
Abstract
In this work, the process of clinching was studied through practical experiments and also by computer simulation using finite element method (FEM). The influence of different joint geometries and process parameters on the strength of joints joined by clinching was studied. Subsequently, a practical study with the aim of comparing its results with FEM results was carried out. It was possible to observe that the geometry of the clinching tool and the choice of process parameters influence the interlocking strength. FEM simulations showed similar results to the practical experiments and also avoided the manufacture of different tools and the accomplishment of several experiments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The automotive industry tends to increase the use of aluminum sheets in vehicles with the aim of reducing weight and consequently reducing fuel consumption. The union of aluminum sheets is a challenge because traditional union processes such as welding show some difficulty because of the high thermal conductivity, low melting point and natural aluminum surface oxide layer.
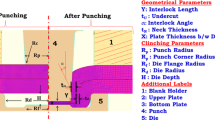
Plastic joining processes without melting are attractive for joining dissimilar sheet metals or difficult welding. Groche et al. [1] reviewed some techniques and presented 10 variations. The most common is known as joining by clinching. According to Varis [2], it emerged in the 1980s in an automotive industry in the assembly of chassis. The technique consists of cold joining of sheets by the action of a punch that plastically deforms the sheets against a die. The deformation produces an interlocking region that joins the sheets similar spot welding. Figure 1 shows the section of two sheets joined by clinching and the main process variables.

Section of two sheets joined by clinching
Mori et al. [3] reported the main advantages of this technique: (1) wide range of materials, including dissimilar ones (metallic/nonmetallic); (2) less distortion, embrittlement and tensile residual stress; (3) high process reliability and simple quality control and (4) environment safety.
However, as in the various forming processes, the efficiency of the union by clinching is dependent on a well-designed tool and the adequate definition of the process parameters. In his review article, He [4] reported the characteristics of clinched joints can be influenced by changing the process parameters. These must be selected, therefore, so that resulting joints are fit for purpose. Crucial in this respect is the formation of the neck and undercut which is influenced by many factors with multi-factorial interactions. Experimental and numerical researches have been carried out with the aim of quantifying these factors and optimizing the parameters influencing the clinching process. He [4] still reported that FEM simulation has the great advantage that the mechanical properties of almost any shaped clinch joint can be determined under various load conditions. These computerized methods have been used to determine the most appropriate tools for particular combinations of materials and to design alternative tools. The results of simulations have also been used to improve the robustness of clinching processes and process monitoring as part of quality assurance measures.
In order to optimize and reduce time and cost in experimental tests, computational simulation using finite element methods (FEM) has been increasingly used. De Paula et al. [5] utilized finite element analysis (FEA) to investigate the influence of some geometric parameters on the clinching tool. They found that taper changes and punch diameter, channel thickness and die diameter, shape and depth may impair the interlocking thickness and the neck thickness of the clinched joint. Lajarin and Tenorio [6] used computational simulation to study the influence of the clinching tool geometry and process parameters on the joint resistance. The authors concluded that the die shape and the correct choice of the punch-to-die clearance, die depth and the bottom thickness greatly influence the interlocking between the sheets, and it affects their pull-out strength. Lambiase and DiIlio [7] conducted an experimental investigation on mechanically clinched joints with fixed and extensible dies. The results showed a similar strength in single-lap shear tests, but in peeling test the type of die used varied the strength of the joint by more than 40%.
Recent studies have investigated the clinching process focusing on fatigue behavior of the clinched joints and the new clinching methods. Mori et al. [8] studied the fatigue strength of clinched joints in Al alloy sheets, and their results showed that the fatigue behavior of the clinched joints was in the middle of range. Kim [9] investigated the static strength and fatigue property of cold-rolled mild steel sheets using experimental work and FEM analysis. The investigation demonstrated that the fatigue limit was nearly half of the maximum tensile strength. The FEM analysis indicated that the cold working during clinch joining could significantly improve the tensile strength of the clinched joint. Su et al. [10] reported the fatigue behaviors of clinched joints in Al 6111-T4 alloy sheets with different thicknesses. The structural stress solutions at the crack initiation locations and the stress-life data of Al 6111-T4 alloy were analyzed to estimate the fatigue lives. The results showed that the fatigue life estimations agreed with the experimental results. Zhang et al. [11] characterized the mechanical properties of aluminum alloys clinched joints by tensile–shear tests and fatigue tests. In their study, the experimental results showed that the fracture regions were concentrated in the indentations of the lower sheets. The failed surfaces were examined and two types of fretting wear modes were observed: the neck fretting wear mode and indentation–surrounding fretting wear mode. The results also showed that the proportions of these two fretting wear modes could be impacted by the applied load levels. Chen et al. [12,13,14,15,16,17] investigated a new clinching reshaping method by using a pair of flat and bumped die to reduce the button height. Their work showed that a flat surface can be created by the improved clinching process to increase the joint strength of clinching.
Besides recent clinching, studies have been conducted, the available literature on joining by clinching is still limited, and there are few papers on material behavior and joint geometry. According to Eshtayeh et al. [18], there is no clear methodical way to compare numerical and experimental results in the available literature. And despite the development of new riveting technologies in recent years, there seems to be a big gap between scientific studies, research and the industrial application of this process. Increasing the knowledge about the union process by clinching is important to broaden its use in the industry. This work analyzes the influence of tool geometry, process parameters and the combination of materials (aluminum and steel) on clinching.
2 Materials and methods
2.1 Materials
In this study, three different materials were used, see Table 1. The first is a high-strength low alloy steel (HSLA 420/490), widely used in the automotive industry, especially in structural components, often joined together in a tailored blank with other materials. The second material is a low-carbon steel with ferritic matrix and lower mechanical strength (ARC05 - EN10130). ARC05 is a material designed for stretching and deep drawing applications, but has wide application in the white line, roofing and other industries. The third material is aluminum alloy (AL 5052), widely used in industry and commercially available.
2.2 Tool geometry
Six geometries of different clinching tools were tested with the objective of analyzing the influence of these geometries on the pull-out resistance of the metal sheets after union by clinching. The first five geometries presented in Fig. 2 were defined from previous relevant works of the literature, and the sixth geometry was a common commercial geometry. Geometry (A) was based on Wang et al. [19] and presents a die with a narrower and deeper circumferential channel, with a slope of 70°. The geometry (B), based on Mucha [20], has a die with a circumferential channel and a radius at the bottom with a sloping face at 47°. The geometry (C), based on Abe et al. [21], has a die with a fully bowed circumferential channel. The geometry (D) was based on the work of Lee et al. [22], and it has a die with a bottom channel and shows as a differential a sloping wall 40°. The geometry (E) shows the bottom of the die slightly conical. Geometry (E) was based on Paula et al. [5] and Oudjene and Ben-Ayed [23], having a circumferential channel die, with square profile. Geometry (F) is a commercial geometry quite common in clinching tools showing a circumferential channel with plane bottom, inclined side and plane bottom of the die. The die geometries were adapted to a diameter of 10 mm, and the punch geometry was defined with a 3° slope in the cylindrical wall and in the tapered top.

