
Abstract
In mechanized or automatic GMAW welding, when necessary, weaving is usually performed by mechanical devices. On the other hand, magnetic fields are commonly used for the same purpose in mechanized GTA welding. Experiments were carried out using GMAW with short-circuit, and pulsed metal transfer in which controlled magnetic oscillation was applied. A clear influence of the imposed magnetic field on process stability was observed, and its effect was associated to the shielding gas mixture composition. Therefore, the present work evaluates the effect of magnetic arc oscillation in the pulsed GMAW using two argon-based shielding mixtures, one containing 18%CO2 (a commonly used composition for short-circuit metal transfer operation) and the other with 4%CO2. Welding trial with different pulse conditions and magnetic field strength for arc deflection were performed. The results indicated a degradation of process stability by the magnetic field with arc extinctions occurring during the base period of the pulsed current and preferably when the arc deflection was close to its maximum. High-speed videos showed that the arc deflection was more intense during the base period leading to excessive arc elongation, high welding voltage values and, eventually, to extinction of the arc. Results also indicated that higher CO2 content in the shielding gas favors process instability in the presence of the magnetic field. This was associated with a higher sensitivity of the welding voltage to arc length variations caused by the arc deflection due to the applied magnetic field.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In welding production, the term weaving refers to moving the electrode/torch according to different patterns during the weld bead deposition. Compared to procedures that do not apply this technique, weaving allows less concentrated heat, distribution from the electric arc and, as such, a better fusion in the bead region, improved distribution of molten metal and filling of the joint in addition to better control of the weld pool in out-of-position welding [1,2,3]. In contrast, because it generally increases the heat input, weaving should be avoided or strictly controlled when welding, for example, some alloy steels [4,5,6].
In manual or semi-automatic welding, the welder can use different weaving patterns for specific situations. In this case, the welder himself applies the desired weave pattern and he must be properly trained for such operation and often his skill and expertise define the pattern to be employed.
In mechanized or automatic applications, the practice of weaving during welding tends to be less flexible, being generally performed by mechanical or magnetic devices. Mechanical devices incorporated to the welding head, or apparatuses built with this feature, usually allow the torch to be moved transversely and, in some cases, longitudinally to the welding direction [7,8,9,10,11]. Such devices may or not be controlled by digital systems that control welding parameters and/or weaving characteristics, such as, frequency and amplitude.
Magnetic weaving is achieved by controlling the deflection of the arc by a variable magnetic field usually without the assistance of movements of the welding head. The interaction of the arc with a magnetic field is similar to that observed in a metallic wire conducting electric current, i.e., in the presence of a magnetic field, the arc is deflected in the perpendicular direction to the plane formed by the arc electric current and imposed magnetic induction. Thus, to promote the lateral deflection of the arc, a magnetic field must be applied to the welding direction and for longitudinal deflections (both forward and backward), a transversal magnetic field to the welding direction must be present [12, 13]. Considering only the effect of the magnetic field, the interaction between the magnetic field and the electrical conductor is expected to be proportional to the welding current.
In order to improve welding processes and offer enhanced resources for mechanization and automation of welding applications, a system which is capable of generating complex weaving patterns by magnetic means was developed in the Robotics, Welding and Simulation Laboratory (LRSS) of the Federal University of Minas Gerais. This system uses two electromagnetic heads placed transversely and longitudinally to the welding direction. They can be fed with electrical voltage and with different wave patterns. These patterns are generated and synchronized by a power supply and control system to create variable magnetic field in the welding region according to figures of Lissajous. Details of the operation and characteristics of this device capable of creating different patterns of arc oscillation are presented in another work [14].
Experimental tests with this device with autogenous GTAW welding demonstrated its potential to create complex weaving patterns. However, with GMAW welding with short-circuit transfer, indications of arc deflection based on changes of weld bead shape were much less clear. This was attributed to the short arc typical of short-circuit metal transfer that reduced the effective arc deflection.
Pulsed current GMAW welding can be an effective alternative to short-circuit transfer operation. Pulsed GMAW process allows obtaining a spray-like metal transfer using average currents lower than the globular-spray transition current [15, 16]. It is characterized by the imposition of a waveform to the welding current and by periodic incursions above the transition current in order to provide the detachment of the liquid metal from the electrode tip by electromagnetic forces [15, 16]. Thus, when properly regulated, welding operation tends to be very stable, typical of spray operation. Furthermore, metal transfer occurs independently of gravity, which allows out-of-position welding. Considering that Pulsed GMAW usually uses arc much longer than those found in short-circuit GMAW, the former can be an interesting candidate to be used with magnetic arc oscillation. However, when working with magnetic arc oscillation, severe deterioration of process stability was observed when working with pulsed GMAW [14].
Therefore, the present work aims to evaluate the mechanism and causes of this degradation in process stability. Considering that a high CO2 content in the shielding gas mixture also lowers process stability in pulsed GMAW [17,18,19]. Two shielding mixtures, Ar–4%CO2, usually used for pulsed GMAW welding of low carbon steel [15, 16] and Ar–18%CO2, more commonly used for short-circuit transfer GMAW.
2 Methodology
The experimental work of the present paper comprised the following steps:
-
Calibration of the arc oscillation system,
-
Thermographic filming to evaluate the effect of magnetic arc oscillation in short-circuit transfer GMAW welding tests,
-
Exploratory tests without application of the magnetic field to determine pulse current conditions for each shielding gas mixture,
-
Pulsed current welding trials with magnetic arc oscillation using the two shielding mixtures and arc oscillation with different magnetic field strengths.
-
High-speed filming of the arc region of one of the welding conditions to evaluate the effect of the magnetic field,
Figure 1 shows the arc oscillation apparatus installed on the welding torch. Each electromagnet is excited by a pair of coils connected in parallel, which can be energized together or separately, allowing a wide variation of the magnetic field.

