
Abstract
Micro-texturing has been widely proven to be an effective technology for achieving sustainable machining. However, the performance of micro-textured tools under different cooling conditions, especially their coupling effect on machined surface integrity, was scarcely reported. In this paper, the non-textured, linear micro-grooved, and curvilinear micro-grooved inserts were used to turn aluminum alloy 6061 under dry, emulsion, and liquid nitrogen cryogenic cooling conditions. The coupling effects of different micro-textures and cooling conditions on cutting force, cutting temperature, and machined surface integrity, including the surface roughness, work hardening, and residual stress, were revealed and discussed in detail. Results indicated that the micro-grooved tools, especially the curvilinear micro-grooved tools, not only reduced the cutting force and cutting temperature, but also improved the machined surface integrity. In addition, the micro-grooved tools can cooperate with the emulsion or liquid nitrogen to reduce the cutting force, cutting temperature, and improve the machined surface integrity generally, although the combination of emulsion cooling condition and micro-grooved tools generated negative coupling effects on cutting forces and surface work hardening. Especially, the combination of curvilinear micro-grooved cutting tools and cryogenic cooling condition resulted in the lowest cutting force and cutting temperature, which generated the surface with low roughness, weak work hardening, and compressive residual stress.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In recent years, cutting tool micro-texturing has been widely studied as an efficient technique to reduce the cutting force and achieve sustainable machining in the metal cutting field. Researchers have designed different kinds of micro-structures on tool surfaces, including the dimples [1, 2], grooves [3, 4] and hybrid textures [5, 6], and used the micro-textured tools to machine various materials, such as carbon steel, titanium alloy, stainless steel, superalloy, etc. Most researchers suggested that the micro-structures on tool surfaces could improve the cutting performance by reducing the tool-chip contact area and friction [7].
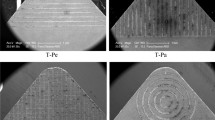
However, the experiment results in the literature also showed that the micro-textures on tool surfaces were easy to be filled by workpiece material, especially when the materials with high plastic, such as aluminum alloy, stainless steel, etc., were machined, as shown in Fig. 1 [8]. The filled micro-textures will weaken the beneficial effects of micro-textured tools and the derivative cutting processes generated by the interaction of chips and micro-textures may induce extra cutting forces. Therefore, eliminating the adhesion of chips and micro-textures is the key to further improve the performance of micro-textured cutting tools.

Images of dimples on cutting tool surface a partially and b completely filled by workpiece material during machining aluminum alloy [8]
To achieve this goal, the researchers tried different ways, including designing new micro-textures [9,10,11] and taking excellent cooling/lubrication [12,13,14,15,16].
Given that the micro-texture’s sharp edges may cut into the chips to enhance the tool-chip adhesion, Sugihara and Enomoto [9] and Liu et al. [10, 11] designed the micro-textures that had smooth junction between tool rake face and micro-texture sidewalls, termed sine-wave-shaped micro-grooves, and curvilinear micro-grooves, respectively. The cutting experiments confirmed that the new micro-textures improved anti-adhesion behavior of the cutting tool surface and reduced the cutting forces during machining aluminum alloy or stainless steel.
Besides, taking excellent cooling or lubrication is another effective way to reduce the adhesion of chips and micro-textures. The experiments confirmed that, comparing with machining under dry condition, the cutting fluids could improve the lubricity of the tool-chip interface, thus helping to reduce the adhesion between chips and micro-textures and improve cutting performance [12]. In addition, the researchers also found that the micro-textures could act as a reservoir or channel to help cut fluid penetrate into the chip-tool-workpiece interfaces and exert its lubricant function properly, thus obtaining better cutting performance than the non-textured tools [13]. With the increasing pressure to move towards green manufacturing in the recent years, the cutting performance of micro-textured tools under the minimum quantity of lubricant (MQL) or cryogenic conditions started to attract attention of researchers. Gupta et al. [14] demonstrated that the nanofluid MQL with textured tool provided superior results than non-textured tools in machining Inconel 718 alloy. Sivaiah et al. [15] proved that the combination of surface textured tools and MQL cooling generated fewer surface defects when compared to the MQL or dry cutting condition. Besides the MQL cooling, the combination of micro-textured tools and cryogenic cooling technology also showed tremendous potential. Dinesh et al. [16] used micro-textured tools to turn ZK60 magnesium alloy under liquid nitrogen cooling conditions and proved that their coupling effect substantially minimized the friction between the tool-chip/tool-work interfaces. Comparing with fluid and MQL cooling, the cryogenic cooling can reduce the cutting temperature more significantly, which may reduce the material plasticity and increase the elasticity modulus, thus helping further minimize the adhesion of chips and micro-textures. However, the studies about the cutting performance of micro-textured tools under cryogenic cooling conditions were rarely reported [12].
Another main inadequacy in the existing studies of micro-textured tools should be the lack of researches on machined surface integrity. The existing studies of the micro-textured tool cutting performance mainly paid attention to the cutting forces, while the study on the machined surface integrity was far from being desired [12]. However, the micro-textures on tool rake face can change the tool-chip interaction and even change the cutting edge’s morphology, which affects the machined surface integrity inevitably. Therefore, investigating the effect of micro-textures on the machined surface integrity to help ensure a high fatigue resistance performance is the foundation of practical application of micro-textured cutting tools [17]. In recent years, some researchers started to study the roughness and hardness of surface machined by micro-textured tools. Sivaiah et al. [5], Rajbongshi and Sarma [18], Palanisamy et al. [19], and Musavi et al. [20] conducted turning experiments using textured and non-textured tools separately and suggested that the textured tools resulted in a substantial improvement of surface finish for various materials. Ahmed et al. [4] and Yang et al. [21] both studied the surface hardness after machined by a micro-textured tool and proved that the micro-textures could reduce the surface hardening. While opposite results were also obtained in existing literatures. Chen et al. [22] found that the surface roughness was not significantly affected by the cutting tool surface texture during the dry milling of carbon fibre reinforced plastics. Gupta et al. [23] stated that higher micro-hardness values were achieved with textured tools in Inconel 718 cutting when compared to conventional tools. In conclusion, the studies are too few to reach a consensus about the influence mechanism of cutting tool micro-textures on the machined surface integrity. Furthermore, the existing studies mainly focused on only one or two surface integrity indexes, such as the surface roughness or hardness. The study that systematically investigates the roughness, work hardening, and residual stress of surfaces machined by micro-textured tools has not yet been reported, which should be the focus of the next research.
Aluminium alloys, because of their excellent mechanical properties and relatively lower specific weight, are widely used in aircraft construction, and AA 6061 is one of the most commonly used alloys of aluminium for general purposes. Aluminium alloy is a typical high-ductility material and prone to adhering to the tool surface at the tool-chip interface during cutting, which usually results in the micro-cracks, surface hardening, rough surface and large tensile residual stresses [24]. In order to improve the machinability of aluminium alloy, Javidikia et al. [25,26,27] investigated the effect rule and mechanism of cutting parameters (cutting speed, feed rate, and depth of cut), cutting tool geometry (tool nose radius, side cutting edge angle, and back rake angle), and cooling conditions (dry, MQL and wet modes) by combining the turning environments and finite element simulations, and established the predictive regression models of surface roughness and residual stress. The results showed that the tool wear, surface roughness and tensile residual stress could be reduced via optimizing the cutting conditions, such as lowering the cutting speed or taking excellent cooling and lubrication. However, the tool-chip adhesion cannot be eliminated when cutting with the non-textured tools, which limited the effect of lubricant. Machining technologies that can simultaneously obtain the high processing efficiency and quality are still to be explored.
To counter the deficiencies above of micro-textured and explore the new machining technology for aluminum alloy, given that the liquid nitrogen can not only form lubrication film but also cool the cutting zone significantly, this paper conducted aluminum alloy 6061 turning experiments with the non-textured, linear micro-grooved, and curvilinear micro-grooved cutting tools under dry, emulsion, and liquid nitrogen cryogenic cooling conditions. The coupling effects of micro-textures and cooling conditions on cutting force, cutting temperature, and machined surface integrity were revealed, including the surface roughness, work hardening, and residual stress. In the literature available, this work is not only the first time to combine the curvilinear micro-grooved cutting tools with liquid nitrogen cryogenic cooling technology, but also the first time to systematically study the roughness, work hardening, and residual stress of surfaces machined by micro-textured tools. Results will contribute to the practical application of micro-textured cutting tools and provide a new method of obtaining compressive residual stress during machining aluminum alloy.
2 Experimental methods
All cutting experiments were carried out on a CAK3665 CNC lathe, and the Kennametal TPGN110304 uncoated carbide insert with the tool nose radius of 0.4 mm (grade: K313) was selected as the non-textured cutting tool. After mounted on the CTCPN2514M16 cutter arbor, the back rake angle, side rake angle and side cutting edge angle of the tool were 5°, 0° and 0°, respectively. The linear micro-grooves and curvilinear micro-grooves were fabricated on the insert rake faces by femtosecond laser processing, and the processing method has been detailed in previous work [11]. Figure 2 shows the 3D geometry of the produced linear and curvilinear micro-grooves, in which the design parameters were micro-groove width of 50 μm, spacing of 50 μm, depth of 30 μm, and tool nose distance of 200 μm.

