µm. Therefore, optimum conditions are to be arrived at and maintained according to the feed material characteristics to obtain a concentrate of the desired grade with a high recovery of tungsten [39].
Clemente et al. reported that Kelsey jig can effectively treat tungsten slimes tailing in a two-stage treatment for an acceptable rougher concentrate grade. It was observed that a concentrate grade of 30% WO3 with a recovery of 60%. Ragging parameters affected the concentrate grade while spin frequency controlled the product recovery [59].
Lead–Zinc
Generally, Lead–Zinc ores undergo processing through the grinding-froth flotation route to obtain lead and zinc concentrates of desired quality. It is noticed that in some deposits, the presence of graphite creates difficulties during lead flotation as graphite also reports to the froth with galena because of its inherent hydrophobic nature. Considering the density difference between graphite and galena, multi-gravity separator (MGS) could be an option for graphite rejection from lead–zinc ore [60, 61]. Uday Bhaskar et al. described, in their work, a lead concentrate with a grade of 40.4% Pb and a maximum recovery of 75% with 93.9% graphite rejection was obtained from a feed of 19.8% lead and 9.8% graphite [61]. Graphite content below 2% was also achieved which is industrially acceptable. From their study, it was observed that drum rotational speed and wash water have significantly influenced the lead grade and graphite rejection. The effect of drum rotation on the grade of lead and graphite is shown in Fig. 11. Though jigging is an effective option for recovery of coarse lead particles (> 1000 µm and − 1000 + 250 µm), multi-gravity separator is suitable for better separation of finer-sized feed (250–500 µm). So, it can be suggested that MGS can be a productive option for tailing retreatment where traces of gold is present [62].

Effect of drum rotation on the grade of lead and graphite in multi-gravity separator [61]
Goktepe reported that the MGS was able to treat flotation tailing of a lead-mine waste. It was observed that a product of 12% of Pb from a feed of 3.86% Pb at a drum tilt angle of 8° at a feed size of 106 µm. The significant recovery of Pb metal from tailings indicated that metal contamination of ground water and toxicity levels of tailings can be effectively reduced [63]. Till now, processing of lead–zinc ore using MGS is only reported, so a pre-concentration/ scavenging using Knelson/Falcon needs to be studied to determine the better fine particle separator for lead–zinc ore.
Tantalum
Tantalum is a type of refractory metal that is used in laboratory equipment, electronic gadgets, and alloys and, in some cases, as a substitute for platinum. Ghorbani et al. [64] investigated the recovery of tantalum and niobium from a tailing material using different gravity separation techniques. From the study, it was observed that Knelson concentrator is efficient for the recovery of − 125 µm particles at 60 g’ force and 6 psi water pressure. A recovery of 63.6% tantalum and 40% niobium was achieved through this centrifugal separator [64]. MGS can also be used as a separator for the recovery of ultrafine tantalum particles. It is an economical option in plant operation in the tantalum industry as it can be possible to replace 12 holmen fine tables with just two MGSs easily. Though a high enrichment ratio was not achieved, it is still an economically viable and efficient separator for ultrafines [65].
Industrial Minerals
Rare Earth Minerals
Rare earth minerals are emerging as a marketable product, for their extensive use in catalysts, magnets, alloys, glasses, and nuclear materials. Rare earth minerals are generally beneficiated through physical separation techniques, such as gravity concentration, magnetic separation, electrostatic separation, and froth flotation [66,67,68]. The relatively high density of rare earth minerals, less content, and finer sizes make them a suitable feed material for different enhanced gravity separators. Numerous research works have been reported using both Knelson and Falcon concentrator for upgradation and recovery of REE minerals [14, 67,68,69,70,71,72,73]. It was found that both highest grade Zircon and Iron oxide can be obtained with Knelson in combination with low-intensity wet drum magnetic separator, at a very coarse size fraction (+ 1700 µm) [68]. It can be deduced that not only in fine size ranges, Knelson concentrator also imparts a significant force on very coarse-sized material. As recovery and grade in case of heavy rare earth minerals are more than that of light rare earth minerals in Knelson non-magnetic product, further researches can be carried out on the complete recovery of all the valuable constituents [68]. The studies carried out by Abaka-wood et al. showed that when REE minerals are in unliberated association with Iron-Oxide-Silicate tailings, selective separation of REE minerals is quite tricky [14]. The tests were conducted on three size ranges, i.e., 150 + 75 µm, − 75 + 38 µm, and − 38 µm. It was noted that selective separation efficiency of tabling is higher than the Knelson concentrator for all the sizes except − 38 µm as presented in Fig. 12. This may be attributed to the similar specific gravity range of Iron ore and REE minerals (~ 5). Also, the separation efficiency of the Knelson concentrator is sensitive to the process parameters, feed size distribution, and mineral assemblage of the studies ore. The optimization of process parameters is to be established in order to achieve the desired product. A detailed investigation may be carried out for identifying the factors affecting the performance of the knelson concentrator on feeds with different mineral associations, relative density difference, and the extent of liberation.

The enrichment ratio of mineral phases after treating unclassified Iron-Silicate Tailings in Knelson and Tabling [14]
However, researchers suggest that Falcon concentrator can be a potential option for treating very fine rare earth minerals [67, 71, 73, 74]. Slimes of rare earth minerals were treated both on the modified concentrator using a dense medium and a laboratory-scale centrifuge, for comparative analysis of value recoveries [73]. The centrifuge is a standard laboratory-scale unit while the falcon concentrator is a modified unit, with a lid to seal the bowl and a moldable plastic to fill the bottom of the bowl, so that it will be able to create a flat base for ease of emptying. It was observed that the heavier particle like zircon (sp. gravity 4.6–4.7) reported to the inner groove and lighter particles (silica with sp. gravity 2.2–2.6) to its overflow. It was also noted that similar grades of zircon (3.5% and 4%) from a feed of 1.2% zircon were obtained in the case of both centrifuge and falcon separation, respectively. However, recovery of Zr and Fe was significantly low, which is 48.4% and 31.4% in the case of Falcon than the centrifuge where the recovery of Zr and Fe was 70.8% and 46.9%, respectively [73]. Low recovery in Falcon concentrator may be due to low ‘g’ force as compared to the centrifuge. Low-density difference between valuable and gangue minerals and lower ‘g’ force might not have given the particles the chance to be retained to the wall and report as a concentrate. This necessitates further studies on Falcon concentrator for a deeper understanding of the particle–fluid interaction to yield maximum recovery at optimum ‘g’ force as well as recovery ultrafine particles.
