
Abstract
The ecological and economic problems associated with conventional cutting fluids can be resolved by identifying a sustainable and improved cooling/lubrication approach. The vegetable oil-based minimum quantity lubrication has a good amount of acceptability toward achieving sustainable and eco-friendly machining. This work investigates the efficacy of vegetable oil-based MQL (VMQL) and minimum quantity solid lubricant (MQSL) during turning AISI 4140 steel with coated carbide tools compared to dry and wet machining. Various sustainable aspects such as machining efficiency, total energy consumption, carbon emission, and various performance indicators such as surface roughness, chip–tool interface temperature, and tool life are evaluated under selected cooling/lubricating conditions. The experimental findings showcased the superiority of VMQL and MQSL in the form of improved machining performance compared to dry and wet machining. Noticeable reduction in surface roughness up to 27% and 20% at cutting speed 100 m/min and 45% and 41% at cutting speed 170 m/min is achieved with VMQL and MQSL, respectively. Furthermore, VMQL and MQSL reduced energy consumption by 33% and 28% at lower MRR and 26% and 22% at higher MRR, respectively, compared to dry machining. The results showcased the ability of VMQL in machining to achieve sustainability and energy-saving with improved product quality.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Sustainability has gained a lot of importance in today’s manufacturing industries. Sustainable manufacturing refers to creating parts/components/products using economical, energy-efficient, and environment-friendly processes [1]. Sustainability and sustainable machining mainly depend on various essential attributes, namely economy, environment, and society, as shown in Fig. 1. A compromise with any one of these attributes will result in an imbalance of the system. Hence, the assessment of any cooling/lubrication approach should be attempted by considering these sustainability pillars. The sustainability and efficiency of the machining process mainly depend on factors such as tool and workpiece material, cutting tool geometry, process parameters, and cooling/lubrication conditions [2]. The rapid tool wear greatly affects the productivity and quality of machined parts, resulting in shortened tool life. Hence, it is essential to achieve longer tool life to enhance productivity. During the machining, a high amount of friction is generated between the tool–work and chip–tool interfaces resulting in higher heat generation, which is one of the reasons for rapid tool wear. Hence, it is essential to use the cutting fluid to achieve cooling/lubrication in the machining zone to reduce the tool wear [3].

Sustainability pillars
The application of cutting fluid can improve machinability and machining efficiency in metal cutting. Mineral-based cutting fluid was applied in machining to achieve cooling/lubrication and reduce heat generation [4]. Despite having many advantages, due to synthetic nature, these mineral fluids suffer from the problems such as poor effects, environmental contaminations, effects on worker’s health, and an increase in total production cost [5]. Skin disorders are common issues in machining industries. A large amount of cutting fluids after being used and discharged in the environment significantly degrades it. It is reported in past studies that the use of conventional cutting fluids comprised about 12–15% of total manufacturing cost [6]. Sometimes when a material with less machinability is being machined, the cost of lubrication can reach 20–30% of the total machining cost [7, 8]. Sankaranarayanan et al. [9] also reported that the disposal costs of metal cutting fluids are more expensive than the procured oil. Additionally, environmental regulations are causing pressure to develop bio-friendly machining solutions. Looking to this, dry machining can be a low-cost alternative without the use of cutting fluids. However, despite clean machining, dry machining is associated with poor surface quality and rapid tool wear. High temperature is produced during machining due to the absence of cooling/lubricating media, which controls the range of machining parameters and thus productivity. The application of cryogenic cooling, MQL, vegetable oil-based lubricants, solid lubricants, etc., are alternatives to metal cutting fluids.
Minimum quantity lubrication (MQL) is a potential substitute for the conventional lubrication-cooling method because it is economically beneficial and environmentally friendly. In the MQL technique, a mist of air–fuel mixer containing a significantly less cutting fluid is applied to the cutting zone with compressed air through a nozzle [10]. MQL utilizes the minimum quantity of cutting fluid and controls the flow rate in 50–500 ml/hr, which is much less than the normally employed cutting fluid under flood cooling [11, 12]. Davim et al. [13] used varying amounts of MQL during the turning of brasses, and the results were compared with flood cooling. Machining parameters such as cutting power and surface roughness under MQL were analyzed, and the values were found similar to flood cooling. Masoudi et al. [14] investigated the effect of nozzle position, workpiece hardness, and tool type during MQL machining of AISI 1045 steel. The performance of MQL was evaluated, and a significant reduction in cutting force, surface roughness, and tool wear and improved machining efficiency was reported in MQL compared to dry and wet machining. Sivaiah et al. [15] investigated the effect of the various textured tools and MQL applications during machining AISI 52,100 steel. The results demonstrated the ability of textured tools and MQL to reduce cutting temperature, tool wear, and surface roughness compared to flood cooling. In recent work, Khanna et al. [16] discussed cryogenic and hybrid machining applications for heat resistance alloys and composites. The benefits of hybridizing cryogenic machining techniques with near dry machining techniques such as MQL, EMQL, and nano-MQL were also reported. As discussed, the application of cryogenic machining of ferrous alloys can improve chip breakability, white layer formation, and tool life, whereas hybrid machining can improve the economic and sustainability aspects of the machining.
