
Abstract
In this investigation, powdered red muds an industrial waste from aluminum industries are used as a particulate reinforcement to produce reinforced polymer composite. The influences of the particulate loading on the mechanical and tribological characteristics of the composites were studied. The red mud particles were subjected to X-ray diffraction examination for material characterization. The morphological analysis was carried on composite samples by optical microscopy and scanning electron microscopy. An eco-friendly composite with superior mechanical and tribological properties which may find its application in non-metallic gears because of its good impact strength and superior wear resistance has been fabricated and studied.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fast industrial advancement over the last years has resulted in the generation of massive amounts of strong wastes in the type of mud, ash or slag, which has currently progressed as an ecological hazard as well as it needs disposal and/or efficient use. The majority of these wastes are discarded in landfills, which is eco harmful. It is crucial to look for brand-new opportunities to reuse or recycle these not natural deposits. It appears from the properties of a few of these wastes, created from various procedures that they have a sporting chance for reusing and also for efficient application in creating numerous value-added products. Currently, in the worldwide situation, contamination is just one of the significant issues which are very closely pertaining to the quick automation, urbanization, as well as innovation of the living criteria of individuals. While automation is quite required for uplifting country’s economic situation in creating nations, it has likewise triggered the generation and disposal of a huge amount of strong wastes that bring about severe troubles connecting to ecological contamination. Wastes can be thought about as a by-product of development [1]. A nation like India cannot manage to shed them as utter waste. With the enhancing need for raw products for commercial manufacturing, the non-renewable sources are diminishing day-by-day. Procedures are to be lugged out for managing air pollution emerging out of these undesirable wastes by their conversion right into utilizable products for numerous helpful usages.
The concept of ‘eco-materials’ has obtained essential importance in the last few years as a result of the requirement to preserve our atmosphere. The significance of ‘eco-material’ makes up ‘secure’ product systems for humans and various other lifeforms in any way times. Previous experiences have actually subjected that it is vital to define products and also figure out those which are secure for both brief and also lasting release. The alternative of a product system that pleases not just commercial needs yet additionally this broader description of eco-materials, as shown over, is an immediate requirement. Air pollution is the significant trouble related to fast automation, urbanization, and also surge in the living requirements of individuals. While automation has to for boosting the country’s economic situation in creating nations, it has actually likewise triggered the generation of considerable amounts of strong wastes that result in significant issues associating with ecological contamination. Wastes appear to be a result of development. Minimal waste landfill room, raising the price of garbage disposal in burning centers and also landfills, exhaustion of the natural deposits and also the requirement for lasting advancement have all intensified the requirement to recycle the products that were when considered as wastes [2]. Overcurrent years, extensive research study jobs have been executed to discover all feasible reuse techniques of a vast array of waste products. Yet, building waste, blast heating system and also steel slag, coal fly ash and also lower ash have actually been approved in several locations as alternate accumulations in the embankment, roadway, sidewalk, structure, and also structure construction. Balasubramanian et al. [3] made use of certain blends of fly ash, red mud and also invested pot lining to prepare glass–ceramic products, which revealed outstanding characteristics as well as visual look for feasible applications as ornamental ceramic tiles in the structure sector. Ojha et al. [4] executed a relative examination of biowaste filler (timber apple–coconut) enhanced polymer compounds. It was discovered that the timber apple particle compound reveals the finest disintegration as well as mechanical characteristics than coconut particle compound.
Yuzer et al. [5] explored the impact of raw rice husk enhancement on the framework and also buildings of concrete. They reported that rice husk can be made use of in concrete manufacturing and the enhancement of rice husk results in a small decrease in compressive toughness nevertheless it changes physical as well as thermophysical properties. It was additionally pointed out that rice husk when utilized in concrete can soak up dangerous gases created at heats. Ibrahim [6] reported the tribological efficiency of polyester compounds strengthened by agriculture wastes. They determined that COF of polyester composite enhanced with the increase of palm fronds as well as wear rate was lowered upon the boost of palm fronds or mango completely dry fallen leaves. They likewise noticed that the rise of soft bits of mango the fallen leaves reduced the coefficient of friction. Atuanya et al. [7] carried out experimental research on thermal as well as wear behavior of recycled polyethylene/breadfruit seed hull ash particle compounds. They observed that the wear properties of the particle composite were improved by the enhancement of fragments. Antunes et al. [8] examined the mechanical and wear characteristics of nano and also microfilmed polymeric composite as well as the impact of filler portion and dimension. They examined the relationship agriculture wastes between the filler quantity fraction/particle dimension and mechanical properties and also the connection in between wear resistance and also mechanical characteristics as well as the contact media.
