
Abstract
Improve machining processes from an environmental point of view is a hot topic currently. In this line, cryogenics CO2 is presented as a solution to substitute conventional oil emulsions. However, to be applied industrially, it is needed to control CO2 flow rate with the aim of reducing CO2 consumption to reach what it is known as ECO2-performance (economy + ecology). Then, despite currently CO2 cooling technique is used as external coolant, it is needed to improve its use—especially in milling processes—for achieving this goal. In line with this, in this paper is presented the use of CO2 as tool internal coolant as a solution to optimize its use. For checking its suitability, a study based on computer fluid dynamics with a new cryogenic tool channels design and experimental tests were carried out for analyzing the differences between using CO2 as internal and external coolant with the aim of improving the use of cryogenic gases during Inconel 718 milling processes. The results show that the use of CO2 as internal coolant improves the current milling process not only from environmental point of view but also economic and technical, bringing CO2 cryogenic technology closer to industrial milling conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Environmental consciousness is an aspect which industrial sector has to deal in order to obtain greener manufacturer processes. In this line, machining processes have been improved in order to reduce their footprints. In the case of milling, drilling or turning processes the key is presented by cutting fluids reduction. These cutting fluids are mineral/synthetic oil emulsions used commonly to assist the processes as coolants and/or lubricants with the aim of maintaining—even improving—surface integrity and tool life. However, its reduction implies a direct environmental advantage and in the recent years several alternatives have been analyzed to eliminate these conventional cutting fluids such as minimum quantity lubrication (MQL) and cryogenic cooling [1, 2]. In particular, the authors have carried out a life cycle assessment (LCA) in which the main lubricooling alternatives were analyzed [3]. In Fig. 1 it is shown the results obtained.

LCA summary obtained for different lubricooling techniques [3]
Among these alternatives, MQL is the technique which reduces environmental impact drastically. However, a balance between environmental and technical matters have to be achieved. This issue takes relevance when the manufactures deal with hard resistant super alloys (HRSA) such as nickel-based alloys [4]. This alloy presents high corrosion resistance, creep rupture resistance, good tensile, and fatigue resistance at high temperatures [5]. Thus, nickel alloys are one of the most HRSA used in aeronautical turbomachinery critical components. However, these mechanical benefits lead to very aggressive machining operations where the tool needs to be lubricated and cooled to face the mechanical and thermal stresses [6]. Then, MQL is not enough to deal with these alloys due to cutting temperature needs to be controlled to avoid premature tool wear [7, 8].
On the other hand, cryogenic cooling controls cutting temperature. In this line, the use of liquid nitrogen (LN2) as cutting fluid was studied extensively in the literature. Based on the previous LCA, this coolant is the next technique which presents lower environmental impact. Besides, LN2 not only cools the cutting zone but also lubricates the tool-chip interface [9, 10]. This performance causes improvements in Ti6Al4V surface roughness between 18 and 21% [11, 12] and tool wear reduction until 40% [13, 14]. Therefore, LN2 is a suitable lubricoolant alternative which deals with environmental and technical issues. However, LN2 needs to be stored in liquid state at atmospheric pressure with – 198 °C. This implies that LN2 is boiling continuously and causing gas leakages. Then, despite solving the main lubricooling performances, economic issues have to be taken into account in order to be applied industrially.
This disadvantage is solved by liquid carbon dioxide (CO2). This cutting fluid is stored at room temperature in liquid state at 6 MPa and does not present any leakage. However, it does not present enough lubricant properties and needs to be combined with MQL to deal with HRSA [15]. This combination, known as CryoMQL, is a suitable alternative to deal with nickel-based alloys which reaches similar results in comparison with the use of conventional oil emulsions [16].
Although CryoMQL presents several advantages from the three points of view—environmental, technical and ecological—it is needed to continue improving this technique until achieving a reliable ECO2-performance, that is, an ecologic and economic performance. In this line, the authors studied the way of reducing CO2 consumption in a previous research. The results showed that reducing the nozzle outlet diameter till 1.5 mm a balance between CO2 consumption and its focus on the tool was achieved [17]. This progress is useful to be used in turning operations or external cryogenic CO2 or CryoMQL, that is, using CO2 externally to the tool. However, in milling processes the use of CO2 as external coolant implies not only cooling the tool but also the workpiece and thus, harden it and aggravate the machining process.