Electromagnetic inductors (electromagnets) installed on the welding torch: a device responsible for oscillation on the "X" axis and b responsible for oscillation on the "Y" axis. The vertical red line indicates the position of the electrode wire
To calibrate the arc oscillation system, a magnetic flux density meter (Teslameter) which has three measurement ranges (0–20 mT; 0–200 mT and 0–2000 mT) was used. The Teslameter probe was positioned 15 mm from the steel core tip of each of the electromagnets. This corresponds to the distance that the wire and arc are from the electromagnets when the oscillation system is placed on the welding torch, see Fig. 1. In each set of measurements, the electrical voltage which fed the coils was varied between 2 and 24 V using 1 V intervals. These measurements were performed with the two coils connected to their power supply and also with just one coil of each electromagnet.
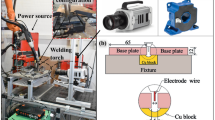
An initial set of GMAW trials was performed with short-circuit transfer and Ar–20%CO2 shielding to check the operation of the magnetic oscillation system. These tests were made in the flat position on ASTMFootnote 1 A36 steel plates (width: 100 ± 5 mm, length: 230 ± 5 mm, thickness: 5.0 ± 0.5 mm) using an AWSFootnote 2 ER70S6 wire of 1.2 mm diameter. The welding parameters were: voltage 18 V, welding speed: 4.2 mm/s, and contact tip-to-work distance (CTWD): 17 mm. Finally, the wire feed rate was regulated to obtain a welding current of approximately 165 A. A transformer/rectifier type source was used. Magnetic fields representing Lemniscata (frequency of 0.4 Hz, Bx = 12.9 mT) and Ellipse (0.4 Hz and 1.0 Hz, both Bx = 12.9 mT) weaving patterns were used. These patterns will be described in the next section. Thermography videos were performed during these trials to evaluate differences in the thermal fields on the steel surface opposite to that being welded. These videos containing 120 frames acquired at a rate of 5 Hz. Ninety frames, excluding those from the start and end of the process, where process instabilities are more common, were used to calculate the maximum temperature (and its standard deviation) in the plate surface during welding. To estimate the heat concentration on the plate surface, the plate area submitted to temperatures above 450 °C was measured for each 5th frame of the images analyzed before, given a total of 18 measurements per welding trial.
In the study with pulsed GMAW, a preliminary set of welding trials was performed to determine operational conditions with Ar–18%CO2 and Ar–4%CO2 shielding gases and 1.2 mm AWS ER70-S6 wire without magnetic arc oscillation. A welding power supply with electronic control was used in the pulsed GMAW configuration with current imposition. Similar welding conditions with both gases were established to obtain beads with free flight transfer. For this reason, trials were previously performed where conditions were established obtaining similar welding bead, stable metal transfer, absence of spatter and uniform appearance, size and shape.
Pulsed current welding trials with magnetic arc oscillation were mostly performed with the conditions determined previously, however, depending on the results obtained with the application of magnetic oscillation, some minor adjustments were performed.
During each trial, the welding current and voltage, and electrical voltages applied to the coils were recorded by a digital data acquisition system at a rate of 3.6 kHz. These data were analyzed using the SIGNAL program developed in LRSS. The mean welding current and welding voltage, pulse current parameters, occurrence, duration and frequency of arc extinctions and arc oscillation voltage frequency and average were calculated. A four-channel oscilloscope was used to check the shape of the applied weaving pattern.
The magnetic fields used in the pulsed GMAW trials with magnetic arc oscillation were generated by sine voltage signals that produced the oscillation pattern in the form of a vertical half ellipse, see Fig. 2. To generate this pattern, the voltages that fed the electromagnets were maintained in phase with a frequency ratio (Fy/Fx) equals to 2.0, where “Fx” is the frequency of the signal applied to the electromagnet responsible for the transverse arc oscillation, and “Fy” is the one responsible for the longitudinal oscillation. The oscillation frequency Fx was 0.5 Hz. In the present work, a ratio of the electromagnet voltages (Ux/Uy) equals to 2 was always used. Additional details on the creation of different oscillation patterns can be found in a previous work [14].

