
Abstract
In situations requiring high levels of customization and limited production volumes, additive manufacturing (AM) is a frequently utilized technique with several benefits. To properly configure all the parameters required to produce final goods of the utmost quality, AM calls for qualified designers and experienced operators. This research demonstrates how, in this scenario, artificial intelligence (AI) could significantly enable designers and operators to enhance additive manufacturing. Thus, 48 papers have been selected from the comprehensive collection of research using a systematic literature review to assess the possibilities that AI may bring to AM. This review aims to better understand the current state of AI methodologies that can be applied to optimize AM technologies and the potential future developments and applications of AI algorithms in AM. Through a detailed discussion, it emerges that AI might increase the efficiency of the procedures associated with AM, from simulation optimization to in-process monitoring.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
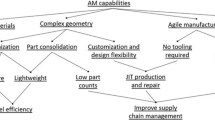
Additive manufacturing (AM) technology in industrial applications has skyrocketed in recent decades. As opposed to traditional subtracting methods based on chip removal procedures, forming, and joining traditional processes, AM allows the quick production of complicated structures with less waste material. With the use of design tools such as topology optimization (TO) or generative design (GD), it is possible to realize bio-mimetic components by pushing the boundaries of design. AM is widely used to create components from various materials, including plastics, resins, ceramics, and metal alloys. The production of spare parts, small volume production lots, customized unique items, topologically optimized components, on-site and on-demand manufacturing of customized replacement parts, and high strength-to-mass ratio parts are just a few application areas where AM has a significant advantage over traditional manufacturing [1].
A vast panorama of different techniques characterizes AM, and a not inclusive list contains (as defined by ISO/ASTM 52,900:2021 terminology [2]) selective laser sintering (SLS) [3], direct metal laser sintering (DMLS) [4], and, more generally, powder bed fusion (PBF) [5] where iron, steel, titanium, and aluminium powders may be used to create high-strength solid objects. Utilizing the photopolymerization capabilities of resins, stereolithography (SLA) [6] produces components with fine details and smooth surfaces. By creating the part from the deposition of molten plastic wire (i.e. polylactic acid–PLA or acrylonitrile butadiene styrene–ABS), filament extruding techniques like fused deposition modelling (FDM) [7] are distinguished by low-cost operation.
It Is Important to note that AM Is a relatively new and Immature technology, and the research community Is working hard to identify best practices to create the final product with the most excellent level of quality. Without precise guidelines, the machine settings are left to the operator’s skill and can be effectively adjusted. For example, the part orientation on the printing bed is one of several settings and factors that, throughout the printing process, affect the final quality of the printed component [8]. To decrease the number of supports to sustain overhang regions during the print, the designer must choose a good orientation for the element compared to the printing direction. This is because fewer supports result in a higher-quality component surface, fewer post-processing steps, and a decrease in material usage. Defect identification, in-process monitoring, simulation of the printing process, component design, TO property prediction, and material design are additional factors that have been looked into in the literature to optimise AM processes.
Artificial intelligence (AI) can significantly help optimise the parameters required to accomplish AM design and manufacture. This technology has advanced dramatically in recent years thanks to the availability of more computing power and the ability to access large volumes of data. The term “AI” describes the methods that allow “black-box” issue solving, trying to replicate a system that accurately predicts an output in response to an input and completing a job only through data rather than analytical approaches. This entails repeating a system that accurately predicts an outcome in response to information and achieving a job only through data rather than analytical methods. This is accomplished by providing the computer with a specific rule to follow (classical programming) and using algorithms that assist the machine in learning from datasets. Machine learning (ML) derives from this philosophy [9]. Numerous problems, like clustering, regression, and classification, may be solved using this approach. Both supervised learning and unsupervised learning is general categories for ML techniques. The former describes algorithms whose aims and outputs are known, such as classification and regression. The latter includes algorithms trained on unlabelled datasets; clustering is an example of a classic issue.
Artificial neural networks (ANNs) are one method used in ML that is of great interest: The ANN, which was inspired by the human brain, is a very practical function approximator in which inputs are fed into neurons that have an activation function, multiplied by weights, and then sent to the following layer of the net. The calculated output is then compared to the target, and the error is reassigned adequately to the weights to allow the ANN to learn [10]. If there are several layers in the neural network, the technique is known as deep learning (DL) [11]. Today, DL is used to solve multiple tasks such as computer vision using convolutional neural networks (CNNs) [12], natural language processing (NLP) [13], time series analysis using recurrent neural networks (RNN) [14], or long short-term memory (LSTM) [15].
As was previously stated, substantial research and process optimization are still required before AM can completely replace traditional processes like subtractive manufacturing, forming, and joining. Due to the ability to realistically mimic many stages of the design and manufacturing processes using a black-box approach, ML and DL can play a crucial role in optimising the AM process. This manuscript seeks to collect the main achievements and explain the state-of-the-art ML and DL methods applied to AM to optimise the whole production cycle. Additionally, the benefits and drawbacks of such a combination are examined to get insight into potential future directions for this type of study. The Systematic Literature Review (SLR) technique is used to conduct a thorough literature review in the current work [16].
The research is structured as follows: Sect. 2 explains the SLR approach to understanding AM optimization through AI. The findings of the SLR are discussed in Sect. 3, along with a detailed analysis of the current status of AI algorithms for AM optimization and potential future advancements of these technologies. The conclusion of the work is found in Sect. 4.
2 SLR methodology
To objectively analyse the pertinent literature about a primary subject, the SLR methodology allows one to adhere to precise stages as outlined by Booth in the book “Systematic methods to a successful literature review” [16]. Several publications [17, 18] and [4] chose this technique to analyse the state of art comprehensively. The phases of this technique include planning, goal definition, searching, research filtering, synthesis and analysis, and a final discussion and reporting of the findings, as seen in Fig. 1.

SLR methodology scheme, adapted from [16]
In the planning phase, the SLR methodology suggests the definition of a timeline, the database and the reference software to select the papers of interest.
The authors chose a narrower time window, composed of the last three full calendar years from 2019 to 2021, because, as shown in Fig. 2, the investigation of AM optimization using AI algorithms has attracted much attention [19]. It should also be noted that AI techniques are continually improving, quickly replacing outdated models with new algorithms that perform better. This necessitates ongoing updating to stay up with this tremendously quick research.

The trend of published papers on AM and AI from the Scopus database
Moreover, the scientific databases selected to perform the research on the topic of interest are:
-
Scopus (www.scopus.com);
-
IEEE Xplore (www.ieeexplore.ieee.org);
-
Web Of Science (www.webofscience.com);
-
Engineering Village (www.engineeringvillage.com);
Finally, Zotero (www.zotero.org) has been chosen as reference manager software: it is a freeware, easy-to-use tool to collect, organize, cite, and generally manage the bibliography.
The second SLR stage outlines the purpose of this literature review by defining good open questions. The PICOC framework, which stands for Population, Intervention, Comparison, Outcomes, and Context, has been employed to determine these concerns analytically [16]. The authors decided to refer to the industrial uses of AM technology as “Population” in contexts such as aerospace [20], automotive [21], and health care [22]. The Intervention focuses on using AI algorithms to improve and streamline the steps involved in AM. The comparison can be accomplished by using AI models for simulation, direct printing process optimization, and predicting the final qualities of printed components. As Outcomes, one may utilise measures that show how accurate such models are. The industrial setting is the Context where AI algorithms may enhance AM operations’ optimization and appropriate configuration.
Thanks to the PICOC framework, two research questions that will guide the course of the current study may be defined using this framework:
• Q1: What is the state-of-the-art of AI approaches which are being applied for AM technology optimization?
• Q2: What are the potential next advancements and fresh applications for AI algorithms in AM?
It is feasible to search all potential articles and works linked to this study’s purpose once the research questions have been set. An intelligent search utilizing the string “(Additive Manufacturing OR Rapid Prototyping) AND (Machine Learning OR Deep Learning) AND Optimization” has been carried out using the selected databases. The use of logical operators facilitated proper investigation. It is also crucial to note that the “Rapid prototyping” (RP) keyword has been included to conduct a more comprehensive search because it is still widely used. Moving forward, the term “Artificial Intelligence” is misused and overused and includes classical programming. Because of this, “Machine Learning” and “Deep Learning” have been used to enable more accurate study. Thus, the term “Rapid prototyping” has been used to be inclusive, but the words “Machine Learning” and “Deep Learning” have been used to be exclusive. on march 4, 2022, the last search turned up 321 publications, as shown in Table 1. It should be mentioned that at this level of the SLR process, duplicates are still considered, and only the database search results are considered. The publications can be filtered in the next step.
The vast number of publications necessitates the use of various screening procedures. The SLR approach, therefore, advises deciding on some inclusion and exclusion criteria that will be applied repeatedly to all of the documents. The authors have selected the following as inclusion criteria (IC) in this regard:
-
IC1: a primary study that represents the use of AI to enhance and optimize AM processes;
-
IC2: a primary study that represents the state of the art or application of AM and AI;
The exclusion criteria (EC) are:
-
EC1: not in English;
-
EC2: older than 2019;
-
EC3: only research articles, not reviews;
-
EC4: not belonging to the engineering or computer science field.
-
EC5: not applicable to AM.
These criteria have been employed to conduct the selection process analytically during the filtering phase, and at the first stage, they have been used in each database as a filtering tool. Then, they were used to filter articles after applying them to their titles and abstracts. Finally, the criteria have been used again to analyse each paper’s introduction and conclusion. This screening process reduced the number of articles from 321 to 48, choosing only those that strictly complied with the IC and EC. The procedures used throughout the selection process are shown in Fig. 3.

