
Abstract
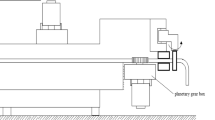
In this work, the performance of lubricants used in gearbox of CNC bending machine is investigated with different concentrations of nanoparticles. The base oil used is 20W40 which is highly suitable for planetary gearbox of CNC bending machine. The various types of oil samples are compared against different loading conditions by using a four-ball testing machine. Planetary gears have high reduction ratio and transmit high torque. The parts in the planetary gearbox worn out after a certain period of time and then break. The important parameters to be considered while selecting oil are viscosity, density and additives in the oil. Various nanoparticles are used as additives in the oil to improve its tribological properties. The base oil under investigation is 20W40 and the additive used is copper oxide (CuO) nanoparticle. Ultrasonicator is used to mix the nanoparticles in the base oil. The testing in the four-ball tester machine is carried out at 0%, 1%, 2% and 3% by weight of the nanoparticle. After careful observation, it is found that the mean scar diameter, torque and load-carrying capacity of the oil sample varies as the concentration of CuO changes. Optimum concentration of the nanoparticle is thus obtained for different loading conditions. For 126 kg and 160 kg loads, the optimum concentration was 1% by wt. of CuO and 3% wt.of CuO, respectively. At 200 kg load, welding occurred for all the concentrations of nanoparticles.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nanotechnology is successfully employed in tribological applications. The enhancement of tribological properties of oil has significance in various applications of mechanical engineering. Improving the tribological properties helps in increasing the life of the component, reducing wear, improving the performance of the machine, etc. The lubricating oils are selected considering the various operating conditions like temperature rise, working load, normal working temperature, pressure, extreme conditions, etc.
Extensive work has been carried out by many researchers to enhance the load-carrying capacity as well as the extreme pressure (EP) properties of oils. The present work is based on requirement of company Naveen Hydro-controls, Pune, India to enhance the load-carrying capacity of PGT used in CNC bending machine as well as extreme pressure properties of oil. To enhance the load-carrying capacity, several techniques have been proposed in recent years and discussed in this section. The various papers are referred in literature review to identify further scope to simulate tribological behaviour of the lubricating oil.
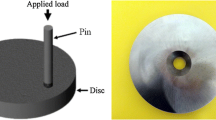
Sangram et al. [1] studied the effect of addition of nanoparticles in lubricating oil. It is observed that nanoparticles act as a third body between two metal bodies, i.e. nanoparticles can act as nano-bearings on the rubbing surfaces, and thus improve the tribological properties of the oil. Hence, nanoparticles put into lubricating oil can improve the properties of extreme pressure, anti-wear and friction reduction. It has also been observed that the oil mixed with copper nanoparticles has the lowest coefficient of friction than oils mixed with other nanoparticles. Fatima et al. [2] investigated the behaviour of mineral and synthetic base oils containing Copper nanoparticles as additives. Tests with and without the addition of nanoparticles were carried out under different conditions of contact pressure, sliding speeds and oil baths temperatures. The friction and wear tests were performed using a tribometer with pin-on-disc and four-ball configuration. The additive was dispersed 0.3% and 3%wt in both the oils. It is observed that all lubricants containing copper nanoparticles remained stable, without deposition after several months of observations. The tribological investigation of oils at both the concentrations 0.3% and 3%wt shows that the amount of wear increases when the synthetic ester base oil with copper nanoparticles is used and the amount of wear decreases when mineral oil with copper nanoparticles is used. Malleswara et al. [3] studied the tribological properties of lubricating oil with nanoparticles additives. Silicon dioxide (SiO2) and SN-500 base oils are used in this test. The SiO2 nanoparticles were added in the SN-500 base oil to form various samples of nano-oil containing 500 ml base oil with 0.1%, 0.6%, 0.85% and 1%wt of SiO2. The entire test was performed on a pin-on-disc tribometer set for a pure sliding contact and observed that if nanoparticles are presented in SN-500 base oil under increasing load, speed and time, the friction reduction, high load-carrying capacity and anti-wear can be achieved. Singh and Suresh [4] evaluated the tribological properties of nanofluids which is made of base oil, Cu nanoparticles and Multi-walled carbon nanotubes (MWCNTs). Nanofluids with different concentrations were prepared using UP400S ultrasonicator from Hielscher. The extreme pressure (EP) and anti-wear (AW) properties were studied using Four Ball TesterTR30 L from Ducom. All the concentration improved the EP behaviour. The load-carrying