Arc oscillation pattern scheme generated by magnetic fields produced by the oscillation system and the resulting weaving pattern (in red)
Due to lower process stability observed with Ar–18%CO2 shielding, lower magnetic field intensities were used in the welding trials with this shielding gas mixture. The mean welding and magnetic oscillation parameters used in the welding trials with pulsed GMAW are listed in Table 1. For each tested welding and magnetic arc oscillation condition, between 3 and 5, experimental welding trials were performed.
High-speed videos were performed for a few selected conditions of the pulsed GMAW tests (with and without magnetic arc oscillation). The high-speed camera together with an UV filter (number 10) was positioned along the welding axis at 425 ± 5 mm in front of the electric arc using a mechanized jig in which the steel test piece was moved while the welding torch remained stationary. Filming was carried out taking 2100 frames per second, exposure time of 470 ⎧s, resolution of 1024 × 768 pixels and the use no additional illumination. The videos were analyzed with dedicated software, and frames present the arc behavior under the influence of the magnetic field and during the development of arc extinctions were extracted.
3 Results and discussions
Figure 3 shows the results of the magnetic field measurements performed during the calibration of the electromagnet responsible for the transverse oscillation of the arc. The relationship between voltage used to feed the coil(s) (Ux) and the magnetic field (Bx) was modeled by a linear regression. When only one coil was used to generate the magnetic field, the regression model is:
where “R” is the coefficient of determination of the regression model.

Magnetic induction produced by the transverse oscillation electromagnet
When the two coils were used, the regression model is:
Similar results, including their regression equations, were obtained with the electromagnet used for longitudinal arc oscillation. As already mentioned in the methodology, the Bx values calculated using Eqs. 1 and 2 for transverse arc oscillation were used to present and analyze the results of welding tests of the present paper.
It is interesting to note that the loss of linearity indicated by the measurements performed with two coils may be related to the fact that the electromagnet core material is reaching its magnetic saturation (as the device used in the present work is still a prototype, its core is made of low carbon steel). However, it is also important to notice this lack of linearity implies that, when two coils were used to generated the magnetic field, the created weaving pattern should be somehow distorted. This effect was not considered in the present work.
The top image of Fig. 4 is an example of thermographic results from which the maximum temperatures were obtained in the underside of the plate during welding in short-circuit transfer mode. Notice the difference of size of the hottest regions (indicated by arrows in the image) according to the pattern of oscillation imposed. As it can be observed, there are strong indications that the magnetic oscillation influences the heat transfer to the workpiece even with short-circuit metal transfer. As already mentioned, with this type of metal transfer, the average length of the arc is rather short, and no clear change in weld bead shape could be associated with the magnetic arc oscillation. The effect of arc oscillation on the heat transfer to the workpiece is also suggested by the calculated maximum temperatures of the underside of the plate (Fig. 4, bottom).

Effect of magnetic arc oscillation on thermographic results obtained during welding with short-circuit transfer mode
The top image of Fig. 5 presents some additional thermographic images. In the lower left corner of each image is included the result of the image processing performed to highlight the areas with temperatures above 450 °C. The arrows help to identify the corresponding regions. Again, it can be noticed that the application of magnetic oscillation influenced the process (Fig. 5, bottom image).