Cassiterite
Beneficiation of cassiterite ore was studied using different gravity separators like Knelson concentrator, spiral, jig, and table for the recovery of tin [75]. Performance efficiency of jig and table for generating both high grade and recovery of tin was more than Knelson. Alternately, Knelson concentrator performed better than a spiral concentrator. Despite maintaining the critical operating conditions and having an inherent density difference, the separation efficiency of the Knelson concentrator was found to be lower due to the feed size [75]. Particle size < 500 µm is not suitable for processing in the fine gravity separators as they are case-specific to feed size as well as the feed size distribution. Beniuk et al. [76] studied Kelsey jig both as a cleaner and as a scavenger unit for treating table concentrate and gravity separator tailings of tin as a feed stream [76]. They suggested that treating table concentrate on Kelsey jig can be subsequently helpful in eliminating the leaching process for environmental sustainability. Also, beneficiating gravity separator tailing by centrifugal jig will be a strategic option to reduce the burden on the flotation process for tailing reprocessing which would reduce collector dosages and improve product grade without changing plant recovery [76].
Bentonite
Bentonite is mostly used as a binder in the pelletization process. The scope of the falcon concentrator for industrial applications is extended by its utility as a purifier of bentonite. Treating low-grade bentonite in falcon concentrator, at maximum centrifugal force, minimum water pressure, and feed rate produced an enriched value of smectite content, swelling values, and cation exchange capacity (CEC) [77, 78]. Falcon concentrator effectively removed most of the non-clays like quartz, calcite, thus producing a purified bentonite [77].
Magnesite
Magnesite is generally associated with dolomite, calcite, silica, and other carbonate and oxide minerals. In order to separate magnesite from the gangue minerals, magnesite ore is calcined at the calcination temperature of magnesite, so that distinct differences between specific gravity and hardness between dolomite and magnesite can be attained [79]. Based on this specific gravity difference, magnesite can be separated from dolomite by gravity separation. As traditional gravity separators are inefficient to treat fine-sized material of -150 µm, an enhanced gravity separator, multi-gravity separator, was tried and found to be effective [80]. Magnesium oxide can successfully be recovered from calcined magnesite with a grade of 78.14%, recovery of 66.58% from − 150 µ feed, at an optimum condition of wash water flow rate of 3 l/min, shake frequency of 4.8 cps, shake amplitude of 15 mm, tilt angle of 4º, and drum speed of 200 rpm [79].
Ferrous Minerals
Hematite
Although much literature is not reported on iron ore beneficiation using EGS, some, however, research attempts have been made on beneficiation using MGS. MGS was found to be inefficient in producing a blast furnace grade or DR grade concentrate in a single-stage operation [81]. Nonetheless, a pellet-grade concentrate (66.67%) could be achieved by beneficiating sub-grade iron ore of about 40% Fe in a two-stage MGS cycle (rougher and cleaner stages) at an optimum condition [82]. In the case of iron ore beneficiation, drum inclination affected separation efficiency more than shake amplitude [83]. Fe grade increased with a higher value of drum inclination and drum speed, because increment in drum inclination helps increased downward motion of particles so that lighter particles descend. At the same time, heavy Fe settles at the top portion of the drum. Also, increasing the drum inclination above an optimum limit results in a non-selective separation and reporting of both heavy and lighter fractions to the tailing launder. Fe % decreases with a lower drum speed. However, it is also observed that to settle heavy-density particles, large amplitude is required. Therefore, if the stroke length changes visa-a-vis drum speed, a sharp decrease in grade is found to be prominent [83].
Apart from MGS, Kelsey jig and Knelson concentrators were also used for treating iron ore. Knelson concentrator performed poor separation efficiency because of the low yield and inherent design feature for discharge of concentration with the specific time interval which eventually led to its lesser usage in industries [84]. From the study reported, it may be noticed that Kelsey jig was found to be effective and it was able to produce a concentrate of 61–65% in a single-stage operation at low spin frequency and moderate pulsation level [85].
Banded Hematite Jasper
In the current scenario, the presence of high alumina and silica content in the Indian Iron ores is an added concern for the Indian steel industry, apart from the low Iron content. Besides the common Iron ores like hematite and magnetite, banded haematite jasper (BHJ) also contains a considerable amount of Iron. Experiments were carried out in order to remove the clay substance from BHJ and study the efficacy of Falcon concentrator for the same. It was observed that fine iron particles with high aluminous clay content can be effectively treated with the Falcon concentrator. The studies by Nayak and Pal showed that the Falcon can produce a concentrate with a grade of 61.80% Fe and a yield of 62.40% from a feed of 35.29% Fe at the low bowl speed and high water pressure [86].
Laterite
Depletion in high-grade nickel sulfide ore, in contrast to the growing global consumption is making nickel-bearing laterite ores an attractive option for nickel production. Thus, upgrading nickel content by gravity concentration, before the hydro metallurgical or pyro metallurgical processing, is necessitated. Application of the falcon concentrator for nickel was studied, taking into account the different types of laterite ores. From the study, it was noted that the combination of magnetic separation with Falcon concentrator was helpful in upgrading the nickel content to an acceptable level. In these types of ores, nickel was mostly associated with the silicate minerals. So magnetic separation was opted to recover the non-magnetic material, which mostly consisted of silicate minerals, followed by the Falcon concentrator. Nickel concentrate of 1.5% grade with 70% recovery from a feed of 1.1% Ni was obtained using Falcon concentrator [87]. The size analysis of the falcon product revealed that Ni content was higher in finer size ranges.
Chromite
Gul Akbar Sen reported that Knelson concentrator could be a promising equipment for chromite beneficiation at fine size ranges [88]. He observed that fluidization water pressure has significant effect on both grade and recovery of chromite as compared to other parameters. From his study, a concentrate of 43% Cr2O3 with a recovery of 72% was achieved from a feed grade of 24.9%. So it may be concluded that Knelson concentrator is also efficient in treating oxide minerals at low g’ force, high fluidization water pressure, and low feed rate. It also indicated that knelson concentrator can effectively separate low-density materials.
Extensive research work has been carried out to explore MGS applications in diversified fields in the mineral industries [89,90,91,92]. Tripathy et al. experimentally stated that a maximum grade of 45.69% chromite with 56.41% recovery can be obtained from a 21.03% grade feed [90]. It was concluded that the grade of concentrate is sensitive to shake amplitude and wash water flow rate. At the same time, the drum tilt angle and rotational speed were responsible for high recovery. So an optimum condition of moderate drum speed (200 rpm) and a drum tilt angle of 4º with a metallurgical grade of chromite, i.e., > 40% with 60% recovery was achieved [90]. To obtain a maximum grade of chromite concentrate by MGS, low drum speed, higher tilt angle, and optimum wash water flow rate are necessitated. Further studies using MGS for better recovery of chromite showed that 47.74% grade with a maximum recovery of 73.71% could be obtained [93]. From the above studies, it can be inferred that in order to obtain high recovery, maximum wash water flow rate and drum speed are required [93]. Further statistical design of experiments was also conducted following the Taguchi method to optimize the process parameters to obtain desired chromite concentrate. A drum speed of 200 rpm, tilt angle-1º, wash water flow rate at 1 l/Min, and shake amplitude of 10 mm are to be maintained for best results [93].