Geometry of fabricated micro-grooves
The material used in the test was aluminum alloy 6061, whose chemical composition and mechanical properties are shown in Tables 1 and 2, respectively. The material was machined into a dish workpiece of Φ 120 mm × 10 mm by wire electrical discharge machining (WEDM). After being clamped to a fixture, the material was subjected to a radial turning test, as shown in Fig. 3a, with the parameters shown in Table 3, which were determined based on the pre-experiment and the recommendation of cutting tool manual with considering the tool life and the machining efficiency. In emulsion or cryogenic cutting, the water-based KR-0058 emulsion, which is appropriate for aluminum alloy cutting, or liquid nitrogen were flooded to the workpiece in front of the cutting area with a circular nozzle, as shown in Fig. 3b. The emulsion was conveyed by the lathe’s cutting fluid supply system, while the liquid nitrogen was supplied with a self-pressurizing nitrogen canister with the pressure of 1.5 MPa. During the cutting processes, the cutting forces in cutting velocity direction, feed direction, and axial direction for each cutting condition were measured with a YDC-III89B three component piezoelectric dynamometer, whose measuring range of \({F}_{x}\) and \({F}_{y}\) are 1 000 N, respectively and \({F}_{z}\) is 2 000 N; inherent frequency is greater than or equal to 3 kHz; sensitivity is greater than or equal to 2.50 pC/N; and repeatability is less than ±1% (F·S). The sampling frequency of the dynamometer was set at 1 000 Hz, and the sampling time was 20 s. The average value of 3 repeats was calculated and adopted.

a Schematic diagram and b setup image of the radial turning
The 3D finite element (FE) cutting model, as shown in Fig. 4, was built to get the cutting zone temperature by the AdvantEdge software with the explicit solver and updated Lagrangian formulation [28]. The mechanical analysis, thermal analysis and chip formation modeling have been detailed in the work of Sadeghifar et al. [29]. The workpiece and cutting tool materials for this work were separately selected from the database as Al6061-T6 and standard Grade K cemented carbide, which were defined by the power law model, as shown in Eq. (1) [28]. Adaptive meshing technique was performed during the simulation to obtain fine tetrahedral mesh in the cutting zone with the minimum and maximum element sizes of 0.001 mm and 1 mm. The length of cut (LoC, \({l}_{\mathrm{c}}\)) was set at 4 mm. No extra coolant was applied for the dry cutting condition. The immersed cooling type was adopted for emulsion and cryogenic cooling conditions with the heat extraction coefficient of 10 000 W/(m2·K) and 50 000 W/(m2·K) [30, 31], and coolant temperature of \(20\,\mathrm{^\circ{\rm C} }\), and \(-196\,\mathrm{^\circ{\rm C} }\), respectively. The Coulomb friction model, as shown in Eq. (2), was used to define the tool/chip and tool/workpiece interface friction [28]. The reliability of FE models was calibrated by comparing the simulated and experimental cutting forces, and the results showed that all errors were less than 20%, proving that the simulation models were acceptable to obtain the cutting temperature for qualitative analysis. After finishing the simulation, the temperatures of 20 points along the cutting edge on each machined surface were extracted, as shown in Fig. 5. The average value, σ, was calculated as the cutting zone temperature.
where \({\sigma }_{0}\) is the material yield strength at the reference temperature and strain rate. \(\varepsilon\), \(\dot{\varepsilon }\) and T are the strain, strain rate and temperature, respectively. \({\varepsilon }_{0}\), \(\dot{{\varepsilon }_{0}}\) and \({T}_{0}\) are the reference strain, strain rate and temperature, respectively. n, m and p are the indexes.
where \(\tau\), \(\mu\) and \({\sigma }_{n}\) are the stress, friction coefficient and pressure stress, respectively.