capacity of nanofluids was found to be improved. However, AW performance decreases indicating that these nanofluids are not suitable for low pressure applications. Fernandez et al. [5] discussed the extreme pressure behaviour of nanoparticle suspensions in a polyalphaolefin (PAO 6). CuO, ZnO and ZrO2 nanoparticles were dispersed at 0.5, 1.0 and 2.0%wt in PAO 6 using an ultrasonic probe during 2 min and EP properties were obtained using a Stanhope Seta Shell Four-Ball EP Lubricant Tester according to ASTM D2783. All nanoparticle suspensions improve the EP properties of PAO 6. However, the PAO 6 + CuO suspensions exhibited the best extreme pressure behaviour, the highest load wear index & lowest worn surface analysis at initial seizure load. Dongare et al. [6] examined the tribological properties of various lubricating oils (i.e. SAE20, SAE30, SAE40, SAE68, SAE120 & SAE140) which are used for various purposes like lubrications of bearings, I.C. engine parts, machine parts without and with using different anti-wear and extreme pressure additives. Shih-Chen Shi et al. [7] investigated the effect of IF-MoS2 nanoparticle additive on the tribological properties of a green lubricant hydroxypropyl methylcellulose (HPMC) composite. The disparity of NPs in the HPMC was investigated using Raman and EDS mapping and showed great uniformity. The use of NPs with HPMC enhanced the tribological performance of the composites as expected. MoS2 particles were added to HPMC and friction & wear were reduced by more than 50%. Padgurskas et al. [8] examined the tribological properties of mineral oil containing Fe, Cu and Co nanoparticles and their combinations. The tests were performed on a four-ball tribotester. The results show that the Cu nanoparticles are the most effective additive in each combination and separately, Co nanoparticles as a separate additive are not as effective as their combination with Fe nanoparticles. Fe nanoparticles are not as effective as the Cu nanoparticles but they increase the tribological efficiency of the Cu and Co nanoparticles. Mixture of Fe with Cu nanoparticles reduces the friction and wear of specimen more than pure Cu nanoparticles, which means that the Fe nanoparticles are more important for the formation of a friction and wear reducing layer and its better adhesion with the material of the steel balls. Laad et al. [9] examined the tribological behaviour of titanium oxide (TiO2) nanoparticles as additives in engine oil. The nanoparticles were added to the lubricating oil at 0.3%, 0.4% and 0.5% at varying load conditions. The tests were performed on a pin-on-disc tribotester. From the tests it was observed that the coefficient of friction (COF) varies with the increase in load in the lubricating oil without any dispersed nanoparticles. The studies show that the addition of TiO2 nanoparticles in lubricating oil significantly reduces the friction and wear rate and hence improves the lubricating properties of engine oil. This effect is due to the rolling of sphere like nanoparticles between the rubbing surfaces, thus reducing friction and wear. Zulkifli et al. [10] examined the tribological properties of biolubricant added with TiO2 nanoparticles as additives. Base oil used in this experiment as biolubricant is trimethylolpropane (TMP) ester. The coefficient of friction (COF) of TMP ester and TMP ester with TiO2 nanoparticles were investigated through a series of four-ball friction tests. The wear produced on the three balls was observed and the wear scar diameter (WSD) was calculated. From the tests it was observed that the COF and WSD was less in TMP ester with nanoparticles as compared to pure TMP. Yadav et al. [11] investigated the anti-wear and extreme pressure properties of used and unused engine oils as petrol and diesel and compared the wears on a four-ball tester machine under atmospheric pressure of the oil at 392 N and at 75 °C temperature with a constant speed of 1250 rpm. It was observed that by increasing the temperature of the oil, the oil layer becomes unstable and metal to metal contact occurs. The balls showed similar type of wear patterns with parallel grooves. The grooves were shallow and deep depending on the oil used. The groves resulted because of the stiff particles such as debris wear of the oxide layer or ragged adhesion. The unused oil showed minimum scar diameter, whereas the scar diameter increased for used oils. Dou et al. [12] used a pin-on-disc tribometer to investigate the effect of crumpled graphene balls in oil compared to the other nanoadditives such as graphite, r-GO and carbon black. The graphene balls have high dispersion property because of its crumpled paper ball-like structure. The graphene balls do not stick to each other hence disperse properly. Addition of this graphene balls in a base oil results in superior friction and wear performance. The coefficient of friction was observed to be the lowest for the graphene balls compared to other nanoadditives. Also the wear rate coefficient of the crumpled graphene balls was the lowest. Crumpled graphene balls are the most effective absorber of oil. Zheng et al. [13] investigated tribological properties of graphene nanosheets as lubricating oil additives on textured alloy cast iron surface using an UMT-2 Ball-On-Plate Tribotester. The ball sample was GCr15 steel and plate sample was RTCr2 alloy cast iron. Micro-dimple patterns were then created on the plate surface. Three dimple densities with same dimple geometric parameters were designed. Smooth surface was also used to provide baseline for comparison. 