Flow chart representing the selection process applying the IC and EC
After compiling the final articles to evaluate the more pertinent studies, the authors established quality criteria (QC) (Table 2). After reading each manuscript, the authors awarded a score of 0, 0.5, or 1 based on the QC, where a score of 0 indicates that the QC is not met, a score of 0.5 means that the QC is partially respected, and a score of 1 indicates that the QC has fully complied. Table 3 provides a fragment of publication’s final results. Even though the score has been assigned with the highest degree of integrity, it is important to keep in mind that it is subjective. Even if all 48 publications can be regarded as relevant to the literature, the score has been employed to find the relevant works better to concentrate on those articles with higher quality standards.
As recommended by the SLR technique, it is helpful to evaluate and synthesise the 48 articles. To monitor the critical attributes of the investigated works, a summary table, whose extraction may be seen in Table 4, has been created. The criteria for this categorization are AM technology, AI optimization field and AI technique. These fields have been selected to respond more effectively to the previously established questions Q1 and Q2.
Optimization field: The authors thought it would be appropriate to investigate specifically the area in which AI models aided in the optimization of AM operations. The definition of each area is beyond the scope of this work. Thus, a relevant reference is proposed for each field:
-
Process optimization [31];
-
Property prediction [32];
-
Simulation optimization [33];
-
Design optimization [34];
-
Topology optimization [35];
-
Material optimization [36];
-
Defect detection [37];
-
In-process monitoring [38];
-
Part orientation [39];
The previous list’s items all make use of AM’s capabilities. Figure 4 illustrates the grouping of the chosen papers based on these features, making it easy to identify the areas where AI models are primarily utilised to enhance AM. It is not surprising that process optimization makes the most significant contribution because choosing parameters like the nozzle temperature in FDM or the laser’s power and scan speed in PBF is not straightforward. A skilled operator may choose non-optimal parameters, wasting time, money, and material resources. As a result, a significant number of carefully selected articles concentrate on developing AI models that can forecast the optimal manufacturing parameters to produce a component of excellent quality. Moreover, minor subjects include the potential to apply ML and DL algorithms to predict specific characteristics of the final printed element (such as surface roughness or strength), to optimise the simulation process, reduce the computational cost, and optimise the design process, or carry out an advanced topology optimization.

Field of application of optimization in the 48 publications selected from the relevant literature
AM technology Referring to the ASTM Standard [40], it is crucial to categorise the AM processes mentioned in the chosen literature that are optimised using ML and DL approaches due to the extensive range of different AM technology. The statistics of the 48 papers studied are shown in Fig. 5.

AM technologies described in the 48 publications selected from the relevant literature
PBF is the most popular technique for applying AI optimization to AM. This is consistent with the observation that the expenses connected with PBF are more significant than other AM processes, and as a result, the optimization more than pays the effort going into it. Furthermore, PBF is given considerable attention because of the final components’ exceptional mechanical capabilities in crucial industrial applications. Significant importance is also given to FDM, widely used in the research community because it is a low-cost technique that makes it possible to deploy ML and DL models for production optimization more affordably. Due to the low cost of equipment and raw materials, FDM is frequently used for research, prototyping, and do-it-yourself projects.
AI technique: In this study, the DL models have been specified while all the various AI models have been grouped under the generic voice ML. Since so many different ML approaches have been used in the chosen articles, this rule has been adhered to. To minimise confusion, the authors decided to group these various methods under the general term “ML”. The other approaches are ANN, CNN, Generative Adversarial Artificial Networks (GAN), and LSTM. Statistics concerning these methodologies, employed in the relevant literature, are shown in Fig. 6.

AI methodologies applied in the 48 publications selected from the relevant literature
3 Results and discussion
To address the previously stated research issues, a thorough analysis of each of the chosen contributions is presented in this part. The treatise is divided into the selected categories in the previous paragraph to improve the reading and comprehension of the literature evaluation.
3.1 Answer to Q1: What is the state of the art of AI methodologies to be used for optimization purposes for AM technologies?
3.1.1 Optimization field
First, according to the primary application domain mentioned in the selected literature, most articles under analysis do not indicate the target engineering discipline because the developed methodology is not sectorial but may be used generally. The leftover articles describe methods developed for use in the common industries that rely heavily on AM: aerospace, automotive, biomedicine, and health care. Moreover, the ability to create AI models is already available in many software packages, demonstrating the promise of these methods. Python is the most popular programming language for creating ML and DL models because several libraries created in Python assist users in creating their models.
All ML and DL models applied to AM to improve multiple aspects of the manufacturing process fall under the “Optimization field” category. Many of the subjects listed in Sect. 2 are included in this class.
The preponderance of contributions concentrates on the problem of process optimization, which enables getting the component of the highest quality. A method for improving the Two-Photon Lithography (TPL) printing process, in which a photopolymer is cured from a liquid to a solid phase, is shown in [11]. Indeed, when the light dosage is too high, damage results on the one hand, while when it is too low, there is no curing [41]. The authors employ CNN-LSTM and 3D-CNN, two different AI techniques, to assess the quality of the final section. The CNN-LSTM model, with an accuracy of 95.1%, is shown to have the most significant outcomes. The model’s ability to operate in real-time with a computed speed of 1.74 s for a picture is very intriguing. The research described in [27] illustrates several trials to gather information and choose the ideal process parameters for a high-quality Laser Polishing (LP) treatment of components manufactured using Selective Laser Melting (SLM) technology. A CNN is trained using the dataset to classify LP process conditions, hatch spacing, and overlapping ratios with an accuracy of between 97 and 100%.
A method to create an efficient tool path for wire-arc additive manufacturing (WAAM) for rib-web architectures is presented in the reference [42]. An Eulerian path is computed from the computer-aided drawing (CAD) model of the part to build layer-by-layer components without needing to travel more than twice through the same location of the structure. This technique, however, highlights several gaps in the framework. To solve this problem, an ANN is employed to forecast the length of each void beginning from the path’s number of turns and vertex angles, and it suggests correction factors for path reconstruction. The research in [43] compares several ML techniques to forecast melt-pool shape from parameter processes, including powder chemistry, material thermal characteristics, and PBF parameter information. To determine the existence of linear and nonlinear correlations between characteristics and targets, a correlation analysis is conducted using the maximal information coefficient (MIC) and Pearson’s correlation coefficient (PCC). To forecast melt-pool geometries from the input data, six ML methods are examined. Results demonstrated that the ML with PCC technique accurately predicted the defects. Additionally, the MIC technique allows for better measurement of the geometrical characteristics of the melt pool connected to the powder bed, revealing a more complicated dynamic. The same subject is also covered in [44], where the author develops a system to manage geometry faults using ML models like Gaussian process. The information is drawn from a simulation model created to offer precise, affordable estimations of the melt-pool dimensions for single-track and single-layer AM depositions. The data are time series gathered during the building process, and forecasts are approximated by taking time into account. In the paper [45], a new approach to simulating the FDM process is demonstrated using a Knowledge-Based ANN (KB-ANN), in which some weights and neurons are generated using existing knowledge, and the rest are trained using more traditional methods. The suggested KB-ANN is then examined with a standard ANN to demonstrate that the first produce superior outcomes. The wall thickness, height, and mass of the component produced using the FDM technique are predicted by the KB-ANN through training. The research published in [46] proposes an approach for expediting the search for PBF processing parameters by fusing ML and optimization techniques with physics-based process modelling. To calibrate the thermal model, minimise the complexity of the thermal histories, and look for ideal parameters, ML techniques are utilised. According to the author in [26], PBF process parameters for components with various combinations of hardness-porosity properties may be predicted using an ML system that was trained on a public datasheet of Ti–6Al–4V material. The goal of the study is to optimise various target attributes even for machines that weren’t in the initial training data set by using data from the literature. To forecast density ratio and surface roughness, a Deep neural network (DNN) was developed in [42] beginning from process variables such as laser power, laser scanning speed, layer thickness, and hatch distance. AlSi10Mg alloy for PBF process optimization to obtain desired mechanical characteristics is discussed in [27]. In the method, laser power and scan speed are inputs for the ML model, which then utilises Gaussian Process Regression (GPR) to select the optimal PBF process window. High strength and ductility are made possible by setting the parameters at their ideal values. In [47], a technique that forecasts the ideal parameters to produce free-flaw geometries is suggested. A CNN model for object detection is employed to find errors in already printed components. A second ML model forecasts defects based on parameter values and geometry. Finally, the printed elements are used to retrain the model to find new flaws and improve accuracy. The source [48] uses a CNN to streamline the 3D printing process based on Digital Light Processing. Specifically, the model is trained to mimic the inverse printing process, where the algorithm predicts the proposed settings starting with the desired structure. According to the reference [49], the ANN can simulate the kinematics of melting and flows of the fused filament. The paper shows an ANN trained to forecast the force within an FDM printer’s nozzle using filament speed and nozzle temperature inputs. To determine which FDM settings impact the dimensional accuracy of cylindrical items is the aim of [50]. The efficiency is calculated by comparing the percentage difference in the produced part’s length and diameter to the digital model. For this objective, the Definitive Screening Design (DSD) and an ANN, two distinct approaches to predicting the optimal parameter value, are examined. Better prediction accuracy was shown by the ANN model (Fig. 7).