Schematic view of the 3D FE model designed for turning process

Schematic of extracting the cutting temperature (non-textured, dry)
After the turning processes, the KEYENCE VK-X1000 laser microscope was used to observe the surface morphology, and then the surface roughness was measured along the feed direction based on the observed surface morphology by the analysis software of laser microscope with the \({\lambda }_{\mathrm{c}}\) = 0.8 mm and \({\lambda }_{\mathrm{s}}\) = 2.5 μm. The PROTO iXRD-Combo residual stress instrument was adopted to measure the surface residual stress along the cutting speed direction. The target material was selected as Cr-Kα; the diffraction crystal plane was {222}; the Bragg Angle was 157°; the X-ray incidence angle changed between \(-20^\circ\) and 20°; the X-ray irradiation time was 15 s; and the aperture size was 2 mm. The machined surface hardness was measured by an HV-1000 Vickers microhardness tester with a load of 9.8 N and a dwelling time of 10 s. To minimize the measurement error, each surface integrity parameter was measured for three times and the average value was calculated as the result.
3 Results and discussion
3.1 Effect of micro-textures and cooling conditions on cutting force
Cutting force is one of the main factors affecting the energy consumption and has close relation to the processing accuracy and machined surface quality. Reducing the cutting force can help achieve sustainable manufacturing, reduce workpiece deformation, and improve machined surface integrity. Figures 6 and 7 show the effect of cutting tool micro-textures and cooling conditions on the cutting forces, respectively. \({F}_{x}\) , \({F}_{y}\) and \({F}_{z}\) are the axial force, feed force, and main cutting force, respectively. The cutting force reduction rate, Δ, for different types of micro-grooved cutting tools was calculated using Eq. (3) and marked in Fig. 6. According to the equation, the positive or negative value of Δ separately indicates that the micro-grooved cutting tools produced lower or higher cutting forces than non-textured tools.
where \(F_{{\text{non-textured}}}\) is the cutting forces produced by non-textured tools, and \(F_{{\text{micro-grooved}}}\) is the cutting forces produced by micro-grooved cutting tools.

Effect of cutting tool micro-textures on the cutting forces in a dry, b emulsion, and c cryogenic cooling conditions

Effect of cooling conditions on the cutting forces when machined with a non-textured, b linear micro-grooved, and c curvilinear micro-grooved cutting tools
It can be seen from Fig. 6 that under all cooling conditions, the micro-grooved cutting tools reduced the cutting forces as a whole and the effect of curvilinear micro-grooves was larger than linear micro-grooves, which agreed with the previous work [10]. In addition, the coupling of cooling conditions and cutting tool micro-textures could affect the cutting forces. Firstly, the emulsion cooling condition generated negative coupling effects with linear and curvilinear micro-grooves on cutting forces. It can be seen from Figs. 6a and b that the application of emulsion weakened the effects of linear and curvilinear micro-grooves on reducing cutting forces. All cutting force reduction rates, Δ, under the emulsion cooling condition (see Fig. 6b) were smaller than the corresponding values under dry condition in Fig. 6a. In addition, Fig. 6a shows that when cutting with non-textured tools, the emulsion cooling condition generated the lowest cutting force. While when cutting with linear and curvilinear micro-grooved tools, the cutting forces under emulsion cooling condition were approximately equal to or even larger than that under dry cutting condition. Secondly, the cryogenic cooling condition generated positive coupling effect with curvilinear micro-grooved tools on cutting forces. It can be seen from Fig. 7 that the main cutting forces under cryogenic cutting condition were the largest when cutting with non-textured or linear micro-grooved tools, while it was opposite to curvilinear micro-grooved tools. Results in Fig. 6c also show that the curvilinear micro-grooved tools generated the largest main cutting force reduction rate under cryogenic cooling condition.
The micro-textures on tool rake faces can reduce cutting forces mainly by decreasing the tool-chip contact area, thus lowering their friction [32, 33]. Since it is hard to measure the tool-chip interface friction directly, the thickness of the chip from the workpiece end face was measured after being collected, mounted, ground and polished, to characteristic the tool-chip friction, and the result is shown in Fig. 8. According to Refs. [34, 35], the chip thickness is mainly affected by the tool-chip interface friction status and low friction is beneficial to chip flow, hence reducing the chip thickness. Therefore, the chip thickness can be used to indicate the tool-chip interface friction, and the smaller chip thickness represents the lower friction. It is obvious in Fig. 8 that the micro-grooved cutting tools resulted in smaller chip thickness than non-textured tools under all cooling conditions, and the curvilinear micro-grooved tools generated the thinnest chip, which agrees with the trend of cutting forces. Hence, it is reasonable to infer that the micro-grooves reduced the tool-chip friction, and thus lowered the cutting force.

