
Abstract
Shot peening is a surface treatment used in components to improve fatigue properties. Usually, this process is performed at room temperature. However, new studies present the possibility of performing this surface treatment above room temperature in order to increase the fatigue strength even further, due to a better association of higher plastic deformation with residual stresses. The purpose of this research was to study the effects of the shot peening process at room temperature, on the fatigue performance of SAE 5160 leaf spring steel which is used by the automotive industry. Three-point bending fatigue tests were performed on specimens with the same geometry as the original component. The specimens were shot peened at 25, 100, 150, 200, 250 and 300 °C. It has been observed that the tests performed at higher temperature caused an increase in surface roughness and decreased the residual stress levels. The residual stress values increased for shot-peened specimens at temperatures up to 100 °C and decreased continuously for temperatures above this.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Among the springs used in a vehicle suspension system, leaf springs are the oldest and were developed for improving the comfort of passengers in transport vehicles such as coaches and two-wheeled carts. The springs support the vehicle weight and absorb the major part of energy generated while moving the vehicle, and the leaf springs produce low levels of vibration in traffic [1]. These parts work in elastic zone under Hook’s law regimen [1, 2]. In suspension systems using coil springs, arms, sway bar link, joints and shock absorbers for geometric and structural functions define the geometry of the wheel/pneumatic set. In suspension systems using leaf springs, the geometric and structural functions are both performed by the leaf springs. The springs are loaded under bending stresses, which varies along the leaf [3, 4]. They locate the axes and define how they move in relation to the vehicle, determining their performance while moving under several loading conditions.
To specify a material for spring design is necessary that the rate between of yield stress and Young’s modulus must be high to avoid a plastic strain [3]. To have a intend σy/E, the strength of the leaf spring manufactured with carbon steel is enhanced by heat treatment as quenching, in which the alloy is heated up to 1000 °C and oil quenched and the tempered stage at 400 °C is followed [1, 3, 5]. The failures of leaf springs occur because of a cyclic loading, which promotes fatigue failures. The failure analysis involves macroscopic inspection, chemistry analysis, hardness measurement, static load test and fatigue test [6].
The stress concentration as a notch promotes fatigue failure. Research on leaf spring manufactured with AISI 5160 H showed that crack propagates on center hole without plastic deformation [6]. Another study on AISI 5160, for instance, showed that the premature failure occurred because of the inappropriate quenching that caused cracks [3, 7]. These cracks propagated along the austenite grains, in which embrittlement occurs due to the sulfite inclusions, which leads to grain boundary decohesion [3, 8].
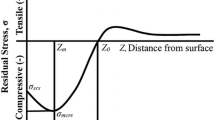
The shot peening is a surface treatment that improves the properties of material under fatigue load [6]. This treatment aims to introduce a region of compressive residual stress in the material in order to delay the nucleation and propagation of cracks and thereby increase the fatigue life of these components [1, 9, 10]. The residual stresses are the result of a combination of differential cooling between surface and core and different physical properties [11].
Zimerly and Almen first introduced the shot peening process prior to 1934 and during the years 1935–1945. Almen carried out the fundamental work. The residual compressive stresses in the wake of shot peening are a result of the locally occurring plastic deformation caused by the impact of each particle on the surface of the component. The compressive stress magnitude generated is approximately 60% of ultimate tensile stress [12,13,14,15]. The deformation processes or the generation of residual compressive stresses may be fundamentally explained in terms of plastic stretching and Hertz’s compression. Among other reasons, shot peening is mainly used to promote fatigue strength and diminish notch sensitivity [12]. In general, the process is executed at room temperature. Since shot peening was first used in the fabrication of springs, several new steels have been developed attempting to increase the strength of the spring and reduce the mass of the vehicle as well as increase in the fatigue life as SAE 6150, SAE 5160 and SAE 9254 [1, 2, 4]. The beneficial effect of shot peening on high cycle fatigue in resistance is recognized; however, the effect of this process on low cycle fatigue is not as well understood [15,16,17]. Therefore, the shot peening process has been required to produce a