Schematic example of the ANN adopted in [50]
In [51], ML was used to simulate the production of silicone elastomers using the AM technique. The experimental factors were connected to underlying physical variables using physical modelling to determine the component’s best response. The complex system response is then calculated through a total print score using statistical techniques; this strategy, known as the Hierarchical ML approach, is used to adjust experimental variables to get the optimum solution. In [52], the PBF temporal forecast of the construction and cooling phase was optimised using the GPR. The authors utilised the model height, number of layers, packing density, number of parts, and room temperature to create a trained model, and the observed cooling time was used as an output. [28] proposes an ANN trained to estimate the density of Ti-5Al-5 V-5Mo-3Cr components by examining laser power, laser speed, and hatching distance. The implementation of a system to recommend ideal parameters allows for the prediction of settings for known densities. A hybrid physics-based multi-objective optimization tool was used in [53] to forecast the interactions between process, structure, and property in thin-walled constructions. Prime delay, print speed, x-position, and y-position were the primary factors that the writers of [54] concentrated on to understand how the leading portion of a printed line is geometrically influenced. These variables train an ML system to determine values precisely enough to print a single layer flawlessly. Lastly, optical images were gathered during conventional parameter optimization [55]. To determine the clusters that best reflected a high-quality outcome, these large images were segmented, used as input in a convolutional autoencoder, and then clustered. It was discovered that many of the thoughts noticed during the conventional parameter optimization procedure were found to be replicated in the ML clustering and subsequent scoring.
As we move on to property prediction applications, the study [23] proposes a strategy to create a DL model for material performance evaluation. In this context, a dataset of 3000 grayscale pictures illustrating the microstructure of different Ti6–Al–4V samples is analysed using the DenseNet CNN model. Automated recognition of each microscopic view was the ultimate objective. The study [29] attempts to combine AI with PBF. The relationship between the tensile deformation behaviour and the process-induced porosity of the AlSi10Mg alloy is investigated experimentally. The progression of plastic anisotropy and failure during tensile deformation is then predicted using an ANN. The authors present a methodology for predicting temperature profiles for the Direct Metal Deposition (DMD) process [30]. The research explicitly attempts to construct a prediction tool that can instantly produce the simulation result instead of undertaking costly physical-based simulations that utilise random tree functions.
ANN, computer vision, and Genetic Algorithms (GA) are used in [56] to provide a technique for mechanical analysis and design of Direct Ink Write (DIW) to create Foam Replacement Structures (FRS). The mechanical compression properties of printed FRS are predicted using the ANN. Static cross-sectional pictures that have been accurately calculated using computer vision methods to provide FRS printing parameters serve as the ANN’s inputs. A GA is finally applied to anticipate the FRS printing parameters from the intended mechanical compression response. A method to forecast geometrical shape defects for PBF printed components using a CNN is shown in the paper [57]. The CNN’s output in a three-channel representation represents the x, y, and z-axis deviations. AM simulations have gathered data to forecast geometric variations by considering mechanical and thermal influences. Using voxel-based component geometries as input, a CNN is employed [58] to estimate quantitative manufacturing metrics directly. The focus has been on the material extrusion process, and three AM build metrics have been examined: component mass, support material mass, and build time. The research shows that training on design repositories with less standard orientation and location led to a trained NN that was more accurate. The orientation-dependent metrics were more challenging to estimate compared to the orientation-independent measurements. Last but not least, the purpose of [59] is to provide the findings of multiple studies conducted to assess how different levels of energy density and scan techniques utilised in the PBF process affect areal surface textures. In addition, surface texture characteristics are predicted using ML techniques for PBF process parameters, such as energy density and layer-to-layer scan rotation angle.
All studies in which ML and DL models are effectively applied to improve AM process simulation are considered when the term simulation optimization is used. This is crucial in an industrial context to understand if the manufacturing process allows for producing the best component, especially for metal AM where the costs are very high. A method to determine the material properties of the yielding curve is demonstrated in [60]. To numerically simulate a test specimen under a uniaxial tensile load, an ANN is developed. FEA simulations were used to train the ANN to create the dataset properly. The outcomes demonstrate that ANN can identify the yield curve parameter for the material under study. The source presented a calibration and validation methodology for the SLM process [44] based on multi-fidelity models and sparse experimental data. The melt pool prediction (width and depth) at any given set of process parameters may be achieved using the physics-based SLM model. A GPR model was used to create a meta-model. The end findings demonstrated that the framework Iy Integrated meta-modelling with the SLM process’s GPR and finite element modelling. The source [61] uses ANN to anticipate how temperature and density will change for arbitrary long paths while employing laser-based AM. It estimates the maximum temperature in the centre of the powder layer underneath the current position of the beam using a local description of the trajectory as input and temperature feedback. Finally, a Rider ANN is developed to forecast the evolution of local relative density. [62] suggests a brand-new class of numerical approaches to solve partial differential equations in computing science and engineering contexts. An ML approach and model reduction techniques are used to create the so-called reduced-order ML FEM, called HiDeNN-PGD. There has been discussion about the possible uses of such techniques for genuine issues. To demonstrate the framework’s effectiveness, it is applied to complex problems, including multi-scale modelling of materials, TO, AM simulation, and multi-physics difficulties (Fig. 8).

Comparison between HiDeNN-FEM and commercial code Abaqus for a 2D plane stress problem [62]
In [63], a DL model is created to effectively anticipate the SLS process’ ideal tool path, which reduces the average thermal gradient. The created pathways, together with the time information, are converted into grayscale pictures. These pictures were separated into “good” and “poor” routes along with the related temperature gradient. Using the dataset, a CNN is trained to rank the pathways according to their likelihood of being acceptable paths. As the last contribution, the authors of [64] created an automated bead modelling system from welding parameter prediction through data collecting and processing for the WAAM process. To offer users a set of precise welding parameters for the deposition of weld beads with specified shapes, a unique method utilising Support Vector Machine (SVM) was presented for the system.
AI algorithms are also employed to improve optimization design methods that are frequently coupled with AM, such as Topology Optimization. TO makes it possible to create practical and lightweight components while accounting for external forces, constraints, and maximum design volume. The tool can offer the best material distribution to reduce the problem’s fitness function, which is frequently compliant. By doing this, the model will be as rigid as possible while yet being light. The SIMP (Solid Isotropic Material with Penalization) technique is frequently used to solve the minimal compliance issue. After each iteration of the structural analysis, this gradient-based technique [65] updates the 3D model using a continuous distribution of material density. To customise TO results based on geometrical constraints resulting from Design for Additive Manufacturing (DfAM) principles, the authors in [25] created a SIMP TO-DL technique utilising the cGAN methodology. Using findings from [66], a conditional convolutional dual-discriminator GAN is modified to imitate the traditional TO-SIMP solutions by customising them with geometrical restrictions in a 2D environment. To find superior conformal solutions, the GAN is employed. Compared to the conventional SIMP-TO, the results demonstrate the exact compliance but a smaller volume fraction. The simulations are 5000 times quicker than traditional TO, even using a sizable 20 k training set for DL. A unique approach for a productive TO framework is proposed in [67]. It is based on the SIMP approach, linked with AM-based geometric restrictions like the overhang and support reduction. After defining a dataset for the cGAN utilising training simulations, the goal is to create a highly effective framework. A DfAM filter is used at each TO iteration to provide an ideal, ready-to-manufacture solution that eliminates overhangs greater than 45°. The GAN in use is made up of two networks: a high-resolution GAN discriminator and a generator with a U-net form. The approach for optimising the input parameters necessary for a TO process is presented in the paper [68] to make establishing the TO analysis easier, even for the non-skilled designer. The methodology can suggest tuning parameters from a library of related issues and refine them to the real problem using a Bayesian approach thanks to an ML approach. The paper [69] provides a system made entirely of open-source software to use ML to effectively link a TO programme utilising crystallographic texture characterization data while considering DfAM and material restrictions in AM.
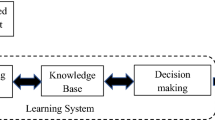
The Design optimization category is next to be examined and sheds light on AI tools that help with the component design before manufacturing. With various case studies in biomedical applications, the authors of [70] look at the issue of efficient support distribution to shorten production time in 3D printing (particularly FDM and SLA technologies). They look for a method to identify areas on images where supports should be applied. A trained CNN produces the state of the supporting material for the specific claim. The paper [71] describes a cloud tool to determine which components from a repository are acceptable for AM. A quick decision support system has been created, which consists of three parts: scoring criteria are established to determine AM eligibility; a data acquisition step is required to extract helpful information/parameters from historical data; and finally, a decision model based on an ML algorithm is created to predict the AM suitability to a particular application. A CNN based on non-Euclidean convolution operation is given for shape correspondence [72]. It was created in a highly specialised setting where only AM could be utilised to develop technical components (orthodontic prostheses). The authors of [73] propose an approach to comprehend how certain factors, such as orientation, STL model characteristics, and part location, may impact dimensional accuracy. Investigations focus on the length, width, and thickness of bone-like specimens made with PBF. To forecast the geometrical characteristics of AM components, 4 ML nonlinear methods are selected and contrasted with a linear regression model. The findings demonstrate the need for better prediction models that take into account both material and AM process factors.
The most significant mechanical performances employing a particular material could be chosen with AI models, which is what material optimization means. A design technique to automatically produce lattice metamaterial unit cells that adhere to intricate DfAM requirements is presented in the publication [74]. While a CNN is trained to create alternative designs and forecast their influence on time and elastic modulus instead of utilising an FEA (Fig. 9), random unit cells are formed while accounting for various restrictions. The best design is chosen using a GA with CNN as the evaluation function.

CNN architecture presented in [74]. The CNN takes a lattice design as input, computing the outputs E (elastic modulus) and c (wave speed). The image also shows the training and validation losses and the mean absolute error calculated in each epoch
Through principal component analysis, the work in [75] enables the examination of the microstructure produced by various metal AM processing conditions. Possible microstructures are predicted by regeneration using CNN within the reduced representation domain. [76] presents a NN that takes the surface 3D coordinates of the component to be printed as input and produces the symmetrical deviation surface coordinates. An ANN trained using STL files will perform the necessary geometric changes to manufacture the object utilising the updated geometry and produce a completed product that is dimensionally precise.