Samal et al. [9] recommended different settings of the application and also the procedures of red mud in India. Wang et al. [10] discovered numerous applications of red mud as the coagulant, adsorbent as well as a catalyst for eco-friendly procedures.
The main objective is to fabricate a cost-effective, lightweight nanocomposite. In the present research, polyester resin/red mud is chosen as reinforced particles. The fabrication was done and also evaluated its mechanical and tribological properties. It is also verified consistent diffusion of nanoparticles with the evaluation of microstructures for various weight percents of, polyester resin/red mud composite.
2 Selection of Materials
The composite consists of matrix and particle reinforcement. Unsaturated polyester resin is selected as matrix material and a red mud particle with an average particle dimension of (100 nm) is used as reinforcement in this investigation.
2.1 Matrix Material
The matrix chosen for this study work is unsaturated polyester material with a brand name polymer. Cobalt naphthenate was utilized as accelerator and also methyl ethyl ketone peroxide (MEKP) as a curing stimulant. The unsaturated polyester material, accelerator, as well as catalyst were provided by Indian Scientific Chemicals, Tirupathi, AP, India. The chemical properties of the matrix product are displayed in Table 1.
2.2 Reinforcement Material
In the present study, red mud is used as a particle reinforcement in the polymer matrix composite. Red mud is a significant by-product thought about as a waste worldwide in lightweight aluminum markets throughout the procedure removal of alumina (Al2O3) from bauxite by the Bayer’s procedure. For each ton of alumina generated, around 0.7 to 1.4 tons of red mud is being generated. Red mud includes the iron, titanium as well as the silica component of the parent ore in addition to various other small components [11, 12]. It is alkaline, thixotropic as well as has a high surface in the series of 12–14 m2/g with a density of 3.4 g/cm3. The chemical composition of red mud fragment is given in Table 2.
3 Experimental Procedure
3.1 Fabrication of Composites
The material transfer molding approach was embraced for the fabrication of composites utilizing a mold constructed from the acrylic sheet with a mold dimension of 300 × 135 × 5 mm. The mold was covered with poly-vinyl alcohol, a mold representative for the simple ejection of the composite. A gauged amount of 100 nm red mud powder was blended with a pre-defined quantity of material. This combination was included with 0.5% accelerator and 2.0% hardner, as well as the slurry, was blended in a hand mixer to obtain a uniform combination [13, 14]. The entrapped air in the mixer was gotten rid of by vacuum cleaner desiccators. This uniform combination was after that gradually decanted right into the mold kept in a likely placement to avoid the development of air bubbles till the cavity caries is loaded. It was after that delegated treat at area temperature level for concerning 24–26 h after which the healed composite was obtained of the mold. The various other samples are prepared with by the same method by differing the red mud content with 0, 1, 2, 3 and 4 wt%. Five samples of composites e produced are shown in Table 3.
4 Results and Discussions
4.1 Mechanical Testing’s
To ensure comprehensive knowledge of the effect of the particulate loading on the tribological and mechanical characteristics of the particulate nanocomposite, the following corresponding examinations were performed on the red mud particulate reinforced composite specimen [15].
4.1.1 Density
To determine the properties of a material, density is the finest method to estimate material characteristics. In present work, the tests are performed using Archimedes principle and values are evaluated. Figure 1 represents the graphical representation of theoretical and experimental density [16]. Polyester resin density value is 1.25/cm3, and the density of red mud is 3.4 g/cm3. The theoretical density of nanocomposites can be determined by applying the rule of mixture as shown in Eq. (1).
where ρt is the theoretical density of the nanocomposite, ρ and W depict the density and weight portion respectively. The suffix p and m stand for the particulate filler and matrix.

