
Abstract
Hole drilling in crown glass with a large thermal expansion coefficient of 94 × 10−7 /K by a longitudinally excited short-pulse CO2 laser with a tunable laser pulse tail was investigated. The CO2 laser produced short laser pulses with a pulse width of about 250 ns, a pulse tail with a length of 31.4 to 134.7 μs, a spike pulse to pulse tail energy ratio of 1:7 to 1:92, and a fluence per single pulse of 6.0 to 37.9 J/cm2 at a repetition rate of 1 to 400 Hz. Sample cooling was not employed in the drilling process. At a repetition rate of 1 to 90 Hz, the CO2 laser pulses produced cracks. At a repetition rate of 100 to 140 Hz, the CO2 laser pulses occasionally produced cracks and crack-free holes. At a repetition rate of 150 to 400 Hz, the CO2 laser pulses produced crack-free holes. Under various irradiation conditions, the hole depth and estimated hole volume per total irradiation fluence depended on the fluence per single pulse but did not depend on the laser pulse waveform or repetition rate.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Micromachining processes such as drilling, cutting, or grooving on transparent and non-transparent materials are required in the fields of optoelectronics, sensing, aerospace engineering, etc. [1,2,3,4,5,6,7,8,9,10,11,12]. Various micromachining techniques, including mechanical, chemical, and thermal (laser-based) systems, are being developed to make the process simpler and improve processing accuracy, but they are still limited in terms of the types and geometry of materials that can be processed [5]. Among the various systems for drilling glass substrates, laser-based drilling systems have been showing improved drilling quality over the past decade.
Gas lasers, especially CO2 lasers, have become popular due to their numerous benefits, including accurate processing, low cost, easy maintenance, and efficient absorption of CO2 laser wavelengths in glass materials. CO2 lasers emitting at mid-infrared wavelengths of 9.2–11.4 μm (mainly 9.6 and 10.6 μm) can produce continuous wave (CW) laser light, a long laser pulse with a pulse width of 10 μs to 10 ms, a short laser pulse with a spike pulse width of 10 ns to 1 μs and a pulse tail length of several microseconds to several tens of microseconds, or a tail-free short laser pulse with a pulse width of about 10 ns to 1 μs [13,14,15,16,17].
In CO2 laser processing, a short-pulse CO2 laser gives less thermal damage like melting, debris formation, micro-cracks, etc. than a long-pulse CO2 laser [18,19,20]. The thermal damage depends on the parameters of the radiated laser light, such as the pulse width and the repetition rate, and the sample conditions, such as the thermal expansion coefficient, the thermal diffusivity, and the thermal conductivity [21, 22]. In glass processing using short-pulse CO2 lasers, a TEA-CO2 laser with a high spike pulse and a small pulse tail produced crack-free holes in various glasses, such as silica glass with a thermal expansion coefficient of 5.5 × 10−7 /K [23], alkali-free glass with a thermal expansion coefficient of 32 × 10−7 /K [24], and soda-lime glass with a thermal expansion coefficient of 87 × 10−7 /K [25]. The thermal expansion coefficient is one of the considerable parameters of glass processing. In laser processing of glass, glass with a higher thermal expansion coefficient has a higher tendency of producing crack than a glass with a lower thermal expansion coefficient. In this study, drilling of crown glass with a large thermal expansion coefficient of 94 × 10−7 /K by a short-pulse CO2 laser with a tunable pulse tail was investigated. Our CO2 laser had a spike pulse width of about 250 ns, a pulse tail length of 31.4 to 134.7 μs, spike pulse to pulse tail energy ratios of 1:7 to 1:92, and a fluence per single pulse of 6.0 to 37.9 J/cm2 at a repetition rate of 1 to 400 Hz. Sample cooling was not employed in the drilling process. Laser pulses at a repetition rate of 150 to 400 Hz produced crack-free holes.
Experimental Setup
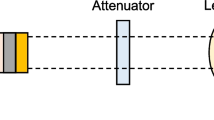
Figure 1 shows a schematic diagram of the processing system using a longitudinally excited CO2 laser system [14, 17]. The mirror and the output coupler were selected for the wavelength of 10.6 μm, and the operating wavelength of the CO2 laser was 10.6 μm.