Defect detection has also been done using AI models, a simple AM task. Defects should be avoided as much as possible since they might lead to the early failure of crucial components in industrial applications. The source [43] presents a methodology employing a 3D mesh and ML models to identify geometric flaws in AM items. The authors trained five distinct ML models, assessing their performance using the F-measure and G-mean. Results demonstrate that even while studies produced encouraging results, additional work is needed before it can be used for actual AM processes. The research [77] investigates CNN and weld data for DL-based online flaws identification for aluminium alloy in robotic arc welding. To concurrently gather weld images, a machine vision system was created. This system can offer more information about real-time weld images from various viewpoints. Then, a fresh CNN classification model was designed to detect weld penetration flaws. According to test data, the CNN model has a mean classification accuracy of 99.38%.
The last two categories are in-process monitoring and part orientation, which deal with choosing the best 3D model orientation for the printing bed to reduce material waste or speed up the process. A CNN method is suggested in [77] for comparing printed components’ images with the STL file’s corresponding image. Pixels are used to measure flaws, and if one is found, the programme prompts the user to adjust the manufacturing settings. The error is determined, and whether to keep printing or change the fabrication settings. The optimal orientation for the AM process is presented statistically in [78] to get the best surface roughness and the least amount of support material.
In contrast to feature-based approaches, this strategy analyses STL files and discontinuously divides the facets into k-clusters to quickly produce several construction orientations. To decrease the number of populations for calculations of the ideal orientation and to remove duplicates, a k-means ML cluster technique is applied. A statistical approach based on facet cluster categorization, assigning decision weights, and assessing a statistical index is used to determine the ideal orientation.
The “optimization fields” have received much attention. This investigation reveals that ML and DL models are investigated and used in all areas related to AM. This is because AM’s potential can only be fully realised with the proper optimization, and AI may provide a highly formidable tool with minimal computational demand for unskilled operators, as demonstrated by the articles taken into account.
3.1.2 AM technology
Following the ASTM Standard, the 48 publications have been examined based on the AM technologies employed in this subsection. As noted in Sect. 2, most publications under consideration concentrate on developing AI models for PBF due to its more expensive operational costs than other approaches.
According to [26, 42, 46], AI algorithms may effectively contribute to high-quality printing components resulting from the PBF process by setting the best processing parameters, such as scan speed, laser power, or hatching distance. In their research, the authors of the publication [79] employ CNN to examine LP treatment pictures and determine the ideal settings for a high-quality final product. Additionally, it is feasible to accurately predict the desired final characteristics (material density, surface roughness) and analyse the printing process [27, 28]. Using a similar strategy, the sources [80, 81] also control the melt-pool shape during printing. Other intriguing uses for ML include forecasting the time required to construct and cool the printed item [52] or clustering optical images to identify the most accurate, high-quality outputs [55]. Applications of AI to PBF AM range widely and include studying surface texture [59], predicting geometrical deviations [57], investigating tensile deformation behaviour [29], and evaluating material performance [23]. The simulation of PBF technology is necessary to establish all the parameters, and in this scenario, AI may be utilised to reduce the simulation’s processing cost or speed up the process. To calibrate and test physics-based models that replicate SLM, ML is used in [44]. On the other hand, an ANN is employed in [61] to model the PBF process and forecast temperature and density evolution over arbitrary long tracks. Last, DL has been introduced to forecast the ideal tool route for SLS [63].
FDM is the second AM technology primarily employed in the selected contributions. Although there are certain disadvantages due to how the stair-effect impacts surface roughness, this technology is distinguished by minimal operational costs and a straightforward procedure. The work done in [47] is an example of a study that focuses on similar concerns raised for PBF. A CNN is utilised to identify flaws, and then an ML model is developed to forecast faults using inputs such as process parameters and geometry, as done in [43].[82] proposes a technique to identify flaws and adjust settings in real-time by comparing the images of printed components with their associated STL files. The sources [49, 50, 54] seek to forecast fabrication factors and comprehend how they affect geometrical elements. Additionally, the paper [76] describes the use of an ANN to incrementally change the lattice infill pattern and rectify geometry in STL files. ANNs are also utilised to replicate the FDM process or determine the test specimen yield curve characteristics [45, 60]. Additionally, the issue of deciding places where supports should be positioned using CNN is studied [70]. A CNN was used to predict part mass, support material mass directly, and build time using voxel-based component geometry [58].
Convolutional Neural Network proves to be a handy tool when referring to photopolymerization-based AM. The work done in [24] demonstrates that the union of CNN and LSTM successfully evaluates the printing process by identifying the component’s quality and studying the light dosage. In [48], CNN has been implemented to predict the correct local exposure dose.
The literature references many less noteworthy AM methods, including WAAM, Additive Friction Stir Deposition, DMD, DIW 3D Printed Foam and Freeform Reversible Embedding 3D printing. AI models are utilised in WAAM to create the best tool paths for rib-web constructions [83] and to determine the best welding parameters for the deposition of weld beads with specific geometries [64]. The paper [75] examines the microstructure created using CNN for Additive Friction Stir Deposition under various processing settings. To forecast temperature profiles for the DMD process, the study [30] uses ML, while in [56], mechanical analysis and design of DIW printed FRS are approached using a combination of ANN, computer vision, and GA. Finally, the source [51] details the 3D printing of silicone elastomer in the FRE process using ML. Physical modelling was used to connect the experimental variables to the underlying physical factors, including the bath material, batch concentration, ink substance, ink flow rate, needle diameter, and retraction distance. Following that, a complex system reaction via a total print score is predicted using ML models from these factors.
This analysis reveals that most research sources use AI algorithms to improve the search for process parameters, emphasising that this is one of the main limitations of the AM process. Although the operator’s knowledge still plays a crucial role in selecting the correct settings, ML and DL algorithms work to close the gap.
3.1.3 AI methodology
The many AI approaches that are utilised to optimise AM processes are examined in this subsection. It is vital to highlight a few crucial AI-related points before we begin the conversation. Figure 10 illustrates what is meant by the terms AI, ML, and DL in this context.

Definition of AI, ML, and DL
Artificial intelligence includes all the rules and practices that enable a machine to solve a problem. It is possible to solve a problem using traditional programming (if–then logic, rules) and methods like machine learning. Therefore, ML is a subset of AI in which statistical methods using a lot of data are used to build a black-box approach to correlate inputs with plausible outputs. The phrase “Deep Learning” refers to neural network multilayer algorithms that enable the execution of tasks like computer vision, natural language processing, time series analysis, etc.
The 48 publications that were examined used various ML and DL methods. The most appropriate and significant methods and their application to AM optimization are discussed here. It should be emphasised that the algorithms are not discussed in depth because this analysis examines how different models are applied to optimise AM, and concentrating too much on a particular technique would be misleading.
The examined papers use ML in their works in a substantial number. The GA was one of the most popular ML techniques [84]. To autonomously build lattice metamaterial unit cells [15] or forecast the surface textures of components printed using the PBF approach [68], GA has been used to optimise designs. Additionally, it has been used to accurately predict the printing parameters for FRS based on desired mechanical compression response [56] and to effectively interconnect a TO software using crystallographic texture characterization data to achieve DfAM and material constraints in AM [69].
In the 48 publications, GPR was another ML method that was frequently used. According to this model, any function may be represented by an infinite-dimensional multivariate Gaussian distribution [85]. In particular, GPR was utilised in [81] to forecast the melt-pool shape of components made using PBF. GPR was used in [27] to establish the optimal process variables for metal AM to get the necessary mechanical characteristics. GPR was used in [52] to forecast the duration of the construction and cooling stages. Last, the source [44] introduces a meta-model using GPR to replicate the SLM process.
A widely used ML technique is the SVM regressor. The fundamental idea is to choose a decision boundary near the original hyperplane (the line that will assist in forecasting the continuous value or goal value) within that boundary line for the data points closest to the hyperplane or support vectors [86, 87]. This specific method was used in [80] to forecast the geometrical characteristics of melt pools, including their width, depth, area inside the substrate, height, and size, dependent on height. For the system that gives users a set of precise welding parameters for the deposition of weld beads with specified geometry, SVM was proposed in [64]. Finally, SVM has been used in the research [73] to create an approach to comprehend the implications of several aspects, including orientation, STL model features, and part positioning, on dimensional correctness. Investigations focus on the length, breadth, and thickness of bone-like specimens made with PBF.
Additionally, the articles under investigation contain decision tree regression (DTR). With the help of this approach, regression models are created as trees. It progressively develops an associated decision tree while segmenting a dataset into smaller and smaller sections. The result is a tree containing decision nodes and leaf nodes [88]. DTR has been used in [71] to determine which items from a repository might be produced using AM. DTR is investigated in [73] to explore how specific characteristics, such as component orientation, model attributes, and part location, affect dimensional accuracy.
Bayesian ridge regression [68, 80], linear regression [73, 80], kernel ridge regression [80], K-means [78], gradient boosting regressor [73], nearest neighbors regression [80], and Random Forest Regression [80] were other ML models reported in the analysed works: ANN serves as the connection between ML and Deep Learning. The data are sent into the ANN, which then multiplies the results by weights linked with each neuron’s connection. The activation function receives the value from the neuron and sends it to the subsequent neuron in the subsequent layer. The final layer reproduces the intended output after repeating this procedure all the way through. The above-described process, known as Feedforward Propagation, illustrates how an ANN typically operates (Fig. 11a). However, the network may learn thanks to backward propagation (Fig. 11b). The output of the network in this instance is compared to the real output starting with the final layer, and the difference–or error–is backpropagated using the gradient descent method to update the weights of the links [15].