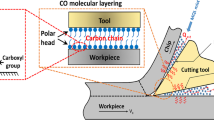
Considering the environmental consciousness, manufacturing industries are always looking for green and sustainable alternatives. Vegetable oil-based lubricants as a base fluid in MQL are regarded as a decent substitute for the use of synthetic and mineral oils [9, 10, 17]. These vegetable oils, apart from their eco-friendly and biodegradable nature, improves machinability. They are inherently perishable, derived from replenishable sources, their eco-toxicity and toxicity toward humans are low, and their contribution for volatile organic chemicals is negligible. Looking at the hazards caused by mineral-based cutting fluids on the environment and worker’s health, Katna et al. [18] formulated vegetable-based cutting fluid from non-edible neem oil. Machining experiments were performed on EN8 material to assess the performance of the biodegradable fluid. Vegetable oil-based lubricants have good surface interactions with the lubricated surface to be used as extreme pressure additives/anti-wear additives. They can also be used to reduce friction. Both boundary and hydrodynamic lubricating properties of vegetable oil-based lubricants are due to polar groups and long fatty acids in their structure [19]. Khan et al. [20] experimented with different cutting environments like vegetable oil-based MQL, dry and wet machining and reported improvement in the surface finish of about 31.6% with MQL was achieved compared to wet machining. Also, up to 10% reduction in tool–chip interface temperature was obtained with MQL over dry turning. It was also concluded that tool wear was significantly reduced with the vegetable oil-based MQL technique due to enhanced lubricity. Hadad and Sadeghi [21] conducted investigations and analyzed machining forces, surface roughness, and chip–tool interface temperature during the machining of AISI 1045 steel under various cooling/lubricating conditions. The results revealed improved machining efficiency, higher tool life, and reduced cutting forces and tool–chip interface temperature with MQL application. Sakharkar and Pawade [22] conducted experiments in three different cooling/lubricating conditions dry air cooling, flood lubrication, and minimum quantity lubrication technique on high alloy steel in turning. It was concluded that MQL is an eco-friendly and economical alternative to flood cooling. Padmini et al. [23] evaluated the performance of nMoS2 dispersed in coconut, sesame, and canola oil during MQL machining of AISI 1040 steel. Almost 37% reduction in cutting force was reported with coconut oil-based MQL and improved surface finish and tool life.
Pervaiz et al. [24] conducted experimental studies on Ti-6Al-4 V using uncoated carbide tools under dry machining, MQL, and flood cooling as three different lubrication techniques. Findings revealed the reduction in cutting force and surface roughness under MQL application. Also, the increased tool life was obtained with MQL and flood cooling. Itoigawa et al. [25] investigated minimum quantity lubrication (MQL) mechanisms and effects using an intermittent turning process. Specifically, a difference between MQL with oil and MQL with a mixture of oil and water was investigated in detail to check boundary film behavior on the rake face. In case of MQL, oil is atomized with compressed air on the cutting zone, so that cooling ability depends only on the airflow. In MQL with water droplets, OoW (Oil film on water droplets) has a substantial cooling ability because of the presence of water droplets, which act as an oil carrier works as a coolant. Osman et al. [26] assessed the performance of dry machining, MQL, and flood cooling conditions during the turning process of Ti-6Al-4 V. Longer tool life was obtained in MQL techniques compared to flood cooling at lower cutting speeds due to effective penetration of lubricant droplets in the cutting zone. Li et al. [27] conducted experiments on machining of Ti-6Al-4 V using nanofluid. The graphene oxide nanosheet was mixed with different concentrations in conventional cutting fluid and applied during the machining operation. The cutting temperature was reduced up to 35 °C with nanofluid application with 0.1wt% and 0.5 wt%. Also, a reduction in cutting force with selected nanofluid concentrations was found at 80 m/min cutting speed. Yıldırım et al. [28] used the Taguchi approach in milling operation to compare the performance of vegetable oil over mineral, synthetic and synthetic-mineral oils under different flow rates. Improvement in tool life and reduction in cutting forces was achieved while using vegetable oil-based lubricants. The results also indicated that a small quantity of lubricant with compressed air could reduce chip–tool interface temperature higher than flood cooling. Klocke and Eisenblätter [29] dealt with the drilling experiment using a cooling lubrication system. The experiments were conducted based on atomizing the lubricant on the cutting zone. A small quantity of lubricant was mixed with compressed air for internal feeding through the spindle and tool and external feeding through a nozzle. They obtained excellent results in tool life and surface finish with an internal feeding system because of the close contact of the drill to the workpiece. Gurbuz et al. [30] investigated the effect of MQL flow rates and cutting parameters on machinability of AISI 4140 material by analyzing surface roughness, cutting force, and flank wear. The increase in MQL flow rate resulted in improved surface finish and reduction in flank wear due to enhanced cooling and lubrication action. Zaman and Dhar [31] considered parameters such as nozzle diameter, angle of impingement, oil flow rate, and air pressure, with double-jet MQL to improve the machinability of Ti–6Al–4 V alloys. The nozzle diameter of 0.5 mm with a primary nozzle angle of 20° resulted in maximum desirability value. Maruda et al. [32] performed experimental tests under dry machining, minimum quantity cooling lubrication (MQCL) with EP/AW modifications (MQCL + EP/AW), and MQL and evaluated the surface integrity and tribological properties. Tribofilm was observed on the machined surface with MQL and MQCL + EP/AW application. Further, Tribofilm also prevented increased volumetric wear and its intensity. During the wear test, MQCL + EP/AW and MQL techniques reduced the wear by about 16% compared to the samples processed using MQCL techniques. Gupta et al. [33] investigated the performance of textured tools with MQL environment as a sustainable alternative. They obtained improved tool life, surface finish, and minimum temperature at the cutting zone compared to without textured tools while turning titanium alloy. Singh et al. [34] conducted experimental studies under dry and MQL conditions using textured and non-textured tools during the machining of titanium alloy. Due to lower chip–tool interface temperature, improved tool life and surface roughness was obtained with textured tool and MQL application. Also, minimum specific cutting energy was reported with MQL and textured tool. Further, efficient cooling and lubrication with MQL minimized the chip curl radius compared to dry machining.
