
Abstract
The present paper defines process windows for laser welding of thin copper and aluminum sheets in Al-Cu and Cu-Al lap-joint configurations, exploiting different process strategies and parameters. A single-mode continuous-wave (CW) laser source was exploited with both linear and wobbling strategies. In both cases the influence of several parameters, such as, laser power, spot dimensions and scanning speed on the resulting microstructure and joint strength was analyzed. The influence of one, two and three parallel beads on the maximum shear strength was also evaluated. The optimum process configurations were finally determined based on maximum joint strength in shear tests and the mixing of the two parent metals occurring after welding was determined by means of SEM-EDS analysis.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Welding of dissimilar materials has been studied and optimized throughout the last decades in order to meet the increasing demands in performance characterizing modern industrial production. The need, in fact, to optimize industrial products in terms of mass, stiffness, strength and resistance to corrosion and/or high temperatures, pushed manufacturing technologies towards the possibility to deal with hybrid, composite and dissimilar materials. In particular, the possibility to join different metallic materials together, by means of traditional and new joining techniques, represents an important step towards new manufacturing solutions. The first studies in this direction were conducted in aluminum to steel welding. Initially the main efforts were devoted to solid state welding, since it allows a very low dilution between the two materials and determines a low thermal degradation, thanks to the absence of a fused zone: solid state pressure welding [1], impact welding [2], friction stir welding [3] and friction stir welding [4]. The constraints in geometry of the workpiece and in joint type imposed by those joining techniques, then, pushed the researchers towards autogenous welding: in particular laser welding immediately proved itself to be a promising technology thanks to its low heat input and fine-tunability [5]. Besides the aluminum/steel combination, aluminum/copper dissimilar welding also turned out to be of great industrial interest, especially for electronic, optoelectronic and automotive industry. The first studies immediately pointed out how the accurate and controllable heat input typical of laser welding was crucial for keeping the interaction between the two metals very low and thus reducing the formation of brittle and hard intermetallic phases [6]. The problem of intermetallics had already been pointed out in [7], where the authors stressed on their growth in case of cold roll welding, and in [8], where the authors pointed out that a large formation of intermetallics leads to a low electrical conductivity of the joint. The efforts, throughout the years, towards the study of Al/Cu dissimilar welding involved various techniques: friction stir welding [9], friction welding [10], hybrid laser-friction stir welding [11], magnetic pulse welding [12] and ultrasonic welding [13]. All the mentioned scientific contributions stress on the importance of setting up a joining technique which determines the lowest amount of intermetallics in the joint, in order to maximize both mechanical behavior and electrical conductivity. Concerning autogenous welding of dissimilar Al-Cu configurations, laser techniques play a dominant role and in the last five years many efforts were devoted to assessing the feasibility of the process with respect to the different parameters and to the various laser sources applicable. In [14] Weigl et al. exploited an AlSi12 pre-placed filler wire in butt laser welding of 1 mm thick aluminum and copper plates. The high silicon content of the wire proved to be favorable to the limitation of intermetallics formation. In [15] Solchenbach et al. conducted a study on lap welding of 0.5 mm thick foils of aluminum on 0.5 mm