higher hardness level for components. However, the effect of warm shot peening on improving fatigue strength has not been well established and not extensively studied. Totten et al. [18] and Tange et al. [19] studied the effect of warm shot peening of suspension coil springs. In the present work, in order to get a better understanding of the strain hardening and residual stress as a function of shot peening temperature and its effect on fatigue strength of leaf springs, specimens of SAE 5160 were shot peened at 25 °C, 100 °C, 150 °C, 200 °C, 250 °C and 300 °C and fatigue tested in three-point bending. The main mechanical properties in the laminated, normalized and annealed SAE 5160 obtained from the material supplier were as follows: yield strength of 525 MPa, tensile strength limit of 950 MPa, modulus of elasticity of 205 GPa, elongation of 17.5%, area reduction of 40%, impact strength of 10 J and shear modulus of 80GPa.
2 Experimental
2.1 Material and test specimens
The material used in this work was a SAE 5160 steel plate of length 750 mm, width 63.5 mm and thickness 11.4 mm. The geometry is similar to one type of leaf spring produced for vehicles. The chemical composition of the material is presented in Table 1.
The fatigue specimens were divided in seven groups of four specimens each. Each group was given a quenching and tempering heat treatment to produce the required initial hardness. Table 2 shows the hardness in HV after quenching and tempering, as well as the shot peening temperature in °C of each group of specimens.
Quenching and tempering heat treatments were carried out according to the manufacturer's specifications. The leaf springs were heated in gas ovens to a temperature of 850°C for a time of 40 min for austenitization and then cooled in an oil bath with agitation at a temperature ranging from 60 to 80°C by an automatic device for moving the leaf springs developed by the company. Then, the blades were tempered in a tempering furnace at a temperature of 420 °C for a time of 70 min. After the heat treatment, the specimens were sent for peened treatments with steel shot. The specimens were placed in a furnace, heated to the required temperature and held at this temperature for 15 min for homogenization. They were then transferred one by one to the shot peening machine Wheelabrator model MCA-360 P/C in order to meet the residual stress profile necessary for the spring design. The specimens were separated into groups with four samples each. The groups were placed together in the electric muffle furnace and heated to each treatment level, 100, 150, 200, 250 and 300 °C, remaining in this for 15 min for homogenization. Once it was guaranteed that the group was at the pre-established temperature, that is, in the shot peening condition, the specimens were placed on the peening machine steel shot (Wheelabrator model MCA-360 P/C).
To empirically evaluate the blasting intensity before peening the leaf springs, the type A Almen parameter was determined due to the residual stress imposed, using the Almen Specimen Gauge Wheelabrator Corporation device and keeping the value constant at 0.533 mm (0.021”).
The shot peening treatments for each group are described as follows:
-
A: shot peening at ambient temperature for four specimens treated for Almen hardness dBrinell = 2.75 mm. Note that the specimens in group A were tempered to a higher initial hardness (528HV) than those in the other groups, see Table 2.
-
B: shot peening at ambient temperature for four specimens treated for Almen hardness dBrinell = 2.85 mm (491 HV).
-
C: shot peening at 100 °C for four specimens treated for Almen hardness dBrinell = 2.85 mm (491 HV). The temperature of the specimens when they entered the shot peening machine was 102.6 °C and when they were removed after the treatment their temperature was 100.2 °C.
-
D: shot peening at 150 °C for four specimens treated for Almen hardness dBrinell = 2.85 mm (491 HV). The temperature of the specimens when they entered the shot peening machine was 152 °C and when they were removed after the treatment their temperature was 142 °C.
-
E: shot peening at 200 °C for four specimens treated for Almen hardness dBrinell = 2.85 mm (491 HV). The temperature of the specimens when they entered the shot peening machine was 202 °C and when they were removed after the treatment their temperature was 175 °C.
-
F: shot peening at 250 °C for four specimens treated for Almen hardness dBrinell = 2.85 mm (491 HV). The temperature of the specimens when they entered the shot peening machine was 253 °C and when they were removed after the treatment their temperature was 218 °C.
-
G: shot peening at 300 °C for four specimens treated for Almen hardness dBrinell = 2.85 mm (491 HV). The temperature of the specimens when they entered the shot peening machine was 296 °C and when they were removed after the treatment their temperature was 253 °C.
Table 3 and Fig. 1 show the temperature of each group of specimens measured before entering and after exiting the shot peening equipment.