Other Minerals
Colemanite
Colemanite is the chief source of boron, which is used in the manufacturing of heat resistant glass, cosmetic, medicinal, and other industries. Applicability of Knelson concentrator has been studied, by its use as a scavenger or cleaner unit for colemanite [94, 95]. As the density difference between colemanite and clay minerals is almost negligible, so the studies were focused on particle size/ mass. The preliminary report by Savas [95] suggested that the better results were obtained both at − 3000 µm and − 500 µm with a concentrate of B2O3 content of 34.2% and recovery of 78.3% from a tailings B2O3 grade of 24.8%. However, acceptable results of 24.8–42.5% grade, with more than 70% recovery, were obtained particularly at two size ranges (− 3000 µm and − 1000 µm), emphasizing that the feed particle size is equally significant as other process parameters. Nevertheless, size reduction to − 500 µm caused only marginal improvement on concentrate grade and recovery as compared to coarser fraction [95]. Separation efficiency is low in the finer size range due to the possibility of intermixing of colemanite with clay materials and rejection of fine colemanite along with clay particles. Secondly, as it is a tailing sample, the desired mineral content is relatively low. A significant increase in B2O3 grade and recovery from colemanite tailings can be achieved at high bowl speed and high water pressure, so as to mitigate environmental pollution threats and avoid any type of health hazards [95]. From the study, it may be concluded that colemanite, at size fraction of > 500 µm, can be effectively treated by knelson concentrator. Scrubbing/desliming followed by enhanced gravity concentration, i.e., knelson concentrator route, can be opted to enrich the colemanite content.
Celestite
Celestite is the primary source of strontium, which is used in fireworks, metal alloys, special glasses, medicine, dryers, pyrotechnics, and paints. Celestite is generally associated with calcium sulfates (gypsum, anhydrite, halite) and carbonate minerals (calcite). The process of obtaining celestite concentrate on the removal of impurities is complex and energy-consuming. At least 90% of SrSO4 grade is required to fulfill the quality demand of the industries; this leads to the studies on the need for an efficient and economical processing device with the utility of Falcon concentrator and MGS. Owing to the difference in the specific gravity of calcite (~ 2.71) and celestite (~ 3.95), the falcon was considered for effective separation. During the treatment of celestite in falcon concentrator reported by El-Midany and Ibrahim [17], it was noticed that at high bowl speed directed to non-selective entrapment of particles and high back-water pressure led to inconsistent grade with low recovery. It was inferred that the optimum condition for a good grade and high recovery is low bowl speed and moderate wash water pressure. At this optimum condition, 95% of calcite was removed, and celestite concentrate with only 4% calcite was obtained [17].
From the statistical design of experiments, it was determined that, to obtain a SrSO4 grade of 96.91% from 65.08%, the optimum conditions were at the drum speed of 150 rpm, tilt angle of 6º, and shake amplitude of 20 mm. Further to obtain a grade of 98.35%, the optimum conditions were drum speed of 250 rpm, tilt angle of 2º, and shake amplitude of 10 mm [96]. Increasing both shake amplitude and tilt angle caused an increment in SrSO4 content in the concentrate, which decreased when the drum speed increased. Similarly, a sharp increase in tilt angle is responsible for 90% recovery of concentrate at low drum speed. However, an increase in drum speed beyond the optimum condition has an adverse effect on the recovery. Drum rotational speed helps the feed particles to retain inside the chamber. In contrast, tilt angle with shake amplitude is useful in the downward motion of the particles based on their sp.gravity and subsequent report to the tailings. It is understood from the studies that concentrate recovery and grade are dependent upon drum speed, tilt angle, and shake amplitude, respectively, in case of celestite treatment. It was concluded that increasing the drum speed with lower tilt angle and shake amplitude gives the maximum recovery of concentrate [96].
Oil Sands
Oil sands are sediments, mainly composed of water, clay minerals, sand, and bitumen. Bitumen is one type of fossil fuel component, which is upgraded to produce gasoline. Comparative study on the pre-concentration of the oil sands-flotation-retreatment tailings, using falcon concentrator and froth flotation was reported by Liu et al. [18]. The pre-concentration step was opted to recover titanium and zirconium from the tailings. They found that froth flotation was able to recover 90% heavy minerals in bulk flotation, without any reagent at 85 °C. However, the concentrate contained a significant amount of clay minerals and bitumen (over 90%) [18]. The Falcon concentrator was efficient in producing a concentrate rich in heavy minerals with 90% product recovery, while rejecting maximum slimes, water, and bitumen (> 30%). It may be due to the higher centrifugal force, low back water pressure, and the low specific gravity of bitumen which rejected the light bitumen to the tails. In contrast, the heavy titanium and zirconium were retained inside the chamber. The study concluded that a Falcon concentrator could be efficiently used to treat coarser-sized feed (20–200 µm), as compared to the flotation feed, whose d50 was around 38 µm. Hence, a Falcon concentrator is a suitable option to pre-concentrate oil sands froth retreatment tailings. For further reduction of residual bitumen content in the concentrate, fine liberation of bitumen in optimized conditions may be recommended.
Coal Cleaning
Although flotation is commonly implemented in today’s coal preparation plants, however, it is found to be less effective in the case of oxidized coals [38]. Also, classical gravity concentrators like jig, heavy media separator are inefficient to treat fine coals and they are considered to be cost intensive. Therefore, attention has been shifted towards the physical separation process to replace the problem of the physico-chemical approach. In this regard, different studies have been carried out using different enhanced gravity separator as reported in the literature [35, 42, 97,98,99]. A comparative study on the performance of different EGS for fine coal cleaning is given in Table 2 [15]. From the table, it may be understood that Kelsey Jig performed better with a higher percentage of combustible recovery of coal (96.9%) followed by Falcon, multi-gravity separator, and Knelson concentrator, respectively, with very good coal recovery, i.e., > 80% and sulfur rejection(> 60%). This may be attributed to moderate pulsion frequency in achieving low ash product [42]. Here, it may be stated that increased centrifugal force affects the porosity of ragging bed and particle movement. Depth of ragging bed acts as a hindrance for particles’ movement through the screen because of this, the interstitial movement of particles occurs which subsequently leads the lighter particles to be discharged the underflow along with the heavy particles [42]. Kelsey jig is found to be superior to spirals, and Altair jig for treating ultrafine, which establishes that centrifugal separation is superior to conventional gravity separation. Kelsey jig can be a substitute for the conventional gravity separator for a size range of − 2000 + 37 µm coal fines at a combustible recovery of 96.9% with ash rejection of 43.6% [100,101,102].