Effect of magnetic arc oscillation on the area heated above 450 °C measured by thermography on the underside of steel plates during welding with short-circuit transfer mode
The results above indicate that, although no significant effect of magnetic arc oscillation on the weld bead shape had been observed in the trials with short-circuit metal transfer, magnetic oscillation can reduce the concentration of heat transferred from the arc to the workpiece. This suggests a potential use for magnetic oscillation to control the heat concentration in the welding with short-circuit transfer for depositing the root pass in groove joints. This may prevent excessive weld penetration and reduce the probability of joint perforation by the arc.
In the exploratory trials with pulsed GMAW welding, tests were initially performed following the parameters recommended by the manufacturer of the welding source. These tests, without the application of magnetic oscillation, resulted in weld beads with an average width of 11.0 ± 0.5 mm. With magnetic oscillation, indications of arc deflection were not easily visible (similarly to what occurred in the trials with short-circuit transfer). However, disturbances such as eventual short-circuits could be perceived even without the monitoring of the electrical parameters of the process. Thus, in order to be able to evaluate the influence of the external magnetic field on the welding process, parameters were adjusted to maintain the metal transfer by free flight. However, the one-drop per pulse condition became not constant, and the detachment parameter (D) was kept at values below of the indicated in the literature [16] which should have been close to 400. Thus, other welding parameters were tested until a narrower bead was achieved, i.e., an average width of 8.5 ± 0.5 mm, maintaining a stable condition for the two shielding gases.
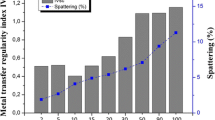
Table 2 shows the mean current, voltage and pulsation parameters measured in the tests performed without magnetic oscillation with the conditions presented in Table 1. It can be observed that, with Ar–4%CO2 shielding, the repeatability of the results was higher than that obtained with Ar–18%CO2. Additionally, arc extinctions were observed when welding with the last shielding gas. The use of this shielding gas mixture has also led to an increase of approximately 10 V in the operating electrical voltage. The presence of CO2 in the shielding gas favored a greater heat dissipation by the arc [16,17,18,19] leading to a larger electric field in the arc column and, thus, the higher operating voltage for similar average arc length. Liskèvych [18] and Yong et al. [19] reported that instability tends to increase due to the difficulty in detachment of the droplet when higher CO2 shielding gas mixtures are used. In addition, there is evidence that CO2 also favors a greater additional of cathodic and anodic fall voltage [20].
In the tests performed with magnetic oscillation, measurements made excluding eventual arc extinctions showed pulse conditions similar to those presented in Table 2. However, significant changes in welding voltage and an increase in the number of arc extinction events were observed. The frequency of occurrence of arc extinctions during welding was calculated, see Fig. 6, to characterize the greatest instability of the process. Arc extinctions were more frequent with the Ar–18%CO2 shielding mixture and with higher magnetic field strength. In the test with Ar–4%CO2, the results suggest that the process operated less stable and with higher frequency of arc extinctions in the condition with lower base current (4CO2 55 A). Nevertheless, compared to the tests with Ar–18%CO2, no arc extinction was observed for magnetic field below 4 mT even for this less favorable condition.

Magnetic field effect on the arc extinction frequency. Note: Half an error bar corresponds to a standard deviation
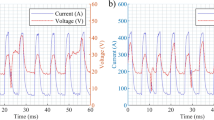
A typical voltage oscillogram that presents no indication of arc extinction, obtained in a test with Ar–18%CO2 shielding without magnetic arc oscillation, is shown in Fig. 7a. The beginning of the process occurs when the wire touches the piece establishing the arc after a short-circuit. Initially, the average operating voltage is lower than its regime value, which is reached nearly 0.5 s after starting the operation. During the process, the voltage fluctuates between its top (higher) and base values with a variation of approximately 10 V, but its average value remains relatively constant.