Schemes of Feedforward Propagation (a) and Backward Propagation (b)
ANN is employed for classification and regression applications and is thought of as a robust function approximator. ANNs are utilised to create an ideal tool path for wire-arc AM rib-web constructions and, in particular, to forecast the length of the voids generated adjacent to the route’s turning points and the vertex angles [83]. In [45], an ANN was utilised to imitate the FDM procedure. A deep neural network has been used in [28, 42] to predict specific parameters for PBF optimization, such as density ratio and surface roughness, from laser power, laser scanning speed, layer thickness, and hatch distance. Similar research was conducted in [49] utilising input filament speed and nozzle temperature to use ANN to forecast the force within the nozzle of an FDM printer. According to [50], six input factors, including slice thickness, raster-to-raster air gap, deposition angle, part print orientation, bead width, and the number of perimeters, have been used to analyse the dimensional correctness of components printed using the FDM technique. Additionally, local strain distribution, plastic anisotropy progression, alloy fracture, and mechanical compression response have all been predicted using ANNs [29, 56]. Finally, in some circumstances, ANNs are used to replace Finite Element Analysis (FEA) and lower the computational cost of pricey simulations [60,61,62].
CNNs are a specific type of ANN in which a matrix is used as the input rather than a vector. As a result, CNN is mainly used to compute pictures, where each pixel intensity is connected with a different matrix member. Convolutional networks get their name from the interaction between a convolutional layer (the input matrix) and a filter, also known as a kernel [89]. A few weights are associated with the kernel; therefore, this filter glides through the primary matrix, multiplying each element by the weight the kernel is connected with. The convolution technique is illustrated in Fig. 12 [90].

Convolution operation on an input image of size M × N × 3 (RGB image with three channels) using a 3 × 3 × 3 kernel [90]
The authors of [22] employed CNNs to assess the component quality produced by TPL printing. CNNs have been used to evaluate the print quality of components in [47, 79]. In [48], a new strategy was utilised to forecast components’ local exposure light dosage created using DLP-Based 3D printing. A CNN was employed for this purpose. An existing CNN model, DenseNet, has been applied in [23] to predict material performance assessment by examining grayscale pictures that depict the microstructure of different Ti6–AL–4V samples.
As previously stated, CNNs use input matrices known as channels. As demonstrated in the study [57], where a CNN was developed to forecast geometrical form deviations for PBF printed components, it is feasible to calculate several channels simultaneously. Specifically, this network requires five process parameter values, such as layer thickness, laser scan speed, laser power, component size, layer height, and the corresponding 2D geometry of each layer. The CNN generated three channels as an output representing the x, y, and z-axis deviations. In [70], the authors suggested a CNN based on non-euclidean convolution operation for shape correspondence tasks in a highly specialised context like the biomedical one. To examine the topic of optimum support distribution, CNN has been investigated in [72]. [63] has created a CNN to forecast the best tool path for the SLS process, reducing the average temperature gradient. CNNs have also been utilised in [82] to quantify error by comparing the snapshot of the printed part with its matching STL file. Finally, the research [77] uses a CNN to detect flaws in the aluminium alloy during robotic arc welding, delivering real-time pictures from various perspectives.
As already said, the concept of ML and DL is constantly evolving; every year, a new model is developed, opening the doors for new applications and implementations. GANs are an example: these types of ANNs are of recent innovation, introduced in 2014 [91], and can be defined as deep generative models that can produce new pieces of content, generating images, texts, or music.
A generative and a discriminative network are combined to form a GAN (Fig. 13). The former transforms data that follow a primary distribution into points that match the desired distribution. Instead, the discriminative network categorises data from the generative network and inputs from actual data. Therefore, whereas the generative net seeks to create data that mimics the original data to deceive the discriminator, the discriminative net attempts to categorise data as real or false [92].

Simplified scheme of e GANs [93]
Image generation is one of the most popular applications of GANs. To generate images for TO in AM optimization, GANs are used: [67] implements a Conditional GAN (cGAN), where the network creates 2D pictures of topologically optimised components while also considering limitations like overhang and support reduction. The more traditional approach SIMP-TO findings are compared to the TO pictures produced by GAN in [25]. Results demonstrate the exact compliance but a lower volume fraction with a reduced computational requirement.
The LSTM approach is the last type of ANN model used in the 48 papers (LSTM-NN). Time series data analysis and prediction are made using this form of net. RNNs, which are simple NNs in which each neuron transmits the output to itself, the neuron in the same layer, and the next layer, are the ancestors of LSTM. This tactic makes it possible to use a kind of short memory. Because of the vanishing gradient issue, RNNs cannot understand long-term memory. The gradient descent method modifies the net’s weights during the learning process to obscure any long-term memory knowledge. To get over this issue, LSTM-NNs were developed [94], which have been used in work [24]. A 3D-CNN and a CNN-LSTM are specifically contrasted in the mentioned paper to optimise the process of TPL to assess the equality of the printed components throughout the process. The most accurate model, CNN-LSTM, has a 95.1% accuracy rate.
The majority of the selected contributions suggest improving AM processes using ML models. This is backed by the fact that while DL models are willing to handle more challenging problems, ML techniques are simpler to create and train. CNNs are the most popular among them, allowing for the elaboration, analysis, and generation of graphics.
Not all authors have expressly indicated the application field of the engineering domains of their publications. This is because contributions frequently explain a fresh approach that may be used across several technical specialities. However, the aerospace, automotive, biomedical, and healthcare industries particularly value AM technologies’ ability to create components with exceedingly complicated geometries. These are the subject areas the publications under investigation covered.
Finding the software platforms and programming languages utilised in the papers is another benefit of this review process. Python is the most popular since it is the ideal programming language for creating ML and DL algorithms [95]. Additionally, Python provides access to several ML and DL-focused packages, including Scikit-Learn [96], PyTorch [97], OpenCV [98], Tensorflow [99], and Keras [100].
3.2 Answer to Q2: What are the potential future developments and possible new implementations of AI algorithms in AM?
To address Q 2, the writers used the SLR approach to profoundly investigate the 48 publications concerning the works’ conclusions and general future developments, and some general trends came out. The field of AI is expanding quickly, and every year a new model or approach is created, opening the door for implementing AI in new applications. This implies that new AI tools may be developed and used, expanding the current bounds.
The most frequently mentioned is adding additional data to the dataset to improve model accuracy, as stated in [24, 71, 80]. On the one hand, this is understandable, given that ML and DL algorithms require a large amount of data to train and develop highly accurate models. On the other hand, it is challenging to get enough information on AM because of several factors. The first is that AM is a very new technology, and there is an evident lack of experience compared to traditional manufacturing techniques. The second aspect is that depending on the optimization sectors (parameters optimization, process optimization, simulation optimization, etc.), data might belong to various application areas, each of which calls for a unique set of acceptable data. Even in [47], it is advised to increase the dataset to enhance the ML models’ generalizability and accuracy. According to the future developments suggested in [23, 55, 57, 67], new data should be used to create more accurate models. The authors underline the necessity to standardise metal AM data reporting and build text-mining algorithms to extract data from published articles [26]. The automatic creation of a findable, useable, and conforming metals AM database in this scenario is the end objective.
Another common future development that appears in several publications is the implementation of models for real-time applications to use AI for potential real-world solutions. This is the case with [43], where the authors wish to develop a real-time classification scheme to determine whether an AM production should be stopped or continued at any given moment when some defects are noticed. Building a real-time application of the researched models is also taken into consideration as future development [24, 45, 79].
The literature recommends enhancing the ML and DL models by integrating additional process parameters. For instance, the authors of [76] suggest determining the overall printing time required by the infill design using their ANN. An approach using CNN to forecast shape variations for PBF printed components is reported in [57]. Future advancements are suggested to address the need for additional process parameter consideration and the requirement for more deviation data from a broader range of forms. The article [61] investigates the variation in PBF printing pathways’ real-time effects on temperature and density. To improve the accuracy of their ANN, the authors in this scenario would also like to include more process factors, such as laser power and scan speed. Similar work is presented in [63], where the emphasis is on operational aspects like tool manoeuvrability and operating circumstances to calculate costs or the laser paths’ optimality.
The last common trend Is creating a comprehensive solution for ML, and DL-based AM process optimization. The authors of the reviewed literature acknowledged the potential of such algorithms to reduce the time and expenses related to AM or to increase the quantity and quality of the printed components. Some of these authors said they want to keep refining the models to use them continuously. For instance, in [43], authors investigated an ML model to identify geometric flaws in AM items. They want to construct a complete tool soon, starting with the fabrication of synthetic data and ending with the deployment of the model in actual production. Creating a whole processing chain comprising several DL approaches is sometimes referred to as future work [61, 78].
In [70], it is advised to apply DL approaches for various prefabrication and fabrication applications in the industry of AM because of the success in establishing a CNN for optimal support distribution. The incorporation of quantitative grain orientation through the use of more intricate colour-coding schemes in the CNN is recommended as a potential future development in the study [75]. Future research will focus on methods to prevent peaks from appearing at junctions. The study’s goal in [83] was to reduce the voids by creating an ideal tool route for WAAM using ANN. The process monitoring and control processes might be expanded to forecast the structural strength of the printed items because, in [49], an ANN has been trained to predict the force within the nozzle of an FDM printer. The authors of [28] propose to use the ANN to forecast the density of Ti-5Al-5 V-5Mo-3Cr components. To enhance the ML method, it is advised in [30] to investigate the effect of voxel mesh size on the prediction outcomes spanning coarse to finer mesh. In the study [58], a CNN was proposed for estimating quantitative manufacturing metrics directly from component geometries based on voxels. When printing AM feedstocks, the authors of [56] planned to develop the usage of in-situ characterization techniques. The computer vision software might also be enhanced to check whether the FRS being viewed corresponds to the printing specifications provided by the toolpath creation programme. In [60], it is planned to expand the study to include more categories of thermoplastic materials to use an ANN to predict the yield curve. The study [42] aims to integrate the created model into a design process to determine the best printing setups for a specific complicated structure. Future works will take into account more complicated TO scenarios. The authors of the source [68] worked on the optimization of the input parameters necessary for the TO process using an ML technique. To modify TO findings based on geometrical restrictions originating from DfAM results, the authors of the paper [25] created a SIMP TO-DL technique employing a cGAN methodology. A thermal distortion module, a build time module to detect structures built using AM, and other complicated modules to evaluate a design mechanically and geometrically may all be included in the generation method soon hopefully to the training strategy that has been chosen.
