
Abstract
The laser remelting technique is considered a promising and effective method for improving the surface of thermally sprayed coatings, eliminating microstructural defects such as pores and cracks, increasing the life of parts and equipment by increasing microhardness and increasing anchoring force between coating and substrate. In the present work, tungsten carbide alloy (WC–12Co–4Cr) coatings were deposited on properly prepared SAE 1016 substrates using the high velocity oxy-fuel technique. An ytterbium fiber laser was used to remelt the surface of the coating by accurately varying the scanning speed and laser beam power to achieve a pore and crack-free coating and better metallurgical anchorage to the substrate through the optimization of the studied parameters. The samples were characterized by scanning electron microscopy and microhardness. The results show that it is possible to obtain higher hardness coatings after the laser remelting process, free of pores or pronounced imperfections and metallurgically bonded to the substrate. We also found a processing range for the ytterbium laser remelting of the WC–12Co–4Cr coating aiming at high productivity and microstructural optimization of the coating for different thicknesses.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The high velocity oxy-fuel (HVOF) thermal spray process is commonly used for depositing wear resistant coatings and has been successfully used for spraying ceramic coatings such as WC–Co–Cr [1,2,3]. The main applications of this technology are related to internal combustion engine shafts, compressors [4], and are widely used to protect surfaces against corrosion and wear in the petrochemical, aerospace and food industries [5, 6] and also in automotive and electronics industry [7].
Controllable spray parameters, such as high flame velocity, lower flame temperature and relatively short residence time, produce coatings with high hardness, low porosity and good adhesion compared to other thermal spray techniques [8, 9]. However, there is room for improving the quality of spray deposits to achieve the results obtained by fusion techniques, such as direct energy deposition methods, as the resulting coating generally has porosity and is the main limitation of coatings thermally sprayed [10, 11].
HVOF spray technology is widely used for the deposition of protective coatings with high wear, corrosion and temperature resistance. However, a typical lamellar microstructure of thermally sprayed coatings contains some imperfections such as pores, oxides and unfused particles that may limit the functional properties of the sprayed coating. Some of them can be eliminated by heat after treatment, resulting in better microstructure and better functional properties. The HVOF coating can be post-treated in an oven, by a flame or by a high power laser [12].
Among several post-treatments of thermal spray metal matrix composite coatings, Rakhes et al. [13] state that laser surface treatment is able to remove some of the detrimental microstructural defects by precisely controlling the depth of treatment with or without fusion, and also by precise control of the heat input (power) [12].
Dejun and Tianyuan [14] claim that the substrate bonding to the WC–12Co coating by HVOF is improved after laser remelting, mainly by mechanical bonding, accompanied by a small metallurgical bond.
Laser surface remelting technology is one of the promising methods for effectively modifying the degree of density of thermally sprayed coatings [15]. Laser remelted coatings have a much denser and more homogeneous structure with excellent metallurgical bonding between particles. Significant reduction in surface roughness is also found on the surface of laser coatings [15].
When components are exposed to impact loads, such as operation under cavitation conditions, high porosity, presence of oxides and unfused particles in HVOF-sprayed coatings, as well as low adhesion to the substrate are inconvenient, which strongly limits suitability of the method. In such cases, subsequent treatments may be applied in order to refine the structure of the layers and improve their adhesion to the substrate as treatments using laser remelting [16].
Laser remelting is a useful technique for modifying the coating architecture. In addition, coating inherent properties such as porosity and lamellar limits can be eliminated after laser remelting [7].
Cold spray coatings have a number of disadvantages such as porosity, surface roughness, surface delamination and so on; these disadvantages could be overcome through surface post-spray treatments such as laser remelting [17]. Therefore, much research is underway trying to solve these problems found in thermally sprayed coatings [18].
Cai et al. [19] state that in the laser cladding process the cooling rate of the coating is extremely fast where it has a high temperature, so laser reflow is ideal for retaining or developing the unbalanced microstructure and is an effective way improve material performance. Thus, reflow is proposed to eliminate voids generated during the cladding process and to improve wear resistance and corrosion resistance [20].
The post-treatment by reflow laser tends to be an appropriate method to resolve the above-mentioned problems. Laser treatment can remove pores and lamellar structure from the coating to obtain a homogeneous microstructure and increase the diffusion bond strength of elements near the interface between coating and substrate. The wear resistance, corrosion resistance and thermal shock resistance of coatings can also be improved by laser remelting [21].
