
Abstract
It is very considerable to predict the processing parameters from the numerical simulation of laser micro-polishing on the metallic surface. In this paper, we have in detail investigated the numerical simulation method of the polishing process during laser micro-polishing of the metallic surface with UV nanosecond pulse laser. We have also numerically simulated and analyzed the laser micro-polishing processing on three different metals (stainless steel 316L, pure nickel, and pure titanium) to predict the processing parameters, such as the behavior of the surface material melting front and the range of suitable energy density for the micro polishing. In addition, the laser micro-polishing experiments on those metallic surfaces were conducted using UV nanosecond pulse laser, to prove experimentally the results of numerical simulation. From the comparison between the numerical simulation and experimental results, the minimum melting energy density for a single laser pulse 40 ns in duration, for stainless steel 316L, Ti and Ni, are 0.45 J/cm2, 0.37 J/cm2, and 0.84 J/cm2, respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the industrial production of tools and mold, machinery, metal 3D industry, and medical technology, the polishing of metallic surface is an essential final manufacturing step: smooth surfaces reduce friction and inhibit fouling.
The laser polishing of metallic surface, which is one of the surface processing technologies, has been widely used for the precision polishing of the material surface in the MEMS manufacture, mold manufacture, metal 3D industry, and other fields.
In general, laser polishing could be divided into laser thermal polishing and laser cold polishing according to the interaction mechanism between laser and surface materials. Laser thermal polishing includes polishing using melting or evaporation of surface materials and micro-polishing using only melting (without evaporation) of surface materials [1, 2]. Laser micro-polishing is a complex thermodynamic process involving the thermal interaction between laser and surface materials, material properties and surface geometry, etc. It is known that it is almost impossible to establish an ideal model which takes all the conditions in micro-polishing process into consideration [3, 4].
In some literature [5, 6], a simplified model for laser polishing was established by the heat transfer analysis and the consideration of evaporation of surface asperities. The models focused on predicting the optimal process parameters for laser polishing on the metallic surface composed of micro- asperities. From the analysis of the model, the several technical process parameters, the laser energy density, and the range of the light pulse width suitable for laser polishing on Fe, Al, and Ti materials, were theoretically predicted. However, the laser polishing process could be not simulated exactly because the coefficient of heat conduction was assumed to a constant.
Generally, the one-dimensional finite element method (FEM) has been used for analysis of the interaction mechanism between the laser beam and metallic material during laser polishing process [7]. From the simulation on theoretical model of laser polishing process, the melt depth, the pulse width, the incident laser energy, and the relationship between them could be theoretically predicted [8].
Actually, during laser micro-polishing on the surface of metallic material, it is very difficult to analyze the corresponding dynamic simulation because of the change in physical properties, such as the thermal conductivity, the specific heat and viscosity, and so on.
On the other hand, the laser energy density on the metallic surface directly affects the efficiency and effectiveness of the laser micro-polishing. In general, assuming the laser spot size on the workpiece surface is constant, the laser energy density can be characterized by the irradiated laser light energy. Then during laser micro polishing processing, the appropriate selection of the laser energy has become the most important factor affecting the quality of polishing.
In this paper, the detailed numerical simulation method for the micro-polishing process analysis was presented during micro-polishing on the metallic surface using nanosecond pulse laser. And it numerically simulates and analyzes laser micro-polishing processing on three different metals (stainless steel 316L, pure nickel, and pure titanium), the processing parameters such as the behavior of the surface material melting front and the range of energy density suitable for the micro-polishing were predicted. In addition, using UV nanosecond pulse laser, the melting experiments for three different metals were conducted and the results of numerical simulation were experimentally proved.
2 Dynamic Simulation of laser micro-polishing on metallic surface
As for the laser micro-polishing on the metallic material, first, it is made the analysis model on the given metallic material and the processing parameters for the polishing are predicted theoretically and numerically. Then according to the theoretical model and the analysis method, the predicted values of the processing parameters may be differed.
2.1 Dynamic model
In dynamic simulation of laser micro-polishing on metallic surface, the thermo-dynamic process of laser micro-polishing can be described as the thermal conduction equation with the dynamic change of physical properties such as thermal conductivity, specific heat, viscosity of material, and the process parameters for optimum micro-polishing effect could be predicted by the simulating results through the corresponding numerical algorithm.