thick foils of copper exploiting a 400 W modulated laser and a galvo scanner. The weld beads were obtained using the wobbling technique in order to enlarge the melt pool and favor a brazing of aluminum on copper in order to hinder the formation of intermetallics. In [16] Lee et al. performed a study concerning the application of a high brilliance single mode 2.0 kW fiber laser and a fixed focal head in lap welding of 0.3 mm thick aluminum on copper and copper on aluminum. In this case the extremely high power density available allowed a very high welding speed (up to 50 m/min) and a very low heat input, valid for keeping the formation of intermetallics very low and achieving sound joints in both configurations. In [17] Zuo et al. performed a lap welding of 0.3 mm thick copper on 0.3 mm thick aluminum sheets with a low brilliance Nd:YAG laser and a fixed focal head. They pointed out the role of the different intermetallics on the mechanical performance of the joints, pointing out that the most brittle phase is θ-CuAl2. In [18] Stritt et al. pointed out that a proper pulse shaping promotes the right mixing of the liquid phases in aluminum over copper pulsed laser lap welding. In [19] Fetzer et al. exploited a 4.0 kW diode laser source and a galvo scanner in lap welding 1 mm thick aluminum on copper. The results pointed out the benefits of performing a beam oscillation during welding in order to enlarge and evenly distribute the melt-pool. In [20] Schmalen et al. carried out an investigation on lap welding of 0.5 mm thick plates of aluminum on copper exploiting a disk laser, equipped with a galvo scanner, and a beam oscillating technique. The authors identified that most cracks propagate in the interface between η2 and γ1 phases. In [21] Reisgen et al. performed butt welding of 2 mm thick aluminum and copper plates exploiting a single mode 2.0 kW fiber laser and beam oscillation in a vacuum chamber. The results were characterized in terms of electrical resistance and the best solution was to exploit a 0.3 mm offset of the laser beam in the aluminum side. In [22] Kermanidis et al. investigate long pulse laser spot welding of copper tubes on aluminum foils. The results pointed out, also in this case, that the formation of intermetallics is directly dependant on the heat input. Considering the literature review proposed, it is clear that Al-Cu dissimilar welding is a very hot topic and that laser autogenous welding, in particular, plays a fundamental role as one of the top candidates for future industrial applications. According to these considerations the present paper involves a continuous wave 1.0 kW single mode fiber laser and a galvo scanner in lap welding of Al and Cu thin foils. This configuration has proven, in fact, to be the best performer in terms of welding speed and versatility and it can be used both in linear and wobbling (oscillating beam) configuration. The experimental campaign carried out was aimed at overviewing any possible welding configuration, taking into account Al-Cu and Cu-Al lap joints, proximity and remote welding (with the exploitation of two different focal lengths of the F-Theta lens: 160 mm and 420 mm), linear and wobbling strategy. The results were characterized in terms of depth and width of the weld bead, mechanical shear testing and EDX composition analysis of the fused zone.
Experimental Setup
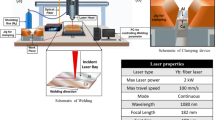
All experiments were carried out on commercially pure copper (Cu > 99.6%), coated with a thin nickel layer in order to improve optical absorptivity of the laser radiation and to avoid surface oxidation, and commercially pure aluminium AA1060 (99.4% Al, 0.25% Si and 0.35% Fe). All samples consisted of 80 × 45 foils with nominal thickness of 0.3 mm for the copper alloy and 0.4 mm for the aluminum one, welded in a lap-joint configuration as shown in Fig. 1. Geometric parameters considered for characterization of the weld beads are shown in Fig. 2, while the physical properties of both materials are reported in Table 1.