In addition, the increasing demands on materials make it more difficult or even impossible to combine the different properties required into one material. This results in the need to develop new methodologies to improve the surface properties of metallic materials. For this purpose, the post-treatment laser was developed. Laser surface fusion is a hopeful process for improving the performance of spray coatings [17].
As can be seen above, laser remelting is pointed as a solution for the improvement of coatings against wear, corrosion and oxidation. This work aims to investigate the use of an ytterbium fiber laser to remelt the surface of a WC–10Co–4Cr coating, deposited by HVOF, by varying the scanning speed and laser beam power, aiming to produce a pore and crack-free coating and to enhance metallurgical anchoring to the substrate through the optimization of the studied parameters. Scanning electron microscopy will be used to identify the porosity of the coating, the adhesion between coating/substrate and the depth of penetration of the remelted zone with laser, and microhardness test will be performed.
2 Experimental procedures
2.1 Sample preparation
The material used as substrate in this study was SAE 1016 carbon steel. The samples were subjected to an aluminum oxide abrasive blast pre-treatment (Al2O3), with particle size between 0.7 and 1 mm, to remove contaminants, oil residues, surface degreasing and promote an average surface roughness (Ra) of 6 µm for a good mechanical anchorage of the coating on the substrate [22].
2.2 Tungsten carbide powder and thermal deposition
For the application of the WC–10Co–4Cr coating, a robotic arm powered SULZER METCO DJ 2700 equipment was used and propane combustion (C3H8). The powder used was WOKA 3653 (WC–10Co–4Cr) sold by Harris Brastak Soldas Especiais SA, whose chemical composition of the powder is shown in Table 1 according to the SULZER METCO standard. In addition, detailed sprinkler parameters are listed in Table 2 [22].
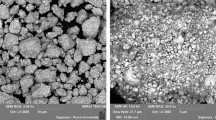
The geometrical and morphological characteristics of the powder are shown in Fig. 1a, b. Particle size distribution was determined using the scanning electron microscope (SEM). The average diameter obtained was 38 µm, which is within the manufacturer’s specification, which is 45 ± 11 µm.

SEM images for powder morphology at a ×500 magnifications and b ×1500 magnifications
2.3 Laser remelting process
The laser remelting process was performed with a YLS-10000 ytterbium fiber laser from manufacturer IPG Photonics®, with 10 kW maximum laser beam emission power, 1070–1080 nm wavelength, enabled for operation in continuous mode (CW). The remelting process was used to eliminate microstructural defects such as pores and cracks inside the coating. The apparatus is schematically illustrated in Fig. 2a together with the scanning strategy used to move the laser beam over the substrate as shown in Fig. 2b. The hatch distance, defined as the distance between two adjacent laser beam passes, was 400 µm, as the beam diameter is 800 µm and a 50% line overlap was sought. No shielding gas was used. Laser power and sweep speed used are shown in Table 3.

a Schematic illustration of the equipment and b scan direction of the laser casting process
2.4 Sample characterization
Both the sprayed and the laser beam sprayed and remelted samples were cut and polished following standard metallographic techniques. The microstructure of the coatings was observed using a scanning electron microscope (SEM, Zeiss model EVO MA10).
The composition of the crystalline phases of the powder and coating was analyzed by X-ray diffraction (XRD) by a diffractometer with radiation Kα line of Cu (Rigaku-Ultima IV) with Bragg–Brentano geometry operated at 40 kV and 20 mA, with 0.05 degree pitch and 1 s integration time.
For the determination of the Vickers microhardness profile in the cross section, a Buehler microhardness model MicroMet 6010, with a load of 200 g with a spacing of 70 µm, equivalent to three times the diameter of the indentation between the measurements, was used.
Laser reflow was performed in continuous mode. In continuous mode, the interaction time is estimated by the relationship between the laser beam diameter and the laser scanning speed. The laser beam used in this case offers a Gaussian-type power distribution with maximum power density in the center and two annular rings in the periphery [23]. The energy density was calculated from the expression (1):
where is E energy density (J/mm2), P laser power (W), d laser beam diameter (mm), and v scanning speed (mm/min). The thickness of the remelted layer was measured from transverse micrographs.