Variation of theoretical and experimental density
Figure 1 shows the difference between theoretical density and the experimental density regarding the weight percentage of red mud particles. From the graph, it is clear that density decreases from 0 to 4% with increasing wt% of nano-reinforcement particles.
4.1.2 Tensile Strength
The tensile test analysis was carried out according to ASTM standards. The dimension of the examination sampling was 300 mm gauge length. The experiments were executed on universal testing equipment. The mechanical properties of the composites are of great relevance for numerous applications [17, 18]. Figure 2 reveals the variant of ultimate tensile strength with an increase in wt% of red mud nanoparticles. The best tensile strength of the composite product improvements by an amount of 32.76% as the material of nano-reinforcement particles rises from 0 to 4 wt%.

UTS versus wt% of the red mud reinforcement
4.1.3 Impact Strength
The impact test results of pure epoxy and red mud composites during the impact examination are recorded and shown in Fig. 3. Its result shows that the impact resistance to loading of nanocomposites increases with a considerable addition of nanofillers. It is seen that nanocomposites increase by 42%, 64% and 74% with the addition of 1.0, 2.0, 3.0 wt%, respectively, when compared with the pure epoxy. A literature review reveals that the movement of the polymer chain is restricted by the filler material which lowers their deformability to make the material that is brittle in nature. Therefore the energy absorbing capacity of the composites is reduced with the addition of fillers. However, the homogeneous dispersion of hybrid nanofillers (1.0, 2.0 and 3.0 wt%) in the host matrix is noticed which indicates a significant improvement of impact strength.

Impact strength of red mud nanocomposite
4.2 Wear Behavior
The dry sliding wear examinations were generally carried out using pin-on-disc apparatus according to ASTM G-99 standard. The pin samples of 30 mm length and 6 mm diameter were machined using lathe operation from the composite rod. A pin holder loaded the fixed pins vertically on a revolving EN-31 steel disc [13].
4.2.1 Effect of Load on the Wear Rate
The figures of wear rates of loads for polyester resin/red mud are shown in Fig. 4a, b. In this investigation; the wear rate is based on adding the reinforcements of the composites. However, if the load increases, the deformation of the matrix has occurred. The result shows that adding of the reinforcements decreases the wear rate, due to the interfacial bonding of both matrix and reinforcements. The minimum amount of adding reinforcement has higher wear rate for applied loads, and the maximum amount of adding reinforcements has lower wear rate for applied loads, which affects the microstructure by forming the cluster of the composites.

Wear rate versus polyester/red mud nanocomposite
4.2.2 Effect of Load on Coefficient of Friction
The variations of the COF with loads for polyester resin/red mud are shown in Fig. 5a, b. From the figure, the COF decreases with the addition of a weight percentage of reinforcement. The COF value gradually decreases by increasing the loads with respect to increase in the sliding speed. It is observed that the COF first decreases with an increase in sliding speed up to a certain value that reaches a minimum and then further decreases with the sliding velocity. The decrement of the COF with increased sliding velocity can be attributed to the fact that the brittle particulate reinforcements in the composites get cracked and are squeezed out onto the mating surfaces. The percentage of increasing the reinforcement, the COF decreases due to low metal contact between matrix and reinforcements.

Coefficient of friction versus polyester resin/red mud nanocomposite
4.3 SEM Morphology
The morphology of the worn surface of the flatted pin surface is analyzed by scanning electron microscopy (SEM) and possible wear mechanism is discussed as follows. The significant goal of this experimental investigation is to exhibit the wear behavior of polyester resin/red mud nanocomposites. In these nanocomposites, prediction of wear characteristics is more complicated, because some physical interactions and chemical reaction may occur during the tribology process and it significantly affects the wear performance of the hybrid nanocomposites [19, 20]. Under load 20 N, 30 N, and 40 N conditions, the of polyester resin/red mud nanocomposites worn surface is shown in Fig. 6a–e. It can be seen on the worn surface of the polyester resin. The resin contains different weight fraction of hybrid nanocomposites, fewer micro-cracks, and pedals on the worn surface which exhibits the interfacial adhesion between nanocomposites and matrix that appears to be reasonably good. This is beneficial to the stress transfer between the resin matrix and nanofillers. As a result, the wear resistance of the hybrid composites is significantly improved by the introduction of polyester resin/red mud nanocomposites. The resin displays fractured step on the worn surface and it reveals that the material removal is brittle in nature. However, 4.0 wt% of polyester resin/red mud nanocomposites worn surface exhibit a few micro-cracks and grooves [21].