Welding voltage oscillograms with Ar–18%CO2 shielding: a without magnetic arc oscillation and b with magnetic oscillation (Bx = 3.4 mT)
In Fig. 7b, a voltage oscillogram with arc extinctions from a test performed with the same shielding gas and magnetic arc oscillation is presented. When the arc is reestablished at the end of one of its extinctions, a welding voltage is usually lower than that found before the extinction and similar to that observed at the beginning of the process. However, this tends to progressively increase up to the occurrence of a new arc extinction.
It can be observed that, with magnetic arc oscillation, arc extinctions tend to occur when the transverse oscillation magnetic field reaches its highest values, see Fig. 8. Furthermore, before an arc extinction, the voltage during both peak and base periods, increases in relation to its values found when the arc restarts, see Fig. 9. Also, immediately before an arc extinction, it is noticed the distinction between the electrical voltage at the peak and at the base is less clear, and in some instances, the base voltage can even become equal or higher than the peak electrical voltage.

a Detail of an oscillograms voltage and b associated voltage applied to the electromagnet responsible for transverse arc oscillation (Bx = 6 mT). Shielding Ar–4%CO2

Detail of Fig. 8 showing the variation of welding voltage a after the arc restarted and b immediately before its extinction. Shielding: Ar–4%CO2. Bx = 6 mT
Arc shapes during peak and base periods of the pulsed current with and without magnetic field application are shown in Fig. 10. When the external magnetic field is close to zero, the arc has its typical bell shape with no signs of deflection (Fig. 10a, b), particularly during the peak current. It is also possible to observe that, during the peak period, there is a stronger radiation emission from the arc due to the higher-current. In the presence of the external magnetic field (Fig. 10c–f), the lateral arc deflection is apparent, and it is stronger during the base period.

Arc shape during the peak and base periods. a, b With no magnetic arc deflection. c, d Maximum arc deflection to the right. e, f Maximum deflection to the left
The force acting on a straight current conductor of length “l” with a current “i” and subjected to a magnetic field “B” is given by: (Eq. 3)
According to Eq. (3), it is expected that a magnetic field affects more strongly a higher-current arc, what contradicts the results shown in Fig. 10. However, similarly to the results of the present work for pulsed GMA welding, Kang and Na [21] found that the arc deflection by a given magnetic field strength decreased as the electric current was increased in a TIG arc.
Larquer et al. [22] developed a model considering that the arc deflection is hindered by the plasma jet. This gas jet is caused by the unbalance of magnetic forces in regions of the arc close to the electrode and the base metal and its strength (is) proportional to the arc length and the welding current squared [23]. As a result, the arc deflection by an external transverse magnetic field will be inversely proportional to the welding current and directly proportional to the arc length squared (Eq. 4).
where “La” is the arc length, and “μ0” is the magnetic permeability in the vacuum.
Thus, this model suggests a stronger arc deflection by the transverse magnetic field which is expected during the base current phase of pulsed current welding. This expected effect will be more evident when welding is performed with longer arc lengths. Similar trends should be also expected considering the experimental results of Kang and Na [21] for GTA welding.
Figure 11 shows frames extracted from high-speed videos before an arc extinction during a pulsed GMA welding trial with magnetic arc oscillation. In the first frame (12 ms before arc extinction), taken during a peak current phase, the arc presents a relatively small deflection to the left. This deflection increases progressively in the following frames while the current changes from its peal to its base value (what can be inferred by the reduction of arc luminosity). Eventually, the arc column bends assuming an approximate "C". It is proposed that the arc length is sharply increased by its new shape. The long arc and low current characteristic of the base phase, then, favor the arc extinction. Similar behavior was observed by Scotti and Reis [12] in tests with magnetic arc deflection in GTA welding that resulted in arc extinction.

Images from high-speed video showing the development of an arc extinction during the base period. The located numbers in the lower right corners are the time (ms) before the arc extinction
Figure 12 shows images from high-speed video which displays the process evolution after the end of an arc extinction. This starts with the electrode touching the base metal and reestablishing the welding current flow with a short-circuit (Fig. 12, time = 00 ms). The arc luminosity in the following frames indicates that the process should be operating with its peak current in frames corresponding to 5.8 and 24 ms after the initial short-circuit and, in most of the other frames, it might be in its base current. One relevant feature of this image sequence is the short arc length after its restart and its progressive increase. In addition, a relatively small arc deflection may be noticed even during the base period. Although this may be related to a lower magnetic field density during the recorded events, an alternate possible factor is the shorter arc length immediately after restarting [22].