This concise evaluation of the prospective future advancements of the chosen contributions shows that there are still many technological gaps, considering AI’s strong potential in the AM application. To assist AM technology meet high manufacturing standards, researchers should concentrate on addressing open difficulties, expanding the training dataset, and developing more effective procedures. Table 5 lists the main paper analysed in the research, including details about the optimization topic addressed, the AI methodology followed, the software platform used, and the engineering field where the study can be mainly applied.
4 Conclusions
This research aims to examine the current state of AI-based AM optimization. The focus of the work is on providing answers to questions Q1 and Q2 about potential future developments and new AI algorithm implementations in AM.
Out of the 321 original articles obtained from the scientific database, 48 publications could be filtered thanks to the implementation of the SLR approach. The SLR enabled filter, gathering, and evaluating contributions using analytically exact methods. The following is an in-depth analysis of 48 papers categorised according to quality standards. The contributions have also been separated into several categories for further research.
The relevance that ML and DL models make to AM was underlined in this SRL review. The vast number of papers on this subject also corroborate this. According to the literature research, the ideal parameters for AM technologies must be selected by knowledgeable operators to produce components with the highest quality. However, this process may be time-consuming, laborious, and highly dependent on human interaction. Additionally, simulating such processes requires extensive computational resources. These factors make ML and DL algorithms capable of supporting AM effectively, as shown by the 48 publications examined in this study.
It is challenging to gather all the data required to properly train AI models, which is one of the key drawbacks of existing AI. This is seen to be the fundamental barrier to the development of such algorithms. In many research, the lack of data is replaced by simulating the processes and then using the data from that. However, this raises the danger that the algorithms may not be able to interact with real-world situations appropriately. We propose developing a platform where companies and the academic community might share relevant and practical data to address the data shortage. This will help the development of ML and DL models to improve the AM processes, boosting this technology’s ability to take root in the manufacturing industry.
Abbreviations
- AM:
-
Additive manufacturing
- AI:
-
Artificial intelligence
- TO:
-
Topology optimization
- SLS:
-
Selective laser sintering
- DMLS:
-
Direct metal laser sintering
- PBF:
-
Powder bed fusion
- SLA:
-
Stereolithography
- FDM:
-
Fused deposition modelling
- PLA:
-
Polylactic acid
- ABS:
-
Acrylonitrile butadiene styrene
- ML:
-
Machine learning
- ANN:
-
Artificial neural network
- DL:
-
Deep learning
- CNN:
-
Convolutional neural network
- NLP:
-
Natural language processing
- RNN:
-
Recurrent neural network
- LSTM:
-
Long short-term memory
- SLR:
-
Systematic literature review
- PICOC:
-
Population, intervention, comparison, outcomes, and context
- RP:
-
Rapid prototyping
- IC:
-
Inclusion criteria
- EC:
-
Exclusion criteria
- QC:
-
Quality criteria
- DIY:
-
Do it yourself
- GAN:
-
Generative adversarial networks
- TPL:
-
Two-photon lithography
- SLM:
-
Selective laser melting
- LP:
-
Laser polishing
- WAAM:
-
Wire-arc additive manufacturing
- MIC:
-
Maximal information coefficient
- PCC:
-
Pearson’s correlation coefficient
- KB-ANN:
-
Knowledge-based ANN
- DNN:
-
Deep neural network
- GPR:
-
Gaussian process regression
- DSD:
-
Definitive screening design
- DMD:
-
Direct metal deposition
- DIW:
-
Direct ink write
- FRS:
-
Foam replacement structures
- GA:
-
Genetic algorithm
- SIMP:
-
Solid isotropic material with penalization
- DfAM:
-
Design for additive manufacturing
- FEA:
-
Finite element analysis
- EBSD:
-
Electron backscatter diffraction
- STL:
-
Standard triangulation language
- SVM:
-
Support vector machine
- DTR:
-
Decision tree regression
- RNN:
-
Recurrent neural network
- CNC:
-
Computer numerical control
References
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60:677–688. https://doi.org/10.1016/j.bushor.2017.05.011
DIN EN ISO/ASTM 52900:2021 Additive Manufacturing — General Principles — Fundamentals and Vocabulary; Beuth Verlag GmbH
Rosso S, Meneghello R, Biasetto L, Grigolato L, Concheri G, Savio G (2020) In-depth comparison of polyamide 12 parts manufactured by multi jet fusion and selective laser sintering. Addit Manuf 36:101713. https://doi.org/10.1016/j.addma.2020.101713
Yap CY, Chua CK, Dong ZL, Liu ZH, Zhang DQ, Loh LE, Sing SL (2015) Review of selective laser melting: materials and applications. Appl Phys Rev 2:041101. https://doi.org/10.1063/1.4935926
Gisario A, Kazarian M, Martina F, Mehrpouya M (2019) Metal additive manufacturing in the commercial aviation industry: a review. J Manuf Syst 53:124–149. https://doi.org/10.1016/j.jmsy.2019.08.005
Cooke MN, Fisher JP, Dean D, Rimnac C, Mikos AG (2003) Use of stereolithography to manufacture critical-sized 3D biodegradable scaffolds for bone ingrowth. J Biomed Mater Res 64B:65–69. https://doi.org/10.1002/jbm.b.10485
Ferretti P, Leon-Cardenas C, Santi GM, Sali M, Ciotti E, Frizziero L, Donnici G, Liverani A (2021) Relationship between FDM 3D printing parameters study: parameter optimization for lower defects. Polymers 13:2190. https://doi.org/10.3390/polym13132190
Oliveira AR, Diaz JAA, Nizes ADC, Jardini AL, Del Conte EG (2021) Investigation of building orientation and aging on strength-stiffness performance of additively manufactured maraging steel. J of Materi Eng and Perform 30:1479–1489. https://doi.org/10.1007/s11665-020-05414-4
Murphy, K.P. (2012) Machine Learning: A Probabilistic Perspective; Adaptive computation and machine learning series; MIT Press: Cambridge, MA, ISBN 978–0–262–01802–9.
Liu W, Wang Z, Liu X, Zeng N, Liu Y, Alsaadi FE (2017) A survey of deep neural network architectures and their applications. Neurocomputing 234:11–26. https://doi.org/10.1016/j.neucom.2016.12.038
LeCun Y, Bengio Y, Hinton G (2015) Deep learning. Nature 521:436–444. https://doi.org/10.1038/nature14539
Advances in Neural Information Processing Systems 25: 26th Annual Conference on Neural Information Processing Systems 2012 ; December 3 - 6, 2012, Lake Tahoe, Nevada, USA; Neural Information Processing Systems Foundation, Ed.; Curran: Red Hook, NY, 2013; ISBN 978–1–62748–003–1.
Proceedings / Twenty-Fifth International Conference on Machine Learning: ICML Was Held July 5 - 9 at the University of Helsinki, in Helsinki, Finland, and Was Co-Located with COLT-2008, the 21st Annual Conference on Computational Learning Theory, and UAI-2008, the 24th Conference on Uncertainty in Artificial Intelligence ..., Workshops Organized Jointly; McCallum, A., Oregon State University, Eds.; Madison, Wis, 2008; ISBN 978–1–60558–205–4.
Graves, A.; Fernández, S.; Gomez, F.; Schmidhuber, J. Connectionist Temporal Classification: Labelling Unsegmented Sequence Data with Recurrent Neural Networks. In: Proceedings of the Proceedings of the 23rd international conference on Machine learning - ICML ’06; ACM Press: Pittsburgh, Pennsylvania, 2006; pp. 369–376.
Bengio Y (2009) Learning deep architectures for AI. FNT in Machine Learning 2:1–127. https://doi.org/10.1561/2200000006
Booth, A.; Sutton, A.; Papaioannou, D. Systematic approaches to a successful literature review; Second edition.; Sage: Los Angeles, 2016; ISBN 978–1–4739–1245–8.
Kitchenham B, Pearl Brereton O, Budgen D, Turner M, Bailey J, Linkman S (2009) Systematic Literature Reviews in Software Engineering – A Systematic Literature Review. Inf Softw Technol 51:7–15. https://doi.org/10.1016/j.infsof.2008.09.009
Brereton P, Kitchenham BA, Budgen D, Turner M, Khalil M (2007) Lessons from Applying the systematic literature review process within the software engineering domain. J Syst Softw 80:571–583. https://doi.org/10.1016/j.jss.2006.07.009
Butt J (2020) Exploring the Interrelationship between Additive Manufacturing and Industry 4.0. Designs 4:13. https://doi.org/10.3390/designs4020013
Uriondo A, Esperon-Miguez M, Perinpanayagam S (2015) The present and future of additive manufacturing in the aerospace sector: a review of important aspects. Proc Inst Mech Eng, Part G 229:2132–2147. https://doi.org/10.1177/0954410014568797
Mantovani S, Barbieri S, Giacopini M, Croce A, Sola A, Bassoli E (2021) Synergy between topology optimization and additive manufacturing in the automotive field. Proc Inst Mech Eng, Part B 235:555–567. https://doi.org/10.1177/0954405420949209
Savio G, Rosso S, Meneghello R, Concheri G (2018) Geometric modeling of cellular materials for additive manufacturing in biomedical field: a review. Applied Bionics and Biomechanics 2018:1–14. https://doi.org/10.1155/2018/1654782
Li, Y.; Yan, H.; Zhang, Y. A deep learning method for material performance recognition in laser additive manufacturing. In: Proceedings of the 2019 IEEE 17th International Conference on Industrial Informatics (INDIN); IEEE: Helsinki, Finland, pp 1735–1740.