Many researchers investigated the performance of solid lubricant-assisted MQL by adding MoS2, WS2, CaF2, TiN, graphite, etc., and concluded further improvement in lubricity of the oil mixture [12, 35]. Amrita et al. [36] applied nanographite-based cutting fluid with MQL during turning. Enhanced lubricating properties of base fluid with nanoparticles resulted in lower cutting forces, tool wear, and surface roughness dry and flood cooling application. Padmini et al. [37] investigated the efficacy of micro and nanoparticles of boric acid and MoS2 blended with coconut and sesame oil during machining. Improvement in machining responses in reduced surface roughness, cutting force, and cutting temperature was achieved with micro/nanofluid application due to enhanced lubrication in the machining zone. Moura et al. [35] examined the role of different particle sizes of graphite and MoS2 with 20% concentration by weight with that of cutting fluid. Reduction in flank wear and surface roughness was reported with the application of graphite due to its enhanced lubrication ability in the tool–work interface. Paturi et al. [38] reported improvement in the surface quality of machined parts with WS2 as a solid lubricant and MQL during machining of Inconel 718. Darshan et al. [39] investigated the effect of textured tools, and MoS2 assisted MQL during the turning of Inconel 718. The efficacy of solid lubricant was reported in better surface finish, reduced cutting forces, and tool wear. They also witnessed improved machining efficiency was observed with segmented chips. Makhesana and Patel [40] conducted experiments to assess the performance of MQL and solid lubricant in turning. The effect of MQL and different particle sizes and wt% of CaF2 were analyzed, and an improvement in the process was reported in the form of reduction in surface roughness and tool wear. Ramanan et al. [41] employed nanofluid in MQL during face turning of Incoloy 800. The effect of nanofluid was analyzed by varying the cutting speed and feed. The application of nanofluid in MQL resulted in longer tool life with enhanced lubrication ability. The influence of nanofluids with MQL on machinability was studied during machining AISI 4340 steel by Das et al. [42]. Improved machining performance was reported with enhanced heat transfer capability of nanofluids and improved cooling action performed by compressed air in MQL. In recent work, Divya et al. [43] applied tungsten disulfide (WS2) solid lubricant with three different approaches (paste form, liquid form, and soft-coated form) during turning. Improved turning performance was reported with soft-coated textured inserts with enhancing lubricity in the machining zone. Gupta et al. [44] evaluated the effectiveness of dry, liquid nitrogen (LN2), and hybrid LN2 + MQL approaches by considering machinability and sustainability indicators during machining. Almost 15.89% and 3.07% less energy were consumed with LN2 + MQL application compared to dry and LN2. It was mainly due to the cooling and lubrication effect provided at the tool–chip interface, thereby lowering the forces required for shear deformation. Singh et al. [45] analyzed the sustainability pillars of energy and environment during machining under five different cooling/lubrication conditions. MQL resulted in the lowest tool wear and surface roughness. Further, the lowest energy consumption and carbon emission was reported with MQL proved the improved cooling/lubrication at tool–work and chip–tool interfaces.
In recent times, the focus on the sustainable aspects of the manufacturing processes is significantly grown. Considering machinability and sustainability as the essential factors, researchers have developed a hybrid approach that can efficiently provide cooling/lubrication in the machining interfaces. Because the non-renewable and fossil fuel energy sources are limited, achieving the desired product quality with the minimum energy consumption during manufacturing is essential. The energy consumed during machining has an extensive share in total energy consumed in the manufacturing process [46]. Hence, the results obtained in total energy consumed during turning under various cooling/lubrication conditions provide a base for achieving low energy consumption in machining. It is also understood from the available literature that mostly the work is reported on the machinability characteristics of different work materials using MQL, solid lubricants, cryogenic cooling, etc. However, the work focusing on evaluating machining efficiency, energy consumption, and carbon emission is still limited. This article fills these research gaps and assesses machinability characteristics and sustainability aspects under different cooling/lubricating environments. Such assessment will provide a detailed comparison of the performance of selected cooling/lubrication techniques from various vital aspects. The important contributions of the study are summarized are follows:
-
The performance of dry, wet, vegetable oil-based MQL, and solid lubricant-assisted MQL environments is assessed during machining.
-
It evaluates the effect of turning parameters and cooling/lubricating conditions on surface roughness, chip morphology, chip–tool interface temperature, and tool wear.
-
The assessment of sustainable indicators such as machining efficiency, carbon emission, and total energy consumption during machining.
The methodology adopted for the work is presented in Fig. 2.

Methodology adopted for the work
2 Experimental conditions and procedure
2.1 Workpiece, tool material, and machine tool
AISI 4140 steel cylindrical bars with 250 mm length and 50 mm diameter are used as workpiece material for turning experiments. The material has wide applications in automotive, crankshafts, spindles, connecting rods, pumps, etc. The chemical composition and mechanical properties of AISI 4140 steel are presented in Tables 1 and 2, respectively. To conduct the turning experiments, carbide tool inserts with ISO designation, CNMG 120,408–5-TN4000, are used. The general-purpose lathe machine equipped with the MQL delivery system is utilized for experiments.
2.2 Cooling/lubrication system
For performance evaluation, four different machining environments were considered: (1) dry machining, (2) wet, (3) vegetable oil-based MQL, and (4) MQL with solid lubricant. Wet turning is performed by blending soluble oil with water in the ratio of 1:20. However, emulsion-based cutting fluids suffer from severe disadvantages such as hazards to workers’ health, recycling and storage space requirements and costs, etc. Considering these drawbacks, it is essential to compare the machining performance with MQL and MQSL. The wet machining is performed with the flow rate of 5 l/min of cutting fluid. MQL uses the minimum quantity of cutting fluid directed to the cutting area in the form of mist with air. As reported in the literature, the penetration ability of fluid particles in the machining zone increases with MQL compared to flood cooling [47]. The performance of MQL mainly depends on parameters such as cutting fluid, the flow rate of cutting fluid, air pressure, etc. Rahim and Dorairaju [48] reported the effectiveness of MQL droplets with higher air pressure and smaller nozzle tip distance during machining. Hence, for MQL, commercially available castor is used with MQL system and parameters such as air pressure 3 bar, nozzle tip distance 20 mm, and flow rate 300 ml/hour selected. And, for MQSL, MoS2 particles with 10% weight are mixed with sunflower oil. The experimental details are presented in Table 3.