Schematic diagram of a laser processing system using a longitudinally excited CO2 laser
Figure 2 shows an example of laser pulse waveforms. The laser pulse waveforms were measured by a photon drag detector (Hamamatsu Photonics, B749). In this study, the laser pulse waveform was controllable at a repetition rate of 1 to 400 Hz. The spike pulse width was about 250 ns at the full width half maximum (FWHM) of the spike pulse. The pulse tail length, defined as the length from the end of the spike pulse to the end of the pulse tail, was 31.4 to 134.7 μs. The energy ratio of the spike pulse to the pulse tail was 1:7 to 1:92. The laser beam was circular with a beam quality factor, M2, of 3.1 to 7.9 and a beam diameter of about 11.5 to 13.5 mm. A ZnSe focusing lens was used with a focal length of 38.1 mm to focus the laser beam onto the sample surface. The numerical aperture (NA) was 0.151 to 0.176, and the depth of focus (DOF) was 231.5 to 291.9 μm. The focus spot diameter was 236.4 to 309.4 μm. A percussion laser drilling process was used in which multiple laser pulses were radiated on the sample. The sample was a crown glass slide (Matsunami, S1127) with a thermal expansion coefficient of 94 × 10−7 /K and a thickness of 1150 μm.

Example of laser pulse waveforms at a repetition rate of 200 Hz. Laser intensity was normalized to the maximum value of the spike pulse. Black, red, and blue lines represent laser pulse waveforms with energy ratios of 1:10, 1:25, and 1:45 respectively. (a) Overall waveform. (b) The magnified timescale of spike pulse
Results and Discussion
Firstly, to investigate the required laser parameters that will produce crack-free holes in crown glass, 50 laser pulses with an energy ratio of 1:7 to 1:92 and a fluence per single pulse of 6.0 to 37.9 J/cm2 were radiated on the sample surface at a repetition rate of 1 to 400 Hz. Table 1 shows the presence and absence of cracks in the crown glass depending on the CO2 laser parameters. At a repetition rate of 1 to 90 Hz, laser pulses did not produce crack-free holes on the crown glass surface. At a repetition rate of 100 to 140 Hz, laser pulses produce cracks and crack-free holes. At a repetition rate of 150 to 400 Hz, crack-free holes were produced.
Figure 3 shows a top view and a side view of the sample surface irradiated by 30 pulses with an energy ratio of 1:25, a fluence per single pulse of 34.1 J/cm2 and an irradiation diameter of 241.8 μm at a repetition rate of 200 Hz. The drilled hole did not have any cracks. A heat affected zone (HAZ) with a width of 114.2 μm was produced around the drilled hole. The hole diameter of the sample surface was about 122.2 μm and was 0.505 times the irradiation diameter. The hole depth was 923.4 μm, and the estimated hole volume was about 3.61 × 106 μm3. The hole volume was estimated by the volume formula of a cone as the holes appeared to have conical shapes.

Top and side views of the crown glass sample irradiated by 30 pulses with an energy ratio of 1:25 and a fluence per single pulse of 34.1 J/cm2 at a repetition rate of 200 Hz
Figure 4 shows how the surface hole diameter, the ratio of hole diameter to irradiation diameter, the hole depth, and the estimated hole volume depended on the laser pulse waveform, the fluence per single pulse, and the total irradiation fluence, which is the product of the number of pulses and the fluence per single pulse, at a repetition rate of 200 Hz. Black square, circle, triangle, diamond and star symbols represent laser pulse waveforms with an energy ratio of about 1:9 and a fluence per single pulse of 10.1 J/cm2, 14.3 J/cm2, 21.4 J/cm2, 26.2 J/cm2 and 34.1 J/cm2, respectively. Red square, circle, triangle, diamond and star symbols represent laser pulse waveforms with an energy ratio of about 1:25 and a fluence per single pulse of 11.9 J/cm2, 14.6 J/cm2, 18.1 J/cm2, 27.9 J/cm2 and 34.1 J/cm2, respectively. Blue square, circle, triangle, diamond and star symbols represent laser pulse waveforms with an energy ratio of about 1:46 and a fluence per single pulse of 14.3 J/cm2, 17.1 J/cm2, 26.5 J/cm2, 32.1 J/cm2 and 37.3 J/cm2, respectively. Figure 4(a) shows the dependence of a hole diameter on a total irradiation fluence. The hole diameters were almost constant throughout the total irradiation fluence, and the average hole diameter was about 125.8 μm which was about 0.46 times the irradiation diameter. Figure 4(b) and (c) shows the dependence of a hole depth and an estimated hole volume on a total irradiation fluence. The hole depth and the estimated hole volume increases with the increase of the total irradiation fluence