Therefore, the novelty of this work steams from the idea of analyzing the differences between using CO2 as internal and external coolant with the aim of improving the use of cryogenic gases during milling processes. For this, CO2 behavior on tool was studied through both computer fluid dynamic simulation (CFD) and milling experiments on the HRSA Inconel 718 widely used in aeronautical field. The results show that the use of CO2 as internal coolant not only reduces tool temperature but also improves tool life and reduces cutting stresses during the milling processes.
2 Methodology
2.1 CFD Simulation
The CFD simulations were carried out with Fluent® software. The turbulence model selected was “K-ε Realizable” model proposed by [18]. This turbulence model is a Navier–Stokes model based in two equations viscous vorticity model. This model presents considerable improvements in flow characteristics and avoids negative energy components production. In particular, the two equations which the model uses are: transport turbulence kinetic energy (K) shown in Eq. (1) and modified transport equation for kinetic energy dissipation rate (ε) shown in Eq. (2).
In the first equation, \(\frac{\partial }{\partial t}\left(\rho k\right)\) is the rate of change of mean kinetic energy (K); \(\frac{\partial }{\partial {x}_{j}}\left(\rho k{u}_{j}\right)\) is the transport of K by convection; \(\frac{\partial }{\partial {x}_{j}}\left[\left(\mu +\frac{{\mu }_{t}}{{\sigma }_{k}}\right)\frac{\partial k}{\partial {x}_{j}}\right]\) is the transport of K by diffusion, where \({\sigma }_{k}\) is 1.0; \({P}_{k}\) is the K generation due to main velocity gradient; \({P}_{b}\) is the K generation due to floatability; \(\rho \varepsilon\) is ε dissipation rate; \({Y}_{M}\) represents the contribution of the fluctuating dilation in compressible turbulence to the overall dissipation rate.
In the second one, related with kinetic energy dissipation rate, \(\frac{\partial }{\partial t}\left(\rho \varepsilon \right)\) is the rate of change of ε; \(\frac{\partial }{\partial {x}_{j}}\left(\rho \varepsilon {u}_{j}\right)\) is the transport of ε by convection; \(\frac{\partial }{\partial {x}_{j}}\left[\left(\mu +\frac{{\mu }_{t}}{{\sigma }_{\varepsilon }}\right)\frac{\partial \varepsilon }{\partial {x}_{j}}\right]\) is the transport of ε by diffusion, where \({\sigma }_{\varepsilon }\) is 1.2; \(\rho {C}_{1}S\varepsilon -\rho {C}_{2}\frac{{\varepsilon }^{2}}{k+\sqrt{v\varepsilon }}\) is the dissipation rate equation of ε, where C1 is governed by Eq. (3) and C2 is 1.9; and \({C}_{1\varepsilon }\frac{\varepsilon }{k}{C}_{3\varepsilon }{P}_{b}\) is the generation rate equation of ε, where \({C}_{1\varepsilon }\) is 1.44.
where:
The CAD model used in each simulation is shown in Fig. 2.

CAD model used for each simulation
In both cases a carbide tungsten cylinder of 12 mm was used as milling tool with the aim of improving computational costs. In the case of the use of CO2 as external coolant, the cylinder was solid. However, with the aim of representing CO2 behavior, a box was designed with the same thickness of the workpiece milled. In that box, one face was established as CO2 inlet and the other ones as CO2 outlets.
In the case of the use of CO2 as internal coolant, the cylinder had an internal tube where the CO2 flows through the four outlets. It should be noted that the diameters and lengths of these channels are the same which were used in the real tool for experimental milling test. In particular, the diameter values used on these tools were based on previous researches published by authors in [17]. The results obtained are shown in Fig. 3.

CAD model used for each simulation [17]
In this previous research, several outlet diameters where tested with the aim of achieving an optimal diameter which allows use CO2 correctly. The minimal value in which liquid CO2 was not transformed into dry ice was 0.5 mm. However, this value was not enough for using CO2 as cutting fluid due to the low flow rate achieved. On the other hand, the value 1.5 mm implied which could be used correctly with a correct flow rate to use CO2 as coolant during machining processes.