2.3 Experimental procedure and measurement
The turning experiments are carried out under two levels of cutting speeds (100 m/min and 170 m/min.). The feed rate and depth of cut as 0.25 mm/rev and 0.2 mm are kept constant throughout the investigation. The surface roughness (Ra) of the machined workpiece is measured by a contact-type surface roughness tester (Mitutoyo, Surftest SJ210) with a resolution of 0.02 μm and the cutoff length is 0.8 mm, according to ISO 4287 [49]. For the computation of average value, each machined surface rotated around its axis, and measurements are taken at two different locations. The machine’s power supply is connected with a portable single-phase wattmeter to measure the power (watt). Actual cutting power is calculated by subtracting the idle power from the total cutting power. Suitable cutting fluid can be defined as one which can take most of the heat from the cutting zone, and a small amount of heat is transferred to the tool and workpiece. During experiments, the tool–chip interface temperature is measured by a calibrated tool–work thermocouple method by employing K-type thermocouple. The schematic diagram of the thermocouple setup is presented in Fig. 3. The thermocouple is calibrated by forming the thermocouple junction with the chip of work material and carbide insert. The hot junction of the thermocouple is inserted in a metal plate with a K-type calibrated thermocouple. A metal plate is attached with K-type thermocouple, and the hot junction of the tool–work thermocouple is kept in a furnace. Temperature readings are obtained by K-type thermocouple corresponding to emf generated by the tool–work thermocouple. Emf generated by the hot junction formed by the carbide insert and the AISI 4140 chip is recorded using a multimeter. Simultaneously, temperature readings are obtained by K-type thermocouple using a temperature indicator, and the thermoelectric relationship for tool–work thermocouple is obtained. During the experiment, with the help of a mica bush (insulating material), the turning insert and workpiece are insulated from the lathe machine. Progressive tool flank wear is measured using the Mitutoyo-made TM generation B series tool maker’s microscope. The insert is illuminated with the help of two LEDs which were mounted on the measuring table. Lenses are used to magnify the image, whereas to measure distance, two micrometers are used. The image of the insert placed on the measuring table is visible with the help of the eyepiece of the microscope. For the comparison of flank wear, VBmax ≤ 300 µm is considered as per ISO 3685 [50]. Hence, the cutting tool life is considered over when the flank wear reaches 300 µm.

Schematic diagram of tool–work thermocouple method [56]
3 Results and discussion
3.1 Surface roughness
This study evaluates average surface roughness (Ra) in each cooling/lubricating environment, i.e., dry, wet, VMQL, MQSL with different cutting parameters. Figure 4 shows the variation in surface roughness with a change in cutting speed under different cooling/lubricating environments. The comparison of the results showed that the surface roughness increases with an increase in cutting speed due high tool wear rate at elevated speed. The higher heat generation in the machining zone with higher cutting speed resulted in material softening and higher surface roughness. It is also observed from the experimental result that with vegetable oil-based MQL and MQSL environment, the surface roughness is reduced compared to dry and wet machining. The application of pressurized air helps take away the chips produced from the machining zone, thus reducing the possibility of surface damage.

Effect of cutting speed and cooling/lubricating conditions on surface roughness (Ra)
The highest surface roughness is obtained in dry machining, followed by wet, MQSL, and VMQL. The inferior surface finish under dry machining is due to the large chip curl radius and rapid flank wear due to the large tool–chip contact area, as shown in Fig. 5. The snarled chip forms obtained during dry machining indicate severe plastic deformation at the chip–tool interfaces [51]. The reduction in surface roughness in VQSL and MQSL is 27% and 20%, respectively, at a 100 m/min cutting speed compared to dry machining. A similar trend is observed with a reduction in surface roughness as 45% and 41% with VMQL and MQSL, respectively, compared to dry machining at 170 m/min. The VMQL and MQSL environment assists in enhancing the heat dissipation rate and remove the formed chip from the cutting zone with compressed air during machining. Also, the cooling action resulting from compressed air has reduced the chip curl radius and tool wear. Effective penetration of lubricant mixture with compressed air results in better cooling and lubrication in the cutting zone, and reduction in tool wear further improves surface finish [52]. However, the low penetration ability of fluid particles at a higher cutting speed (170 m/min) reduced the lubrication effect of VMQL compared to machining with 100 m/min [53]. Thin and fragmented chips with small chip curl diameters are obtained during machining under VMQL and MQSL applications, as presented in Fig. 5. Fragmented chips have reduced the tool–chip contact area and tool wear and facilitate a better surface finish. Another reason for decreasing surface roughness is the reduced friction between tool and workpiece and reduced cutting temperature by VMQL and MQSL compared to dry turning.

Comparison of chip forms generated under different conditions a dry, b wet, c VMQL, and d MQSL
3.2 Chip–tool interface temperature
During machining, metal is removed due to plastic deformation in the primary shear zone and develops friction at the rake and flank face. The energy expended to cause the plastic deformation is transferred into heat in the cutting zone. The use of the cooling/lubrication approach helps in reducing the effect of heat generated through efficient heat dissipation. Figure 6 shows tool–chip interface temperature at different cutting parameters and in different cooling/lubricating conditions. The minimum tool–chip interface temperature is obtained under MQL with vegetable oil at cutting speeds of 100 and 170 m/min, respectively. The reason behind this is the effective diffusion of vegetable oil at the cutting zone due to the formation of fine aerosols with pressurized compressed air and efficient dissipation of heat from the cutting zone through oil mist and the reduction in friction [54].

Effect of cutting speed and machining environments on chip–tool interface temperature
It is noticed from the experimental results that as cutting speed increases, the temperature also increases. It is due to higher cutting speed which generates more friction and increases cutting temperature. The experimental results showed that VMQL reduced the temperature by 31% and 18% compared to dry and wet machining, respectively, at 100 m/min cutting speed. Because MQL reduces friction between the cutting tool and workpiece with effective penetration of cutting fluid in the cutting zone [55]. Also, the forced convection is considered as a prominent heat transfer mechanism that effectively dissipates heat during machining [56]. However, it has been reported in earlier studies that the application of pure MQL was insufficient in lowering the chip–tool interface temperature. However, the combination of vegetable oil-based MQL with solid lubricant has shown its effectiveness by reducing the chip–tool interface temperature.