which is a natural phenomenon and similar characteristics reported in [26, 27]. Moreover, to understand the dependence of the hole depth and the estimated hole volume per total irradiation fluence on the energy ratio of the laser pulse waveform and the fluence per single pulse, the irradiation conditions were divided into three groups depending on the energy ratios in the laser pulse waveform. The three groups of energy ratios were black symbols with the energy ratio of about 1:9, red symbols with the energy ratios of about 1:25 and blue symbols with the energy ratios of about 1:46. Table 2 is the slopes of Fig. 4(b) and (c) and shows hole depth and the estimated hole volume per total irradiation fluence decreased with the increase of the fluence per single pulse. For example, the almost same fluence per single pulse of about 14.4 J/cm2 in the three groups of energy ratios produced the almost same hole depth per total irradiation fluence of about 1.35 μm/J/cm2 and produced the almost same estimated hole volume per total irradiation fluence of about 5.10 × 103 μm3/J/cm2. Again, the almost same fluence per single pulse of about 26.9 J/cm2 in the three groups of energy ratios produced the almost same hole depth per total irradiation fluence of about 1.14 μm/J/cm2 and produced the almost same estimated hole volume per total irradiation fluence of about 4.67 × 103 μm3/J/cm2. Similarly, the almost same fluence per single pulse of about 33.4 J/cm2 in the three groups of energy ratios produced the almost same hole depth per total irradiation fluence of about 0.94 μm/J/cm2 and produced the almost same estimated hole volume per total irradiation fluence of about 4.31 × 103 μm3/J/cm2. Therefore, the hole depth and the estimated hole volume per total irradiation fluence did not depend on the energy ratio of the laser pulse waveform but depended on a fluence per single pulse. Furthermore, repetition rates of 200 Hz, 300 Hz and 400 Hz were considered to realize the dependence of the hole depth and the estimated hole volume per total irradiation fluence on the repetition rate. Table 3 shows the dependence of the drilling characteristics on the three repetition rates. The hole depth and the estimated hole volume per total irradiation fluence did not depend on the repetition rate but depended on a fluence per single pulse. For example, the almost same fluence per single pulse of about 14.1 J/cm2 in three repetition rates produced the almost same hole depth per total irradiation fluence of 1.12 μm/J/cm2 and produced the almost same estimated hole volume per total irradiation fluence of about 4.40 × 103 μm3/J/cm2. Similarly, the almost same fluence per single pulse of about 18.4 J/cm2 in three repetition rates produced the almost same hole depth per total irradiation fluence of 0.90 μm/J/cm2 and produced the almost same estimated hole volume per total irradiation fluence of about 3.54 × 103 μm3/J/cm2. Therefore, under various irradiation conditions, the hole depth and estimated hole volume per total irradiation fluence depended on the fluence per single pulse but did not depend on the energy ratio in the laser pulse waveform or repetition rate.

Dependence of surface hole diameter, the ratio of hole diameter to irradiation diameter, hole depth, and estimated hole volume on laser pulse waveforms and total irradiation fluence at a repetition rate of 200 Hz. (a) Surface hole diameter and the ratio of hole diameter to irradiation diameter. (b) Hole depth. (c) Estimated hole volume. (d) Legend of (a), (b) and (c)
Conclusion
Short-pulse CO2 laser drilling in crown glass with a large thermal expansion coefficient of 94 × 10−7 /K was investigated. The short-pulse CO2 laser had a spike pulse width of about 250 ns, a pulse tail length of 31.4 to 134.7 μs, an energy ratio of 1:7 to 1:92, and a fluence per single pulse of 6.0 to 37.9 J/cm2 at a repetition rate of 1 to 400 Hz. The short-pulse CO2 laser with a tunable pulse tail operating at a repetition rate of 150 to 400 Hz produced crack-free holes without using any kind of cooling system in the processing area. In contrast, cracks were produced at a repetition rate of 90 Hz or less. The hole depth and the estimated hole volume per total irradiation fluence depended on the fluence per single pulse but did not depend on the laser pulse waveform with an energy ratio of 1:10 to 1:45 and a repetition rate of 200 to 400 Hz. In our next experiment, we will investigate various glass drilling, cutting, and grooving processes by a short-pulse CO2 laser with tunable laser pulse waveforms operating at a repetition rate of 500 Hz to 1 kHz.