Lee XY, Saha SK, Sarkar S, Giera B (2020) Automated detection of part quality during two-photon lithography via deep learning. Addit Manuf 36:101444. https://doi.org/10.1016/j.addma.2020.101444
Almasri, W.; Bettebghor, D.; Ababsa, F.; Danglade, F.; Adjed, F. (2021) Deep Learning Architecture for Topological Optimized Mechanical Design Generation with Complex Shape Criterion. In Advances and Trends in Artificial Intelligence. Artificial Intelligence Practices; Fujita, H., Selamat, A., Lin, J.C.-W., Ali, M., Eds.; Lecture Notes in Computer Science; Springer International Publishing: Cham, Vol. 12798, pp 222–234 ISBN 978-3-030-79456-9
Liu S, Stebner AP, Kappes BB, Zhang X (2021) Machine learning for knowledge transfer across multiple metals additive manufacturing printers. Addit Manuf 39:101877. https://doi.org/10.1016/j.addma.2021.101877
Liu Q, Wu H, Paul MJ, He P, Peng Z, Gludovatz B, Kruzic JJ, Wang CH, Li X (2020) Machine-learning assisted laser powder bed fusion process optimization for AlSi10Mg: new microstructure description indices and fracture mechanisms. Acta Mater 201:316–328. https://doi.org/10.1016/j.actamat.2020.10.010
Shin DS, Lee CH, Kühn U, Lee SC, Park SJ, Schwab H, Scudino S, Kosiba K (2021) Optimizing laser powder bed fusion of Ti-5Al-5V-5Mo-3Cr by artificial intelligence. J Alloys Compd 862:158018. https://doi.org/10.1016/j.jallcom.2020.158018
Muhammad W, Brahme AP, Ibragimova O, Kang J, Inal KA (2021) Machine learning framework to predict local strain distribution and the evolution of plastic anisotropy & fracture in additively manufactured alloys. Int J Plast 136:102867. https://doi.org/10.1016/j.ijplas.2020.102867
Paul, A.; Mozaffar, M.; Yang, Z.; Liao, W.; Choudhary, A.; Cao, J.; Agrawal, A. A real-time iterative machine learning approach for temperature profile prediction in additive manufacturing processes. In: Proceedings of the 2019 IEEE international conference on data science and advanced analytics (DSAA); IEEE: Washington, DC, USA, October 2019; pp 541–550.
Chacón JM, Caminero MA, García-Plaza E, Núñez PJ (2017) Additive manufacturing of PLA structures using fused deposition modelling: effect of process parameters on mechanical properties and their optimal selection. Mater Des 124:143–157. https://doi.org/10.1016/j.matdes.2017.03.065
Yan F, Chan Y-C, Saboo A, Shah J, Olson GB, Chen W (2018) Data-driven prediction of mechanical properties in support of rapid certification of additively manufactured alloys. CMES 117:343–366. https://doi.org/10.31614/cmes.2018.04452
Brenken B, Barocio E, Favaloro A, Kunc V, Pipes RB (2019) Development and validation of extrusion deposition additive manufacturing process simulations. Addit Manuf 25:218–226. https://doi.org/10.1016/j.addma.2018.10.041
Rosso S, Savio G, Uriati F, Meneghello R, Concheri G (2019) Optimization approaches in design for additive manufacturing. Proc Int Conf Eng Des 1:809–818. https://doi.org/10.1017/dsi.2019.85
Sigmund O (2001) A 99 line topology optimization code written in matlab. Struct Multidisc Optim 21:120–127. https://doi.org/10.1007/s001580050176
Ali, Md.H.; Yerbolat, G.; Amangeldi, S. (2018) Material optimization method in 3D Printing. In: Proceedings of the 2018 IEEE international conference on advanced manufacturing (ICAM); IEEE: Yunlin, November pp 365–368.
Grasso M, Colosimo BM (2017) Process defects and in situ monitoring methods in metal powder bed fusion: a review. Meas Sci Technol 28:044005. https://doi.org/10.1088/1361-6501/aa5c4f
Everton SK, Hirsch M, Stravroulakis P, Leach RK, Clare AT (2016) Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mater Des 95:431–445. https://doi.org/10.1016/j.matdes.2016.01.099
Simonelli M, Tse YY, Tuck C (2014) Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater Sci Eng, A 616:1–11. https://doi.org/10.1016/j.msea.2014.07.086
F42 Committee Terminology for Additive Manufacturing Technologies,; ASTM International
Wu S, Serbin J, Gu M (2006) Two-photon polymerisation for three-dimensional micro-fabrication. J Photochem Photobiol, A 181:1–11. https://doi.org/10.1016/j.jphotochem.2006.03.004
Park HS, Nguyen DS, Le-Hong T, Van Tran X (2021) Machine learning-based optimization of process parameters in selective laser melting for biomedical applications. J Intell Manuf. https://doi.org/10.1007/s10845-021-01773-4
Li R, Jin M, Paquit VC (2021) Geometrical defect detection for additive manufacturing with machine learning models. Mater Des 206:109726. https://doi.org/10.1016/j.matdes.2021.109726
Olleak A, Xi Z (2020) Calibration and validation framework for selective laser melting process based on multi-fidelity models and limited experiment data. J Mech Des 142:081701. https://doi.org/10.1115/1.4045744
Nagarajan HPN, Mokhtarian H, Jafarian H, Dimassi S, Bakrani-Balani S, Hamedi A, Coatanéa E, Gary Wang G, Haapala KR (2019) Knowledge-based design of artificial neural network topology for additive manufacturing process modeling: a new approach and case study for fused deposition modeling. J Mech Des 141:021705. https://doi.org/10.1115/1.4042084
Srinivasan S, Swick B, Groeber MA (2020) Laser powder bed fusion parameter selection via machine-learning-augmented process modeling. JOM 72:4393–4403. https://doi.org/10.1007/s11837-020-04383-2
Gardner JM, Hunt KA, Ebel AB, Rose ES, Zylich SC, Jensen BD, Wise KE, Siochi EJ, Sauti G (2019) Machines as craftsmen: localized parameter setting optimization for fused filament fabrication 3D printing. Adv Mater Technol 4:1800653. https://doi.org/10.1002/admt.201800653
You S, Guan J, Alido J, Hwang HH, Yu R, Kwe L, Su H, Chen S (2020) Mitigating scattering effects in light-based three-dimensional printing using machine learning. J Manuf Sci Eng 142:081002. https://doi.org/10.1115/1.4046986
Oehlmann P, Osswald P, Blanco JC, Friedrich M, Rietzel D, Witt G (2021) Modeling fused filament fabrication using artificial neural networks. Prod Eng Res Devel 15:467–478. https://doi.org/10.1007/s11740-021-01020-y
Mohamed OA, Masood SH, Bhowmik JL (2021) Modeling, Analysis, and optimization of dimensional accuracy of FDM-fabricated parts using definitive screening design and deep learning feedforward artificial neural network. Adv Manuf 9:115–129. https://doi.org/10.1007/s40436-020-00336-9
Menon A, Póczos B, Feinberg AW, Washburn NR (2019) Optimization of silicone 3D printing with hierarchical machine learning. Print Addit Manuf 6:181–189. https://doi.org/10.1089/3dp.2018.0088
Osswald PV, Mustafa SK, Kaa C, Obst P, Friedrich M, Pfeil M, Rietzel D, Witt G (2020) Optimization of the production processes of powder-based additive manufacturing technologies by means of a machine learning model for the temporal prognosis of the build and cooling phase. Prod Eng Res Devel 14:677–691. https://doi.org/10.1007/s11740-020-00987-4
Nag S, Zhang Y, Karnati S, Kerwin L, Kitt A, MacDonald E, Cheung D, Johnson N (2021) Probabilistic machine learning assisted feature-based qualification of DED Ti64. JOM 73:3064–3081. https://doi.org/10.1007/s11837-021-04770-3
Deneault JR, Chang J, Myung J, Hooper D, Armstrong A, Pitt M, Maruyama B (2021) Toward autonomous additive manufacturing: bayesian optimization on a 3D printer. MRS Bull 46:566–575. https://doi.org/10.1557/s43577-021-00051-1
Silbernagel C, Aremu A, Ashcroft I (2019) Using machine learning to aid in the parameter optimisation process for metal-based additive manufacturing. RPJ 26:625–637. https://doi.org/10.1108/RPJ-08-2019-0213
Roach DJ, Rohskopf A, Hamel CM, Reinholtz WD, Bernstein R, Qi HJ, Cook AW (2021) Utilizing computer vision and artificial intelligence algorithms to predict and design the mechanical compression response of direct ink write 3D printed foam replacement structures. Addit Manuf 41:101950. https://doi.org/10.1016/j.addma.2021.101950
Zhu Z, Ferreira K, Anwer N, Mathieu L, Guo K, Qiao L (2020) Convolutional neural network for geometric deviation prediction in additive manufacturing. Procedia CIRP 91:534–539. https://doi.org/10.1016/j.procir.2020.03.108
Williams G, Meisel NA, Simpson TW, McComb C (2019) Design repository effectiveness for 3D convolutional neural networks: application to additive manufacturing. J Mech Des 141:111701. https://doi.org/10.1115/1.4044199
Özel T, Altay A, Kaftanoğlu B, Leach R, Senin N, Donmez A (2020) Focus variation measurement and prediction of surface texture parameters using machine learning in laser powder bed fusion. J Manuf Sci Eng 142:011008. https://doi.org/10.1115/1.4045415
Meißner P, Watschke H, Winter J, Vietor T (2020) Artificial neural networks-based material parameter identification for numerical simulations of additively manufactured parts by material extrusion. Polymers 12:2949. https://doi.org/10.3390/polym12122949