3 Experimental results
3.1 Deposit sprayed by HVOF
Figure 3a, b shows the typical cross-sectional morphology of the WC–10Co–4Cr coating sprayed by the HVOF method. The dark contrast corresponds to the steel substrate and the light to the coating. The coating is homogeneous, with no surface cracks, about 110 µm thickness, pore presence and good mechanical adhesion to the steel substrate, with no cracks between the coating/substrate interface as expected from an optimized HVOF process. However, the presence of pores and oxides in the coating is visible.

SEM micrograph of WC–10Co–4Cr coating cross section with a ×300 and b ×800 magnifications
3.2 Laser remelted process
Figure 4 shows the cross sections of the sprayed sample as well as the laser remelted samples under the 10 parameters described (Table 3). Figure 4a refers to the sprayed sample. Figure 4b refers to the remelted with parameter 1; Fig. 4c represents parameter 2, Fig. 4d parameter 3 and so on to Fig. 4k, referring to parameter 10.

Cross sections of a WC–10Co–4Cr coating and b–k of the same sample after remelting the laser parameters 1200 and 200 mm/min scan speed
Provided just spraying (Fig. 4a), one can easily observe well-defined interface between the coating and the substrate. From Fig. 4b, the remelted layer of the coating on the substrate is noted and this becomes increasingly evident with the increase in the laser power used. The remelted depth was 147.5 µm, 252.0 µm, 301.8 µm, 282.3 µm, 353.5 µm, 323.2 µm, 508.8 µm, 679.7 µm, 868.7 µm and 1131.0 µm, respectively, for Fig. 4b–k.
Figure 5 shows the variation of the remelted depth (fused layer thickness) as a function of process parameters used.

Melting depth variation over different processes parameters
The WC–10Co–4Cr powder XRD patterns used as a spray coating are shown in Fig. 6 together with the respective coating and remelting. It is verified that the powder used has other phases besides WC–10Co–4Cr, as can be observed by the indexation of the peaks. After HVOF spraying, the only change observed is the disappearance of the contribution relative to the metallic W phase, predominating the polycrystalline phase of WC [14].

X-ray analysis
The Vickers microhardness (HV0.2) for the laser sprayed and remelted samples is shown in Table 4 as a function of the depth in the cross section of the samples. The microhardness of the sample without laser treatment has an average coating value of 1151.5 HV, and after remelting this hardness is increased to 1506.1 HV and 1267.5 HV for parameters 1 and 2, respectively. As the power of the laser increases, the remelting depth increases, tending to make the coating become more diluted and homogenized with the substrate, reducing the microhardness value and increasing its thickness as can be seen according to the depth of the indentations [15, 24, 25].
4 Discussions
Through the HVOF thermal spray process, it was possible to obtain a coating with low porosity index and good adhesion to the substrate surface. However, these defect levels are still undesirable for the final components. The levels of adhesion and porosity are related to the mechanical strength of the deposited layer. A small amplitude oscillatory relative motion between two contact surfaces that are subjected to vibration or cyclic loads greatly accelerates fatigue crack initiation process and leads to reduction in the life of mechanical components mainly in the presence of pores and cracks [26].
After laser treatment, the remelted coatings are completely free of porosity and good interaction between coating and substrate. Laser remelting is capable of eliminating existing pores, microcracks, defects and unmolded regions on the coating generated by the thermal spray process. In this respect, laser surface treatments to increase the coating homogeneity, reduce the porosity and improve the overall mechanical properties are extremely attractive [27].
Looking at Fig. 4, it is possible to notice that some of the parameters used presented the formation of microcracks under the laser beam scanning direction. Generally, microcracks are formed to accommodate local stress concentrations. Cui and Song [15] cite in their bibliographic research that cracks perpendicular to the direction of the coating are probably caused by unequal thermal stresses in the fused rails found in the beam scanning direction.
It was also observed that with increasing laser power and decreasing beam scanning speed, the remelted surface penetrates more and more under the substrate, providing a well-diluted and homogeneous microstructure with a strong metallurgical bond at the coating–substrate interface [10]. This can be quantitatively observed from the data in Table 4, which shows low standard deviation microhardness values under the remelted coating. It is important to note that the higher the power used in the laser, the greater the thickness of the deposited coating may be, as the layer to be treated will have sufficient energy to remelting the entire cross section of the coating.
With the dilution of the coating on the substrate, there was a change in microhardness values under the cross section of the samples; De Sousa et al. [28] evidence the same behavior in his study. Microhardness starts with high values in the samples with parameters 1 and 2 (higher than the without remelting coating) due to the high cooling rate that the laser process offers as indicated in the literature [11, 21, 28]. With the increase in microhardness, it can be emphasized that the surface of a workpiece (remelted layer) is even more resistant to wear [19, 28].