Data Availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Maini, A.: Lasers and Optoelectronics: Fundamentals, Devices and Applications. Wiley, Hoboken (2013)
Choi, H.K., et al.: Formation of cylindrical micro-lens array on fused silica glass surface using CO2 laser assisted reshaping technique. Opt. Laser Technol. 75, 63–70 (2015)
Liu, Y.Z.: Coaxial waterjet-assisted laser drilling of film cooling holes in turbine blades. Int. J. Mach. Tools Manuf. 150 (2020)
McNally, C.A., Folkes, J., Pashby, I.R.: Laser drilling of cooling holes in aeroengines: state of the art and future challenges. Mater. Sci. Technol. 20, 805–813 (2004)
Hof, L.A., Ziki, J.A.: Micro-hole drilling on glass substrates-a review. Micromachines. 8, 1–23 (2017)
Ogura, H., Yoshida, Y.: Hole drilling of glass substrates with a CO2 laser. Jpn. J. Appl. Phys. 42, 2881–2886 (2003)
Irawan, R., Swee Chuan, T., Chia Meng, T., Khay Ming, T.: Rapid constructions of microstructures for optical fiber sensors using a commercial CO2 laser system. Open Biomed. Eng. J. 2, 28–35 (2008)
Yang, M., Li, Y., Wang, D.N.: Long-period fiber gratings fabricated by use of defocused CO2 laser beam for polarization-dependent loss enhancement. J. Opt. Soc. Am. B. 26, 1203 (2009)
Oh, S., Lee, K.R., Paek, U.-C., Chung, Y.: Fabrication of helical long-period fiber gratings by use of a CO2 laser. Opt. Lett. 29, 1464 (2004)
Klank, H., Kutter, J.P., Geschke, O.: CO2-laser micromachining and back-end processing for rapid production of PMMA-based microfluidic systems. Lab Chip. 2, 242–246 (2002)
Cheng, J.Y., Wei, C.W., Hsu, K.H., Young, T.H.: Direct-write laser micromachining and universal surface modification of PMMA for device development. Sensors Actuators B Chem. 99, 186–196 (2004)
Yeo, C.Y., Tam, S.C., Jana, S., Lau, M.W.S.: A technical review of the laser drilling of aerospace materials. J. Mater. Process. Technol. 42, 15–49 (1994)
Uno, K., Yamamoto, T., Akitsu, T., Jitsuno, T.: Glass drilling by longitudinally excited CO2 laser with short laser pulse. Proc. SPIE. 9350, 93501E (2015)
Uno, K., Nakamura, K., Goto, T., Jitsuno, T.: Longitudinally excited CO2 laser with short laser pulse like tea CO2 laser. J Infrared. Millimeter. Terahertz Waves. 30, 1123–1130 (2009)
Uno, K., Yamamoto, T., Watanabe, M., Akitsu, T., Jitsuno, T.: SiO2 -glass drilling by short-pulse CO2 laser with controllable pulse-tail energy. Proc. SPIE. 9735, 973519 (2016)
Uno, K., Jitsuno, T.: Control of laser pulse waveform in longitudinally excited CO2 laser by adjustment of excitation circuit. Opt. Laser Technol. 101, 195–201 (2018)
Uno, K., Watarai, S., Kodama, Y., Yoneya, K., Jitsuno, T.: Longitudinally excited short-pulse CO2 laser with large discharge tube without preionization. Opt. Laser Technol. 148, 107745 (2022)
Rihakova, L., Chmelickova, H.: Laser micromachining of glass, silicon, and ceramics. Adv. Mater. Sci. Eng. 2015, 1–6 (2015)
Schulz, W., Eppelt, U., Poprawe, R.: Review on laser drilling I. fundamentals, modeling, and simulation. J. Laser Appl. 25, 012006 (2013)
Salleo, A., Sands, T., Génin, F.Y.: Machining of transparent materials using an IR and UV nanosecond pulsed laser. Appl. Phys. A Mater. Sci. Process. 71, 601–608 (2000)
Zhang, C., et al.: Influence of pulse length on heat affected zones of evaporatively-mitigated damages of fused silica optics by CO2 laser. Opt. Lasers Eng. 125 (2020)
Guignard, F., Autric, M.L., Baudinaud, V.: Temperature and residual stress evolution in CO2-laser-irradiated glass. High-Power Laser Ablation. 3343, 534–545 (1998)
Okazaki, K., et al.: Sub-wavelength micromachining of silica glass by irradiation of CO2 laser with Fresnel diffraction. Appl. Phys. A Mater. Sci. Process. 104, 593–599 (2011)
Nakamura, R., et al.: Cutting complex shape in glass substrate with pulsed CO2 laser. Rev. Laser Eng. 43, 28–30 (2015)
Dyer, P.E., Waldeck, I., Roberts, G.C.: Fine-hole drilling in Upilex polyimide and glass by TEA CO2 laser ablation. J. Phys. D. Appl. Phys. 30, 6 (1997)
Salonitis, K., Stournaras, A., Tsoukantas, G., Stavropoulos, P., Chryssolouris, G.: A theoretical and experimental investigation on limitations of pulsed laser drilling. J. Mater. Process. Technol. 183, 96–103 (2007)
Förster, D.J., Weber, R., Holder, D., Graf, T.: Estimation of the depth limit for percussion drilling with picosecond laser pulses. Opt. Express. 26, 11546 (2018)
Acknowledgments
This work was supported by JST A-STEP, No. AS3015041S. We would like to thank Seidensha Electronics CO., LTD of Japan.
Funding
This work was supported by JST A-STEP, grant No. AS3015041S.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rahaman, M.E., Uno, K. Crown Glass Drilling by Short-Pulse CO2 Laser with Tunable Pulse Tail. Lasers Manuf. Mater. Process. 9, 72–80 (2022). https://doi.org/10.1007/s40516-022-00165-7
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40516-022-00165-7