Therefore, taking both values into account a new tool with internal channels was designed. This new design tool consists on providing them with an inlet diameter of 3 mm and four outlets of 0.5 mm. The number of outlets were established to have one outlet per cutting edge. The inlet diameter value was chosen with the aim of providing the outlets with enough CO2 and avoiding the possibility of load losses. Then, the double of the optimal value was used. The outlet diameter values initially were established taking into account the hydraulic diameter needed to satisfy the optimal value (1.5 mm). However, this implied outlet diameters of 0.375 mm and consequently, dry ice formation. Therefore, the value was increased until 0.5 mm which is the minimal value to avoid this phenomenon. Finally, the inlet value was not changed because it continued being 1.5 times the equivalent hydraulic diameter of the outlets, enough to provide CO2 to the optimal outlets and not increase its manufacturing time. In Fig. 4 is shown a digital X-ray of the new tool manufactured to be used with CO2 as internal coolant.

Digital tomography of the new tool design
Boundary conditions were established taking into account the data obtained from empirical tests. In particular, for both simulations the cutting temperature was 550ºC which is the cutting temperature achieved when Inconel 718 is milled with dry conditions. For the estimation of this value, a thermographic camera Optris PI device working in the 7.5–13 µm range was used. A value of spectral emissivity of 0.4 was assumed for Inconel 718 in the spectral band corresponding to the camera sensor employed. In Fig. 5 is shown the result obtained during this previous test.

Result obtained with the IR thermographic camera
For inlets, CO2 pressure was 15 bars, turbulent intensity of 5% with turbulent viscosity ratio of 10 and CO2 temperature of – 30 °C in the case of CO2 internal coolant and – 78 °C in the case of CO2 external one, respectively. The temperature differences are based on which in the first case, CO2 flows through a pipe and the temperature value is obtained by pressure–temperature tables. However, in the second one, the CFD inlet coincide with the real nozzle outlet, that is, the CO2 is expanded in that point, achieving – 78 °C.
For CO2 outlets, the pressure was established as room pressure and the temperatures were – 78 °C in the case of CO2 internal coolant simulation and room temperature in the case of CO2 external coolant simulation. This difference, in the case of CO2 internal coolant, is caused because the CFD outlet is the tool outlet channel. Therefore, in this stage, the CO2 achieves – 78 °C due to liquid expansion. Nevertheless, in case of CO2 external coolant, the outlets established in the CFD model are the stages in which CO2 is dissipated in the environment, that is, when the gas achieves room conditions.
Regarding the pressure value used, it was based on the work pressure of the CO2 control unit used (BeCold® equipment) which injects CO2 with 15 bars. The decision of using pressure values instead of velocities in the CFD simulations was with the aim of providing a real value to obtain closer results to the reality. Then, this value was established for the inlets in both situations. Concerning outlets, in the case of internal coolant was established as room pressure. However, in the case of CO2 external coolant, despite being the nozzle outlet, it was established as 15 bars. This is because in that stage, the pressure turns into velocity due to expansion phenomenon. Therefore, introducing this value in the CFD program can calculate accurately the velocity value in that stage in which also – 78 °C are achieved. However, this phenomenon in the case of CO2 internal coolant is not produced as it can be observed above in Fig. 3. In this case, the CO2 flow rate loses velocity quickly (diameter of 0.5 mm). Nevertheless, in the case of external one, the velocity is maintained before spreading it (diameter of 1.5 mm), what implies the validity of this assumption.
Concerning thermal issues, in both cases were established a surface zone on the tool of 10 mm as cutting zone—which is the cutting axial depth used during experimental tests—with a temperature of 550ºC. Thermal interaction between the cutting zone surface and the tool body were based on thermal conductivity using 85 w/mK as carbide tungsten conductivity coefficient.
However, the thermal interaction of CO2 with the tool body for the internal coolant and with the cutting zone surface for external coolant was different. In this case, convection heat transfer was considered. In particular, the convection coefficient was calculated basing on the specific absorption heat deduced by Pusavec et al. of 347 kJ/Kg and the flow rate used [19] combined with the convection equation shown in Eq. (4).