Chip thickness under different cooling conditions
In addition, like the cutting force, the cooling condition and cutting tool micro-textures also generated coupling effect on the chip thickness. It can be seen from Fig. 8 that the chip thickness differences between non-textured and linear or curvilinear micro-grooved tools under emulsion cooling condition were less than that under dry cutting condition. Besides, the chip thicknesses of linear and curvilinear micro-grooved tools under emulsion cooling condition were larger than the corresponding values under dry and cryogenic cooling conditions. These results denote that the effect of micro-grooves on reducing tool-chip friction was weakened by the application of emulsion, which explained the above-mentioned negative coupling effects of emulsion cooling condition and micro-grooves on cutting forces.
Furthermore, the negative coupling effects of emulsion cooling condition and micro-grooved tools on the chip thickness and cutting forces are attributed to the chip bonding on the tool rake face. Figure 9 shows the non-textured cutting tool rake face geometry under emulsion cooling condition and the energy disperse spectroscopy (EDS) analysis results of areas 1 and 2. It is obvious that the chip adhered to the tool rake face in a large area and formed the built-up edge (BUE). In this case, the tool-chip interface friction contains the sticking friction (adhered region) and sliding friction, and the sticking friction depends on the material shear failure strength [36]. Given the serious chip bonding on the tool rake face, the emulsion was hard to penetrate the adhered region when cutting with non-textured tools, thus mainly showing lubricating effect in the non-bonded area to reduce the tool-chip sliding friction. While during the micro-grooved tool machining, the micro-grooves on tool rake face worked as the channel for emulsion penetration. Thus, emulsion can play a cooling role in the adhered region and reduce the tool-chip interface temperature effectively, agreeing with the results of Elias et al. [13]. The lower the temperature, the higher the shear failure strength. As a result, the tool-chip sticking friction was increased by the coupling effect of emulsion and cutting tool micro-grooves. In addition, the enhanced emulsion penetration can reduce the cutting zone temperature more effectively. The simulation results in Fig. 10 proved that under the emulsion cooling condition, the micro-grooved tools generated lower cutting zone temperature than non-textured tools. Hence increasing the plastic deformation and failure strength of workpiece material, which can increase the cutting forces directly. The result is contrary to the conventional wisdom [13, 14]. The directly increased material cutting force and the increased tool-chip sticking friction force jointly led to the negative coupling effects of emulsion cooling condition and micro-grooved tools on the chip thickness and cutting force.

Rake face geometry and EDS results of non-textured tool under emulsion cooling condition

Effect of cutting tool micro-textures on the cutting temperature in a dry, b emulsion, and c cryogenic cooling conditions
The coupling effect of cryogenic cooling condition and micro-grooved tools shall be analyzed by considering the changes of material properties at extremely low temperature. The simulation results in Fig. 11 proved that the cryogenic cooling condition could generate cutting temperature far below the dry and emulsion cooling conditions. The material physical performance test showed that, after the cryogenic processing by liquid nitrogen, the elongation of aluminum alloy 6061 decreased from 8.27% to 7.75%, which could help reduce the tool-chip adhesion and thus the tool-chip friction [37]. In addition, the low cutting temperature can increase the material elasticity modulus to restrain the elastic recovery of machined surfaces, thereby reducing the tool-workpiece friction. On the other hand, the low cutting temperature can help the workpiece material maintain high strength, which can increase the cutting force. As a result, when cutting with non-textured and linear micro-grooved tools, the liquid nitrogen that penetrated the tool-chip interface was not sufficient to prevent tool-chip adhesion effectively, but the increased material strength played a major role and increased the cutting forces. While when using curvilinear micro-grooved tools, although the material strength increased, the micro-grooves introduced abundant liquid nitrogen into the tool-chip interface, hence reducing the tool-chip adhesion effectively (see the thinnest chip obtained by curvilinear micro-grooved tools under the cryogenic cooling condition in Fig. 8). In this case, the effect of curvilinear micro-grooves on reducing the tool-chip and tool-workpiece friction dominated the cutting process, resulting in the low cutting force.

Effect of cooling conditions on the cutting temperature when machined with a non-textured, b linear micro-grooved, and c curvilinear micro-grooved cutting tools
3.2 Effect of micro-textures and cooling conditions on cutting temperature
High cutting temperature can produce thermal stress in the workpiece, leading to the workpiece deformation and tensile residual stress. Reducing the cutting temperature is crucial for precision machining. Figures 10 and 11 show the effect of cutting tool micro-textures and cooling conditions on the cutting zone temperature, respectively. It can be seen that both of the micro-grooved cutting tools and emulsion or cryogenic cooling conditions can reduce the cutting temperature, and the effects of curvilinear micro-grooves and liquid nitrogen were more significant than the linear micro-grooves and emulsion, respectively. Furthermore, the micro-grooved tools and emulsion or cryogenic cooling conditions can couple with each other to enhance their effect. It can be seen from Fig. 10a that the effect of linear micro-grooves on reducing cutting temperature under dry cutting condition was marginal. While during the emulsion and cryogenic cooling conditions, the effects were enlarged (see Figs. 10b and c). Similarly, results in Fig. 11 suggested that the effect of emulsion transformed from negligible to remarkable when the micro-grooved tools were used. The combination of curvilinear micro-grooved tools and cryogenic cooling condition resulted in the lowest cutting temperature.
The cutting zone temperature is the synthetic action of the heat generation and dissipation. The micro-grooves on tool rake face can reduce the tool-chip contact area and friction, which will reduce the heat generation. Besides, the micro-grooves can work as the channel for cooling medium arriving at the cutting zone, hence increasing the heat dissipation. Therefore, the micro-grooved tools reduced the cutting zone temperature and generated positive coupling effects with emulsion or liquid nitrogen. However, when cutting with the linear micro-grooved tools, the tool-chip contact are a reduction rate and cooling medium delivery capacity is limited because of the chip adhesion. Especially, during the dry cutting condition, the cooling medium was air, whose capability of heat dissipation was poor. As a result, the effect of linear micro-grooves on reducing cutting temperature under dry cutting condition was marginal. In contrast, the valley spaces of curvilinear micro-grooves were larger, which could reduce the tool-chip contact area more effectively and import more air and coolant, thus reducing the cutting temperature obviously under all cooling conditions.
For the emulsion or cryogenic cooling conditions, both the high thermal conductivity of emulsion and low temperature of liquid nitrogen can enhance the heat dissipation and generate lower cutting temperature than the dry cutting condition. However, the tool-chip adhesion prevented the emulsion and liquid nitrogen from entering the cutting zone when cutting with non-textured tools, which weakened their effects. When adopting the micro-grooved tools, the micro-grooves can help the emulsion and liquid nitrogen enter the cutting zone, hence producing synergistic effect to reduce the cutting temperature significantly.
3.3 Effect of micro-textures and cooling conditions on surface roughness
Surface roughness can not only affect the mating and sealing performance of parts, but also significantly affect their anti-fatigue, anti-corrosive, and wear resistant properties. Reducing the machined surface roughness is essential for a machining technology to meet the requirement. The effects of cutting tool micro-textures and cooling conditions on the machined surface roughness are shown in Figs. 12 and 13, respectively. The arithmetic average surface roughness (\({R}_{\mathrm{a}}\)) and the maximum peak-to-valley roughness height (\({R}_{\mathrm{z}}\)) were adopted to characterize the surface roughness.