0.01 wt% graphene nanosheets were added to PAO4 oil as lubricant. Tribological test was performed using a UMT-2 tribotester in the Ball-On-Plate reciprocating wear mode with applied load of 10 N. After the test, worn surfaces were analysed through Raman spectroscopy, EDX. Choi et al. [14] investigated tribological behaviour of copper nanoparticles suspended in oil experimentally. The friction coefficient for raw oil and nano-oil mixed with copper nanoparticles was investigated by using a disc-on-disc tribotester between mixed and full film lubrication regime. The friction surfaces were investigated by using scanning electron microscopy (SEM), energy-dispersive spectroscopy (EDS), and atomic force microscopy (AFM). The nano-oil with copper nanoparticles achieves reduction in friction. It was found that the copper nanoparticles contribute to the friction reduction and fill the scars and grooves on the friction surface according to AFM and EDS analysis, when the deposition of nanoparticles occurs between the surfaces. Etaig et al. [15] proposed a new viscosity model in order to predict the viscosity of the nanofluids. The effective viscosity expression proposed in this paper was based on the regression analysis of a number of carefully selected published papers, which covers theoretical, experimental and numerical results. The proposed model has been tested in 3D horizontal pipe and the results with Nusselt number show good agreement with available data. The model was tested for a wide range of volume concentration and temperature and shows wider applicability. A new equation for predicting the effective viscosity was proposed in this work. The proposed model demonstrated a reliable accuracy for a range of temperature and volume fractions compared to the theoretical models where these models underestimate the viscosity at higher volume fractions. A numerical simulation is also carried out for the effective viscosity for nanofluids. These simulations also showed that the effective viscosity model increases with the increase of the volume fraction. Wu et al. [16] examined the tribological properties of two lubricating oils, an API-SF engine oil and a base oil, with CuO, TiO2 and nano-Diamond nanoparticles used as additives. The friction and wear experiments were performed using a reciprocating sliding tribotester. Nanoparticles CuO, TiO2 and nano-Diamond used as additives in lubricating oils exhibit good friction reduction and anti-wear behaviour, especially for CuO. For the friction-reduction test, when CuO was added to the SF oil and the base oil, the friction coefficients were reduced by 18.4 and 5.8%, respectively, as compared to the oils without nanoparticles. For the anti-wear test, when CuO was added to the SF oil and the base oil, the worn scar depths were decreased by 16.7 and 78.8%, respectively, as compared to the oils without nanoparticles. The anti-wear mechanism is attributed to the deposition of CuO nanoparticles on the worn surface, which may decrease the shearing stress, thus improving the tribological properties. Panda et al. [17] studied theoretical models to find out the viscosity of the nanofluids. Viscosity is an important flow property of fluids. Pumping power and pressure drop in laminar flow and convective heat transfer directly depends on the viscosity of the fluids. Furthermore, the effects of nanoparticles shape, size, temperature, volume concentration, pH, etc., are organized together and reviewed. Lee et al. [18] examined the role of fullerene nanoparticles dispersed in a mineral oil-based lubricant tested on Disc-on-Disc type tester. In the friction test, the friction coefficient of the disc specimen immersed in the nano-oil was significantly lower than that of the disc specimen immersed in the mineral oil. This suggests that the nanoparticles dispersed in mineral oil played the important role in the lubrication enhancement of nano-oil and observed that the direct effect of nanoparticles was much more dependent on the magnitude of the applied normal load than the surface enhancement effect. Surface modification occurred by nanoparticle abrasion significantly enhances lubrication property. Luo et al. [19] studied the tribological properties of Al2O3 nanoparticles as lubricating oil additives by four-ball and thrust ring friction test. The results show that the optimal additive concentration of nanoparticles is 0.1 wt%. The average reduction effect of four-ball and thrust ring friction coefficient are 17.61% and 23.92%, respectively, and wear scar diameter of the four-ball tester by 41.75%. The addition of Al2O3 nanoparticles can improve the lubrication properties by forming a self-laminating protective film. Therefore, Al2O3 nanoparticles used as lubricating oil additives exhibit high friction and wear reduction values.