For dynamic model of the laser micro-polishing process on metallic surface, the simplifications and assumptions could be written as follows:
-
(1)
The laser spot size on the metallic surface is much larger than the depth of fusion zone. Generally, during laser micro-polishing, the diameter of laser spot is about hundreds of micrometers, but the melting depth is about a few micrometers, even hundreds of nanometers. Therefore, the linear (one dimension) model could be used.
-
(2)
The width of laser pulse is much shorter than the interval of them. Actually, during laser micro-polishing, the width of laser pulse is about tens of nanoseconds, on the contrary, the frequency would be about tens of Hz, so the interval of the neighboring pulses would be about tens of thousands of times longer than the hold time of the pulse. Thus, the thermal influence between neighboring pulses could be ignored, and the micro-polishing model could be presented about single pulse.
-
(3)
The thermal flow and radiation from the metallic surface could be ignored.
-
(4)
If the difference of reflectivity in solid and liquid state of metallic material is small relatively, the difference of the laser light energy being absorbed over and under melting temperature could be ignored.
Generally, the fundamental equation of one-dimensional moment thermal conduction can be given by [7]:
where \(k\) is heat conduction coefficient, \(c\) is specific heat of the material, T is the material’s temperature, t is elapsed time and x is the displacement toward the depth direction.
Considering the latent heat generated when the phase transformation of material is occurred, the boundary condition on the interface between solid and liquid is written as follows:
where \(\Lambda\) is the interface between solid and liquid and is moved during laser micro-polishing, \(\rho\) is the density of material and L is the latent heat. \(k_{solid}\) and \(k_{liquid}\) are the heat conduction coefficient in the solid and liquid state, respectively. S is the position of the interface between solid and liquid (melting depth) and its temperature equals to the material’s melting temperature (\(T_{m}\)).
The energy density of the laser beam being irradiated on the metallic surface is equal to the density of thermal conduction on the workpiece surface (Neumann boundary condition).
where \(q^{\prime\prime}(t)\) is the thermal energy density which is absorbed on the workpiece surface.
From Dirichlet boundary condition, if the thickness of the workpiece, d is large enough, the bottom temperature of the workpiece would be not changed during the micro-polishing. Using the thermal source method [8], the process of the phase transformation could be considered with the temperature dependence of the specific heat and the coefficient of heat conductivity.
During laser micro-polishing, especially in case of metallic surface, surface shallow melting (SSM) mechanism has particular deployment [9]. When the melting process is simulated by using linear finite element method (FEM), the temperature distribution \(T(x,\,\,t)\) can be obtained by using linear basis functions.
2.2 Numerical simulation method
In order to calculate numerically the dynamic model of laser micro-polishing process, linear finite element method was used. The thermal conduction Eq. (1) is partially differentiated once for time, twice for space and if the thermal flow density is introduced, this equation can be transformed to one-dimension partial differential equation for the space, as follows:
where \(J(x,t)\) is the thermal flow density.
Here, the boundary conditions are written as follows;
In Eq. (6), the index M means the interface between solid and liquid in M th node.
The initial conditions are \(J(x,0) = 0\) and \(T(x,0) = T_{a}\)(ambient temperature: 300 K).
For numerical simulation analysis, the above equations are discretized by time and displacement.
where \(\Delta t\) is the time interval, the simulation area [0, d] (d; thickness of workpiece) is equally divided with N, as follows;
From the initial and boundary conditions, the thermal conduction equation is discretized as follows:
where the thermal flow density and the temperature are defined as:
When Eq. (5) is calculated for numerical simulation, the initial conditions are discretized as follows:
And the boundary conditions are discretized as follows;
During calculation for the numerical simulation, the conditional equation of the node of interface (\(\Lambda\)) between solid and liquid is written as follows;
The calculating algorithm for the numerical simulation is shown in Fig. 1.

Calculating algorithm for the numerical simulation
The node corresponding to the melting front is moved to the next node after the material between them is completely melt and solidified again. That is, the latent heat is generated when the material is melt or solidified, and the melting front is not moved from the previous node to the next one before the material completely absorbs the latent heat.