From the study, it is evident that, in the size range below 1 mm, Falcon is preferable to Knelson as the Falcon unit is capable of treating higher feed flow rates despite a smaller bowl diameter (i.e., 25 cm versus 30 cm) than the Knelson Concentrator [35]. It is understood that Falcon is capable enough to selectively remove ash-bearing particles from the inner portion of the solid bed through the underflow valves, while the coarse and fine coal particles are still in the exterior portion to migrate to the overflow, at high solid concentration [16, 103]. In the case of coal, containing high inorganic component (total sulfur and pyritic sulfur content), this can be substantially decreased, at a top size of + 20 µm in the Falcon at high bowl speed and moderate back-water pressure [104]. Uslu et al. (2012) carried out experiments on an oxidized coal sample, and the highest separation efficiency was achieved with 91.60% pyritic sulfur removal and 60.94% ash removal at a size range of − 500 + 300 µm, respectively [25]. In case of Knelson concentrator, higher rejection of pyritic sulfur resulted at high bowl speed due to higher density of pyritic sulfur compared to the lower density of ash forming minerals. From the above studies, it may be said that though satisfactory results were obtained with different EGS, Falcon, and Knelson concentrators are more preferable for achieving better combustible recovery, in case of coal (> 75 µm) with high sulfur content and mineral matter [19]. For the finer size range (< 75 µm), higher centrifugal force than usual would be needed to act as a catalyst for improved separation [103, 105, 106]. But separation efficiency of Falcon concentrator is relatively low in case of ultrafine plant tailing (below 20 µm) [107]. So the focus has been shifted to the flocculated ultrafine coal feed, where the feed size increased by the addition of flocculants. This causes increased feed size with the dissemination of inorganic content and helps in accelerating the settling velocity under the effect of centrifugal force and water pressure [19].
Coal recovered from the tailings using MGS, although the recovered coal contained a comparatively high amount of ash (approx.22.83%) with a low recovery of 49.32% [98]. Though multi-gravity separator does not employ high rotational speed as compared to the Knelson or Kelsey jig, it showed the highest ash rejection percentage at 72.9%, followed by Knelson, Falcon, and Kelsey Jig. However, analyzing the applicable size range, MGS was found less effective to separate ultrafine clay slimes, which reported to the clean coal product [35].
Recently, numerical modeling and simulation have been extensively used to understand the separation mechanism in the Knelson concentrator [30, 108, 109]. Oney et al. [108] also found the Knelson concentrator effective for fine coal cleaning in the size range of − 1 + 0.15 mm. They used RSM- central composite design experiments to determine the effect of operating parameters on separation efficiency. For better evaluation of the beneficiation process and selection of optimum conditions, they introduced four upgrading curves, i.e., Henry, Halbich, Fuerstenau, and Mayer [108]. The details of these curves were described in the referred paper. It was observed that both qualitative and quantitative studies of the results (combustible material recovery, ash recovery, ash %, and yield %) could be obtained through the upgrading curves. Reduction of ash % from a feed of 24% to 12% establishes that Knelson concentrator can be applied for fine coal cleaning. Ma et al. used the CFD- DEM model for the first time in order to visualize the separation mechanism in a 3D laboratory Knelson concentrator using intermediate size coal particles of − 1 + 0.3 mm [109]. They used a turbulence model for simulation using Reynold’s stress and DEM for the prediction of separation efficiency. They concluded that fluidized water pressure regulates the probability of particle percolation in the riffle zone, whereas the centrifugal force impacts the product yield. Thus, it was inferred that both operational parameters (centrifugal force and fluidized water pressure), design feature, i.e., ring structure in Knelson concentrator, and the presence of gangue particle size in the feed affect the separation efficiency in the concentrator [110, 111].
Comparative Analysis
Extensive lab scale and plant scale research studies on different EGSs have been carried out in mineral and coal industries. Evolution of these concentrators since its inception to its milestones in mineral processing is depicted in Fig. 13. It can be observed from Fig. 13 that purpose for using enhanced gravity separators has been increasing from precious minerals to industrial minerals over these years. Design features and specifications of these equipment have constantly being improved to overcome the limitations. Batch and continuous scale EGSs have been developed to carry out the experimental and industrial research works. Adding to it, modern modeling and simulation techniques like DEM, CFD, Weibull functions, and polynomial continuous functions, etc., help in better prediction of the separation efficiency of these separators. Most of the EGSs are size and material-specific given to ore characteristics. We can assume its separation efficiency for specific mineral groups depending upon its purpose of the treatment and type of feed characteristics but cannot precisely predict the particle movement inside the separation chamber and its subsequent influence on grade and recovery. A brief description on the salient features of various enhanced gravity separators is provided in Table 3. Also, a comparison among these concentrators for different mineral systems in terms of particle size, specific gravity, operational condition, and area of application is also summarized in Table 4. It may be observed that both Knelson and Falcon concentrators are mostly correlative to each other in terms of operational principle. Falcon ultrafine concentrator is able to treat feed size upto 3 µm. It may be efficient where density difference between valuable mineral and gangue is relatively less due to its higher g’ force. From Table 4, it is noticed that Knelson concentrator may be a preferable choice in mineral industries owing to its ability to accept wide range of feed size. So, optimum condition of centrifugal force and fluidized water pressure is required to obtain the desired grade and recovery in this case. Both MGS and Kelsey jig are able to treat fine particles but constrained g’ force, operational difficulties, and low throughputs are some of the disadvantages for the MGS and Kelsey jig. Based on the plant requirements, these equipment may be used as a pre-concentrator, a desliming unit, a tailing reprocessing unit, or as a cleaner stage for final product in the industries.

Evolution of EGCs
Future Research Scope
-
EGSs are case-specific; hence, selection of EGS requires the detailed feed sample characteristics and its purpose of application. Wide range of literature reported the modeling and optimization studies to evaluate the separation efficiency of EGS. However, there is a need to determine the misplacement of particles in EGS for better separation efficiency.
-
Focus of research needs to be updated towards dry beneficiation by EGS to minimize the water consumption.
-
Both MGS and Kelsey jig are of mechanically complex equipment. In order to avoid operational complexities, further research needs to be focused in their design features for making it simpler with less operational cost and manpower requirement.
-
EGSs have garnered wide industrial acceptance for selective separation of heavy minerals. However, EGS may also be used as a concentrator for comparatively light minerals industries like quartz, graphite, clay minerals, etc.
-
Theoretical and experimental approaches can be tested more on natural ores instead of synthetic/processed ores for better analyzing the mineralogical complexities and subsequent changes in operational parameters.
Conclusions
From the literature cited, it may be inferred that enhanced gravity separators have wide scope in mineral processing industries due to their significant advantage to treat fine size particles. In this review, fundamentals as well as application aspect are compiled and analyzed which is summarized as follows:
-
From run-of-mine ore to plant slag, EGS is able to recover metal values efficiently. As a single unit, in combination with other unit operations, in a single-stage or multi-stage operation, EGSs have shown their versatility.
-
A judicious combination of centrifugal force and water pressure influences the retention and upward migration of the particles. It also depends on the particle mobility inside the chamber, which is a factor of its attributes, i.e., size, density, shape, and particle population, which indirectly determine the separation efficiency of EGS.
-
Ore mineralogy significantly influences the separation mechanism of EGS and a precise understanding of minerals and their physical attributes are mandatory for successful operations of EGS.