Temperature of the specimens immediately before and after the shot peening treatment
According to Table 3 and Fig. 1, there was a reduction in the temperature of the specimens during the shot peening process. The variation in temperature, ΔT, became larger as the shot peening temperature increased. After shot peening, measurement of residual stress was taken after electro-polishing to a depth of 50 µm, in three locations on the specimens, using X-ray diffraction, as shown in Figs. 2 and 3. Electrolytic polishing was necessary to avoid reading errors due to plastic deformations and oxide formation on the surface. In each case, three measurements were taken at different positions on the steel shot-peened surface. The measurement of the residual stress introduced consisted of positioning the points aligned and perfectly perpendicular to the X-ray emitter, where the alignment pin called “Jig” was used as a reference in the positioning of the measured point.

The three locations on the specimen where residual stresses were measured

Spot 1 positioned in the X-ray diffraction machine for the measurement of residual stress
Surface roughness measurements were also taken of the shot-peened surfaces using a MITUTOYO Surftest model SJ-201. The Ra values were recorded and analyzed.
After analyzing the results, it was observed that as the shot peening temperature increased, the surface roughness of the specimens increased.
2.2 Fatigue tests
The fatigue tests were conducted using equipment that performs the test on two blades simultaneously, and the number of cycles until fracture was measured. Figure 4 shows the specimen geometry and dimensions with and without shot peening.

Specimens used in fatigue tests a without shot peening and b with shot peening. The dimensions of the specimen are in mm
The purpose of this work was to compare the fatigue life of leaf springs with the surface treated in one of the conditions described above. Therefore, there was no need to obtain S–N curves and all the fatigue tests were performed at the same maximum flexural stress of 610 MPa. This value was based on the maximum stresses that the component may be submitted to in service. The main reason for choosing this value is that it is the maximum allowable bending stress for work to certify in the material quality control process. Depending on the maximum stress level required in the project, aiming at introducing compressive stresses, these will nullify the tensile stresses subjected to the beam when operating on a loaded vehicle. The tensile stresses arising from vehicle loading can nucleate microcracks, annul or minimize them, which means increasing the fatigue life of the spring.
Three-point bending tests were performed with the specimens placed on two supports, and the load was applied to the center, as shown in Fig. 5. The specimens were oriented such that the shot-peened surface experienced the maximum stress.

Schematic representation of the specimen for three-point bending fatigue testing
Fatigue tests were carried out at a frequency of 2 Hz and a load ratio R = 0. Tests ended when the specimens were broken, and the number of cycles was registered.
The distance between the centers of the leaf spring supports was set at 650 mm, and the force was applied to the center of it (three points), in a stroke of 33 mm, as shown in the scheme in Fig. 5. With this stroke, through a manufacturer's program, a life of around 39,000 cycles was expected for peening at a temperature of 250 °C, to be released in the quality control.
2.3 Microhardness tests
For samples shot peened, microhardness Büehler Micromet 2100 series tests were carried out using two types of load test: 100 g load to Knoop microhardness through the shot-peened thickness and 1000 g load to Vickers to the surface.
3 Results and discussion
The fatigue results are presented in Table 4 and Fig. 6. As expected, for the same initial hardness, there was a significant improvement in fatigue life when the leaf springs were shot peened at room temperature (group B) compared to the as-tempered condition, from 8400 to 46,154 cycles, i.e., an increase of approximately 5.5 times. This increase is attributed to both the compressive residual stresses and the strain hardening introduced by the shot peening process, as proposed by Courtney [6, 7].