Images from high-speed video showing the arc evolution after the end of one of its extinction periods. The located number in the lower right corner of the frames is the time (ms)
Based on the results obtained, the instability observed during pulsed GMAW welding with magnetic arc oscillation may be associated with:
-
When the welding process starts or after the end of a period of arc extinction, the arc length increases progressively and as a result, there is an increase in the operating voltage, see Fig. 7b. In the present case, with a power supply operating with current imposition, during both the base and the peak periods, and with constant wire feed rate, the arc length adjustment at the beginning of the process seem to last about 0.5 s. As its length increases, the arc becomes more sensitive to the magnetic field imposed by the electromagnets.
-
During the base periods, the lower welding current favors a greater arc deflection by the magnetic field, and this deflection increases with the magnetic field strength. The arc deflection lengthens the distance traveled by the welding current and, thus, the welding voltage further increases. Therefore, the instantaneous voltage during the base periods increases more rapidly than in the peak periods, see Fig. 9b. Eventually, during one base period, the arc becomes so long, and the voltage required for it becomes so high that the arc extinguishes.
-
With the use of shielding mixtures containing CO2, a higher content of this gas makes it more difficult to obtain spray metal transfer and, as already mentioned, it also demands high voltage to operate with a given arc length [16,17,18,19]. As a result, after the arc starts, the welding voltage tends to increase more strongly when the CO2 content is higher. Due to these three factors (arc length variation, arc deflection by the magnetic field and shielding gas composition), the average welding voltage tends to increase after the arc reestablishment, eventually causing a new arc extinction. This voltage variation tends to be stronger when a shielding mixture richer in CO2 is used and for larger applied magnetic fields, Fig. 13a. The similarity between Fig. 6 and 13b has to be noticed. It may indicate a correlation between the growth rate of welding voltage and process instability. It should be observed that these figures suggest that, in addition to favoring higher rates of voltage growth in the presence of the magnetic field, a higher CO2 content in the shielding mixture may also favor a higher occurrence of arc extinctions for a given rate voltage increase. This effect may be linked to the aforementioned effect of CO2 increasing energy losses by arc [18].
-
Additionally, as arc deflection is stronger during the base current periods and magnetic deflection tend to be inversely proportional to the welding current [21, 22], the tendency to arc elongation can be reduced by increasing the base current value. However, at least, for the conditions used in the present study, the CO2 content in the shielding mixture was the most determinant factor to the process stability.