\(\Delta S\) is the melting depth which is related to the latent heat being absorbed by the material during \(\Delta t\). When \(\Delta S > 0\), the material would be melted, and when \(\Delta S > \Delta x\), the melting node is stepped over the next one (toward the depth direction). In contrast, when \(\Delta S < 0\), the material would be solidified, and when \(\Delta S < - \Delta x\), the melting node is stepped over the next one (toward the surface direction). When \(- \Delta x < \Delta S < \Delta x\), the melting node is not moved, that is, the melting front would be not moved.
3 Numerical simulation and analysis
Based on the dynamic model of laser micro-polishing process, the numerical simulation and analysis of three different metallic surfaces (stainless steel 316L, pure titanium, and pure nickel) were performed.
For the numerical simulation of the melting process during micro-polishing on the metallic surface, pulse width of laser (τ), thickness of workpiece (d), number of nodes (N), and time interval (Δt) are used as simulation parameters, along with physical constants such as density (ρ), specific heat (c), heat conduction coefficient (k), latent heat (L), evaporating temperature, melting temperature, dynamic viscosity (μ), surface tension (γ), etc.
Tables 1, 2, and 3 show the physical parameters for stainless steel 316L, Ni, and Ti, respectively [10,11,12,13].,
From the numerical simulation, it is possible for the different pulse widths to determine the range of laser energy density, which merely melt the surface without evaporation.
According to the change of laser pulse width, for these three metallic materials, the upper and lower limits of the laser energy density merely melting the surfaces are shown in Fig. 2. In Fig. 2, the lower dash lines are the boundaries between heating and melting of surface. The surfaces are only heated when laser energy density is smaller than this boundary-value, and the surface can be melted only when the energy density is larger than this boundary-value. Similarly, the upper dash lines in Fig. 2 are the boundaries between melting and evaporation, and the surface begins to be evaporated when the laser energy density is larger than this boundary-value.

According to the change of laser pulse width, for these three metallic materials, the upper and lower limits of the laser energy density merely melting the surfaces
As shown in Fig. 2, the larger the pulse width, the larger the range of laser energy density corresponding with the melt of surface, so that the amount of diffusion heat from fusion zone into bulk would be increased. If the pulse width is too large, the laser energy would be diffused into the bulk deeply by tens of micrometers, and in this case, larger energy is needed for melting the surface. On the contrary, if the pulse width is small enough, the diffusion time of laser energy is very short, and therefore the major amount of the laser energy absorbed in the surface could be effectively consumed for heating and melting the surface.
From Fig. 2b, it can be seen that the range of melting energy density for Ni is about twice as large as those for the other two metals.
Table 4 shows the range of laser energy density for surface melting corresponding with the laser pulse width for three metallic materials. Based on Table 4, it could be possible to predict the range of laser energy density required for the real-time control of laser micro-polishing process.
In the experiments of this paper, the nanosecond pulse laser, which its energy distribution is Gaussian profile and the pulse width is 40 ns, is used. Therefore, irradiating a single laser pulse (40 ns pulse width) on surfaces of the three different metallic materials, the change of melting front position (solid–liquid interface) is considered.
For example, Fig. 3 shows the thermal distribution towards bulk direction at 120.7 ns of elapsed times for Ti surface, then the laser energy density is 0.9 J/cm2, the pulse width is 40 ns, and a laser pulse is irradiated and its energy distribution is Gaussian (TEM00). As shown in Fig. 3, the surface temperature, at t = 120.7 ns, is 2243.69 K, the liquid – solid interface position is about 1 μm from the surface.

Thermal distribution towards bulk direction at 120.7 ns of elapsed times for Ti surface
Figure 4 shows the change of temperature at the different depth (0.0 μm, 1 μm, 3 μm) in bulk of Ti metal when the energy distribution of the pulsed laser is Gaussian profile with time elapsed on the surface. Where pulse width is 40 ns, and the laser energy density value was selected to be the upper limit of the melting energy density corresponding with 40 ns of pulse width in Table 4 (i.e. Ti: 0.95 J/cm2). Figure 5 shows the change of melting front position (solid–liquid interface) with time elapsed in case that the surface of Ti metal is irradiated with the upper limits of energy density corresponding with laser pulse 40 ns in duration.