3.3 Tool life
The tool life of cutting inserts is analyzed by measuring the tool flank wear under various machining conditions. It can be observed from the tool life comparison presented in Fig. 7 that the increase in cutting speed from 100 to 170 m/min has resulted in decreased tool life. It is because the higher temperature generated with higher cutting speed has resulted in lower cutting tool life. A closer look at each machining condition revealed that the lowest tool wear and thus highest tool life is obtained in VMQL followed by MQSL, wet, and dry turning. At cutting speed 100 m/min, almost 70% and 64% improvement in tool life is achieved with VMQL and MQSL compared to dry machining. Similarly, tool life with VMQL and MQSL is improved by 71% and 65% compared to dry machining at a cutting speed of 170 m/min. However, with the increase in cutting speed from 100 to 170 m/min, the tool life is reduced by 22.23% (dry), 25% (wet), 20% (VMQL), and 20% (MQSL). The higher cutting speed resulted in considerable friction between tool–work and tool–chip interfaces during machining. It resulted in higher heat generation, leading to more increased flank wear and thus reduced tool life [57]. The reduction in tool wear with VMQL and MQSL is due to effective dispersal of lubricants at the machining zone with the formation of fine aerosols with pressurized compressed air. The improvement in tool life is attributed to the development of thin lubricant film on the tool face, when combined with effective cooling action, controls the temperature and tool wear [58]. Marques et al. [59] reported about a 22% improvement in tool life using MoS2 solid lubricant applied with MQL compared to graphite. It is due to the lubricating properties of MoS2 with low shear strength in the sliding direction. Improvement in tool life with MoS2 as a solid lubricant was also reported by Marques et al. [60] because MoS2 is known for its good lubricant properties due to its structure being formed by layers bonded by Van der Waals forces that are relatively easy to slip against each other.

Tool life achieved under different cooling/lubricating conditions
The minimum tool wear and highest tool life are achieved with the application of vegetable oil-based MQL. It is due to enhanced lubrication action performed by castor oil and cooling action provided by compressed air. Additionally, it has also facilitated the easy removal of the chips over the tool's rake surface, resulting in less friction and tool wear [61].
3.4 Machining efficiency
It is essential to decide the optimum machining conditions and environments to obtain maximum machining efficiency. Based on the time study, an average standby time (time required to do initial setup such as alignment of a tooltip with the horizontal axis of the workpiece) is 15 s. Whereas forward feed during actual cutting is 0.25 mm/rev, backward feed (air cutting) is 3 mm/rev. The machining efficiency to produce a single part is calculated using Eq. 1 [62].
where Tcut is the cutting time, and Tm is the total machining time.
It is noticeable from experimental results that machining efficiency decreases with an increase in cutting speed. It is observed that the machining efficiency reduces with the increase in cutting speed. The higher cutting speed resulted in rapid tool wear and thus a reduction in tool life. Higher cutting speed resulted in reduced machining time. However, rapid tool wear caused at higher cutting speed resulted in higher tool changing time and machine downtime. Hence, the machining efficiency can be increased by improving the tool life. One alternative to improving the tool life is applying effective cooling/lubrication techniques during machining [63]. Figure 8 presents the comparative effect of different cooling/lubrication techniques on machining efficiency. It is understood from the comparison that the lowest machining efficiency is achieved with dry machining, whereas an increase in machining efficiency is achieved during wet, MQSL, and VMQL machining. The highest machining efficiency is obtained at cutting speed 100 m/min under the selected machining environments, and machining under VMQL resulted in maximum efficiency among dry, wet, and MQSL environments. The shear deformation consumes a large amount of energy during machining and results in higher heat generation and temperature on the workpiece, tool, and chip [64]. It significantly affects the mechanism of chip formation, tool wear, and thus tool life. However, VMQL and MQSL have facilitated the cooling/lubrication by preventing excessive heat resulting in improved machinability and machining efficiency. Similar results were reported in the form of improvement in machining efficiency around 2.3%, 6%, and 9.3% for MQL, NMQL, and N2, respectively, compared to dry machining [62].

Machining efficiency achieved under different cutting speed and machining environments
3.5 Energy consumption
The energy consumed during machining is evaluated as the standby energy, tool changing energy, cutting energy, and air cutting energy, as presented in Eq. 2 [62].
where Estandby = Standby energy consumption. Ect = Energy consumption in tool changing process. Ecut = Energy required to take one actual cut. Eair = Energy consumption in the air cutting.
As presented in Fig. 9, it is noticed that the energy consumption slightly increases with the increase in MRR as the total energy consumption is directly depends on the rpm of the spindle, and the increase in spindle rpm absorbs more power from the motor. Also, the increase in cutting speed results in higher tool wear, resulting in energy needed for tool changing. The maximum energy consumption is observed during dry machining, followed by wet, MQSL, and VMQL machining. The higher friction and thus temperature due to the absence of cooling/lubricating action resulted in rapid tool wear, causing higher energy consumption during dry machining [65]. The reduction in the total energy consumption in MQSL and VMQL is 28% and 33%, respectively, compared to dry machining at 83.33 mm3/sec. A similar trend is observed 141.66 mm3/sec, in the form of the reduction in total energy consumption is 22% and 26% with MQSL, and VMQL, respectively, compared to dry machining. Similar results with 49% and 64% reduction in energy consumption were achieved with MQL and MQSL compared to dry machining with higher cutting speed and MRR [66].

Effect of cooling/lubricating condition on total energy consumption
It is noticed that introducing the cooling/lubrication technique decreases the total energy consumption compared to dry turning. It reduces friction between tool and workpiece, reducing the energy required to overcome the friction. It is also observed from the results that VMQL resulted in low energy consumption compared to the other machining environments.
3.6 Carbon emission
The major causes of ecological imbalance and climate change are the emission of carbon in industrial activities. Reduction in carbon emission is one of the responsibilities toward environmentally friendly production. This study focused on the effect of various machining parameters and environmental conditions on carbon emission to consider this issue. The carbon emissions are directly proportional to total energy consumption [67].
Total carbon emissions of turning operations are calculated by considering Eq. 3 [62].
In this work, CEmaterial is not considered because the round bars of AISI 4140 steel is directly procured for machining. So, total carbon emission can be estimated as,
where CEtotal = Total carbon emissions.CEelectrical = Electrical energy consumption.CEtool = Carbon emissions for cutting tool.CEmaterials = Carbon emissions for the workpiece material.CElubricants = Carbon emissions for lubricants.