Stathatos E, Vosniakos G-C (2019) Real-time simulation for long paths in laser-based additive manufacturing: a machine learning approach. Int J Adv Manuf Technol 104:1967–1984. https://doi.org/10.1007/s00170-019-04004-6
Lu Y, Li H, Saha S, Mojumder S, Al Amin A, Suarez D, Liu Y, Qian D, Kam Liu W (2021) Reduced order machine learning finite element methods: concept, implementation, and future applications. Comput Model Eng Sci 129:1–21. https://doi.org/10.32604/cmes.2021.017719
Kim DH, Zohdi TI (2021) Tool path optimization of selective laser sintering processes using deep learning. Comput Mech. https://doi.org/10.1007/s00466-021-02079-1
Ding D, He F, Yuan L, Pan Z, Wang L, Ros M (2021) The first step towards intelligent wire arc additive manufacturing: an automatic bead modelling system using machine learning through industrial information integration. J Ind Inf Integr 23:100218. https://doi.org/10.1016/j.jii.2021.100218
Bendsøe MP, Sigmund O (2004) Topology Optimization. Berlin, Heidelberg, Springer, Berlin Heidelberg
Rozvany, G. (2000) The SIMP method in topology optimization - theoretical background, advantages and new applications. In: Proceedings of the 8th symposium on multidisciplinary analysis and optimization; american institute of aeronautics and astronautics: Long Beach,CA,U.S.A., September 6
Hertlein N, Buskohl PR, Gillman A, Vemaganti K, Anand S (2021) Generative adversarial network for early-stage design flexibility in topology optimization for additive manufacturing. J Manuf Syst 59:675–685. https://doi.org/10.1016/j.jmsy.2021.04.007
Lynch ME, Sarkar S, Maute K (2019) Machine learning to aid tuning of numerical parameters in topology optimization. J Mech Des 141:114502. https://doi.org/10.1115/1.4044228
Garbrecht K, Aguilo M, Sanderson A, Rollett A, Kirby RM, Hochhalter J (2021) Interpretable machine learning for texture-dependent constitutive models with automatic code generation for topological optimization. Integr Mater Manuf Innov 10:373–392. https://doi.org/10.1007/s40192-021-00231-6
Huang J, Kwok T-H, Zhou C, Xu W (2019) Surfel convolutional neural network for support detection in additive manufacturing. Int J Adv Manuf Technol 105:3593–3604. https://doi.org/10.1007/s00170-019-03792-1
Yang S, Page T, Zhang Y, Zhao YF (2020) Towards an automated decision support system for the identification of additive manufacturing part candidates. J Intell Manuf 31:1917–1933. https://doi.org/10.1007/s10845-020-01545-6
Huang J, Sun H, Kwok T-H, Zhou C, Xu W (2020) Geometric deep learning for shape correspondence in mass customization by three-dimensional printing. J Manuf Sci Eng 142:061003. https://doi.org/10.1115/1.4046746
Baturynska I, Martinsen K (2021) Prediction of geometry deviations in additive manufactured parts: comparison of linear regression with machine learning algorithms. J Intell Manuf 32:179–200. https://doi.org/10.1007/s10845-020-01567-0
Garland AP, White BC, Jensen SC, Boyce BL (2021) Pragmatic generative optimization of novel structural lattice metamaterials with machine learning. Mater Des 203:109632. https://doi.org/10.1016/j.matdes.2021.109632
Han Y, Griffiths RJ, Yu HZ, Zhu Y (2020) Quantitative microstructure analysis for solid-state metal additive manufacturing via deep learning. J Mater Res 35:1936–1948. https://doi.org/10.1557/jmr.2020.120
Alejandrino JD, Concepcion RSI, Lauguico SC, Tobias RR, Venancio L, Macasaet D, Bandala AA, Dadios EP (2020) A machine learning approach of lattice infill pattern for increasing material efficiency in additive manufacturing processes. IJMERR 9(9):1253–1263. https://doi.org/10.18178/ijmerr.9.9.1253-1263
Zhang Z, Wen G, Chen S (2019) Weld image deep learning-based on-line defects detection using convolutional neural networks for Al alloy in robotic arc welding. J Manuf Process 45:208–216. https://doi.org/10.1016/j.jmapro.2019.06.023
Zhang Y, Harik R, Fadel G, Bernard A (2019) A statistical method for build orientation determination in additive manufacturing. RPJ 25:187–207. https://doi.org/10.1108/RPJ-04-2018-0102
Caggiano A, Teti R, Alfieri V, Caiazzo F (2021) Automated laser polishing for surface finish enhancement of additive manufactured components for the automotive industry. Prod Eng Res Devel 15:109–117. https://doi.org/10.1007/s11740-020-01007-1
Lee S, Peng J, Shin D, Choi YS (2019) Data analytics approach for melt-pool geometries in metal additive manufacturing. Sci Technol Adv Mater 20:972–978. https://doi.org/10.1080/14686996.2019.1671140
Mondal S, Gwynn D, Ray A, Basak A (2020) Investigation of melt pool geometry control in additive manufacturing using hybrid modeling. Metals 10:683. https://doi.org/10.3390/met10050683
Charles, A.; Salem, M.; Moshiri, M.; Elkaseer, A.; Scholz, S.G. (2021) In-process digital monitoring of additive manufacturing: proposed machine learning approach and potential implications on sustainability. in sustainable design and manufacturing 2020; Scholz, S.G., Howlett, R.J., Setchi, R., Eds.; Smart Innovation, Systems and Technologies; Springer Singapore: Singapore, Vol. 200, pp. 297–306 ISBN 9789811581304.
Nguyen L, Buhl J, Bambach M (2020) Continuous eulerian tool path strategies for wire-arc additive manufacturing of rib-web structures with machine-learning-based adaptive void filling. Addit Manuf 35:101265. https://doi.org/10.1016/j.addma.2020.101265
Koza JohnR (1994) Genetic programming as a means for programming computers by natural selection. Stat Comput 4(2):87–112. https://doi.org/10.1007/BF00175355
Wang, J. (2021) An Intuitive Tutorial to Gaussian Processes Regression. arXiv:2009.10862 [cs, stat]
Drucker, H.; Burges, C.J.C.; Kaufman, L.; Smola, A.; Vapnik, V. (1997) Support Vector regression machines. In: Proceedings of the advances in neural information processing systems; Mozer, M.C., Jordan, M., Petsche, T., Eds.; MIT Press, Vol. 9.
Hsu CW, Lin CJ (2002) Comparison of methods for multiclass support vector machines. IEEE Trans Neural Netw 13:415–425. https://doi.org/10.1109/72.991427
Quinlan JR (1986) Induction of decision trees. Mach Learn 1:81–106. https://doi.org/10.1007/BF00116251
Vasilev, I. (2020) Advanced deep learning with python design and implement advanced next-generation ai solutions using tensorflow and pytorch; ISBN 978–1–78995–617–7.
Bouguezzi S, Fredj HB, Belabed T, Valderrama C, Faiedh H, Souani C (2021) An efficient fpga-based convolutional neural network for classification: ad-mobilenet. Electronics 10:2272. https://doi.org/10.3390/electronics10182272
Goodfellow, I.J.; Pouget-Abadie, J.; Mirza, M.; Xu, B.; Warde-Farley, D.; Ozair, S.; Courville, A.; Bengio, Y. (2014) Generative Adversarial Networks. arXiv:1406.2661 [cs, stat]
Goodfellow, I. (2017) NIPS 2016 Tutorial: Generative Adversarial Networks. arXiv:1701.00160 [cs]
Pan Z, Yu W, Yi X, Khan A, Yuan F, Zheng Y (2019) Recent progress on generative adversarial networks (GANs): a survey. IEEE Access 7:36322–36333. https://doi.org/10.1109/ACCESS.2019.2905015
Hochreiter S, Schmidhuber J (1997) Long short-term memory. Neural Comput 9:1735–1780. https://doi.org/10.1162/neco.1997.9.8.1735
Hao J, Ho TK (2019) Machine learning made easy: a review of scikit-learn package in python programming language. J Educ Behav Stat 44:348–361. https://doi.org/10.3102/1076998619832248
Pedregosa F, Varoquaux G, Gramfort A, Michel V, Thirion B, Grisel O, Blondel M, Prettenhofer P, Weiss R, Dubourg V et al (2011) Scikit-learn: machine learning in python. J Mach Learn Res 12:2825–2830
Paszke, A.; Gross, S.; Massa, F.; Lerer, A.; Bradbury, J.; Chanan, G.; Killeen, T.; Lin, Z.; Gimelshein, N.; Antiga, L.; et al. (2019) PyTorch: An imperative style, high-performance deep learning library. arXiv:1912.01703 [cs, stat]
Yuan, J.; Li, H.; Wang, M.; Liu, R.; Li, C.; Wang, B. An opencv-based framework for table information extraction. In: Proceedings of the 2020 IEEE international conference on knowledge graph (ICKG); IEEE: Nanjing, China, August 2020; pp. 621–628.
TensorFlow Developers TensorFlow 2021.
Chollet F, et al. Keras. 2015. https://keras.io. Accessed 1 June 2022.
Funding
Open access funding provided by Alma Mater Studiorum - Università di Bologna within the CRUI-CARE Agreement. No funding was received for conducting this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no financial or proprietary interests in any materials discussed in this article.
Additional information
Technical Editor: Zilda de Castro Silveira.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ciccone, F., Bacciaglia, A. & Ceruti, A. Optimization with artificial intelligence in additive manufacturing: a systematic review. J Braz. Soc. Mech. Sci. Eng. 45, 303 (2023). https://doi.org/10.1007/s40430-023-04200-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04200-2