Mean fatigue life vs. shot peening temperature
It was also observed that for the same shot peening process conditions, the fatigue life is strongly affected by the initial hardness. In this case, conditions A (528 HV1000g) and B (491 HV1000g) presented a fatigue life of 155,038 and 46,154 cycles, respectively. The higher-strength material is more resistant to plastic deformation, and therefore, a greater number of cycles are required to nucleate a crack, since it is more difficult to create intrusions and extrusions in the surface.
Comparing the fatigue life results of specimens shot peened at room and higher temperatures, as shown in Table 4 and Fig. 6, it can be observed that as the shot peening temperature increases, the fatigue life first systematically increases, reaching a maximum value at 200 °C with 475,808 cycles, and then decreases continuously.
The fatigue life obtained in the specimens submitted to warm shot peening at 200 °C is approximately 10 times higher than the value measured for test pieces shot peened at room temperature, as shown in Table 4 and Fig. 6, which depicts cycles to failure vs. temperature.
Even though the fatigue life is dependent on many factors, for this work it is believed that only the surface roughness, strain hardening and residual stresses are likely to be affected by the shot peening temperature. Therefore, after the shot peening process, the roughness and residual stresses were measured on the specimen’s surface. The average residual stress measurements from the three positions where measurements were taken are shown in Fig. 7. Surface roughness results are shown in Fig. 8. These results show that as the shot peening temperature increased, the surface roughness increased, as shown in Fig. 8. The residual stress was greatest after shot peening at 100 °C and decreased continuously as the shot peening temperature increased. Nevertheless, as observed in Fig. 7, the fatigue life reached a maximum after shot peening at 200 °C, even though these specimens exhibited higher roughness and lower compressive residual stresses, as shown in Figs. 7 and 8, when compared with those shot peened at ambient temperature.

Mean and variation of residual stress vs. shot peening temperature

Mean roughness and variation, in Ra, as a function of shot peening temperature
The main reason for the maximum fatigue life found at 200 °C can be attributed to the maximization of the strain hardening effect, which locally increases the yield strength, making the intrusion and extrusion micromechanism of crack nucleation more difficult. From the analysis of the postmortem fracture (Figs. 15, 16, 17, 18, 19, 20, 21, 22) in fatigue, it was observed that the cracks always nucleated on the surface; therefore, the micromechanism of action of increased resistance to fatigue was due to the increase in hardening on the surface due to the peened added to the high compressive residual stresses, as expected.
To confirm this, Knoop microhardness tests were carried out using a 100-g load on the shot-peened region of sections taken through the shot-peened surface at distances from this surface as shown in Fig. 9. Microhardness measurements were taken for samples shot peened at 100, 200 and 300 °C. These hardness values are presented in Table 5. As shown in Table 5, the maximum microhardness values were found for shot peening at 200 °C.

Knoop microhardness indentations near to the shot-peened surface measured through the thickness sample
The micrographic analysis was carried out in a LEICA microscope with a digital camera, obtaining images of the samples taken from the specimens after the fatigue test, with 2% Nital chemical attack, according to ASTM E3M Standard. It was carried out on the fatigue specimens to verify whether heating for shot peening outside ambient temperature caused microstructural changes that could affect the final fatigue life.
It can be observed that the microstructure of the SAE 5160 steel, after heat treatment for quenching and tempering according to the manufacturer's specification, is composed of martensite with a high carbon content, tempered, with hardness limits of 491HV (dBrinell = 2.85 mm) and 528HV (dBrinell = 2.75 mm), presented, respectively, in Figs. 10 and 11. From Figs. 12, 13 and 14, it can be seen that peening temperatures of 100, 200 and 300 °C, associated with a soaking and peening time of no more than 15 min, were not sufficient to cause microstructural changes that could be noted by optical microscope analysis or by the Vickers hardness test (Table 4). In this way, the microstructures are formed by tempered martensite with an average hardness of 509 HV1000g, and these microstructures are similar to the microstructures after shot peening at room temperature.