Multiple sources are contributing toward the generation of carbon particles during machining. However, in this work, it is considered based on the material removal rate (MRR). It is seen from the comparison of energy consumption that with the increase in cutting speed, MRR increases and energy consumption. Higher carbon emission is generated at 141.66 mm3/sec compared to 83.33 mm3/sec, as presented in Fig. 10. The higher percentage of carbon emission has resulted in dry machining followed by wet, MQSL, and VMQL conditions. There is a decrement in carbon emission at lower MRR due to lesser energy consumption. As expected, during dry machining, energy consumption is higher due to high friction and tool wear. Compared to dry machining, VMQL resulted in almost 36% and 35% less carbon emission at lower and higher MRR, respectively. A similar trend is observed with the application of MQSL with nearly 32% and 34% reduction in carbon emission lower and higher MRR, respectively, compared to dry machining. Reduction in carbon emission with VMQL and MQSL is attributed to the enhanced tribological properties of lubricant mixture resulted in lower friction and tool wear during machining. An almost similar trend with reducing carbon emission up to 45%–56% wError! Bookmark not defined.ith Ranque–Hilsch vortex tube (RHVT) compared to dry machining was reported by Singh etError! Bookmark not defined. al. [45] during machining under various machining conditions.

Effect of cooling/lubricating condition on carbon emission
3.7 Comparison of sustainability indicators
By considering sustainable machining practices, there is a chance to develop an economical and environment-friendly process without compromising the quality of the machined surface and material removal rate [68]. Hence, the present study deals with the evaluation of machinability and sustainability indicators. Surface roughness, chip–tool interface temperature, tool life, and chip forms are evaluated for machinability study, whereas machining efficiency, energy consumption, and carbon emissions are considered for sustainability study. The discussion on machining efficiency revealed that the highest efficiency is achieved under VMQL, followed by MQSL. It is understood that dry machining is involved with increased tool changing time and thus affects the machining efficiency. The comparison of energy consumption and carbon emission showcased the promising results with VMQL and MQSL. As discussed, VQML and MQSL have resulted in lower cutting temperature and friction at the machining zone and thus led to lower energy consumption. Further, machinability analysis revealed the improved tool life and surface finish with VMQL, and therefore, it can be considered as a viable alternative compared to dry and wet machining. The machining environments, namely dry, wet, VMQL, and MQSL, are compared based on the social, economic, and environmental factors and presented in Fig. 11. It is noticed that the cooling/lubrication strategy significantly affects the machinability and sustainability aspects.

Comparison of performance indicators with different machining environments
4 Conclusions
The present study investigated the performance of vegetable oil-based minimum quantity lubrication (VMQL) compared to MQSL, dry, and wet machining by evaluating various machinability aspects and sustainable indicators. From the findings, the following conclusions can be drawn.
-
1.
The surface roughness is reduced by 27% and 20% with VQSL and MQSL, respectively, at 100 m/min cutting speed compared to dry machining. A similar trend is observed with a reduction in surface roughness as 45% and 41% reduction with VMQL and MQSL, respectively, compared to dry machining at 170 m/min. It proves the enhanced cooling/lubrication ability of VMQL and MQSL in reducing tool wear and thus resulted in a better surface finish.
-
2.
VMQL reduced temperature by 31% and 18% compared to dry and wet machining, respectively, at lower cutting speed due to improved tribological conditions and better heat dissipation through the machining area.
-
3.
Lowest tool wear obtained in case of VMQL followed by MQSL, wet and dry turning. At cutting speed 100 m/min, almost 70% and 64% improvement in tool life is achieved with VMQL and MQSL compared to dry machining. The enhanced tool life under VMQL is due to enhanced lubrication action performed by castor oil and cooling action provided by compressed air.
-
4.
The reduction in the total energy consumption in MQSL and VMQL is 28% and 33%, respectively, compared to dry machining at 83.33 mm3/sec. A similar trend was observed 141.66 mm3/sec, in the form of the reduction in total energy consumption is 22% and 26% with MQSL and VMQL, respectively, compared to dry machining. It is due to decreased friction between tool and workpiece, reducing the energy required to overcome the friction.
-
5.
Carbon emission largely depends on total energy consumption. VMQL resulted in almost 36% and 35% less carbon emission at lower and higher MRR, respectively. A similar trend is observed with the application of MQSL with nearly 32% and 34% reduction in carbon emission lower and higher MRR, respectively, compared to dry machining.
In a nutshell, vegetable oil-based MQL considers both economic and ecological aspects. Both machining performance and sustainable indicators improved with the application of vegetable oil-based MQL and MQSL. However, the study has not included the analysis of air quality measurement and total machining costs. Therefore, these indicators and the effect of machining environment on human health, pollution, etc., can be explored as future work. In addition, the life cycle assessment can be considered in the future to investigate the environmental and economic aspects.