Joint configuration

Definition of geometric parameters
For all tested process parameters, both Al-Cu and Cu-Al configurations were investigated, in order to understand the importance of laser absorption and melt pool dynamics during re-solidification.
An IPG YLR-1000-SM single-mode fiber laser with a maximum power output of 1 kW, wavelength of 1070 nm and BPP of 0.4 mm·mrad was utilized for experiments. The core of the delivery fiber was 14 μm in diameter and the collimator focal length was 100 mm. As mentioned in the introduction, two different focal lengths were employed for tests. These consisted of a 160 mm focusing F-Theta lens, which produced a theoretical spot diameter of 22.4 μm and a maximum power density of 253.8 MW/cm2, and a 420 mm focusing F-Theta lens, which produced a theoretical spot diameter of 58.8 μm and a maximum power density of 36.8 MW/cm2. Laser beam displacement was achieved by means of a SmartMove SH20G-XY2 galvo scanning head. Both linear and wobbling techniques were involved in the tests and the full experimental campaign is described in Tables 2 and 3. The different levels of the process parameters were chosen carrying out a preliminary experimental campaign.
The wobbling strategy was implemented by programming the galvo head so that the actual laser beam path was the result of the superimposition of a circular motion and of a linear one, as shown in Fig. 3 (top).

Description of wobbling strategy
The beam rotates along a circle with a diameter equal to the wobbling thickness th at a tangential speed Vt. The center of the circular path is moved along the welding direction at a constant speed Vf so that two subsequent revolutions are overlapped one another of a fixed quantity O%. The mathematical formulas governing this combined motion are shown in eq. 1.
According to these considerations the actual beam path is a cycloid similar to the one shown in Fig. 3 (bottom). The equipment used in the experimental activity described herein was programmed in terms of wobbling thickness (th), overlapping (O%) and tangential speed (Vt): by means of eq. 2 and 3 these parameters can easily be turned into a wobbling frequency (f) and a welding speed (Vf). The complete resume of all the exploited wobbling parameters is shown in Tables 3 and 4.
In order to evaluate the influence of multiple weld beads on the maximum strength, single, double and triple weld beads were carried out with a pitch of 3 mm. In each case, the range of process parameters considered for the experiments was determined basing on preliminary tests. The whole experimental campaign consisted of 700 weldments.
The interface zones of each Al-Cu and Cu-Al joint were analysed via Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray Spectroscopy (EDS) for evaluation of the chemical composition after re-solidification. Welded joint strength was measured for significant samples via shear tests at a speed of 0.025 mm/s.
Results and Discussion
Morphology and Microstructure in Welding with Linear Scanning Strategy
Figures 4 and 5 show the evolution of weld bead penetration depth and width with respect to the varied process parameters both in Al-Cu and Cu-Al configurations when a 160 mm focal length is exploited. Considering the nominal thickness of the metal sheets, 0.3 mm (Cu) and 0.4 mm (Al), it is immediately clear that the process parameters exploited lead to very different results, from no joining at all to complete cutting of the specimens (this aspect will be better clarified in section 3.4, where process windows are defined). These results are shown in Figs. 6 and 7, where significant micrographs are reported in order to have a visual correspondence of the four basic results: no joining, partial penetration, full penetration and complete cutting. Those micrographs also point out the different weld bead morphology characteristic of Al-Cu and Cu-Al configurations. In the first case the weld bead tends to be larger at the top and narrower at the bottom, while in the second one the situation is the opposite. This is due to the different physical characteristics of the two metals involved, particularly in terms of heat conduction coefficient and melting temperature. When the aluminum is at the top side, the laser beam melts the lower melting point material first and at the interface between the sheets the copper, which has a much higher melting point and a higher thermal conductivity than aluminum, melts to a much lower extent. When copper is at the top side, on the other hand, at the interface between the sheets it transfers heat very quickly, because of the higher melting temperature, to the aluminum, which melts abruptly and tends to favour a complete cutting of the specimen if the energy is excessive. This phenomenon is emphasized also by the lower absorptivity with respect to the laser radiation typical of copper (especially at the solid state). This characteristic implies, in fact, a high laser power required to trigger the melting of the first layers of the material and promote the formation of the keyhole. When the copper exceeds the melting point (and the keyhole eventually is formed), the absorptivity ramps up very quickly causing an abrupt overheating of the liquid phase, which, in turn, transfers this heat in excess to the bottom layer (aluminum).

Penetration depth, linear strategy, F = 160 mm (experiments A and E in Table 2)

Interface width, linear strategy, F = 160 mm (experiments A and E in Table 2)

Micrographs, linear strategy, F = 160 mm, Al-Cu

Micrographs, linear strategy, F = 160 mm, Cu-Al
Figures 8 and 9 show the variation of the weld bead dimensional characteristics with respect to process parameters and joint configuration when a 420 mm focal length is exploited. The larger spot characteristic of this configuration caused a reduction of the maximum welding speed from 700 mm/s to 500 mm/s, as well as a reduction of bead width at the interface and penetration depth for the same laser power and scanning speed. On the other hand, a larger focal length made the process less sensitive to the precision with which the workpiece was positioned in the focal plane, as the theoretical Rayleigh length switched from 0.3 mm to 2.2 mm.

Penetration depth, linear strategy, F = 420 mm (experiments B and F in Table 2)

Interface width, linear strategy, F = 420 mm (experiments B and F in Table 2)
Figures 10 and 11 show some representative micrographs of this second batch of experimental trials: the weld bead morphology is very similar to the one described before.