Change of temperature at the different depth (0.0 μm, 1 μm, 3 μm) in bulk of Ti metal when the energy distribution of the pulsed laser is Gaussian profile with time elapsed on the surface

Change of melting front position (solid–liquid interface) with time elapsed in case that the surface of Ti metal is irradiated with the upper limits of energy density corresponding with laser pulse 40 ns in duration
As shown in Fig. 5, the melting front moves into bulk by melting and then moves back to the surface by solidification. During the simulation, the position of the melting front is represented by a series of discrete points. The melting front moves from one node to another, and the gap between the nodes is narrow because the external heating heat is absorbed the latent heat (heat of absorption) generated by melting until the peak of the curve in Fig. 5. On the other hand, the gap is broadened because of the latent heat (exothermic) occurring during solidification of the melt (behind the peak in Fig. 5). From Fig. 5, it can be seen that the maximum melting depth is about 1 μm.
When the surfaces of three different metallic materials are micro-polished with the upper limit of melting energy density (i.e. stainless steel 316L: 0.75 J/cm2, Ti: 0.95 J/cm2, Ni: 1.85 J/cm2), the critical melting depth xm and melting time tm can be determined by Full Width at Half Maximum (FWHM) method for different pulse widths, were shown in Table 5. As shown in Table 5, the larger the pulse width, the deeper the melting depth, and the longer the melting duration for the three metallic materials. And the melting depth and the melting duration are different to the metallic material, especially, for Ti and Ni are about twice as large as for stainless steel 316L.
The data of Table 5 would be used to the selection of laser spot size and scanning speed for the laser micro-polishing on the metallic materials. And it seems that the initial surface roughness before polishing has significant effects on laser micro-polishing of metals. For example, as shown in Table 5, when the laser energy and laser pulse width (40 ns) are rated, the corresponding melting depth without evaporation of Ti surface is 0.51 μm. Therefore, when the initial surface roughness is larger than the melting depth (0.51 μm), the effect of laser micro-polishing would be worse.
4 Experimental results
The used UV nanosecond pulse laser is the high-power Q Switched Ultraviolet Laser (AVIA355-3000) which has a wavelength of 355 nm, an average power of 3.0 W, a pulse width of 40 ns, a beam diameter of 3.0 mm, and a TEM00.
The used workpieces are stainless steel 316L, pure titanium (Ti), and pure nickel (Ni), which has thickness of 1 mm and size of 1 cm × 1 cm. These were polished by sandpaper in water, polished by flatting varnish, and dried after washing with ethanol. The initial surface roughness (Ra), for pure Ti, pure Ni, and stainless steel 316L is 149.5 nm, 123.3 nm, and 158.4 nm, respectively.
The laser micro-polishing system used in the experiments had been introduced in Ref. [14, 15].
The surfaces were measured with 3D digital microscopy (KH-7700, 7000 times), SEM (XL-30, FETI corp.), and white light interference microscopy (WYKO NT9300: Veeco).
In order to compare the experimental results with the numerical simulations, the experiments on three metallic surfaces were conducted, the energy of one laser pulse required for the metal surfaces to be melted and its maximum melting depth were measured.
In these experiments, a single laser pulse is irradiated on a single spot one by one while moving the workpiece toward the X-axis direction by the stepper motor. Then, the laser spot diameter on the workpiece surface was kept constant to be 85 μm. And the surface was irradiated by laser pulses with different energy each other.
Figure 6 shows SEM image of Ni surface being irradiated by single pulses with different energy values. In Fig. 6, “A” is for 0.9 J/cm2 of energy density, “B” for 1.0 J/cm2, and “C” for 1.85 J/cm2. As shown in Fig. 6, when the energy density of a single laser pulse is 1.85 J/cm2, evaporation of the surface material occurred.

SEM image of Ni surface irradiated by single laser pulses with different energy values
When stainless steel 316L surface is irradiated by pulse laser with different energy, the change of melting depth was shown in Fig. 7. The melting depth was measured with 3D digital microscopy. Here, the irradiated laser energy densities are 0.85 J/cm2 (“E”), 0.8 J/cm2 (“D”), 0.7 J/cm2 (“C”), 0.6 J/cm2 (“B”) and 0.5 J/cm2 (“A”), respectively. The lower part in Fig. 7 shows the z-direction profiles of the melting zones. The interval between two horizontal lines is 1.644 μm, the spacing between two vertical parallel lines is 9.476 μm, and the vertical axis height is 2.152 μm.