As laser power increases, microhardness values in some of the parameters decrease due to dilution of the volumetric fraction of the WC phase under the steel substrate [29]. Figure 5 helps to understand this factor by showing that the melting depth increases with increasing energy, and this result converges to a higher coating dilution under the steel substrate [29].
In the XRD analysis, it was possible to notice that the main phases present in the powder of the WC–12Co–4Cr coating remain in the spray coating and after the spraying and remelting process, there is a predominance of the polycrystalline phase of WC, and an Fe phase is present under the remelted coating.
5 Conclusions
A fiber laser remelting process was performed on the WC–10Co–4Cr coating sprayed by the HVOF method under ten different remelting parameters. The microstructure and the remelting depth of the coating were analyzed and measured, respectively, by the scanning electron microscope. As a result, it was found that, through the parameters used, the remelting depth increases with the increase in the power used by the laser and/or also with the decrease in the scan speed, forming coatings with very low porosity index (visually verified by SEM images) and strong substrate interaction.
With increasing dilution of the remelted coating on the steel substrate, microhardness values decreased as laser power increased to the substrate, which was not influenced by laser treatment. As a result, the laser remelted zone dilutes the coating layer over the full extent of laser remelted penetration.
Otherwise, microhardness values increased in parameters 1 and 2 compared to the HVOF process due to the high cooling rate generated by the sweep rate used in these parameters.
Finally, it was possible to find a processing range for ytterbium laser remelting of the WC–12Co–4Cr coating aiming microstructural optimization of the coating.
References
Masuku ZH, Olubambi PA, Potgieter JH, Obadele BA (2015) Tribological and corrosion behavior of HVOF-sprayed WC–Co-based composite coatings in simulated mine water environments. Tribol Trans 58(2):337–348
La Barbera-Sosa JG, Santana Y, Caro J, Chicot D, Lesage J, Staia MH, Puchi-Cabrera ES (2014) Mechanical properties of WC coatings evaluated using instrumented indentation technique. Surf Eng 30(7):498–510
Hong S, Wu YP, Gao WW, Wang B, Guo WM, Lin JR (2014) Microstructural characterisation and microhardness distribution of HVOF sprayed WC–10Co–4Cr coating. Surf Eng 30(1):53–58
Pokhmurska A, Ciach R (2000) Microstructure and properties of laser treated arc sprayed and plasma sprayed coatings. Surf Coat Technol 125(1–3):415–418
Uyulgan B, Dokumaci E, Celik E, Kayatekin I, Azem N, Ozdemir I, Toparli M (2007) Wear behaviour of thermal flame sprayed FeCr coatings on plain carbon steel substrate. J Mater Process Technol 190(1–3):204–210
Matikainen V, Bolelli G, Koivuluoto H, Sassatelli P, Lusvarghi L, Vuoristo P (2017) Sliding wear behaviour of HVOF and HVAF sprayed Cr3C2-based coatings. Wear 388:57–71
Das B, Gopinath M, Nath AK, Bandyopadhyay PP (2018) Effect of cooling rate on residual stress and mechanical properties of laser remelted ceramic coating. J Eur Ceram Soc 38(11):3932–3944
Hou GL, An YL, Zhao XQ, Chen J, Chen JM, Zhou HD, Liu G (2012) Effect of heat treatment on wear behaviour of WC–(W, Cr)2C–Ni coating. Surf Eng 28(10):786–790
Mateen A, Saha GC, Khan TI, Khalid FA (2011) Tribological behaviour of HVOF sprayed near-nanostructured and microstructured WC-17wt.% Co coatings. Surf Coat Technol 206(6):1077–1084
Hazra S, Das J, Bandyopadhyay PP (2015) Synthesis of mullite-based coatings from alumina and zircon powder mixtures by plasma spraying and laser remelting. Mater Chem Phys 154:22–29
Zhou S, Xu Y, Liao B, Sun Y, Dai X, Yang J, Li Z (2018) Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt Laser Technol 103:8–16