From the collected work and its study it is observed that the load-carrying capacity of oil shows fluctuating behaviour under various working circumstances like increasing load, and addition of additives. There is an increase in the load-carrying capacity of oil on addition of nanoparticles at different concentrations. From the survey it is concluded that 1%, 2%, 3% concentrations are the most significant concentrations to be considered for this work. Hence, these concentrations are considered for this work because of their major impact on the load-carrying capacity of the lubricating oil. As per literature survey, it is observed that various nanoparticles like Al2O3, Cu, CuO, TiO2, etc., are used as additives to increase the load-carrying capacity of the oil. Out of all the nanoparticles used CuO is the most widely used and has a major impact on the load-carrying capacity of oil. Thus, in this work, CuO nanoparticles are used because of its major impact on the load-carrying capacity of the oil, its cost and availability. Many experimental and theoretical works have been dedicated to the thermal conductivity of nanofluids [20]. However, very few experimental studies have been devoted to the nanofluid viscosity. To our knowledge, there is no exact theoretical modelling for nanofluid viscosity. However, in this paper, model is presented for the determination of a particle suspension viscosity (none of them developed for nanoparticles).
2 Mathematical Analysis
A few theoretical models have been presented for the determination of a particle suspension viscosity. Einstein presented a simple model [17] for fluids with a low concentration of spherical particles as follows (Eq. 1):
Krieger and Dougherty proposed a semi-empirical model [17] for shear viscosity for randomly monodispersed hard spherical particles. The model is stated as (Eq. 2),
Brinkman generalized the Einstein correlation [17] for higher concentrations in 1952 (Eq. 3),
Frankel and Acrivos proposed the following correlation [17] in 1967 (Eq. 4),
Batchelor in 1977 considered the effect of the Brownian motion of rigid and spherical particles and developed the following (Eq. 5) correlation [17],
2.1 Modelling the Effective Viscosity
Following assumptions are made to establish a correlation for effective viscosity.
-
1.
Homogeneous distribution of nanoparticles without any interaction between the particles.
-
2.
Correction factor is introduced to take into account the simplification.
-
3.
The particle starts moving with the Brownian velocity (as an initial velocity) and damps to zero velocity because of friction forces.
The effects of nanoparticles on the viscosity of nanofluids are introduced by the so-called apparent viscosity which is indicated by \(\mu_{\text{app}}\).
Therefore, the effective viscosity can be defined by Eq. (6)
Thus, to calculate the effective viscosity, only the apparent viscosity needs to be determined. Brownian motion is an important parameter in this regard. It is the irregular motion of small particle suspended in a liquid or a gas. It creates a relative velocity between the nanoparticle and the base fluid in nanofluids. The Brownian velocity is given by Eq. (7).
The proximity of a particle would be estimated from the inter-particle spacing. Thus, a cubical volume of the nanofluid consisting of the base fluid and a single nanoparticle is considered. The distance between the centres of particles is obtained from Eq. (8),
A correction factor is introduced assuming a free stream far away from the sphere. Thus, the shear stress for such a flow condition could be presented by Eqs. (9, 10),
While, in a real situation, the distance between the nanoparticles is δ and no such free stream could exist in general. As mentioned, a correction factor (C) for calculating the shear stress is required.