Effect of cutting tool micro-textures on the machined surface roughness in a dry, b emulsion, and c cryogenic cooling conditions

Effect of cooling conditions on the surface roughness when machined with a non-textured, b linear micro-grooved, and c curvilinear micro-grooved tools
It can be seen from Fig. 12 that under all three kinds of cooling conditions, the \({R}_{\mathrm{a}}\) and \({R}_{\mathrm{z}}\) of the machined surface obtained by non-textured tools, linear micro-grooved tools, and curvilinear micro-grooved tools were generally in descending order, suggesting that the micro-grooves can reduce the machined surface roughness and the curvilinear micro-grooves are more valid than linear micro-grooves. It has been revealed that the micro-grooved tools can reduce the cutting force and temperature significantly, and the effect of curvilinear micro-grooved tools was more obvious. Usually, the lower the cutting forces, the smaller the vibration of the turning system, which can shallow the tooth marks produced by vibration and thus reduce the machined surface roughness. In addition, the lower cutting temperature is beneficial to the smooth surface. On the one hand, the material plasticity decreases as temperature drops, and the cutting force induced material lateral flow will be weakened, which can reduce the scallop-height between tool-paths and thus lower the surface roughness. On the other hand, the low cutting temperature can weaken the tool-workpiece/tool-chip adhesion to avoid surface material spalling damage and chip debris adhesion, thus reducing the surface roughness. Besides the reduced cutting force and temperature, the micro-grooves can generate mechanical interlocking effect to the BUE and adhered materials, enhancing their bonding strength to the cutting tool, which is beneficial to decrease the surface material spalling damage and chip debris adhesion as well [4]. Figure 14 shows the morphology of surfaces machined by different kinds of cutting tools under dry cutting condition. Some debris adhered on the surface were found beside the regular tool-paths when cutting with non-texture tools. While when cutting with micro-grooved tools, the debris was basically eliminated and cleaner surfaces were obtained, which confirmed the above analysis. The above factors jointly led to the reduced surface roughness when cutting with micro-grooved tools, which agreed well with the results of Palanisamy et al. [19].

Surface morphology after machined with a non-textured, b linear micro-grooved, and c curvilinear micro-grooved cutting tools under dry cutting condition
As for the effect of cooling conditions on the machined surface roughness, the measurement results in Fig. 13 proved that compared with the dry cutting condition, the application of emulsion reduced the \({R}_{\mathrm{a}}\) and \({R}_{\mathrm{z}}\) obviously, no matter which kind of cutting tool was used. When conducting liquid nitrogen cryogenic cutting, the machined surfaces \({R}_{\mathrm{z}}\) was smaller than that of the emulsion cooling condition generally, while \({R}_{\mathrm{a}}\) was between the results obtained under dry and emulsion cooling conditions. It has been found in Figs. 7 and 10 that compared with dry cutting, the emulsion cooling condition reduced the cutting force and temperature generally, which have been confirmed to be beneficial for reducing the surface roughness. Besides, the emulsion can generate lubricant film between the tool flake face and machined surface, which can reduce their friction and weaken the reflection of tool surface defects on the machined surface, hence reducing the surface roughness. The reduced cutting force and temperature as well as the lubricant film jointly improved the surface finish during the emulsion cooling condition.
When cooling with liquid nitrogen, its lubricating property was weaker than the emulsion and the vibration may be enlarged because of the large cutting forces, which can produce more irregular tooth marks together and thus increase the \({R}_{\mathrm{a}}\). The result is contrary to the results of Gong et al. [38]. Nevertheless, the liquid nitrogen reduced the cutting temperature more significant, which could help reduce the material plastic flow and generate lower scallop-height between tool-paths. In addition, the low cutting temperature can reduce the material elasticity modulus and restrain the elastic recovery, which can reduce the friction between tool flank face and machined surface and weaken the reflection of tool surface defects on the machined surface. Therefore, the liquid nitrogen cryogenic cooling method can reduce the surface roughness as well by reducing the cutting temperature, although the effect is relatively weaker than the emulsion cooling condition.
Results in Figs. 12 and 13 also confirmed that the micro-grooved tools and emulsion or cryogenic cooling conditions could couple with each other to enhance their effect on reducing surface roughness. It has been revealed that both micro-grooved tools and emulsion or liquid nitrogen cooling methods reduced the surface roughness mainly via reducing the cutting force or temperature. Results in Sects.3.1 and 3.2 have confirmed that the micro-grooved tools and emulsion or cryogenic cooling conditions have coupling effects on reducing cutting force and temperature. Therefore, coupling effect on reducing surface roughness can be generated as well by using cutting force and temperature as the bridge.
3.4 Effect of micro-textures and cooling conditions on surface work hardening
In the machining processes, severe plastic deformation can change the material microstructure, including the storage of dislocations, grain refinement, and even phase transformation, thereby increasing the hardness of machined surface, namely the work hardening. Work hardening was closely associated with material anti-wear and anti-fatigue performance. However, the effect of work hardening on workpiece performance was still a controversial subject in the existing literature, since the work hardening can improve the material strength on the one hand and reduce the ductility and fracture toughness on the other hand. In addition, some researchers stated that the work hardening could induce defect or micro-cracks on the machined surfaces [39]. Therefore, reducing the work hardening is probably a safer way during machining processes.
In this work, the effects of cutting tool types and cooling conditions on the machined surface Vickers hardness are displayed in Figs. 15 and 16, respectively. The Vickers hardness of workpiece material without cutting process was marked in the figures by the dotted line. It can be seen that all machined surfaces had higher hardness than the original material, meaning that the machining processes all produced work hardening. Results in Fig. 15 also suggested that the micro-grooved tools could weaken the work hardening under all cooling conditions, and the work hardening of the machined surface obtained by curvilinear micro-grooved tools was the weakest. The results also showed that the effect of linear micro-grooved tools on reducing work hardening under emulsion or cryogenic cooling was less than that under dry cutting condition.