Micrographs, linear strategy, F = 420 mm, Al-Cu

Micrographs, linear strategy, F = 420 mm, Cu-Al
The Cu-Al configuration with a 420 mm focal-length lens required absolutely the highest laser power, reducing the range of process parameters available to obtain good quality weld beads. The higher thermal conductivity and melting point of copper, together with the larger spot size, resulted in the need for higher specific energies to melt the copper layer. When penetration reached the interface, the aluminum foil, characterized by a much lower melting temperature, quickly overheated and abruptly melted. This made it much more difficult to accurately control penetration of the weld bead in the aluminum layer.
Figure 12 shows a representative example of resolidification after welding of a partial penetration joint in an Al-Cu configuration with a 160 mm focal-length lens. The image highlights the fact that welding takes place in a key-hole mode, with stirring effects taking place due to formation of high-pressure metal vapor, dragging part of the molten copper pool upwards into the aluminum pool. The nickel coating, visible as a thin red layer in the same figure, is completely dispersed in the melted zone due to partial evaporation and mixing with the parent materials.

SEM-EDS images obtained for partial penetration (Al-Cu), F = 160 mm
In order to investigate the composition of the fused zone, significant welded samples were analyzed in two different areas of the melted zone; near the interface (rectangle 1 in Fig. 12) and far from the interface in the high-dilution zone that is confined, in this case, to the upper aluminum melt pool (rectangle 2 in Fig. 12). Local compositions are reported in Figs. 13 and 14.

Composition investigation at the interface (Al-Cu), F = 160 mm

Composition investigation in zone 2 (Al-Cu), F = 160 mm
Figure 15 is representative of Cu-Al joints obtained with a 160 mm focal-length lens and characterized by partial penetration. The welding mode is once again key-hole but mixing of the two base materials is different from the case presented in Fig. 12. The higher-density copper tends to diffuse downwards into the aluminum melt pool and thus the high dilution zone is shifted into the lower sheet. For this reason, EDS analyses were performed in the interface zone (rectangle 1 in Fig. 15) and the bottom zone (rectangle 2 in Fig. 15).

SEM-EDS images obtained for partial penetration (Cu-Al), F = 160 mm
Figure 16 shows that considerable mixing of the two metals takes place at the interface, with consequent possible formation of hard and brittle intermetallic compounds. From analysis of Fig. 17, it can be seen that these compounds can also be present at the root of the weld bead. The composition analysis carried out in this study was aimed at understanding the preferential distributions of the alloying elements in the weld beads and not to determining the exact intermetallic phases occurring in the different portions of the molten pool.

Composition investigation at the interface (Cu-Al), F = 160 mm

Composition investigation in zone 2 (Cu-Al), F = 160 mm
Morphology and Microstructure in Welding with Wobbling Scanning Strategy
Figure 18 presents the weld bead width at the interface in an Al-Cu and Cu-Al configuration with a 160 mm focal-length lens using a wobbling beam scanning strategy. The graph points out that weld bead width is much more influenced by tangential welding speed than laser power. Concerning weld penetration depth all the trials showed full penetration or complete cutting, thus non graphs concerning this parameter are shown in this section. This result puts in evidence that wobbling strategy associated to a very small spot leads to a very difficult control of the heat input in the weld bead.

Interface width, wobbling strategy, F = 160 mm (experiments C and G in Table 2)
Figures 19 and 20 show the results achieved by means of the 420 mm focal length lens: in this case it was possible to obtain joints with partial penetration and interface widths similar to those seen with a linear scanning strategy, especially at lower laser power. These trends were also confirmed by optical microscopy (Fig. 21).