The total shear stress over the nanoparticle surface is then estimated by Eq. (11).
The initial particle kinetic energy is equal to the work done by the friction forces (surface forces). So it is given by Eq. (12).
Substituting the mass and the surface of the nanoparticle with the mean particle diameter and the particle density, Eq. (12) can be written as
From Eqs. (11) and (13) it could be concluded that
So, \(\mu_{\text{app}}\) is given by Eq. (14),
On substituting Eq. (14) into Eq. (6), the effective viscosity can be obtained by Eq. (15),
Now the correction factor, C, must be determined. Both sides of Eq. (14) are divided by the base fluid viscosity as given in Eq. (16),
N is assumed to be a function of the nanoparticle volume fraction and the nanoparticle mean diameter. It is defined by,
a and b are defined as follows:
Using the experimental data associated with the nanofluid viscosity c1, c2, c3 and c4 are taken as,
Therefore, the correction factor can be calculated by
Equation (15) presents the nanofluid viscosity as a function of the temperature, the mean nanoparticle diameter, the nanoparticle volume fraction, the nanoparticle density and the base fluid physical properties. Compared with the other theoretical models that are available in the literature, the presented model in general has higher accuracy and precision up to 1% concentration of nanoparticles.
3 Experimental Analysis and Methodology
Keeping in mind the end goal of this research to investigate the performance of lubricants used in gear box of CNC bending machine with different concentrations of nanoparticles, the required experimental setup was developed and accordingly the analyses are performed. The experiments are to be performed on a four-ball testing machine under conditions of varying load and varying nanoparticle concentration. The load-carrying capacity of the oil is to be investigated at different concentrations of nanoparticles 1%, 2%, 3% in the lubricating oil under varying load conditions 126 kg, 160 kg and 200 kg.
3.1 Test Method
In this study, four-ball tester is used to determine extreme pressure, i.e. load-carrying capacity of oil. Test method as per the standard of ASTMd4172 is followed. Tests were conducted at 126 kg, 160 kg and 200 kg normal loads. These loads were considered as per the ASTM standards. Experimental temperature and rotational speed were held 30 °C and 1760 rpm. Duration of test was 10 s in all three cases. The result focuses on frictional torque, wear scar diameter, COF and temperature. In this test, three balls are stationary and one ball is made to rotate over them. After completion of test, ball wear conditions (scars) are observed. Mean scar diameter is calculated from the major and minor scar diameter for each load, i.e. 126 kg, 160 kg, 200 kg at various concentrations. Further, the variation of mean scar diameter with the nanoparticles concentration was plotted to find out the optimum concentration for a particular load.
3.2 Sample Preparation
In this work, copper oxide (CuO) (with properties as shown in Table 1) is used as the additive because it is most widely used. Various samples of 20W40 oil were made containing 0%, 1%, 2%, 3%, CuO nanoparticles by weight. From the industry specialist and literature survey [18], it was studied that these concentrations are ideal for our testing. These nanoparticles were mixed in oil using ultrasonic bath device. A sample containing 1% CuO nanoparticle was made by directly adding the nanoparticles in oil, this sample was held in the ultrasonic bath device for 15 min at room temperature for complete dispersion of nanoparticles in the oil and to obtain the homogenous mixture of oil and nanoparticle. Similarly, samples of 2% and 3% were made. Further, these samples were tested at various loads (126 kg, 160 kg and 200 kg) on the four-ball testing machine to look for the optimum concentration, which will increase the load-carrying capacity of oil. These samples were poured in the ball pot containing the four balls in the four-ball testing machine such that the stationary three balls are completely immersed in the oil. The theoretical viscosity was measured using the Brookfield viscometer.