Effect of cutting tool micro-textures on the machined surface hardness in a dry, b emulsion, and c cryogenic cooling conditions

Effect of cooling conditions on the surface hardness when machined with a non-textured, b linear micro-grooved, and c curvilinear micro-grooved cutting tools
The work hardening was mainly formed by the surface material’s severe plastic deformation [40]. Therefore, the work hardening degree was tightly tied to the cutting force, and the lower the cutting force, the slighter the degree of material plastic deformation and the work hardening. It can be seen in Fig. 15 that the work hardening degree variation trend against the cutting tool types was highly consistent with the cutting force in Fig. 6. Firstly, the micro-grooved tools reduced the cutting force generally, which was beneficial to reduce the work hardening. Secondly, the curvilinear micro-grooved cutting tools generated lower cutting force than the linear micro-grooved tools, and thus generated the weakest work hardening among the three kinds of tools. Finally, compared with the dry cutting condition, applying emulsion or liquid nitrogen to the cutting process of linear micro-grooved tools led to the smaller cutting force reduction, which weakened the effect of linear micro-grooved tools on reducing work hardening.
From Fig. 16, it can be seen that the effect of emulsion and liquid nitrogen on the machined surface work hardening was dependent on the tool types. In comparison with the dry cutting condition, the emulsion cooling condition reduced the work hardening when cutting with non-textured tools. Nevertheless, during the cutting processes of micro-grooved tools, applying the emulsion enhanced the work hardening, although the effect was minimal. As for the liquid nitrogen cryogenic cooling condition, it produced the most serious work hardening when cutting with non-textured and linear micro-grooved tools, agreeing well with Ref. [37]. On the contrary, the weakest work hardening among all cutting conditions was generated when applied to the curvilinear micro-grooved tools.
The cutting force results in Fig. 7 have showed that, when cutting with non-textured tools, the application of emulsion could reduce the cutting force significantly in comparison with the dry cutting condition, which could weaken the work hardening. When cutting with linear and curvilinear micro-grooved tools, although the emulsion could not reduce the cutting force, the cutting temperature was reduced (see Fig. 11). According to the existing studies, the low cutting temperature can limit the material restoration, which can enhance the work hardening [41]. In addition, the low temperature can promote the grain refinement to enhance the work hardening by reducing the plasticity of grains and thus promoting the grain breaking at same strain and strain rate [42]. Consequently, the combination of emulsion cooling condition and micro-grooved tools enhanced the work hardening. Since the effect of cutting temperature on work hardening was indirect and the temperature during cutting aluminum alloys was relatively low, the difference of work hardening was minimal.
As for the cryogenic cooling condition, although it generated lower cutting temperature than dry and emulsion cooling conditions with all kinds of cutting tools, the results in Fig. 7 have showed that it increased the cutting force obviously when non-textured and linear micro-grooved tools were used, which played a dominant role and resulted in severe work hardening. When using the curvilinear micro-grooved cutting tools under cryogenic cooling condition, their coupling effect reduced the cutting force significantly, and thus generated the lowest work hardening among all the cutting conditions.
3.5 Effect of micro-textures and cooling conditions on surface residual stress
Residual stress is one of the most important surface integrity parameters in the field of machining, since it can significantly affect the service performance of a mechanical component, such as fatigue resistance, corrosion resistance, and part distortion. With the deepening of research, the researchers had reached an agreement that the compressive residual stress could improve fatigue and corrosion resistance, while the tensile residual stress could generate a detrimental impact [43, 44]. Therefore, reducing the tensile residual stress and even generating compressive residual stress is an important pursuit of machining processes.
Figures 17 and 18 display the effect of cutting tool micro-textures and cooling conditions on the machined surface residual stress, respectively. It is obvious that both the micro-grooves on cutting tool rake face and coolant, including the emulsion and liquid nitrogen, could reduce the machined surface tensile residual stress, and the effect of curvilinear micro-grooved tools and liquid nitrogen cryogenic cooling condition was more significant than the linear micro-grooved tools and emulsion cooling condition, respectively. Especially, the combination of curvilinear micro-grooved tools and liquid nitrogen cryogenic cooling condition generated the compressive residual stress.

Effect of cutting tool micro-textures on the machined surface residual stress in a dry, b emulsion, and c cryogenic cooling conditions