Detail of the microstructure of the specimen in peening condition A, at a temperature of 25 °C and a hardness of 528HV. Nital attack 2%. Magnification: a 500× and b 1000×

Detail of the microstructure of the specimen in peening condition B, at a temperature of 25 °C and a hardness of 491HV. Nital attack 2%. Magnification: a 500× and b 1000×

Detail of the microstructure of the specimen in peening condition C, at a temperature of 100 °C and a hardness of 491HV. Nital attack 2%. Magnification: a 500× and b 1000×

Detail of the microstructure of the specimen in peening condition E, at a temperature of 200 °C and a hardness of 491HV. Nital attack 2%. Magnification: a 500× and b 1000×

Detail of the microstructure of the specimen in peening condition G, at a temperature of 300 °C and a hardness of 491HV. Nital attack 2%. Magnification: a 500× and b 1000×
In order to evaluate the preferential positioning of the crack initiation sites formed during the fatigue tests, a general analysis of the fracture surfaces was carried out, using the Olympus stereo microscope and the ZEISS scanning electron microscope, model DNS960. It was found that some crack nucleation sites occurred in the center of the leaf spring steel, some near the sharp corners, and in some cases, multiple fatigue crack sites were also formed, but all from the surface to the inside of the leaf springs, evidencing the dominant process of fatigue intrusion and extrusion mainly occurring in geometric stress concentrators as expected (Figs. 15, 16, 17, 18, 19 and 20).

Positioning in the middle of the leaf spring. The yellow arrow points to the location of the crack nucleation site of a test specimen peened at room temperature, A condition (color figure online)
Although it is expected that the cracks exhibit a preference for nucleation at the edges, as shown in Fig. 17, due to the stress concentration effect that normally occurs in these regions, a significant number of sites were located in the center of the specimens, as shown in Fig. 16. This was due to the fact that, in these cases, the roughness caused by peening on the test specimens locally induced a greater stress concentration than that caused by the edge effect, which had a radius of curvature precisely to reduce this effect.

Positioning in the center of the leaf spring. The yellow arrow points to the location of the crack nucleation site on a test specimen peened at 100 °C, C condition (color figure online)

The yellow arrow indicates the location of the crack nucleation site, peened at a temperature of 200 °C, E condition (color figure online)
As for the formation of multiple sites, as shown in Fig. 18, it is known that it is enough that one or more sites on the surface are subject to similar stress concentrators that the formation of multiple crack nucleation can occur. This happens in the combined existence of surface defects of different or similar geometries and stresses, causing similar stress concentrations.

The arrows clearly indicate the two nucleation sites of two cracks that came together and formed the main crack. Specimen peened at a temperature of 150 °C, D condition
The fracture surfaces as well as the fatigue crack nucleation sites were examined by SEM and did not show significant physical variation as a function of peening temperatures, as shown in Figs. 19 and 20.

Fatigue crack nucleation area in the test specimen peened at room temperature, B condition

Detail of the nucleation site demonstrated in the previous figure, showing that the crack was initiated from a depth induced by the peened process (roughness)
These peened indentations are formed as illustrated in Fig. 20 and most of the time are responsible for the formation of fatigue crack nucleation sites. Figure 21 shows details of the propagation region where the formation of fatigue striations was observed, showing that the failure process was due to fatigue mechanism.

Detail of the fatigue crack propagation region in stage 2. The arrows indicate the formation of fatigue striations. B condition at room temperature