3.3 Extreme Pressure Test
First clean four new test balls, ball pot, ball race and collect thoroughly. Then put a clean ball into collect and press it with device ball extractor to lock in position. Clean the outer diameter collect, insert into the taper on spindle and press by hand to fit. Place ball pot over base plate, unscrew lock nut and lift the self-centering ring to introduce the three balls. Further, the oil samples were poured in the ball pot containing the four balls in the four-ball testing machine such that the stationary three balls are completely immersed in the oil. The load-carrying capacity at extreme pressure was analysed using four-ball testing machine. This method was selected as it has shown to be more sensitive to extreme pressure additives. In four-ball testing machine, the three balls located below are tightly fixed, and one top ball is driven and rotated on the three supporting balls. The diameter of the balls is 12.7 mm. The samples prepared were later poured into the ball pot in the four-ball testing machine. The test was performed for 10 s. After the test was completed, the balls were taken out from the ball pot and cleaned. The frictional torque exerted on the three balls is measured by frictional force load cell. After each test, the ball pot was completely cleaned so there is no impurity or used oil left behind. A computer collects the experimental data automatically with the data acquisition.
3.4 Measurement of Scar Diameter
The scars on each ball were observed under the optical microscope of magnification 100 × 40. Place 1st ball over X–Y stage below microscope lens. Power on microscope, switch on lamp to get a bright illumination of image, raise or lower eyepiece until the image is full clear. The difference between the initial and final reading is the wear scar diameter along X-axis. Similarly repeat with Y-axis micrometer to measure the scar diameter. Repeat the above process with second and third ball and record the values. Major and minor diameters of the scars of each ball were observed and mean scar diameter for each load at various concentrations was calculated.
4 Results and Discussion
Figure 1 shows the obtained scars from the optical microscope. The results obtained are summarized in Table 2. Table 3 shows the comparison of experimental and theoretical viscosity of various samples. From Table 3 it is seen that the estimated effective viscosity and measured viscosity shows close match with 1%, 2% and 3% by wt. of CuO.

Scar on a ball
4.1 Influence of Nanoparticle Concentration on MSD
Figure 2 shows the variation of MSD with applied load at 0%, 1%, 2% and 3% concentration of nanoparticles. From Fig. 2 it is found that the value of MSD at 126 kg load is 1.49 and at 160 kg load is 3.095. It is observed that the MSD is low at 126 kg load and high at 160 kg load. Again from Fig. 2 it is found that the value of MSD at 126 kg load is 1.23 and at 160 kg load is 2.841 and at 200 kg load is 6.71 for 1% concentration. It is observed that the MSD is low at 126 kg load and high at 200 kg load. Again from Fig. 2 it is found that the value of MSD at 126 kg load is 1.74 and at 160 kg load is 2.736. It is observed that the MSD is low at 126 kg load and high at 160 kg load. Hence, it is concluded that the value of MSD is increasing with increasing load, which leads to increase in the unsuitability of oil. Again from Fig. 2 it is seen that the value of MSD at 126 kg load is 2.4 and at 160 kg load is 2.15. It is observed that the MSD is high at 126 kg load and low at 160 kg load. Hence, it is established that the value of MSD is decreasing with increasing load, which means the load-carrying capacity will also improve.

Variation of MSD with applied load at 0, 1, 2, 3% concentration
From the series of lubrication tests conducted at loads 126 kg, 160 kg, 200 kg for various nanoparticle concentrations, it is observed that 1% sample has the lowest value of MSD (1.23 mm) and 3% sample has the highest MSD (2.4 mm). Hence it is concluded that 1% concentration sample is the optimum sample at 126 kg load. From Fig. 3, it is clear that the MSD is lowest for 1% sample at 126 kg load. The MSD first decreases for 1% sample later increases for 2% and 3% samples. Therefore, the load-carrying capacity of 1% sample will be the highest at 126 kg load as the balls did not weld at this load.

Variation of MSD with % concentration for 126 kg and 160 kg
Again from the tests, at loads 126 kg, 160 kg, 200 kg for various nanoparticle concentrations, it is observed that the 3% sample has the lowest value of MSD (1.23 mm) and 0% sample has the highest MSD (2.4 mm). Hence, it is concluded that 3% sample is the optimum sample at 160 kg load. As shown in Fig. 3, at 160 kg load, 3% sample has the lowest value of MSD; therefore 3% sample was concluded as the optimum sample for 160 kg load. At 160 kg load, the MSD decreases as the % concentration of nanoparticle increases. Hence, the load-carrying capacity of 3% sample will be highest. At 200 kg, the balls were welded due to lubrication failure. Therefore, this oil is not suitable for use at 200 kg load or above.