-
The mineral associations like coal with pyrite, graphite with galena, fine clay minerals (apatite, fluorite, and kaolinite) in Iron ores with similar surface properties, i.e., natural hydrophobicity pose challenges in froth flotation. In such cases, EGS can be employed to exploit the differences in the physical properties (sp.gravity or size) of valuable and gangue minerals for their separation.
-
EGS can be effectively used for silica-rich ores in order to maximize the gangue rejection and metal value recovery, so that feed burden and operating cost of the subsequent stages can be reduced. In some cases, instead of dense materials, light fractions contain the desired mineral and considered as a concentrate in EGS like recovery of nickel from laterite ore, combustibles from coal, etc.
-
Both Falcon and Knelson concentrators can be used as a pre-concentrator/ scavenger unit for fine particles and retreatment of mine tailings where:
-
The presence of intermediate density particles lowers the upgradation ratio in both Knelson and Falcon concentrators as they are too coarse to accumulate within the concentrate and too fine to be considered as tailings. In such a case, the combination of Knelson or Falcon concentrator can be installed, or two-stage separation can be resorted.
-
Falcon UF series can be used as a desliming unit to remove clay minerals. Falcon C series or Knelson CVD can be an efficient unit for industrial application. Both Falcon and Knelson concentrators have proved to be a promising equipment mainly for non-ferrous and sulfide minerals.
-
-
Multi-gravity separator can be chosen as part of the processing strategy for a multi-mineral system with a broader size range and different specific gravities. Multi-gravity separator may be also used as a pre-concentrator, especially for oxide ores.
-
Kelsey jig has been established as an efficient option for fine coal cleaning. However, low yield, lack of expertise in pulsion frequency control, and high water requirement make it a constrained option in commercial coal and mineral-processing industries.
-
Enhanced gravity separators can be operated at low g’ force and high water pressure for the beneficiation of fine particles.
References
Dehaine Q, Foucaud Y, Kroll-Rabotin JS, Filippov LO (2019) Experimental investigation into the kinetics of Falcon UF concentration: implications for fluid dynamic-based modelling. Sep Purif Technol 215:590–601. https://doi.org/10.1016/j.seppur.2019.01.048
Das A, Sarkar B (2018) Advanced gravity concentration of fine particles: a review. Miner Process Extr Metall Rev 39:359–394. https://doi.org/10.1080/08827508.2018.1433176
Ma L, Wei L, Pei X, Zhu X, Xu D (2019) CFD-DEM simulations of particle separation characteristic in centrifugal compounding force field. Powder Technol 343:11–18. https://doi.org/10.1016/j.powtec.2018.11.016
Chen Q, Yang HY, Tong LL, Niu HQ, Zhang FS, Chen GM (2020) Research and application of a Knelson concentrator: a review. Miner Eng. https://doi.org/10.1016/j.mineng.2020.106339
Chen Q, Yang H, Tong L, Lin Y, Ali A (2020) Ring-by-ring analysis and models of retained mass of quartz in a laboratory Knelson Concentrator. Miner Eng 149:106236. https://doi.org/10.1016/j.mineng.2020.106236
Gupta A, Yan D (2016) Mineral processing design and operations: an introduction, 2nd edn. Elsevier, Amsterdam
Yang X (2018) Beneficiation studies of tungsten ores—a review. Miner Eng 125:111–119. https://doi.org/10.1016/j.mineng.2018.06.001
Katwika CN, Kime M, Kalenga PNM, Mbuya BI, Mwilen TR (2018) Application of Knelson concentrator for beneficiation of copper—cobalt ore tailings. Miner Process Extr Metall Rev 40:1–11. https://doi.org/10.1080/08827508.2018.1481057
Peer F, Mongwe A, Van Heerden JHP (2002) A preliminary investigation into the metallurgical efficiency of an enhanced gravity separator. J South Afr Inst Min Metall 102:251
Pattanaik A, Venugopal R (2019) Role of surfactants in mineral processing: an overview. In: Dutta A (ed) Surfactants and detergents. IntechOpen, London, pp 1–17. https://doi.org/10.5772/intechopen.85947
Falconer A (2003) Gravity separation: old technique/new methods. Phys Sep Sci Eng 12:31–48. https://doi.org/10.1080/1478647031000104293
Majumder AK, Barnwal JP (2006) Modeling of enhanced gravity concentrators—present status. Miner Process Extr Metall Rev 27:61–86. https://doi.org/10.1080/08827500500339307
Wills BA, Finch JA (2016) Wills’ mineral processing technology. Butterworth-Heinemann, Oxford. https://doi.org/10.1016/b978-0-08-097053-0.00001-7
Abaka-Wood GB, Quast K, Zanin M, Addai-Mensah J, Skinner W (2019) A study of the feasibility of upgrading rare earth elements minerals from iron-oxide-silicate rich tailings using Knelson concentrator and Wilfley shaking table. Powder Technol 344:897–913. https://doi.org/10.1016/j.powtec.2018.12.005
Luttrell GH, Honaker RQ, Phillips DI (1995) Enhanced gravity separators: new alternatives for fine coal cleaning. Intertec Presentations, Deland
Honaker RQ, Wang D, Ho K (1996) Application of the falcon concentrator for fine coal cleaning. Miner Eng 9:1143–1156. https://doi.org/10.1016/0892-6875(96)00108-2
El-Midany AA, Ibrahim SS (2011) Does calcite content affect its separation from celestite by Falcon concentrator? Powder Technol 213:41–47. https://doi.org/10.1016/j.powtec.2011.07.003
Liu Q, Cui Z, Etsell TH (2006) Pre-concentration and residual bitumen removal from Athabasca oilsands froth treatment tailings by a Falcon centrifugal concentrator. Int J Miner Process. https://doi.org/10.1016/j.minpro.2005.10.010
Zhu X, Tao Y, Sun Q (2017) Separation of flocculated ultrafine coal by enhanced gravity separator. Part Sci Technol 35:393–399. https://doi.org/10.1080/02726351.2016.1163302
Jambal D, Kim BG, Jeon HS, Lee JH (2017) Physical separation using an autogenous medium on coal. Sep Sci Technol 52:958–964. https://doi.org/10.1080/01496395.2016.1254660
Ferrara G (1960) A process of centrifugal separation using a rotating tube. In: Proceedings of 5th International Congress, Institute of Mining and Metallurgy, London
Escudié R, Epstein N, Grace JR, Bi HT (2006) Layer inversion phenomenon in binary-solid liquid-fluidized beds: Prediction of the inversion velocity. Chem Eng Sci 61:6667–6690. https://doi.org/10.1016/j.ces.2006.06.008
Tripathy A, Bagchi S, Biswal SK, Meikap BC (2017) Study of particle hydrodynamics and misplacement in liquid–solid fluidized bed separator. Chem Eng Res Des 117:520–532. https://doi.org/10.1016/j.cherd.2016.11.009
Coulter T, Subasinghe GKN (2005) A mechanistic approach to modelling Knelson concentrators. Miner Eng 18:9–17. https://doi.org/10.1016/j.mineng.2004.06.035
Uslu T, Sahinoglu E, Yavuz M (2012) Desulphurization and deashing of oxidized fine coal by Knelson concentrator. Fuel Process Technol 101:94–100. https://doi.org/10.1016/j.fuproc.2012.04.002
Mcleavy M, Klein B, Grewal I (2001) Knelson continuous variable discharge concentrator: analysis of operating variables. In: International Heavy Minerals Conference, pp 119–125
Koppalkar S (2009) Effect of operating variables in knelson concentrators: a pilot-scale study, A thesis submitted to the Faculty of Graduate Studies and research in partial fulfillment of the requirements of the Degree of Philosophy, McGill University.