Fusion zone of stainless steel 316L irradiated by pulse laser with different energy densities
As shown in Fig. 7, the surface is melted uniformly when irradiated energy density is 0.6 J/cm2 or 0.5 J/cm2. Furthermore, it seems that the surface material is begun to evaporate when the irradiated energy density, 0.7 J/cm2, and for the larger than 0.8 J/cm2, the evaporation of the surface material becomes intensely so that the geometrical shape of the surface is changed into arbitrary in the fusion zone. Then the light energy density (0.8 J/Cm2) is the upper limit of the melting.
And a single pulse laser with different energy densities was irradiated on Ti surface, and the depth of fusion zone was measured with white light interferometer (Fig. 8). Then the irradiated laser energy densities are 0.81 J/cm2 (“A”), 0.90 J/cm2 (“B”), and 1.21 J/cm2(“C”), respectively. As shown in Fig. 8, the average melting depth in the second fusion zone (0.90 J/cm2) is 0.56 μm (simulated value: 0.51 μm), and the change of profile in the edge and bottom of the fusion zone is sharp, this means that the evaporation was occurred in the fusion zone.

White light interferometer measurement result of Ti surface irradiated by pulse laser with different energy density values
The range of laser light energy density (energy window) that can melt Ni and Ti surfaces is 1 and 2, respectively. Hence, the experimental results are in close agreement with the energy windows corresponding to the 40 ns pulse width in Table 4.
In the simulation, the melting front moves into the bulk of the material and returns to the original position again. The reason is that the model used in the numerical simulations is only spatially one-dimensional, and in reality, a two-dimensional model for the micro-polishing process is needed, which requires further investigation. However, we have focused on how deep the melting front moves. Because, in the actual micro-polishing process, once molten material is transferred to other locations (valleys) due to micro asperities of the surface, mass transfer of the melt.
On the other hand, the threshold value of laser energy density could be experimentally determined when a single pulse laser is irradiated on a single spot for the given material [15]. That is, when a single laser pulse is irradiated on the workpiece and the size of laser spot on the workpiece surface is constant, the square of fusion zone diameter is proportional to the log value of laser energy. On the base of this relationship, it is possible to obtain experimentally the laser energy threshold for surface melting. In Ref. [16], such single pulse laser energy density was experimentally obtained for pure titanium and pure nickel, 0.36 J/cm2 and 0.74 J/cm2, respectively. As known from comparison between the numerical simulation and experimental results, the minimum melting energy density for single laser pulses 40 ns in duration, for stainless steel 316L, Ti and Ni, are 0.45 J/cm2, 0.37 J/cm2, and 0.84 J/cm2, respectively.
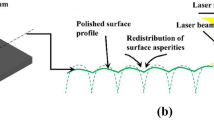
Figure 9 shows the SEM image after laser polishing on Ti surface with reference to the energy density obtained above. Of course, the size and scan rate of the light spot have a great influence on the setting of the optimum energy density for laser micro-polishing, and in the experiment, these process parameters were set in reference to the previously published papers [15, 16]. From the measurements by white light interference microscopy, the surface roughness decreased from 149.5 nm to 82.5 nm, thus, the reduction ratio was 55%. Although the surface roughness improvement of up to 55% was obtained, the small grooves and traces were not completely removed as shown Fig. 9. In the laser micro-polishing, the processing parameters which the surface micro asperities could be melted without evaporation are rated, so the large traces such as the cutting grooves may not be removed.

The SEM image before a and after b the laser micro-polishing on Ti surface
5 Conclusions
In this paper, the detailed numerical simulation method for the polishing process analysis was presented during micro-polishing on the metallic surface using the nanosecond pulse laser. The dynamic model of laser micro-polishing process was simulated by the linear finite element method and the simulating process was detailed. From numerical simulation, for the different pulse widths, the range of laser energy density which merely melts the surface without evaporation was determined. And it has been numerically simulated and analyzed for laser micro-polishing processing on three different metallic surfaces (stainless steel 316L, pure nickel, and pure titanium), the processing parameters, such as the behavior of the surface material melting front and the range of energy density suitable for the polishing were predicted.