Based on this, the values were calculated and introduced in the CFD program piecewise-polynomial function in both cases. The values obtained are shown in Fig. 6.

Convection coefficients used
Finally, the resolution algorithm selected to carry out iterations was SIMPLE algorithm (Semi-Implicit Method of Pressure Linked Equations) which is basically a “guess and correct” method for the pressure calculation.
2.2 Experimental Methodology
Regarding experimental tests, they were carried out in a Kondia A6 three axis machining centre. The material milled was Inconel 718 aged (45 HRc). This alloy is widely used by aeronautical turbomachinery manufacturers, characterized by combining high strength and high wear and corrosion resistance at high temperatures [20]. The chemical composition of Inconel used in these tests is summarized in Table 1.
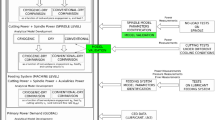
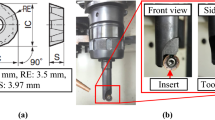
Milling tools used were tungsten carbide finishing mills with 12 mm of diameter, four flutes and 45 degrees of helix angle. Cutting conditions were established taken into account industrial performances. In particular, 40 m/min of cutting speed, 0.03 mm/tooth of feed, 10 mm of axial depth and 0.3 mm of radial depth were used. The path followed by the tool was a tangential entrance of 15 mm of radius with 30% of the feed, followed by a straight machining with a length of 200 mm. In Fig. 7 is summed the experimental setup.

Experimental setup
During the tests, cutting forces was recorded using a triaxial Kistler 9255 piezoelectric dynamometer and an OROS® OR35 real-time multi-analyzer with a sample frequency of 16,384 samples/s. Each test was carried out two times obtaining the average value for the cutting forces values. Tool wear was progressively measured by pausing the passes at different stages with a Nikon SMZ-2T microscope.
In this case, tool wear was measured in each edge. Afterwards, average values between them in each stage are calculated. Finally, the tool wear average between the tests in the same stage was obtained. As test stop criteria, tests were stopped when one of the tool flanks achieved 0.2 mm of wear [21, 22].
3 Results and Discussion
In Fig. 8 the results obtained from CFD simulation are shown. In those results are observed the different behavior which CO2 presents when it is used as internal or external coolant.

CFD results
In the first one, the milling tool in the cutting zone presents a temperature of ≈ 225 °C which is reduced according increase the distance of the cutting zone until reaching ≈ 75 °C. On the other hand, when CO2 is used as external coolant, tool temperature achieves ≈ 385 °C, but the cutting edge continue being subjected to the cutting temperature (550 °C). Then, the difference between injection methods supposes a qualitive improvement due to tool wear is directly related by tool temperature [22] and thus, reduce/control its value is important to achieve greater cutting speeds. Other issue to take into account is that the use of CO2 as internal coolant implies that the tool is not subjected to the cutting temperature presented in the workpiece due to CO2 cools the tool from the inside. This performance does not happen when CO2 is used as external coolant. In this case, despite CO2 cools the cutting zone, it does not achieve the interaction zone between cutting edge and workpiece thoroughly.
These CO2 behaviors are related with the results obtained in the experimental tests which are shown in Fig. 9.

Experimental results
In this figure, average tool wear evolution is shown as function of cutting length and cutting force modulus is shown in each significative tool wear stage, that is, when the tool is new, when tool wear reaches 0.1 mm and 0.2 mm, respectively.
Analysing tool wear, it should be noted that different evolution is presented by both cooling techniques. In the case of using CO2 as external coolant, despite in the first 400 mm presents lower rate wear than the internal one, the machined length reached was 1700 mm. Taking this value as reference, the use of CO2 internally, the machined length increased ≈ 17%, achieving 2000 mm. This behaviour is due to the initially mechanical stresses prevail over thermal ones. Then, in the case of CO2 internal coolant, there is not cutting fluid between the interface chip-tool. However, in the other case—when CO2 is injected as external one—there is a CO2 cushion in between the tool and chip interface which reduces mechanical stresses. This is the reason of obtaining initially lower rate wear for CO2 internal coolant. This initial effect was studied deeply by Klocke et al. with the “vapour bubble theory” [9]. Nevertheless, once this initial stage is crossed, thermal stresses takes relevance and the efficiency of using CO2 as internal coolant makes the difference, reducing the wear rate of the tool, implying longer tools life which reduces not only tool expenses but also cutting tool changes in industrial environments.