Koppalkar S, Bouajila A, Gagnon C, Noel G (2011) Understanding the discrepancy between prediction and plant GRG recovery for improving the gold gravity performance. Miner Eng 24:559–564. https://doi.org/10.1016/j.mineng.2010.09.007
Laplante A, Shu Y, Marios J (1996) Experimental characterization of a centrifugal separator. Can Metall Q 35:23–29. https://doi.org/10.1016/0008-4433(95)00031-3
Fatahi MR, Farzanegan, (2017) A DEM simulation of laboratory Knelson concentrator to study the effects of feed properties and operating parameters. Adv Powder Technol 28:1443–1458. https://doi.org/10.1016/j.apt.2017.03.011
Ghaffari A, Farzanegan A (2017) An investigation on laboratory Knelson Concentrator separation performance: part 1: retained mass modelling. Miner Eng 112:57–67. https://doi.org/10.1016/j.mineng.2017.07.006
Ghaffari A, Farzanegan A (2017) An investigation on laboratory Knelson Concentrator separation performance: part 2: two-component feed separation modelling. Miner Eng 112:114–124. https://doi.org/10.1016/j.mineng.2018.03.043
Falcon UF Concentrator (2018) https://seprosystems.com/wp-content/uploads/2016/08/Falcon_UF_Concentrator_2018.pdf. Accessed 16 Mar 2020
Kroll-Rabotin JS, Bourgeois F, Climent E (2013) Physical analysis and modeling of the Falcon concentrator for beneficiation of ultrafine particles. Int J Miner Process 121:39–50. https://doi.org/10.1016/j.minpro.2013.02.009
Honaker RQ (1998) High capacity fine coal cleaning using an enhanced gravity concentrator. Miner Eng 11:1191–1199. https://doi.org/10.1016/S0892-6875(98)00105-8
Buonvino M (1993) A study of the falcon concentrator. Ph.D. thesis. McGi11 University, Montreal. https://doi.org/10.1179/cmq.1994.33.4.279
Zhu XN, Tao YJ, Sun QX, Man ZP (2017) Enrichment and migration regularity of fine coal particles in enhanced gravity concentrator. Int J Miner Process 163:48–54. https://doi.org/10.1016/j.minpro.2017.04.007
Kroll-Rabotin JS, Bourgeois F, Climent E (2012) Experimental validation of a fluid dynamics based model of the UF Falcon concentrator in the ultrafine range. Sep Purif Technol 92:129–135. https://doi.org/10.1016/j.seppur.2011.10.029
Traore A, Conil P, Houot R, Save M (1995) An evaluation of the Mozley MGS for fine particle gravity separation. Miner Eng 8:767–778
Çiçek T, Cöcen I (2002) Applicability of Mozley multigravity separator (MGS) to fine chromite tailings of Turkish chromite concentrating plants. Miner Eng 15:91–93. https://doi.org/10.1016/S0892-6875(01)00195-9
Concha F, Almendra ER (1979) Settling velocities of particulate systems, 2. Settling velocities of suspensions of spherical particles. Int J Miner Process 6:31–41. https://doi.org/10.1016/0301-7516(79)90030-9
Singh RK, Das A (2013) Analysis of separation response of Kelsey centrifugal jig in processing fine coal. Fuel Process Technol 115:71–78. https://doi.org/10.1016/j.fuproc.2013.04.005
Meza LA, Hartmann W, Escobar CA, Medellin AA (1994) Recovery of placer gold using the Knelson Concentrator. In: Innovations in mineral processing conference sudbury, pp 339–347
Delfini M, Manni A, Massacci P (2000) Gold recovery from jewellery waste. Miner Eng 13:663–666. https://doi.org/10.1016/S0892-6875(00)00048-0
Olyaei Y, Aghazadeh S, Gharabaghi M, Mamghaderi H, Mansouri J (2016) Gold, mercury, and silver extraction by chemical and physical separation methods. Rare Met Mater Eng 45:2784–2789. https://doi.org/10.1016/S1875-5372(17)30040-1
Knelson B (1992) The Knelson concentrator. metamorphosis from crude beginning to sophisticated world wide acceptance. Miner Eng 5:1091–1097
Sakuhuni G, Klein B, Altun NE (2015) A hybrid evolutionary performance improvement procedure for optimisation of continuous variable discharge concentrators. Sep Purif Technol 145:130–138. https://doi.org/10.1016/j.seppur.2015.02.030
Lins FF, Veiga MM, Stewart JA, Papalia A, Papalia R (1992) Performance of a new centrifuge (Falcon) in concentrating a gold ore from texada island, B.C., Canada. Miner Eng 5:1113–1121. https://doi.org/10.1016/0892-6875(92)90153-Z
Alp I, Celep O, Deveci H, Vicil M (2008) Recovery of gold from a free-milling ore by centrifugal gravity separator. Iran J Sci Technol Trans B Eng 32:67–71
Laplante AR, Gray S (2005) Advances in gravity gold technology. Dev Miner Process Miner Eng 15:280–307. https://doi.org/10.1016/S0167-4528(05)15013-3
Laplante AR, Shu Y (1993) A comparative study of two centrifugal concentrators. In: 25th annual meeting of the Canadian minerals processors, p. 18
Xiao Z, Laplante AR, Finch JR (2009) Quantifying the content of gravity recoverable platinum group minerals in ore samples. Miner Eng 22:304–310. https://doi.org/10.1016/j.mineng.2008.08.009
Jena MS, Mohanty JK, Sahu P, Venugopal R, Mandre NR (2017) Characterization and pre-concentration of low grade PGE ores of boula area, odisha using gravity concentration methods. Trans Indian Inst Met 70:287–302. https://doi.org/10.1007/s12666-016-0998-1
Xiao Z, Laplante AR (2004) Characterizing and recovering the platinum group minerals—a review. Miner Eng 17:961–979. https://doi.org/10.1016/j.mineng.2004.04.001
Kademli M, Aydogan NA (2019) An extraction of copper from recycling plant slag by using falcon concentrator. Gosper Suro Miner 35:117–128. https://doi.org/10.24425/gsm.2019.128202
Greenwood M, Langlois R, Waters KE (2013) The potential for dry processing using a Knelson Concentrator. Miner Eng 45:44–46. https://doi.org/10.1016/j.mineng.2013.01.014
Zhou M, Kökkiliç O, Langlois R, Waters KE (2016) Size-by-size analysis of dry gravity separation using a 3-in. Knelson Concentrator. Miner Eng 91:42–54. https://doi.org/10.1016/j.mineng.2015.10.022
Foucaud Y, Dehaine Q, Filippov LO, Filippova LV (2019) Application of Falcon centrifuge as a cleaner alternative for complex tungsten ore processing. Minerals 9:448. https://doi.org/10.3390/min9070448