References
Haapala KR, Zhao F, Camelio J, Sutherland JW, Skerlos SJ, Dornfeld DA, Jawahir IS, Clarens AF, Rickli JL (2013) A review of engineering research in sustainable manufacturing. J Manuf Sci Eng. https://doi.org/10.1115/1.4024040
Sharma VS, Dogra M, Suri NM (2009) Cooling techniques for improved productivity in turning. Int J Mach Tools Manuf 49(6):435–453
Singh R, Dureja JS, Dogra M, Gupta MK, Mia M (2019) Influence of graphene-enriched nanofluids and textured tool on machining behavior of Ti-6Al-4V alloy. Int J Adv Manuf Technol 105(1):1685–1697
Khanna N, Agrawal C, Gupta MK, Song Q, Singla AK (2020) Sustainability and machinability improvement of Nimonic-90 using indigenously developed green hybrid machining technology. J Clean Prod 263:121402
Krolczyk GM, Maruda RW, Krolczyk JB, Wojciechowski S, Mia M, Nieslony P, Budzik G (2019) Ecological trends in machining as a key factor in sustainable production–a review. J Clean Prod 218:601–615
Weinert K, Inasaki I, Sutherland JW, Wakabayashi T (2004) Dry machining and minimum quantity lubrication. CIRP Ann 53(2):511–537
Lawal SA, Choudhury IA, Nukman Y (2013) A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J Clean Prod 41:210–221
Singh G, Aggarwal V, Singh S (2020) Critical review on ecological, economical and technological aspects of minimum quantity lubrication towards sustainable machining. J Clean Prod 271:122185
Sankaranarayanan R, Rajesh Jesudoss Hynes N, Senthil KJ, Krolczyk GM (2021) A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges. J Manuf Process 67:286–313
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47
Dhar NR, Kamruzzaman M, Ahmed M (2006) Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J Mater Process Technol 172(2):299–304
Sartori S, Ghiotti A, Bruschi S (2018) Solid lubricant-assisted minimum quantity lubrication and cooling strategies to improve Ti6Al4V machinability in finishing turning. Tribol Int 118:287–294
Davim JP, Sreejith PS, Silva J (2007) Turning of brasses using minimum quantity of lubricant (MQL) and flooded lubricant conditions. Mater Manuf Processes 22(1):45–50
Masoudi S, Vafadar A, Hadad M, Jafarian F (2018) Experimental investigation into the effects of nozzle position, workpiece hardness, and tool type in MQL turning of AISI 1045 steel. Mater Manuf Processes 33(9):1011–1019
Sivaiah P, Guru Prasad M, Muralidhar Singh M, Uma B (2020) Machinability evaluation during machining of AISI 52100 steel with textured tools under minimum quantity lubrication–a comparative study. Mater Manuf Process 35(15):1761–1768
Khanna N, Agrawal C, Pimenov DY, Singla AK, Machado AR, da Silva LRR, Gupta MK, Sarikaya M, Krolczyk GM (2021) Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J Manuf Process 68:398–422
Sen B, Mia M, Krolczyk GM, Mandal UK, Mondal SP (2021) Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: a review on the perception of sustainable manufacturing. Int J Precis Eng Manuf-Green Technol 8(1):249–280
Katna R, Singh K, Agrawal N, Jain S (2017) Green manufacturing—performance of a biodegradable cutting fluid. Mater Manuf Processes 32(13):1522–1527
Sajeeb A, Rajendrakumar PK (2019) Comparative evaluation of lubricant properties of biodegradable blend of coconut and mustard oil. J Clean Prod 240:118255
Khan MMA, Mithu MAH, Dhar NR (2009) Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J Mater Process Technol 209(15–16):5573–5583
Hadad M, Sadeghi B (2013) Minimum quantity lubrication-MQL turning of AISI 4140 steel alloy. J Clean Prod 54:332–343
Sakharkar SN, Pawade RS (2018) Effect of machining environment on turning performance of austempered ductile iron. CIRP J Manuf Sci Technol 22:49–65
Padmini R, Krishna PV, Rao GKM (2016) Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol Int 94:490–501
Pervaiz S, Anwar S, Qureshi I, Ahmed N (2019) Recent advances in the machining of titanium alloys using minimum quantity lubrication (MQL) based techniques. Int J Precis Eng Manuf-Green Technol 6(1):133–145
Itoigawa F, Childs THC, Nakamura T, Belluco W (2006) Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear 260(3):339–344
Osman KA, Ünver HÖ, Şeker U (2019) Application of minimum quantity lubrication techniques in machining process of titanium alloy for sustainability: a review. Int J Adv Manuf Technol 100(9):2311–2332
Li G, Yi S, Li N, Pan W, Wen C, Ding S (2019) Quantitative analysis of cooling and lubricating effects of graphene oxide nanofluids in machining titanium alloy Ti6Al4V. J Mater Process Technol 271:584–598
Yıldırım ÇV, Kıvak T, Sarıkaya M, Erzincanlı F (2017) Determination of MQL parameters contributing to sustainable machining in the milling of nickel-base superalloy waspaloy. Arab J Sci Eng 42(11):4667–4681
Klocke FAEG, Eisenblätter G (1997) Dry cutting. CIRP Ann 46(2):519–526
Gürbüz H, Gönülaçar YE, Baday Ş (2020) Effect of MQL flow rate on machinability of AISI 4140 steel. Mach Sci Technol 24(5):663–687
Zaman PB, Dhar NR (2020) Multi-objective optimization of double-jet MQL system parameters meant for enhancing the turning performance of Ti–6Al–4V alloy. Arab J Sci Eng 45(11):9505–9526
Maruda RW, Krolczyk GM, Wojciechowski S, Powalka B, Klos S, Szczotkarz N, Matuszak M, Khanna N (2020) Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol Int 148:106334
Gupta MK, Song Q, Liu Z, Singh R, Sarikaya M, Khanna N (2021) Tribological behavior of textured tools in sustainable turning of nickel based super alloy. Tribol Int 155:106775
Singh R, Gupta MK, Sarikaya M, Mia M, Garcia-Collado A (2021) Evaluation of machinability-based sustainability indicators in the eco-benign turning of Ti3Al25V alloy with textured tools. Int J Adv Manuf Technol 116(9):3051–3061
Moura RR, da Silva MB, Machado ÁR, Sales WF (2015) The effect of application of cutting fluid with solid lubricant in suspension during cutting of Ti-6Al-4V alloy. Wear 332:762–771
Amrita M, Srikant RR, Sitaramaraju AV (2014) Performance evaluation of nanographite-based cutting fluid in machining process. Mater Manuf Processes 29(5):600–605
Padmini R, Krishna PV, Mohana Rao GK (2015) Performance assessment of micro and nano solid lubricant suspensions in vegetable oils during machining. Proc Inst Mech Eng, Part B: J Eng Manuf 229(12):2196–2204
Paturi UMR, Maddu YR, Maruri RR, Narala SKR (2016) Measurement and analysis of surface roughness in WS2 solid lubricant assisted minimum quantity lubrication (MQL) turning of Inconel 718. Proc CIRP 40:138–143
Darshan C, Jain S, Dogra M, Gupta MK, Mia M, Haque R (2019) Influence of dry and solid lubricant-assisted MQL cooling conditions on the machinability of Inconel 718 alloy with textured tool. Int J Adv Manuf Technol 105(5):1835–1849
Makhesana MA, Patel KM (2021) Improvement in machining process performance using solid lubricant assisted minimum quantity lubrication. Adv Mater Process Technol. https://doi.org/10.1080/2374068X.2021.1882123
Ramanan KV, Ramesh Babu S, Jebaraj M, Nimel Sworna Ross K (2021) Face turning of Incoloy 800 under MQL and nano-MQL environments. Mater Manuf Processes 36(15):1769–1780
Das A, Patel SK, Arakha M, Dey A, Biswal BB (2021) Processing of hardened steel by MQL technique using nano cutting fluids. Mater Manuf Processes 36(3):316–328
Divya Ch, Suvarna Raju L, Singaravel B (2021) Experimental investigation on solid lubricant supply methodology in turning process. Mater Manuf Processes. https://doi.org/10.1080/10426914.2021.1945097
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Kushvaha V, Singla AK, Li Z (2020) Ecological, economical and technological perspectives based sustainability assessment in hybrid-cooling assisted machining of Ti-6Al-4 V alloy. Sustain Mater Technol 26:e00218
Singh R, Dureja JS, Dogra M, Gupta MK, Jamil M, Mia M (2020) Evaluating the sustainability pillars of energy and environment considering carbon emissions under machining of Ti-3Al-2.5 V. Sustain Energy Technol Assess 42:100806
Zhao GY, Liu ZY, He Y, Cao HJ, Guo YB (2017) Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 133:142–157
Sharma VS, Singh G, Sørby K (2015) A review on minimum quantity lubrication for machining processes. Mater Manuf Processes 30(8):935–953
Abd Rahim E, Dorairaju H (2018) Evaluation of mist flow characteristic and performance in minimum quantity lubrication (MQL) machining. Measurement 123:213–225
ISO 4287 (1997) Geometrical product specifications (GPS) – surface roughness: profile method– terms, definitions and parameters of roughness, 1st ed., Geneva, Switzerland.