Penetration depth, wobbling strategy, F = 420 mm (experiments D and H in Table 2)

Interface width, wobbling strategy, F = 420 mm (experiments D and H in Table 2)

Micrographs, wobbling strategy
Concerning Cu-Al configuration, in particular, the higher melting temperature of copper layer firstly lead to higher power requirements compared to the Al-Cu one. Moreover, the higher power requirements result in a large aluminum weld pool for both focal lengths as seen in Fig. 21.
The SEM-EDS analysis presented in Fig. 22 confirms the presence of large areas of mixture of the two base materials not only at the interface, but also within the rest of the molten zone. This is especially true in an Al-Cu configuration, where results are similar to the ones concerning the linear scanning strategy. Once again, in this case, a reduction in specific energy with lower power or higher welding speed lead to a decrease in the extension of these zones. Local compositions of intermetallic compounds are reported in Figs. 23 and 24.

SEM-EDS images with wobbling strategy (Cu-Al), F = 420 mm

Composition investigation at the interface in zone 1 (Al-Cu), F = 420 mm

Composition investigation at the interface in zone 2 (Al-Cu), F = 420 mm
Shear Test Results
Shear tests were performed by means of an Instron 8032 machine equipped with a 2 kN load cell. A schematic of the shear test is presented in Fig. 25. Figure 26 presents the maximum measured shear loads for the different experiments in an Al-Cu configuration, both with linear and wobbling scanning strategies, as a function of the weld bead width at the interface. For every batch of experiments (A, B, C and D) the specimens characterized by a visually sound weld bead were subjected to shear test and the results were aggregated as a function of the width of the weld bead at the interface between the two sheets.

Schematic of shear test

Shear tests: maximum load (Al-Cu)
The results highlight a number of important aspects. Firstly, the maximum strength is achieved with both scanning strategies in correspondence to a width of the interface between the sheets in the range 0.2–0.3 mm. Widths at interface smaller than 0.2 mm lead to insufficient strength while widths larger than 0.3 mm provoke a decrease in strength due to the thermal degradation of the characteristics of the materials and to the formation of more intermetallic compounds. Moreover, a linear scanning strategy (Tests A and B) lead to a higher average shear strength than a wobbling one, for the same width at the interface. Finally, the wobbling strategy always delivers more energy to the target than the linear strategy. This last consideration demonstrates that temperatures reached by the specimens were higher and cooling speeds were lower than the ones registered in case of linear scanning strategy. These conditions promote the formation of a greater quantity of intermetallic compounds and make the weld bead less resistant, in accordance with the results explained in [16].
Figure 27 summarizes the shear test results obtained in a Cu-Al configuration: the data are aggregated similarly to the ones described in Fig. 26. It is once again evident that the linear scanning strategy produces weld beads with higher average shear strength than the wobbling strategy for the same width at the interface. From these results it is not possible to define an optimum width which maximizes the mechanical resistance of the joint, but it can be stated that relatively large weld beads produce weaker joints due to increased formation of intermetallic compounds.

Shear tests: maximum load (Cu-Al)
Figure 28 presents maximum loads as a function of the number of weld beads per joint for all of the considered configurations. The presented data are average values obtained with 10 specimens for all configurations, starting from the process parameter configuration that led to maximum strength for each number of beads. The results show that switching from a 1- to 2-bead configuration causes an increase in the maximum load approximately equal to 20%, except in the case of a wobbling strategy and Cu-Al configuration where the reduction is around 15%. Switching from a 2- to 3-bead configuration causes a negligible increase in strength with a wobbling strategy (approximately 5%), while such an increase is not evident using a linear strategy.

Maximum load (all configurations)
Process Windows Definition
The last analysis carried out in this work concerned the definition of process windows for the different configurations. In the definition of the tables in Figs. 29 and 30 a colour map was used in order to visually define the different cases occurred: no joining (blue), partial penetration (green), full penetration (yellow) and complete cutting or severe damage of the bead (red). Figure 29 shows process windows related to linear strategy: it is clear that in Cu-Al configuration the possibility to achieve a partial penetration is more difficult than in Al-Cu one.