Clemente D, Newling P, Botelho de Sousa A, LeJeune G, Barber SP, Tucker P (1993) Reprocessing slimes tailings from a tungsten mine. Miner Eng 6:831–839. https://doi.org/10.1016/0892-6875(93)90057-T
Patil DP, Govindarajan B, Rao TC, Kohad VP, Gaur RK (1999) Plant trials with the multi gravity separator for the reduction of graphite. Miner Eng 12:1127–1131. https://doi.org/10.1016/S0892-6875(99)00097-7
Udaya Bhaskar K, Govindarajan B, Barnwal JP, Venugopal R, Jakhu MR, Rao TC (2002) Performance and modeling studies of an MGS for graphite rejection in a lead concentrate. Int J Miner Process 67:59–70. https://doi.org/10.1016/S0301-7516(02)00017-0
Egbe E, Mudiare E, Abubakre O, Ogunbajo M (2013) Effectiveness of gravity separation methods for the beneficiation of Baban Tsauni (Nigeria) lead-gold ore. Int J Sci Res Publ 3:2250–3153
Göktepe F (2005) Treatment of lead mine waste by a Mozley multi-gravity separator (MGS). J Environ Manage 76:277–281. https://doi.org/10.1016/j.jenvman.2005.01.026
Ghorbani Y, Fitzpatrick R, Kinchington M, Rollinson G, Hegarty P (2017) A process mineralogy approach to gravity concentration of tantalum bearing minerals. Minerals. https://doi.org/10.3390/min7100194
Burt RO, Korinek G, Young SR, Deveau C (1995) Ultrafine tantalum recovery strategies. Miner Eng 8:859–870. https://doi.org/10.1016/0892-6875(95)00048-U
Gupta CK, Krishnamurthy N (1992) Extractive metallurgy of rare earths. Int Mater Rev 37:197–248. https://doi.org/10.1179/imr.1992.37.1.197
Jordens A, Cheng YP, Waters KE (2013) A review of the beneficiation of rare earth element bearing minerals. Miner Eng 41:97–114. https://doi.org/10.1016/j.mineng.2012.10.017
Jordens A, Marion C, Langlois R, Grammatikopoulos T, Rowson NA, Waters KE (2016) Beneficiation of the Nechalacho rare earth deposit. Part 1: gravity and magnetic separation. Miner Eng 99:111–122. https://doi.org/10.1016/j.mineng.2016.04.006
Marion C, Grammatikopoulos T, Rudinsky S, Langlois R, Williams H, Chu P, Awais M, Gauvin R, Rowson NA, Waters KE (2018) A mineralogical investigation into the pre-concentration of the Nechalacho deposit by gravity separation. Miner Eng 121:1–13. https://doi.org/10.1016/j.mineng.2018.02.008
Ozbayoǧlu G, Atalay MO (2000) Beneficiation of bastnaesite by a multi-gravity separator. J Alloys Compd 303–304:520–523. https://doi.org/10.1016/S0925-8388(00)00639-3
Jordens A, Sheridan RS, Rowson NA, Waters KE (2014) Processing a rare earth mineral deposit using gravity and magnetic separation. Miner Eng 62:9–18. https://doi.org/10.1016/j.mineng.2013.09.011
Guy PJ, Bruckard WJ, Vaisey MJ (2000) Beneficiation of Mt weld rare earth oxides by gravity concentration, flotation and magnetic separation. In: Proceedings of the Seventh Mill Operators’ Conference
Marion C, Williams H, Langlois R, Kökkılıç O, Coelho F, Awais M, Rowson NA, Waters KE (2017) The potential for dense medium separation of mineral fines using a laboratory Falcon Concentrator. Miner Eng 105:7–9. https://doi.org/10.1016/j.mineng.2016.12.008
Xia L, Hart B, Douglas K (2015) The role of citric acid in the flotation separation of rare earth from the silicates. Miner Eng 74:123–129. https://doi.org/10.1016/j.mineng.2015.02.008
Angadi SI, Eswaraiah C, Jeon HS, Mishra BK, Miller JD (2017) Selection of gravity separators for the beneficiation of the uljin tin ore. Miner Process Extr Metall Rev 38:54–61. https://doi.org/10.1080/08827508.2016.1262856
Beniuk VG, Vadeikis CA, Enraght-Moony JN (1994) Centrifugal jigging of gravity concentrate and tailing at renison limited. Miner Eng 7:577–589. https://doi.org/10.1016/0892-6875(94)90091-4
Özgen S (2017) Purification with Falcon gravity concentrator processing of low-grade bentonites and modeling. Part Sci Technol 35:346–354. https://doi.org/10.1080/02726351.2016.1160460
Boylu F, Hojiyev R, Ersever G, UlcayY ÇMS (2012) Production of ultrapure bentonite clays through centrifugation techniques. Sep Sci Technol 47:842–849. https://doi.org/10.1080/01496395.2011.634475
Gence N (2001) Enrichment of magnesite ore. J Eng Archchit Faculty Osmangazi Univ 14:1–10
Erdogan N (2017) The most suitable beneficiation method for magnesite ore. Res Gate 2016:1–8
Rao GV, Markandeya R, Kumar R (2016) Optimisation of process variables for recovery of iron values from sub grade iron ore by using enhanced gravity separation. Int J Eng Res 5:2900–2909. https://doi.org/10.17577/ijertv5is010617
Rao GV, Markandeya R, Kumar R (2017) Feasibility studies for production of pellet grade concentrate from sub grade iron ore using multi gravity separator. J Inst Eng Ser D 99:63–70. https://doi.org/10.1007/s40033-017-0147-y
Chaurasia RC, Nikkam S (2017) Beneficiation of low-grade iron ore fines by multi-gravity separator (MGS) using optimization studies. Part Sci Technol 35:45–53. https://doi.org/10.1080/02726351.2015.1124161
Chen L, Ren N, Xiong D (2008) Experimental study on performance of a continuous centrifugal concentrator in reconcentrating fine hematite. Int J Miner Process 87:9–16. https://doi.org/10.1016/j.minpro.2008.01.002
Nayak NP, Pal BK (2013) Separation behaviour of iron ore fines in Kelsey Centrifugal Jig. J Miner Mater Charact Eng 01:85–89. https://doi.org/10.4236/jmmce.2013.13016
Nayak NP, Pal BK (2013) Beneficiation of banded hematite jasper using Falcon concentrator: an alternative to iron ore resources. Res Open J Miner Min Eng 1:8–14
Farrokhpay S, Filippov L, Fornasiero D (2019) Pre-concentration of nickel in laterite ores using physical separation methods. Miner Eng 141:105892. https://doi.org/10.1016/j.mineng.2019.105892
Sen GA (2016) Application of full factorial experimental design and response surface methodology for chromite. Minerals. https://doi.org/10.3390/min6010005
Özgen S (2012) Clean chromite production from fine chromite tailings by combination of multi gravity separator and hydrocyclone. Sep Sci Technol 47:1948–1956. https://doi.org/10.1080/01496395.2012.663445