Vostřák M, Tesař J, Houdková Š, Smazalová E, Hruška M (2017) Diagnostic of laser remelting of HVOF sprayed Stellite coatings using an infrared camera. Surf Coat Technol 318:360–364
Rakhes M, Koroleva E, Liu Z (2011) Improvement of corrosion performance of HVOF MMC coatings by laser surface treatment. Surf Eng 10:729–733
Dejun K, Tianyuan S (2017) Wear behaviors of HVOF sprayed WC–12Co coatings by laser remelting under lubricated condition. Opt Laser Technol 89:86–91
Cui C, Ye F, Song G (2012) Laser surface remelting of Fe-based alloy coatings deposited by HVOF. Surf Coat Technol 206(8–9):2388–2395
Ciubotariu CR, Frunzăverde D, Mărginean G, Șerban VA, Bîrdeanu AV (2016) Optimization of the laser remelting process for HVOF-sprayed Stellite 6 wear resistant coatings. Opt Laser Technol 77:98–103
Astarita A, Genna S, Leone C, Minutolo FMC, Rubino F, Squillace A (2015) Study of the laser remelting of a cold sprayed titanium layer. Procedia CIRP 33:452–457
Kang N, Verdy C, Coddet P, Xie Y, Fu Y, Liao H, Coddet C (2017) Effects of laser remelting process on the microstructure, roughness and microhardness of in situ cold sprayed hypoeutectic Al–Si coating. Surf Coat Technol 318:355–359
Cai Z, Cui X, Liu Z, Li Y, Dong M, Jin G (2018) Microstructure and wear resistance of laser cladded Ni–Cr–Co–Ti–V high-entropy alloy coating after laser remelting processing. Opt Laser Technol 99:276–281
Li Y, Dong S, Yan S, Liu X, Li E, He P, Xu B (2019) Elimination of voids by laser remelting during laser cladding Ni based alloy on gray cast iron. Opt Laser Technol 112:30–38
Yu J, Wang Y, Zhou F, Wang L, Pan Z (2018) Laser remelting of plasma-sprayed nanostructured Al2O3–20 wt.% ZrO2 coatings onto 316L stainless steel. Appl Surf Sci 431:112–121
Panziera RC, Flores WH, Tier MAD, de Oliveira ACC (2019) Comparison of abrasive wear by rice husk of an HVOF WC–Co–Cr-based coating and an electric arc sprayed coating based on Fe–Cr–B–Si. J Braz Soc Mech Sci Eng 41(8):331
Muvvala G, Karmakar DP, Nath AK (2017) Online monitoring of thermo-cycles and its correlation with microstructure in laser cladding of nickel based super alloy. Opt Lasers Eng 88:139–152
Scendo M, Trela J, Radek N (2014) Influence of laser power on the corrosive resistance of WC–Cu coating. Surf Coat Technol 259:401–407
Houdková Š, Pala Z, Smazalová E, Vostřák M, Česánek Z (2017) Microstructure and sliding wear properties of HVOF sprayed, laser remelted and laser clad Stellite 6 coatings. Surf Coat Technol 318:129–141
Dong S, Wang Y, Zeng J, Yang X, Liang P, Wang D et al (2019) Performance of plasma-sprayed CuNiIn coatings and Mo coatings subjected to fretting fatigue. Nano Mater Sci. https://doi.org/10.1016/j.nanoms.2019.07.003
Gisario A, Puopolo M, Venettacci S, Veniali F (2015) Improvement of thermally sprayed WC–Co/NiCr coatings by surface laser processing. Int J Refract Metal Hard Mater 52:123–130
de Sousa JMS, Ratusznei F, Pereira M, de Medeiros Castro R, Curi EIM (2020) Abrasion resistance of Ni–Cr–B–Si coating deposited by laser cladding process. Tribol Int 143:106002
Li R, Li Z, Huang J, Zhu Y (2012) Dilution effect on the formation of amorphous phase in the laser cladded Ni–Fe–B–Si–Nb coatings after laser remelting process. Appl Surf Sci 258(20):7956–7961
Acknowledgements
The authors thank the company Rijeza Metalurgia, Brazil, for the production of tungsten carbide coating. Precision Mechanics Laboratory—LMP, Department of Mechanical Engineering—EMC, Federal University of Santa Catarina—UFSC and Federal University of Pampa—UNIPAMPA.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Izabel Fernanda Machado, Dr.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Panziera, R.C., de Oliveira, A.C.C., Pereira, M. et al. Study of the effects of the laser remelting process on the microstructure and properties of the WC–10Co–4Cr coating sprayed by HVOF. J Braz. Soc. Mech. Sci. Eng. 42, 119 (2020). https://doi.org/10.1007/s40430-020-2201-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-020-2201-1