Figure 4 shows the various values of friction force at different values of time during the 10 s EP test conducted on the four-ball tester machine. Figure 4 shows the variation of friction force with time. It is observed for 3% sample for 160 kg load. It is also observed that the frictional force decreases at the starting reducing to a lowest value and then remains constant afterwards. From Fig. 4 it is concluded that 3% sample is the optimum sample for 160 kg load. Hence, it was expected that the friction force will decrease with time for the optimum sample. From Fig. 4, it is observed that the friction force is decreasing with time so the expected result is obtained.

Variation of friction force with time at 160 kg load for 3% concentration of CuO
4.2 Variation of COF with % Concentration at Various Loads
The friction coefficient is expressed as below Eq. (18), where T is the frictional torque and W is the applied load in kg.
A computer recorded the friction torque data and the friction coefficient is calculated and presented in Table 2 for 126 kg load. Figure 5 shows the variation of COF with various % concentrations of nanoparticles for 126 kg load. From Fig. 5 it is seen that the COF is continuously decreasing with the increasing concentration of nanoparticles. Thus, it is observed that the addition of nanoparticles has a significant effect on the lubricating oil. The COF decreases with increasing concentration of nanoparticles. Hence, it is concluded that the load-carrying capacity of oil will increase due to addition of nanoparticles at 126 kg load. Again, from Fig. 5 it is seen that the COF is continuously decreasing with the increasing concentration of nanoparticles, i.e. 0%, 1%, 2%, 3%. Thus, it is observed that the addition of nanoparticles has a significant effect on the lubricating oil. The COF decreases with increasing concentration of nanoparticles. Hence, it is concluded that the load-carrying capacity of oil will increase due to addition of nanoparticles at 160 and 200 kg load.

Variation of COF with various % concentrations of nanoparticles
5 Conclusions
The objective of this work is to study the performance of lubricants used in gearbox of CNC bending machine. The objective is achieved with the help of extensive analytical and experimental analysis. Following conclusions are drawn from this work.
-
1.
The oil samples with nanoparticles as additives performed well during the test as compared to samples without nanoparticles.
-
2.
For 126 kg load, the optimum concentration of nanoparticles is 1%. In this test, the value of MSD was the least at this concentration. The value of MSD obtained is 1.238.
-
3.
For 160 kg load, the optimum concentration of nanoparticles was 3%. In this test, the value of MSD was the least at this concentration. The value of MSD obtained is 2.153.
-
4.
For 200 kg load, welding of the balls occurred at all concentrations of nanoparticles except at 1% concentration. This gave us a conclusion that the nanoparticles can be used to increase the load-carrying capacity of the oil as the welding occurred at 0% concentration, but did not occur at 1% concentration. For the oil to be used for a particular application, its MSD should be below 4 mm. Even though welding did not occur at 1% concentration and 200 kg load, but the MSD obtained was above 4 mm then this oil will not be suitable and fails at this load. Therefore, it is concluded that the considered oil is not suitable for loads above 200 kg.