Tripathy SK, Murthy YR, Tathavadkar V, Denys MB (2012) Efficacy of multi gravity separator for concentrating. Int J Miner Metall 48:39–49
Singh RK, Dey S, Mohanta MK, Das A (2014) Enhancing the utilization potential of a low grade chromite ore through extensive physical separation. Sep Sci Technol 49:1937–1945. https://doi.org/10.1080/01496395.2014.903495
Aslan N (2008) Application of response surface methodology and central composite rotatable design for modeling and optimization of a multi-gravity separator for chromite concentration. Powder Technol 185:80–86. https://doi.org/10.1016/j.powtec.2007.10.002
Aslan N (2008) Multi-objective optimization of some process parameters of a multi-gravity separator for chromite concentration. Sep Purif Technol 64:237–241. https://doi.org/10.1016/j.seppur.2008.10.004
Uslu T, Celep O, Savas M (2015) Enrichment of low-grade colemanite concentrate by Knelson Concentrator. J S Afr Inst Miner Metall 115:229–233
Savas M (2016) Recovery of colemanite from tailing using a knelson concentrator. Physicochem Probl Miner Process 52:1036–1047. https://doi.org/10.5277/ppmp160240
Aslan N (2007) Modeling and optimization of multi-gravity separator to produce celestite concentrate. Powder Technol 174:127–133. https://doi.org/10.1016/j.powtec.2007.01.007
Majumder AK, Tiwari V, Barnwal JP (2007) Separation characteristics of coal fines in a Knelson concentrator—a hydrodynamic approach. Int J Coal Prep Util 27:126–137. https://doi.org/10.1080/07349340701249745
Özgen S, Malkoç Ö, Doǧancik C, Sabah E, Şapçi FO (2011) Optimization of a Multi Gravity Separator to produce clean coal from Turkish lignite fine coal tailings. Fuel 90:1549–1555. https://doi.org/10.1016/j.fuel.2010.11.024
Öney Ö, Tanrıverdi M (2012) Optimization and modeling of fine coal beneficiation by Knelson concentrator using central composite design (CCD). J Ore Dress 14:11–18
Mohanty MK, Honaker RQ (1999) Evaluation of the altair centrifugal jig for fine coal separation. Coal Prep 20:85–106. https://doi.org/10.1080/07349349908945594
Mohanty MK, Honaker RQ, Patwardhan A (2002) Altair jig: an in-plant evaluation for fine coal cleaning. Miner Eng 15:157–166. https://doi.org/10.1016/S0892-6875(01)00202-3
Yerriswamy P, Majumder AK, Barnwal JP, Govindarajan B, Rao TC (2003) Study on Kelsey jig treating indian coal fines. Trans. Inst. Min Metall Sect C Miner Process Extr Metall 112:206–210. https://doi.org/10.1179/037195503225003654
Boylu F (2013) Modeling of free and hindered settling conditions for fine coal beneficiation through a falcon concentrator. Int J Coal Prep Util 33:277–289. https://doi.org/10.1080/19392699.2013.818986
Ibrahim SS, El Anadoly BE, Farahat MM, Selim AQ, El-Menshawy AH (2014) Separation of pyritic sulfur from egyptian coal using falcon concentrator. Part Sci Technol 32:588–594. https://doi.org/10.1080/02726351.2014.933458
Boylu F (2014) Autogenous medium fine coal washing through falcon concentrator. Sep Sci Technol 49:627–633. https://doi.org/10.1080/01496395.2013.861848
Zhang B, Yang F, Akbari H, Mohanty MK, Brodzik P, Latta P, Hirschi JC (2011) Evaluation of a new fine coal cleaning circuit consisting of a stack sizer and a falcon enhanced gravity concentrator. Int J Coal Prep Util 31:78–95. https://doi.org/10.1080/19392699.2010.537987
Oruç F, Özgen S, Sabah E (2010) An enhanced-gravity method to recover ultra-fine coal from tailings: Falcon concentrator. Fuel 98:2433–2437. https://doi.org/10.1016/j.fuel.2010.04.009
Oney O, Samanli S, Niedoba T, Pięta P, Surowiak A (2017) Determination of the important operating variables on cleaning fine coal by knelson concentrator and evaluation of the performance through upgrading curves. Int J Coal Prep Util 40:666–678. https://doi.org/10.1080/19392699.2017.1397641
Ma L, Wei L, Zhu X, Xu D, Pei X, Xue H (2018) Numerical studies of separation performance of Knelson concentrator for beneficiation of fine numerical studies of separation performance of Knelson concentrator for beneficiation of fine coal. Int J Coal Prep Util. https://doi.org/10.1080/19392699.2018.1434165
Basnayaka L, Albijanic B, Subhasinghe N (2020) Performance evaluation of processing clay-containing ore in Knelson concentrator. Miner Eng 152:106372. https://doi.org/10.1016/j.mineng.2020.106372
Chen Q, Yang H, Tong L, Liu Z, Chen G, Wang J (2020) Analysis of the operating mechanism in a Knelson concentrator. Miner Eng 158:106547. https://doi.org/10.1016/j.mineng.2020.106547
Foucaud Y, Filippova I, Dehaine Q, Hubert P, Filippov L (2019) Integrated approach for the processing of a complex tungsten Skarn ore (Tabuaço, Portugal). Miner Eng 143:105896. https://doi.org/10.1016/j.mineng.2019.105896
Schriner D, Anderson C (2015) Centrifugal concentration of rare earth minerals from calcitic gangue. J Metall Eng. https://doi.org/10.14355/me.2015.04.009
Ibrahim SS, El Kammar AM, Guda AM (2015) Characterization and separation of pyrite from Abu Tartar black shale. Int J Min Sci Technol 2:565–571. https://doi.org/10.1016/j.ijmst.2015.05.008
Acknowledgements
The authors would like to acknowledge Late Prof. Rayasam Venugopal for his suggestions to improve the manuscript in its initial stage. The corresponding author is thankful to the Director of CSIR-IMMT for his kind permission to publish this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Additional information
The contributing editor for this article was Grace Ofori-Sarpong.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Nayak, A., Jena, M.S. & Mandre, N.R. Application of Enhanced Gravity Separators for Fine Particle Processing: An Overview. J. Sustain. Metall. 7, 315–339 (2021). https://doi.org/10.1007/s40831-021-00343-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-021-00343-5