Process windows, linear scanning strategy

Process windows, wobbling scanning strategy
Figure 30 shows process windows related to wobbling strategy: in this case the higher energy involved makes the process more difficult to be fine tuned and an accurate control of penetration depth is hardly achievable.
Conclusions
This paper deals with laser lap-welding of thin aluminum and copper sheets in both Al-Cu and Cu-Al configurations. Specifically, morphological, metallurgical and mechanical tests were carried out to determine optimum process windows. Linear and wobbling beam scanning strategies were investigated varying the laser power, welding speed and spot diameter. In relation to the tested variables, which were repeated for both Al-Cu and Cu-Al configurations, the following results were found:
-
A linear scanning strategy tends to give higher maximum loads for the same energy density compared to a wobbling scanning strategy.
-
The use of a 160 mm focal length lens does not allow to achieve good results in the case of wobbling strategy due to the high energy density for either Al-Cu and Cu-Al configurations. On the other hand, strong sound joints were obtained in both configurations with a 420 mm focal length lens.
-
Switching from a 1- to 2-bead configuration yielded a 20% increase in joint strength, while switching from a 2- to 3-bead configuration led to negligible increases.
-
SEM EDS analysis revealed a strong mixing of the two metals in the fused zone for all investigated process parameters and thus the formation of intermetallics is highly promoted.
-
Both linear and wobbling beam scanning strategies allowed to generate sound joints, characterized by a maximum tensile load up to 130 kg.
-
The exploitation of a high brilliance single laser source made it possible to investigate all the configurations described in this work and allowed to keep the heat input in the weld bead very low. The results achieved with the wobbling technique allow to conclude that sound joints could be achieved also by means of a lower quality laser source.
References
Albright, C.E.: The fracture toughness testing of steel-aluminum deformation welds. Eng. Fract. Mech. 15(1–2), 193–203 (1981). https://doi.org/10.1016/0013-7944(81)90117-X
Date, H., Kobayakawa, S., Naka, M.: Microstructure and bonding strength of impact-welded aluminium–stainless steel joints. J. Mater. Process. Technol. 85(1–3), 166–170 (1999). https://doi.org/10.1016/S0924-0136(98)00284-2
Fukumoto, S., Tsubakino, H., Okita, K., Aritoshi, M., Tomita, T.: Amorphization by friction welding between 5052 aluminum alloy and 304 stainless steel. Scr. Mater. 42(8), 807–812 (2000). https://doi.org/10.1016/S1359-6462(00)00299-2
Lee, W.B., Schmuecker, M., Mercardo, U.A., Biallas, G., Jung, S.B.: Interfacial reaction in steel–aluminum joints made by friction stir welding. Scr. Mater. 55(4), 355–358 (2006). https://doi.org/10.1016/j.scriptamat.2006.04.028
Sierra, G., Peyre, P., Deschaux-Beaume, F., Stuart, D., Fras, G.: Steel to aluminium key-hole laser welding. Mater. Sci. Eng. A. 447(1–2), 197–208 (2007). https://doi.org/10.1016/j.msea.2006.10.106
Mai, T.A., Spowage, A.C.: Characterisation of dissimilar joints in laser welding of steel–kovar, copper–steel and copper–aluminium. Mater. Sci. Eng. A. 374(1–2), 224–233 (2004). https://doi.org/10.1016/j.msea.2004.02.025
Abbasi, M., Karimi Taheri, A., Salehi, M.T.: Growth rate of intermetallic compounds in Al/cu bimetal produced by cold roll welding process. J. Alloys Compd. 319(1–2), 233–241 (2001). https://doi.org/10.1016/S0925-8388(01)00872-6
Lee, W.B., Bang, K.S., Jung, S.B.: Effects of intermetallic compound on the electrical and mechanical properties of friction welded cu/Al bimetallic joints during annealing. J. Alloys Compd. 390(1–2), 212–219 (2005). https://doi.org/10.1016/j.jallcom.2004.07.057