ISO 3685 (1993) Tool life testing with single-point turning tools ISO Standard, 2nd ed.,Geneva, Switzerland.
Khanna N, Shah P, Chetan, (2020) Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15–5-PH SS alloy. Tribol Int 146:106196
Agrawal C, Khanna N, Gupta MK, Kaynak Y (2020) Sustainability assessment of in-house developed environment-friendly hybrid techniques for turning Ti-6Al-4V. Sustain Mater Technol 26:e00220
Nimel Sworna Ross K, Mia M, Anwar S, Manimaran G, Saleh M, Ahmad S (2021) A hybrid approach of cooling lubrication for sustainable and optimized machining of Ni-based industrial alloy. J Clean Prod 321:128987
Sen B, Mia M, Mandal UK, Mondal SP (2020) Synergistic effect of silica and pure palm oil on the machining performances of Inconel 690: a study for promoting minimum quantity nano doped-green lubricants. J Clean Prod 258:120755
Bagherzadeh A, Budak E (2018) Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol Int 119:510–520
Gupta MK, Mia M, Jamil M, Singh R, Singla AK, Song Q, Liu Z, Khan AM, Rahman MA, Sarikaya M (2020) Machinability investigations of hardened steel with biodegradable oil-based MQL spray system. Int J Adv Manuf Technol 108:735–748
Sarıkaya M, Güllü A (2015) Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J Clean Prod 91:347–357
Vamsi Krishna P, Srikant RR, Rao DN (2010) Experimental investigation to study the performance of solid lubricants in turning of AISI1040 steel. Proc Inst Mech Eng, Part J: J Eng Tribol 224(12):1273–1281
Marques A, Suarez MP, Sales WF, Machado ÁR (2019) Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J Mater Process Technol 266:530–543
Marques A, Narala SKR, Machado AR, Gunda RK, Josyula SK, Da Silva RB, Da Silva MB (2017) Performance assessment of MQSL: minimum quantity solid lubricant during turning of Inconel 718. Proc Inst Mech Eng, Part B: J Eng Manuf 231(7):1144–1159
Mia M, Singh G, Gupta MK, Sharma VS (2018) Influence of Ranque-Hilsch vortex tube and nitrogen gas assisted MQL in precision turning of Al 6061–T6. Precis Eng 53:289–299
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Singla AK, Khan AM, Khanna N, Pimenov DY (2021) Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. J Clean Prod 287:125074
Shah P, Khanna N (2020) Comprehensive machining analysis to establish cryogenic LN2 and LCO2 as sustainable cooling and lubrication techniques. Tribol Int 148:106314
Yılmaz B, Karabulut Ş, Güllü A (2020) A review of the chip breaking methods for continuous chips in turning. J Manuf Process 49:50–69
Gupta MK, Song Q, Liu Z, Pruncu CI, Mia M, Singh G, Lozano JA, Carou D, Khan AM, Jamil M, Pimenov DY (2020) Machining characteristics based life cycle assessment in eco-benign turning of pure titanium alloy. J Clean Prod 251:119598
Makhesana MA, Patel KM (2021) Optimization of parameters and sustainability assessment under minimum quantity solid lubrication-assisted machining of Inconel 718. Process Integr Optim Sustaim 5:625–644
Mohsin M, Rasheed AK, Sun H, Zhang J, Iram R, Iqbal N, Abbas Q (2019) Developing low carbon economies: an aggregated composite index based on carbon emissions. Sustain Energy Technol Assess 35:365–374
Pimenov DY, Mia M, Gupta MK, Machado AR, Tomaz ÍV, Sarikaya M, Wojciechowski S, Mikolajczyk T, Kapłonek W (2021) Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: a review and future prospect. J Mater Res Technol 11:719–753
Acknowledgements
The authors would like to acknowledge the infrastructure facility and financial support provided by Nirma University, Ahmedabad, India, to carry out the research work.
Funding
The work was supported by Nirma University by providing the required resources and experimental facilities.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare that are relevant to the content of this article.
Additional information
Technical Editor: Lincoln Cardoso Brandao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Makhesana, M.A., Baravaliya, J.A., Parmar, R.J. et al. Machinability improvement and sustainability assessment during machining of AISI 4140 using vegetable oil-based MQL. J Braz. Soc. Mech. Sci. Eng. 43, 535 (2021). https://doi.org/10.1007/s40430-021-03256-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03256-2