a Relation between voltage growth rate between an arc restart and its next extinction and magnetic field strength and b relation between the process extinction time percentage and the voltage growth rate
It was observed that some of the metal droplet traveling from the wire tip to the weld pool deviated laterally from their expected axial trajectory. This effect was linked to the influence of the magnetic field on the metal droplet but it was not further explored in the present work. Similar results of external magnetic field on metal transfer are reported by Wang et al. [24].
4 Conclusions
The present paper studied the effect of magnetic arc oscillation in the stability of the pulsed GMAW welding process considering also the effect of the CO2 content in the shielding gas mixture. Its main conclusions are:
-
The instability is caused by arc extinctions that occur preferably when arc deflection by magnetic field is close to its maximum.
-
The instability is favored by a greater CO2 content in the shielding gas, increased applied magnetic field for arc oscillation and lower base current values.
-
The arc extinction in pulsed GMAW with magnetic arc oscillation tends to occur during the base current period.
-
The basic cause for arc extinction was the excessive arc deflection during the base current period when the welding current was reaching the lowest value. The excessive arc deflection caused a large increase in the effective arc length, increasing energy losses and the operating voltage. A higher CO2 content in the shielding gas mixture, besides higher energy losses to the environment the arc voltage needed to be increased because the process proved to be more unstable.
-
The application of magnetic oscillation can be an efficient tool to be applied in GMAW welding processes. Moreover, this paper presents versatility regarding the weaving pattern, in particular, in the pulsed mode. However, the increased possibility of arc extinction demands a closer control of the process. It is recommended to use the highest possible base current and shielding mixtures with low CO2 content.
-
Plots such those presented in Fig. 13 may serve as the basis to create algorithms to the power supply logic to minimize stability problems when using magnetic arc oscillation. This may allow adopting automatic corrections before significant disturbances occur in welding processes.
Notes
ASTM—American Society for Testing and Materials.
AWS—American Welding Society.
References
Mustafin FM et al (2002) Pipe welding. Nedra, Moscow, p 65
Akulov AI et al (1977) Electrical fusion welding technology. Machinostroenie, Moscow, p 21
Poluxin PI et al (1977) Materials technology and welding. Moscow, p 312
Fonseca CS, Pinheiro IP, Silva SN (2016) Influence of thermal intake on austenite morphology and on the amount of phases in SAF 2205 duplex stainless steel welded plates. Revista Matéria 21(1):227–234
Castro RM (2011) Effect of thermal intake on welding of repairs embedded in pipelines. REDEMAT, Materials Engineering, Federal University of Ouro Preto—UFOP
Lins AS Jr (2013) Evaluation of the mechanical properties of HY-80 steel welded joints. Federal Center for Technological Education—CEFET
SAS (2019) P. Polysoude, 2 rue Paul Beaupère, 44300 NANTES, France. http://www.polysoude.com/. Accessed 15 Feb 2019
Welding Technology Centre (WTC) (2019) S. H. W. T. C. SERIMAX HOLDINGS, Roissy en France 95926, 346 rue de la belle étoile—CS 90023. http://www.serimax.com/en/about-us-premium-welding-solutions/. Accessed 15 Feb 2019
Lincoln Electric Company (2019) DirectArc Magnetic Arc Control - Arc Products. https://www.arcproducts.com/product/directarc-magnetic-arc-control/. Accessed 10 Aug 2019
Han Gil Industry Co (2019) Korea, Magnetic Arc Weave. http://www.autowelding.com/eproduct29.htm. Accessed 10 Aug 2019
CRC-Evans NS Pipeline International (2020) Houston, Texas 77066, USA. http://www.crc-evans.com. Accessed 29 Sept 2020
Reis RP, Souza D, Scotti A (2011) Models to describe plasma jet, arc trajectory and arc blow formation in arc welding. Phys Weld 55(3–4)
Clain FM, Teixeira PRDF, Araújo DB (2017) Two heat source models to simulate welding processes with magnetic deflection. Federal University of Rio Grande do Sul, UFRG, School of Engineering, Federal University of Uberlândia, UFU, Uberlândia
Juliani L, Bracarense AQ, Modenesi PJ (2020) System for magnetic oscillation of the arc capable of generating figures of Lissajous, Federal University of Minas Gerais—UFMG, Belo Horizonte
Modenesi PJ, Bracarense AQ (2017) Introduction to electric arc physics and its application in metal welding. Federal University of Minas Gerais, UFMG, Belo Horizonte, 2017. Chapter 11—77–105, Chapter 12—pp 113–126
Scotti A, Ponomarev V (2008) Welding MIG/MAG, Artliber Publishing House. 2008 edition, Chapter 2—pp 121–156, pp 204–208, 2014 Edition, Chapter 1, section 1.8—Gases de proteção, pp 96–108
Tatagiba LCS, Gonçalves RB, Paranhos R (2012) Trend in the development of protective gases used in MIG/MAG welding. Weld Inspect 17(3):218–228
Liskèvych O (2010) Study of the influence of CO2 content on metal transfer regularity and MIG/MAG process stability. Master's thesis, Federal University of Uberlândia, UFU, Minas Gerais
Yong Z, Xiaojian S et al (2018) Effect of shielding gas on the metal transfer and weld morphology in pulsed current MAG welding of carbon steel. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2018.07.003
Modenesi PJ, Matilde S et al (2012) A computer program to simulate some operational aspects of MIG/MAG welding. Weld Inspect 17(1):5
Kang YH, Na SJ (2002) Study on the modeling of magnetic arc deflection and dynamic analysis. Weld J 5:66
Larquer TR, Souza DM, Reis RP (2016) TIG welding with synchronized magnetic oscillation. Weld Inspect 3:363–378
Rokhlin SI, Guu AC (1993) A study of arc force, pool depression, and weld penetration during gas tungsten arc welding. Weld J 66:381s–390s
Wang L, Chen J et al (2020) Numerical analysis of arc and droplet behaviors in gas metal arc welding with external compound magnetic field. J Mater Process Technol 282:116638
Acknowledgements
Special thanks to Prof. Alberto Gontijo—Control and Automation of the COLTEC Technical College and engineer André Martins Vaz—Control and Automation Engineer, without whom the magnetic oscillator system would not have been finalized. Thanks also to Prof. Matheus Pereira Porto—THERMOMETRY, all from the Federal University of Minas Gerais—UFMG.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Monica Carvalho.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Juliani, L., Bracarense, A.Q. & Modenesi, P.J. Study of the behavior of the electric arc in pulsed GMAW influenced by magnetic oscillation using shielding gas mixtures with different CO2 content. J Braz. Soc. Mech. Sci. Eng. 43, 325 (2021). https://doi.org/10.1007/s40430-021-03033-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03033-1