On the other hand, the difference between cutting forces of both techniques presents similar values when tool is new and worn. This is because, as was aforementioned above, in these stages mechanical loads prevails over thermal ones. However, when cutting tools are between those stages, thermal stresses have influence and it is where the cutting temperature control takes relevance. In this stage, the cutting force with internal CO2 cooling presents a wear reduction of 25% in comparison with the use of CO2 as external coolant what implies that the tool life increase till the values achieved.
Therefore, the use of CO2 as internal coolant implies improvements which have to take into account in order to control precisely the cutting temperature which cross to the tool with the aim of achieving a suitable process which both CO2 savings and increases tool life when it is needed deal with HRSA such as Inconel 718.
4 Conclusions
In this work, numerical and experimental analyses were carried out for achieving an ECO2 performance in heat resistant superalloys milling with the use of CO2 as internal coolant with a new cryogenic tool channels design. For this, first the behavior of CO2 on the tool when it is used as internal and external coolant were simulated by CFD, respectively. Afterwards, experimental tests were carried out to verify the consequences on the process when both techniques are used. The main conclusions obtained from the numerical and experimental tests are listed below:
-
The use of CO2 as internal coolant improves the current milling processes—in which CO2 is used externally to the cutting tool—through the control of the cutting temperature which cross from the interaction zone of cutting edge/material to the tool.
-
The reduction of the tool temperature in the cutting zone when CO2 is used as internal coolant is reduced ≈ 40% in comparison with the use of CO2 as external coolant.
-
The control of the tool temperature become in less cutting stresses when the tool is in the stable zone of its life. In particular, cutting forces were reduced 25% when Inconel 718 was milled.
-
The lighter cutting stresses implies a tool life increase of 17% when CO2 is used internally through the tool achieving 2000 mm of machined length
Therefore, the use of CO2 as internal coolant implies a balance between technical, environmental and economic issues in order to deal with heat resistant super alloys due to the strict control of the temperature reduction which the tools must deal.
References
Madanchi, N., Zellmer, S., Winter, M., Flach, F., Garnwitner, G., & Herrmann, C. (2019). Investigation on the effects of nanoparticles on cutting fluid properties and tribological characteristics. International Journal of Precision Engineering and Manufacturing-Green Technology, 6(3), 443–447.
An, Q., & Dang, J. (2019). Cooling effects of cold mist jet with transient heat transfer on high-speed cutting of titanium alloy. International Journal of Precision Engineering and Manufacturing-Green Technology. https://doi.org/10.1007/s40684-019-00076-7.
Pereira, O., Rodríguez, A., Fernádez-Abia, A. I., Barreiro, J., & López de Lacalle, L. N. (2016). Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. Journal of Cleaner Production, 139, 440–449.
Pereira, O., Urbikaín, G., Rodríguez, A., Fernández-Valdivielso, A., Calleja, A., Ayesta, I., & López de Lacalle, L. N. (2017). Internal cryolubrication approach for Inconel 718 milling. Procedia Manufacturing, 13, 89–93.
Miller, S. (1996). Advanced materials means advanced engines. Interdisciplinary Science Reviews, 21, 117–129.
Pereira, O., Martín-Alfonso, J. E., Rodríguez, A., Calleja, A., Fernández-Valdivielso, A., & López de Lacalle, L. N. (2017). Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. Journal of Cleaner Production, 164, 1419–1429.
Tebaldo, V., Gautierdi Confiengo, G., & Giulia, M. (2017). “Eco-friendly” turning of Inconel 718. Surface characterisation and economic analysis. Journal of Cleaner Production, 130, 1567–1577.
Stephenson, D., Skerlos, S., King, A., & Supekar, S. (2014). Rough turning Inconel 750 with supercritical CO2-based minimum quantity lubrication. Journal of Materials Processing Technology, 214, 673–680.
Klocke, F., Krämer, A., Sangermann, H., & Lung, D. (2012). Thermo-mechanical tool load during high performance cutting of hard-to-cut materials. Procedia CIRP, 1, 295–300.