Fatigue crack nucleation area in peened E condition, at a temperature of 200 °C
Figure 22 shows the general appearance of the fracture surface of a specimen peened at a temperature of 200 °C, E condition. Again, the formation of multiple crack nucleation sites in the center of the specimen can be observed.
No fatigue crack nucleation sites were located internally in the material, so no microstructural problems were the trigger for fatigue crack nucleation. All cracks started at the surface as shown in the fractographs, so the main fatigue nucleation mechanisms were intrusion and extrusion.
4 Conclusions
The results of this work allow important conclusions relating to the effect of shot peening on fatigue life to be drawn.
As is well known for SAE5160 spring steel, the shot peening process performed at room temperature definitely improved the fatigue life of leaf springs on average five times more due to the introduction of strong residual compressive stresses and surface hardening which increases hardness and consequently surface mechanical strength. However, the fatigue life was further improved by shot peening at temperatures of approximately 200 °C, approximately 10 times more. It was found that the main reason for the increased fatigue life after shot peening at 200 °C was the strain hardening effect that overcame the effect of decreasing the compressive residual stress level and the increase in the surface roughness due to the increased density of dislocations by the warm shot peening.
References
Scuracchio BG, de Lima NB, Schön CG (2013) Role of residual stresses induced by double peening on fatigue durability of automotive leaf springs. Mater Des 47:672–676
Harada Y, Mori K, Maki S (1998) Lining of metal plates with foils using hot peening. J Mater Process Technol 80–81:309–314
Mukhopadhyay NK, Das SK, Ravikumar B, Ranganath VR, Ghosh Chowdhury S (1997) Premature failure of a leaf spring due to improper materials processing. Pergamon 4:161–170
Farrahi GH, Lebrun JL, Couratin D (1995) Effect of peening on residual stress and fatigue life of a spring steel, fatigue fracture. Eng Mater Struct 18(2):211–220
Wang S (1998) Compressive residual stress introduced by peening. J Mater Process Technol 73(1998):64–73
Fuentes JJ, Aguilar HJ, Rodríguez JA, Herrera EJ (2009) Premature fracture in automobile leaf springs. Eng Fail Anal 16(2):648–655
Almen JO (1977) Improving Fatigue strength of machine parts. Special permission for Wheelabrator-Frye Inc. pp 127–143
Wick A, Schulze V, Vohringer O (2000) Effects of warm peening on fatigue life and relaxation behavior of residual stresses in AISI 4140 steel. Mater Sci Eng A 293:91–197
Olmi G, Freddi A (2013) A new method for modelling the support effect under rotating bending fatigue: application to Ti–6Al–4V alloy, with and without shot peening. Fatigue Fract Eng Mater Struct 36:981–993
Guagliano S (2001) Relating Almen intensity to residual stresses induced by peening: a numerical approach. J Mater Process Technol 110(2001):277–286
Benedetti M, Fontanari V, Ho B (2002) Influence of shot peening on bending tooth fatigue limit of case hardened gears. Int J Fatigue 24:1127–1136
O’Hara P (1984) Developments in the shot peening process. Mater Des 5(4):161–166
Shot peening applications (1989) Seventh edition Metal Improvement Company, Inc. Paramus,NJ. pp 03–07 and pp 59–69
Moore HF Strengthening metal parts by peening. Special permission for Wheelabrator-Frye Inc, pp 79–122
Kobayashi M, Matsui T, Murakami Y (1998) Mechanism of creation of compressive residual stress by peening. Int J Fatigue 20(5):351–357
Soady KA, Mellor BG, Shackleton J, Morris A, Reed PAS (2011) The effect of shot peening on notched low cycle fatigue. Mater Sci Eng A 528(29–30):8579–8588
Tange A, Koyama H, Tsuji H, Schaad J (1999) Study on warm shot peening for suspension coil spring. S.A.E. Technical Paper Series—International Congress and Exposition Detroit, Michigan.March 1–4, 1999
Totten G, Howes M, Inoue T (2002) Handbook of residual stress and deformation of steel. ASM International
Tange A, Koyama K, Hiroshi H, Tsuji S, Hiroto, K (1999) Shot peening for suspension coil spring. S.A.E. Technical Paper Series, International Congress and Exposition Detroit, Michigan, March 1–4
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: João Marciano Laredo dos Reis.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ruy, M.C., Bose Filho, W.W., Doel, T.J.A. et al. Study of surface warm shot peening on the fatigue life of a SAE 5160 leaf spring steel. J Braz. Soc. Mech. Sci. Eng. 45, 494 (2023). https://doi.org/10.1007/s40430-023-04404-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04404-6