Panaskar, N., Terkar, R.: A review on recent advances in friction stir lap welding of Aluminium and copper. Mater. Today. 4(8), 8387–8393 (2017). https://doi.org/10.1016/j.matpr.2017.07.182
Wei, Y., Li, J., Xiong, J., Zhang, F.: Investigation of interdiffusion and intermetallic compounds in Al–cu joint produced by continuous drive friction welding. Engr. Sci. Tech. 19(1), 90–95 (2016). https://doi.org/10.1016/j.jestch.2015.05.009
Fei, X., Ye, Y., Jin, L., Wang, H., Lv, S.: Special welding parameters study on cu/Al joint in laser-heated friction stir welding. J. Mater. Process. Technol. 256, 160–171 (2018). https://doi.org/10.1016/j.jmatprotec.2018.02.004
Raoelison, R.N., Sapanathan, T., Buiron, N., Rachik, N.: Magnetic pulse welding of Al/Al and Al/cu metal pairs: consequences of the dissimilar combination on the interfacial behavior during the welding process. J. Manuf. Process. 20(1), 112–127 (2015). https://doi.org/10.1016/j.jmapro.2015.09.003
Fujii, H.T., Endo, H., Sato, Y.S., Kokawa, H.: Interfacial microstructure evolution and weld formation during ultrasonic welding of Al alloy to cu. Mater. Charact. 139, 233–240 (2018). https://doi.org/10.1016/j.matchar.2018.03.010
Weigl M, Albert F, Schmidt M. Enhancing the ductility of laser-welded copper-aluminum connections by using adapted filler materials. Phys. Procedia 2011;12(B):332–338. https://doi.org/10.1016/j.phpro.2011.03.141
Solchenbach, T., Plapper, P.: Mechanical characteristics of laser braze-welded aluminium–copper connections. Opt. Laser Technol. 54, 249–256 (2013). https://doi.org/10.1016/j.optlastec.2013.06.003
Lee, S.J., Nakamura, H., Kawahito, Y., Katayama, S.: Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and cu sheets. Sci. Technol. Weld. Join. 19(2), 111–118 (2014). https://doi.org/10.1179/1362171813Y.0000000168
Zuo, D., Hu, S., Shen, J., Xue, Z.: Intermediate layer characterization and fracture behavior of laser-welded copper/aluminum metal joints. Mater. Des. 58, 357–362 (2014). https://doi.org/10.1016/j.matdes.2014.02.004
Stritt, P., Hagenlocher, C., Kizler, C., Weber, R., Rüttimann, C., Graf, T.: Laser spot welding of copper-aluminum joints using a pulsed dual wavelength laser at 532 and 1064nm. Phys. Procedia. 56, 759–767 (2014). https://doi.org/10.1016/j.phpro.2014.08.083
Fetzer, F., Jarwitz, M., Stritt, P., Weber, R., Graf, T.: Fine-tuned remote laser welding of aluminum to copper with local beam oscillation. Phys. Procedia. 83, 455–462 (2016). https://doi.org/10.1016/j.phpro.2016.08.047
Schmalen, P., Plapper, P., Peral, I., Titov, I., Vallcorba, O., Rius, J.: Composition and phases in laser welded Al-cu joints by synchrotron x-ray microdiffraction. Procedia CIRP. 74, 27–32 (2018). https://doi.org/10.1016/j.procir.2018.08.006
Reisgen, U., Olschok, S., Jakobs, S., Holtum, N.: Influence of the degree of dilution with laser beam vacuum-welded cu-Al mixed joints on the electrical properties. Procedia CIRP. 74, 23–26 (2018). https://doi.org/10.1016/j.procir.2018.08.022
Kermanidis, T., Christodoulou, P.I., Hontzopoulos, E., Haidemenopoulos, G.N., Kamoutsi, H., Zervaki, A.D.: Mechanical performance of laser spot-welded joints in Al-Al/cu solar thermal absorbers. Mater. Des. 155, 148–160 (2018). https://doi.org/10.1016/j.matdes.2018.05.052
Acknowledgements
The authors would like to thank Dr. Flavia Lerra and Dr. Vincenzo Dimatteo for leading the experimental and characterization activity and Dr. Luca Poggio and Dr. Elena Ligabue for their technical and economic support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fortunato, A., Ascari, A. Laser Welding of Thin Copper and Aluminum Sheets: Feasibility and Challenges in Continuous-Wave Welding of Dissimilar Metals. Lasers Manuf. Mater. Process. 6, 136–157 (2019). https://doi.org/10.1007/s40516-019-00085-z
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40516-019-00085-z