SEM morphology of a polyester resin, b 1%, c 2%, d 3% and e 4% wt% of red mud nanocomposites
4.4 XRD Analysis
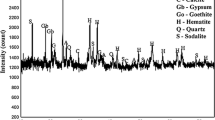
X-ray diffraction (XRD) evaluation was performed to determine the crystal conformation of red mud fragments. The XRD peaks of the red mud fragment are shown in Fig. 7. The XRD strategy has been utilized to determine the crystalline stages of the specimen using monochromatic X-ray diffractometer [22, 23].

XRD analysis of red mud particle
Figure 7 reveals the XRD analysis of red mud. It is proof that the crystals such as, hematite (Fe2O3), hydroxycancrinite [Na8Al6Si6O24(OH)2], calcite (CaCO3), quartz (SiO2), gibbsite [Al(OH)3], dicalcium silicate (Ca2SiO4), sodium aluminum silicate [Na(AlSiO4)], ferrous sulfide (FeS), rutile phase titania (TiO2) of red mud existed in the XRD sample. The XRD patterns of the components were referred from JCPDS documents.
5 Conclusions
The important conclusions of the investigations on polyester resin/red mud nanocomposites are summarized as follows:
-
The tensile strength, hardness and impact energy of this new class on polyester resin/red mud nanocomposites are improving with a considerable addition of hybrid nanofillers.
-
Polyester resin with 4.0 wt% of red mud nanocomposites significantly provides good result compared with resin. 1.0, 2.0, 3.0, 4.0 wt% of polyester resin/red mud nanocomposites exhibit considerable improvement in tensile strength, hardness and impact energy. However, 4.0 wt% nanocomposites significantly exhibit good result than pure epoxy.
-
The excessive addition of hybrid nanocomposites forms a localized bundle and they are scattered which results in poor performance than the pure epoxy. The enhancements in the mechanical properties will depend on the homogeneous dispersion of the host matrix.
-
Wear and friction characteristics are significantly improved in on polyester resin/red mud nanocomposites with the effect of homogeneous dispersion of hybrid nanocomposites in an epoxy matrix and internal bonding strength of nanocomposites.
-
1.0, 2.0, 3.0 and 4.0 wt% polyester resin/red mud nanocomposites exhibit significant improvement in wear resistance. However, at 4.0 wt% polyester resin/red mud nanocomposites show remarkable wear resistance than pure epoxy and moreover, the mechanism of material removal is ductile.
-
Incorporation of polyester resin/red mud nanocomposites at a low content leads to a significantly enhanced tribological performance of pure epoxy matrix.
-
The high content of nanocomposites forms an aggregation in the matrix which leads to an increase in the wear rate.