Abbreviations
- X 1, X 3, X 5 :
-
Horizontal dimension of scar of ball 1, ball 2, ball 3
- X 2, X 4, X 6 :
-
Vertical dimension of scar of ball 1, ball 2, ball 3
- MSD:
-
Mean Scar Diameter
- μ eff :
-
Effective viscosity
- μ bf :
-
Viscosity of base fluid
- μ app :
-
Apparent viscosity
- V B :
-
Brownian velocity
- δ :
-
Distance between the centres of particles
- C :
-
Correction factor
- τ rr :
-
Shear stress in radial direction
- τ rθ :
-
Shear stress in angular direction
- τ total :
-
Total shear stress
- M p :
-
Mass of nanoparticle
- A p :
-
Area of nanoparticle
- d p :
-
Diameter of nanoparticle
- N :
-
Function of nanoparticle volume fraction and nanoparticle mean diameter
- f :
-
Volume fraction
- ρ p :
-
Density of nanoparticle
- V p :
-
Volume of nanoparticle
- V m :
-
Volume of base fluid
- k b :
-
Boltzmann constant
- T :
-
Room temperature
- NP:
-
Nanoparticles
- CNC:
-
Computer numeric control
References
Patil SJ, Patil DP, Shotri AP, Patil VP (2014) A review on effect of addition of nanoparticles on tribological properties of lubricants. Int J Mech Eng Res 5(11):120–129
Leonar F, Borda G (2018) Experimental investigation of the tribological behavior of lubricants with additives containing Cu nanoparticles. Tribol Int 117:52–58
Rao MKND, Sankararao V, Somasekhar K (2017) A review on tribological properties of lubricating oil with nanoparticles additives. Int J Adv Eng Res Dev 4(6):197–199
Singh GKH, Suresh R (2012) Behaviour of composite nano fluids under extreme pressure condition. Int J Eng Res Technol 1(9):1–7
Battez AH, Gonzalez R, Felgueroso D, Fernandez JE, DelRocıo Fernandez MA, Garcıa MA, Penuelas I (2007) Wear prevention behaviour of nanoparticle suspension under extreme pressure conditions. Wear 263(7–12):1568–1574
Dongare AD, Gite AJ (2014) Experimental analysis of tribological properties of various lubricating oils without and with using extreme pressure additives by using four ball extreme pressure oil testing machine. Int Org Sci Res J Eng 4(8):10–27
Shi SH (2016) Tribological performance of green lubricant enhanced by sulfidation IF-MoS2. Materials 9:1–12
Padgurkas J, Rukuiza R, Prosysevas I, Kreivaitis R (2013) Tribological properties of lubricant additives of Fe, Cu and Co nanoparticles. Tribol Int 60:224–232
Laad M, Jatti VK (2018) Titanium oxide nanoparticles as additives in engine oil. J King Saud Univ Eng Sci 30(2):116–122
Zulkilfi NWW, Kalam MA, Masjuki HH, Yunus R (2013) Experimental analysis of tribological properties biolubricant with nanoparticle additive. Procedia Eng 68:152–157
Jain ML, Yadav G, Tiwari S (2018) Tribological analysis of extreme pressure and anti-wear properties of engine lubricating oil using four ball tester. Mater Today 5(1):248–253
Dou X, Koltonow AR, Xingliang H, Jang HD, Wang Q, Chung YW, Huang JX (2016) Self-dispersed crumpled grapheme balls in oil for friction and wear reduction. Natl Acad Sci 113(6):1528–1533
Zheng D, Cai ZB, Shen MX, Liand ZY, Zhu MH (2016) Investigation of the tribology behavior of the grapheme nanosheets as oil additives on textured alloy cast iron surface. Appl Surf Sci 387:66–75
Choi Y, Lee C, Hwang Y, Park M, Lee J, Choi C, Jung M (2009) Tribological behavior of copper nanoparticles as additives in oil. Curr Appl Phys 9(2):124–127
Etaig S, Hasan R, Perera N (2016) Investigation of a new effective viscosity model for nano fluids. Procedia Eng 157:404–413
Wu YY, Tsui WC, Liu TC (2007) Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear 262(7–8):819–825
Mishra PC, Mukherjee S, Nayak SK, Panda A (2014) A Brief Review on Viscosity of Nano fluids. Int Nano Lett 4(4):109–120
Lee K, Hwang Y, Cheong S (2009) Understanding the role of nanoparticles in nano oil lubrication. Tribol Lett 35(2):127–131
Luo T, Wei X, Huang X, Yang F (2014) Tribological properties of Al2O3 nanoparticles as lubricating oil additives. Ceram Int 40(5):7143–7149
Masoumi N, Sohrabi N, Behzadmehr A (2009) A new model for calculating the effective viscosity of nano fluids. J Phys 45(5):1–6
Funding
This work is not supported fully or partially by any funding organization or agency.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gawande, S.H., Ambhore, P.J., Nanhai, V.A. et al. Performance Evaluation of Lubricants Used in Gearbox of CNC Bending Machine. J Bio Tribo Corros 5, 95 (2019). https://doi.org/10.1007/s40735-019-0289-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-019-0289-6