Effect of cooling conditions on the surface residual stress when machined with a non-textured, b linear micro-grooved, and c curvilinear micro-grooved cutting tools
It is widely recognized that the residual stress is the result of interaction of mechanical and thermal loads, and the mechanical load mainly result in compressive stress while the thermal load can lead to tensile stress [17]. As a typical light-weight and high-plastic metal, the aluminum alloy cutting force is relatively small, while the tool-chip/tool-workpiece adhesion can generate a mass of cutting heat. Therefore, the thermal load usually makes a dominant influence and results in the tensile residual stresses on the machined surfaces. The cutting temperature simulation results in Figs. 10 and 11 have confirmed that the micro-grooves on tool rake faces and the coolants, such as emulsion and liquid nitrogen, both reduced the cutting temperature obviously, which can help reduce the tensile residual stresses. In addition, the curvilinear micro-grooved tools generated the lowest cutting temperature among the three types of cutting tools under different cooling conditions, and the cryogenic cooling condition also reduced the cutting temperature more significantly in comparison to the dry and emulsion cooling conditions. Therefore, the curvilinear micro-grooved tools and cryogenic cooling condition reduced the tensile residual stresses more significantly.
Given that both the micro-grooves and coolant can reduce the tensile residual stress by lowering the cutting temperature, and the micro-grooves can help the emulsion or liquid nitrogen enter the cutting zone to further reduce the cutting temperature, i.e., the coupling effect, it is readily comprehensible that the micro-grooved tools can couple with emulsion or cryogenic cooling condition to further reduce the tensile residual stress, and the combination of curvilinear micro-grooved tools and liquid nitrogen cryogenic cooling condition generates the compressive residual stress.
4 Conclusions
In this paper, the non-textured, linear micro-grooved, and curvilinear micro-grooved cutting tools were used to turning aluminium alloy 6061 under dry, emulsion, and liquid nitrogen cryogenic cooling conditions, where the coupling effects of micro-textures and cooling conditions on cutting force, cutting temperature, surface roughness, work hardening, and residual stress were discussed. The main findings of this work are summarized as follows.
-
(i)
The micro-grooved tools, especially the curvilinear micro-grooved tool, are ideal for machining aluminum alloy 6061, regardless of cooling condition. The micro-grooved cutting tools not only reduced the cutting force and cutting temperature, but also improved the machined surface integrity, including the surface roughness, work hardening, and tensile residual stress. The performance of curvilinear micro-grooves was better than the linear micro-grooves.
-
(ii)
In comparison with dry cutting condition, applying the emulsion to the cutting process of non-textured tools could improve the cutting performance, such as reducing the cutting force, cutting temperature, surface roughness, work hardening, and tensile residual stress. However, when cutting with micro-grooved tools, although the emulsion cooling condition reduced the cutting temperature, surface roughness, and tensile residual stress, the cutting forces were not reduced and the work hardening was slightly enhanced.
-
(iii)
The cryogenic cutting condition reduced the cutting temperature and tensile residual stress more significantly than the dry and emulsion cooling conditions, because of the extremely low temperature of liquid nitrogen. In addition, the surface roughness under cryogenic cooling condition was lower than that of the dry cutting condition. However, the cryogenic cooling condition generated the largest cutting force and work hardening for cutting with non-textured and linear micro-grooved tools, since the low temperature increased the material tensile strength. Only when cutting with curvilinear micro-grooved tools, the cryogenic cooling condition resulted in the minimum cutting force and work hardening because of the weakened tool-chip adhesion.
-
(iv)
The micro-textures on tool rake faces can generate coupling effects with emulsion or cryogenic cutting condition. The micro-grooves on tool rake face can work as the channel for emulsion or liquid nitrogen penetrating to the cutting zone, hence enhancing their cooling effect to further reduce the cutting temperature, machined surface roughness, and tensile residual stress. However, the micro-grooved tools generated negative coupling effects with emulsion cooling condition on cutting forces and surface work hardening.
-
(v)
The combination of curvilinear micro-grooved cutting tools and cryogenic cooling condition is an ideal approach for machining aluminum alloy 6061, which resulted in the lowest cutting forces and cutting temperature among all cutting conditions, and thus generated the surface with low roughness, weak work hardening, and compressive residual stress.
References
Yang S, Wang T, Ren W et al (2020) Micro-texture design criteria for cemented carbide ball-end milling cutters. J Mech Sci Technol 34:127–136
Vignesh G, Barik D, Ragupathi P et al (2020) Experimental analysis on turning of AISI 4340 steel using non-textured, dimple textured and MoS2 coated dimple textured carbide cutting inserts at the rack surface. Mater Today Proc 33:2616–2620
Qian X, Duan X, Zou J (2020) Effects of different tool microstructures on the precision turning of titanium alloy TC21. Int J Adv Manuf Technol 106:5519–5526
Ahmed YS, Paiva JM, Arif AF et al (2020) The effect of laser micro-scale textured tools on the tool-chip interface performance and surface integrity during austenitic stainless-steel turning. Appl Surf Sci 510:145455. https://doi.org/10.1016/j.apsusc.2020.145455
Sivaiah P, Ajay Kumar GV, Singh MM et al (2020) Effect of novel hybrid texture tool on turning process performance in MQL machining of Inconel 718 superalloy. Mater Manuf Process 35:61–71
Duan R, Wang G, Xing Y (2022) Investigation of novel multiscale textures for the enhancement of the cutting performance of Al2O3/TiC ceramic cutting tools. Ceram Int 48:3554–3563
Ranjan P, Hiremath SS (2019) Role of textured tool in improving machining performance: a review. J Manuf Process 43:47–73
Sasi R, Kanmani SS, Palani IA (2017) Performance of laser surface textured high speed steel cutting tool in machining of Al7075-T6 aerospace alloy. Surf Coat Technol 313:337–346
Sugihara T, Enomoto T (2009) Development of a cutting tool with a nano/micro-textured surface-improvement of anti-adhesive effect by considering the texture patterns. Precis Eng 33:425–429
Liu G, Huang C, Su R et al (2019) 3D FEM simulation of the turning process of stainless steel 17–4PH with differently texturized cutting tools. Int J Mech Sci 155:417–429
Liu G, Ozel T, Li J et al (2020) Optimization and fabrication of curvilinear micro-grooved cutting tools for sustainable machining based on finite element modelling of the cutting process. Int J Adv Manuf Technol 110:1327–1338