In order to compare the experimental results with the numerical simulations, using UV nanosecond pulse laser, the melting experiments on three metallic surfaces were conducted, the energy of one laser pulse required for the metallic surfaces to be melted and its maximum melting depth were measured. The minimum melting energy density for a single laser pulse 40 ns in duration, for stainless steel 316L, Ti and Ni, are 0.45 J/cm2, 0.37 J/cm2, and 0.84 J/cm2, respectively.
The results could be used as the main processing parameters in laser micro-polishing on metallic surfaces such as stainless steel 316L, pure nickel, and pure titanium et al. by UV nanosecond pulse laser, and applied to the manufacture of laser micro-polishing system.
Availability of data and materials
All data and materials are available.
References
Ramos-Grez JA, Bourell DL (2004) Reducing surface roughness of metallic freeform-fabricated parts using non-tactile finishing methods. Int J Mater Prod Technol 21(4):297–316
Frank EP, Neil AD, Xiaochun L, Madhu V, Chao M (2013) Improving surface finish in pulsed laser micro-polishing using thermocapillary flow. CRIP Annals Manuf Technol 62:203–206
Lamikiz A, Sanchez JA, Lopez de Lacalle LN, Arana JL (2007) Laser polishing of parts built up by selective laser sintering. Int J Mach Tools Manuf 47(12–13):2040–2050
Ramos AM, Relvas C, Simoes JA (2003) The influence of finishing milling strategies on texture, roughness and dimensional deviations on the machining of complex surfaces. J Materials Processing Technology 136:209–216
Shao TM, Hua M, Tam HY, Cheung HM (2005) An approach to modeling of laser polishing of metals. Surf Coat Technol 197(1):77–84
Ukar E, Lamikiz A, Tabernero I, Liebana F (2009) An Approach to thermal modeling of laser polishing process. AIP Conf Proc 474:1181
Perry TL, Werschmoeller D, Li XC, Pfefferkorn FE, Duffie NA (2009) Pulsed laser polishing of micro-milled Ti6Al4V samples. J Manuf Process 11(2):74–81
Perry TL, Werschmoeller D, Duffie NA, Li XC, Pfefferkorn FE (2009) Examination of selective pulsed laser micro-polishing on micro fabricated nickel samples using spatial frequency analysis. J Manuf Sci Eng 131(4):0210021–0210028
Lamikiz A, Sanchez JA, Lopez LN (2006) Surface roughness improvement using laser-polishing techniques. Mater Sci Forum 526:217–222
Titanium, Wikipedia, http://en.wikipedia.org/wiki/titanium (on 22 January 2011)
Nickel, Wikipedia, http://en.wikipedia.org/wiki/nickel (22 December 2010)
Umbrello D, MflSaoub R, Outeiro JC (2007) The influence of Johnson-Cook material constants on finite element simulation of machining of AISI316L steel. Int J Machine Tools & Manufacture 47:462–470
Iron, Efunda, http://www.efunda.com/materials/elements/tc_table.cfm (2011)
Zhang FL, Fu X, Lin Q (2010) Laser spot size of real-time detection and control system for laser polishing. Proc SPIE 7997:79972c. https://doi.org/10.1117/12.882818
Pong Ryol J, Tae Sok J, Nam Chol K, Xing F, Kum Hok J (2016) Laser micro-polishing for metallic surface using UV nanosecond pulse laser and CW laser. Int J Adv Manuf Technol 85:2367–2375
Pong Ryol J, Chun Gun K, Gwang Pok H, Myong Chol K et al (2019) Influence of laser spot scanning speed on micro-polishing of metallic surface using UV nanosecond pulse laser. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03559-8
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
Dr. Pong-Ryol Jang and Mr. Chun-Gun Kim proposed the numerical simulation method for the polishing process analysis. Mr. Jae-Hyon Kim and Mr. Yong-Song Jang conducted melting experiment for three different metals. Mr. Chon-Il Jo analyzed the experimental result.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests.
Consent to participate
All authors consent to participate.
Consent to publication
All authors consent to publish.
Additional information
Technical Editor: Izabel fernanda Machado.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jang, PR., Kim, CG., Kim, JH. et al. Dynamic Simulation analysis for laser micro-polishing process of metallic surface using UV nanosecond pulse laser. J Braz. Soc. Mech. Sci. Eng. 43, 526 (2021). https://doi.org/10.1007/s40430-021-03232-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03232-w