Krammer, A., Klocke, F., Sangermann, H., & Lung, D. (2013). Influence of the lubricoolant strategy on thermo-mechanical tool load. CIRP Journal of Manufacturing Science and Technology, 7, 40–47.
Shokrani, A., Dhokia, V., & Newman, S. T. (2016). Investigation of the effects of cryogenic on surface integrity in CNC end milling of Ti6Al4V titanium alloy. Journal of Manufacturing Processes, 21, 172–179.
Ravi, S., & Kumar, M. P. (2011). Experimental investigations on cryogenic cooling by liquid nitrogen in the end milling of hardened steel. Cryogenics, 51, 509–515.
Hong, S. Y., & Ding, Y. (2001). Cooling approaches and cutting temperatures in cryogenic machining of Ti6Al4V. International Journal of Machine Tools and Manufacture, 41, 1417–1437.
Strano, M., Chiappini, E., Tirelli, S., Albertelli, P., & Monn, M. (2013). Comparison of Ti6Al4V machining forces and tool life for cryogenic versus conventional cooling. Journal of Engineering Manufacture, 227, 1403–1408.
Superkar, S., Clarens, A., Stephenson, D., & Skerlos, S. (2012). Performance of supercritical carbon dioxide sprays as coolants and lubricants in representative metalworking operations. Journal of Materials Processing Technology, 212, 2652–2658.
Pereira, O., Català, P., Rodríguez, A., Ostra, T., Vivancos, J., Rivero, A., & López de Lacalle, L. N. (2015). The use of hybrid CO2+MQL in machining operations. Procedia Engineering, 132, 492–499.
Pereira, O., Rodríguez, A., Barreiro, J., Fernández-Abia, A. I., & López de Lacalle, L. N. (2017). Nozzle design of combined use of MQL and cryogenic gas in machining. International Journal of Precision Engineering and Manufacturing-Green Technology, 4, 87–95.
Shih, T. H., Liou, W. W., Shabbir, A., Yang, Z., & Zhu, J. (1995). A new k-ε eddy viscosity model for high reynolds number turbulent flows. Computers and Fluids, 24, 227–238.
Pusavec, F., Deshpande, A., Yang, S., M’Saoubi, R., Kopac, J., Dillon, O. W., Jr., & Jawahir, I. (2014). Sustainable machining of high temperature nickel alloy—Inconel 718: part 1—predictive performance models. Journal of Cleaner Production, 81, 255–269.
López de Lacalle, L. N., Pérez-Bilbatua, J., Sánchez, J., Llorente, J. I., & Gutiérrez, A. J. (2000). Using high pressure coolant in the drilling and turning of low machinability alloys. Journal of Advanced Manufacturing Technology, 16, 85–91.
Fernández-Valdivielso, A., Lópezde Lacalle, L. N., Urbikain, G., & Rodríguez, A. (2016). Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proceedings of the Institution of Mechanical Engineers, Part C Journal of Mechanical Engineering Science, 230, 3725–3742.
Alauddin, M., El Baradie, M. A., & Hashmi, M. S. J. (1995). Tool-life testing in the end of Inconel 718. Journal of Materials Processing Technology, 55, 321–330.
Acknowledgements
The authors wish to acknowledge the financial support received from the Spanish Ministry of Economy and Competitiveness with the project TURBO (DPI2013-46164-C2-1-R), Grant number [BES-2014-068874], to HAZITEK program from the Department of Economic Development and Infrastructures of the Basque Government and from FEDER founds, related to the project with acronym HARDCRAFT and Vice chancellor of innovation, social compromise and cultural action from UPV/EHU (Bizialab program from Basque Government). Finally, thanks are also addressed to funds from Excellence groups of the Basque university system IT1337-19, to Spanish Project MINECO DPI2016-74845-R and RETOS RTC-2014-1861-4 and RTC-2017-6039 (NewMine).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Pereira, O., Rodríguez, A., Calleja-Ochoa, A. et al. Simulation of Cryo-cooling to Improve Super Alloys Cutting Tools. Int. J. of Precis. Eng. and Manuf.-Green Tech. 9, 73–82 (2022). https://doi.org/10.1007/s40684-021-00313-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-021-00313-y