Machado AR, Silva L, Souza F et al (2021) State of the art of tool texturing in machining. J Mater Process Technol 293:117096. https://doi.org/10.1016/j.jmatprotec.2021.117096
Elias JV, Venkatesh NP, Lawrence KD et al (2021) Tool texturing for micro-turning applications—an approach using mechanical micro indentation. Mater Manuf Process 36(1):84–93
Gupta MK, Song Q, Singh R et al (2020) Tribological behavior of textured tools in sustainable turning of nickel based super alloy. Tribiology Int 155:106775. https://doi.org/10.1016/j.triboint.2020.106775
Sivaiah P, Prasad MG, Singh MM et al (2020) Machinability evaluation during machining of AISI 52100 steel with textured tools under minimum quantity lubrication—a comparative study. Mater Manuf Process 35(15):1761–1768
Dinesh S, Senthilkumar V, Asokan P (2017) Experimental studies on the cryogenic machining of biodegradable ZK60 Mg alloy using micro-textured tools. Mater Manuf Process 32:979–987
Liu G, Huang C, Zhao B et al (2021) Effect of machined surface integrity on fatigue performance of metal workpiece: a review. Chin J Mech Eng 34(6):179–194
Rajbongshi SK, Sarma DK (2019) Performance parameters studies in machining of AISI D2 steel with dot-textured, groove-textured & non-textured cutting tool at the flank face. Int J Refract Met Hard Mater 83:104970. https://doi.org/10.1016/j.ijrmhm.2019.104970
Palanisamy D, Balasubramanian K, Manikandan N et al (2019) Machinability analysis of high strength materials with cryo-treated textured tungsten carbide inserts. Mater Manuf Process 34:502–510
Musavi S, Sepehrikia M, Davoodi B et al (2022) Performance analysis of developed micro-textured cutting tool in machining aluminum alloy 7075-T6: assessment of tool wear and surface roughness. Int J Adv Manuf Technol 119(5):3343–3362
Yang S, Yu S, He C (2019) The surface integrity of titanium alloy when using micro-textured ball-end milling cutters. Micromachines 10(1):21. https://doi.org/10.3390/mi10010021
Chen Y, Guo X, Zhang K et al (2019) Study on the surface quality of CFRP machined by micro-textured milling tools. J Manuf Process 37:114–123
Gupta MK, Song Q, Singh R et al (2020) Tribological behavior of textured tools in sustainable turning of nickel based super alloy. Tribiology Int 155:106775. https://doi.org/10.1016/j.triboint.2020.106775
Samuel AU, Araoyinbo AO, Elewa RR et al (2021) Effect of machining of aluminium alloys with emphasis on aluminium 6061 alloy–a review. In: IOP conference series: materials science and engineering, IOP publishing 1107, international conference on engineering for sustainable world (ICESW 2020), 10–14 August, Ota, Nigeria. https://doi.org/10.1088/1757-899X/1107/1/012157
Javidikia M, Sadeghifar M, Songmene V et al (2021) Low and high speed orthogonal cutting of AA6061-T6 under dry and flood-coolant modes: tool wear and residual stress measurements and predictions. Mater 14(15):4293. https://doi.org/10.3390/ma14154293
Javidikia M, Sadeghifar M, Songmene V et al (2021) 3D FE modeling and experimental analysis of residual stresses and machining characteristics induced by dry, MQL, and wet turning of AA6061-T6. Macj Sci Technol 25(6):957–983
Javidikia M, Sadeghifar M, Songmene V et al (2020) Effect of turning environments and parameters on surface integrity of AA6061-T6: experimental analysis, predictive modeling, and multi-criteria optimization. Int J Adv Manuf Technol 110:2669–2683
Sadeghifar M, Sedaghati R, Jomaa W et al (2018) A comprehensive review of finite element modeling of orthogonal machining process: chip formation and surface integrity predictions. Int J Adv Manuf Technol 96(9):3747–3791
Sadeghifar M, Sedaghati R, Jomaa W et al (2018) Finite element analysis and response surface method for robust multi-performance optimization of radial turning of hard 300M steel. Int J Adv Manuf Technol 94(5):2457–2474
Zhao G, Wang D (2017) Study on cutting simulation under different cooling conditions. Mach Electron 35(3):22–24
Matiga H, Viktor S, Franci P et al (2017) The procedure of solving the inverse problem for determining surface heat transfer coefficient between liquefied nitrogen and Inconel 718 workpiece in cryogenic machining. Procedia CIRP 58(6):617–622
Li C, Qiu X, Yu Z et al (2020) Novel environmentally friendly manufacturing method for micro-textured cutting tools. Int J Precis Eng Manuf Green Technol 8:1–12
Sugihara T, Kobayashi R, Enomoto T (2021) Direct observations of tribological behavior in cutting with textured cutting tools. Int J Mach Tools Manuf 168B:103726. https://doi.org/10.1016/j.ijmachtools.2021.103726
Liu J, Han R, Sun Y (2005) Research on experiments and action mechanism with water vapor as coolant and lubricant in green cutting. Int J Mach Tools Manuf 45:687–694
Zhao G, Xin L, Li L, et al. (2022) Cutting force model and damage formation mechanism in milling of 70wt% Si/Al composite. Chinese J Aeronaut. https://doi.org/10.1016/j.cja.2022.07.018
Özel T, Altan T (2000) Determination of workpiece flow stress andfriction at the chip-tool contact for high-speed cutting. Int J Mach Tools Manuf 40:133–152
Duan PF (2020) Research on cryogenic cutting technology for Aluminum alloy 6061. Dissertation, University of Jinan, Jinan
Gong L, Bertolini R, Bruschi S et al (2021) Surface integrity evaluation when turning Inconel 718 alloy using sustainable lubricating-cooling approaches. Int J Precis Eng Manuf Green Tech 9:25–42
Mantle AL, Aspinwall DK (1997) Surface integrity and fatigue life of turned gamma titanium aluminide. J Mater Process Technol 72(3):413–420
Liu G, Huang C, Sun S et al (2021) Effect of microstructure on high-speed cutting modified anti-fatigue performance of Incoloy A286 and titanium alloy TC17. Int J Adv Manuf Technol 113(3):855–866
Leadebal Jr W, Melo A, Oliveira A et al (2018) Effects of cryogenic cooling on the surface integrity in hard turning of AISI D6 steel. J Braz Soc Mech Sci Eng 40(1):15. https://doi.org/10.1007/s40430-017-0922-6
Umbrello D, Micari F, Jawahir IS (2012) The effects of cryogenic cooling on surface integrity in hard machining: a comparison with dry machining. CIRP Ann Manuf Technol 61:103–106
Gerstenmeyer M, Zanger F, Schulze V (2018) Influence of complementary machining on fatigue strength of AISI 4140. CIRP Ann 67(1):583–586
Chen Z, Moverare J, Peng RL et al (2016) Surface integrity and fatigue performance of Inconel 718 in wire electrical discharge machining. Procedia CIRP 45:307–310
Acknowledgements
This work is financially supported by the National Natural Science Foundation of China (Grant Nos. 52005281, 52005215 and 52074161), the Natural Science Foundation of Shandong Province (Grant No. ZR2020QE181), and the Open Research Fund of State Key Laboratory of High Performance Complex Manufacturing, Central South University (Grant No. Kfkt2020-06).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Liu, GL., Zheng, JT., Huang, CZ. et al. Coupling effect of micro-textured tools and cooling conditions on the turning performance of aluminum alloy 6061. Adv. Manuf. 11, 663–681 (2023). https://doi.org/10.1007/s40436-022-00432-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-022-00432-y