References
Bharath KN, Basavarajappa S (2016) Applications of biocomposite materials based on natural fibers from renewable resources: a review. Sci Eng Compos Mater 23(2):123–133
Balaji A, Karthikeyan B, Swaminathan J, Sundar Raj C (2019) Effect of filler content of chemically treated short bagasse fiber-reinforced cardanol polymer composites. J Nat Fibers 16(4):613–627
Balasubramanian G, Nimje MT, Kutumbarao VV (2000) Conversion of aluminum industry wastes into glass–ceramic products. In: Fourth international symposium on recycling of metals and engineered materials, Warrendale, USA, pp. 1223–1228
Ojha S, Raghavendra G, Acharya S (2013) A comparative investigation of biowaste filler (wood apple–coconut) reinforced polymer composites. Polym Compos 35(1):180–185
Yuzer N, Cinar Z, Akoz F, Biricik H, Yalcin Gurkan Y, Kabay N, Kizilkanat A (2013) Influence of raw rice husk addition on structure and properties of concrete. Constr Build Mater 44:54–62
Ibrahim R (2015) Tribological performance of polyester composites reinforced by agricultural wastes. Tribol Int 90:463–466
Atuanya C, Aigbodion V, Nwigbo S (2014) Experimental study of the thermal and wear properties of recycled polyethylene/breadfruit seed hull ash particulate composites. Mater Des 53:65–73
Antunes P, Ramalho A, Carrilho E (2014) Mechanical and wear behaviors of nano and microfilmed polymeric composite: effect of filler fraction and size. Mater Des 61:50–60
Samal S, Ray A, Bandopadhyay A (2013) Proposal for resources, utilization and processes of red mud in India—a review. Int J Miner Process 118:43–55
Wang S, Ang H, Tadé M (2008) Novel applications of red mud as coagulant, adsorbent, and catalyst for environmentally benign processes. Chemosphere 72(11):1621–1635
Arumuga Prabu V, Uthayakumar M, Manikandan V, Rajini N, Jeyaraj P (2014) Influence of red mud on the mechanical, damping and chemical resistance properties of banana/polyester hybrid composites. Mater Des 64:270–279
Chen X, Lu A, Qu G (2013) Preparation and characterization of foam ceramics from red mud and fly ash using sodium silicate as foaming agent. Ceram Int 39(2):1923–1929
Dass K, Chauhan S, Gaur B (2014) Study on mechanical and dry sliding wear characteristics of meta-cresol Novalac epoxy composites filled with silicon carbide, aluminum oxide, and zinc oxide particulates. Tribol Trans 57(2):157–172
Ramanathan S, Vinod B, Anandajothi M (2019) Effect of organic and inorganic reinforced particulates for fatigue behavior of Al–Si7–Mg0.3 hybrid composite: V-notched and un-notched specimen experiments with microstructural constituents. SN Appl Sci 1(1):19
Johar N, Ahmad I, Dufresne A (2012) Extraction, preparation and characterization of cellulose fibers and nanocrystals from rice husk. Ind Crops Prod 37(1):93–99
Koronis G, Silva A, Fontul M (2013) Green composites: a review of adequate materials for automotive applications. Composites B 44(1):120–127
Lu S, Sun F, Zong Y (2014) Effect of rice husk biochar and coal fly ash on some physical properties of expansive clayey soil (Vertisol). CATENA 114:37–44
Suresh S, Harinath Gowd G, Deva Kumar MLS (2018) Tribological behavior of Al 7075/SiC metal matrix nano-composite by stir casting method. J Inst Eng India D. https://doi.org/10.1007/s40033-018-0167-2
Prakash KS, Thankachan T, Radhakrishnan R (2017) Parametric optimization of dry sliding wear loss of copper–MWCNT composites. Trans Nonferr Met Soc China 27(3):627–637
Zakaria MR, Akil HM, Kudus MHA, Saleh SSM (2014) Enhancement of tensile and thermal properties of epoxy nanocomposites through chemical hybridization of carbon nanotubes and alumina. Composites A 66:109–116
Liang J (2013) Reinforcement and quantitative description of inorganic particulate-filled polymer composites. Composites B 51:224–232
Suresh S, Harinath Gowd G, Deva Kumar MLS (2019) Mechanical and wear characterization of Al/nano-SiC NMMCs by liquid state process. J Bio Tribo Corros. https://doi.org/10.1007/s40735-019-0232-x
Lin G, Xie G, Sui G, Yang R (2012) Hybrid effect of nanoparticles with carbon fibers on the mechanical and wear properties of polymer composites. Composites B 43(1):44–49
Acknowledgements
The author wishes to thank the Department of Mechanical Engineering, Siddartha Institute of Science and Technology for providing facilities and necessary support in conducting experiments and also, great support and discussion in the research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Suresh, S., Sudhakara, D. Investigation of Mechanical and Tribological Properties of Red Mud-Reinforced Particulate Polymer Composite. J Bio Tribo Corros 5, 87 (2019). https://doi.org/10.1007/s40735-019-0279-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-019-0279-8