Six clinching tool geometries analyzed
2.3 Tool and process parameters definition
According to Lee et al. [22], the tool and process parameters that most influence the strength of a union by clinching are the die depth, punch-to-die gap and bottom thickness, Fig. 1. Six geometries with parameters defined in three levels, 6 geometries × 3 parameter levels, totaling 18 computational tests for each material studied, were analyzed. In this first stage of computational experiments, studies were carried out only with HSLA 420/490 and ARC05 steels, so there were 18 tests × 2 materials. The complete arrangement with 27 combinations of geometries × parameters was studied in posterior work by Caron et al. [24].
Table 2 shows the control factors and the levels defined for the 18 experimental trials. The levels were defined from preliminary tests. The bottom thickness, for example, was set at 0.54 mm at the first level, corresponding to 18% of the thickness of the sheets to be joined (3 mm), the second level 0.75 mm (25%) and third in 0.90 mm (30%) and so on.
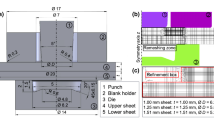
The computational model was performed in the commercial application ABAQUS software, with explicit dynamic approach. Due to the tool being cylindrical in shape, an axisymmetric model was used to reduce computational time. The punch, the die and the blank holder were considered rigid components, and the deformable sheets were described with solid four quadrilateral elements and reduced integration (CAX4R) [25]. In order to maintain good mesh quality over large deformation in the clinching region, an adaptive mesh technique was used that combines Lagrangian and Eulerian analysis. Along the thickness, 10 finite elements were defined, Fig. 3. In the region of greatest plastic deformation, elements were defined with 0.08 mm in the horizontal direction; however, outside the deformation region, the elements were gradually increased until reaching 1 mm at the end of the sheet that undergoes deformation.

Computational model for the clinching process
The materials were defined in the simulation application by means of their density and elastoplastic characteristics. The elastic regime was characterized by the modulus of elasticity (E) and the Poisson coefficient (v). The behavior in plastic regime was defined by the power law. The contact interactions in the model were defined in pairs and used the penalty contact method with a friction coefficient of 0.1, a value commonly found in stamping with low lubrication. Simulations were performed in three steps as shown in Fig. 4 [1]. The punch moves pushing the sheets against the die, producing clinching between them [2], the solid tools are removed; [3] the sheets are drawn by the ends in opposite directions simulating a pull-out by traction. As an output result, the resulting maximum force was recorded.

Three steps of the FEM simulations
2.4 Practical versus computational experiments
In order to compare the results obtained through the computational simulation by FEM, practical experiments were conducted. The two die geometries that provided the best results in the previous stage of computational simulation were manufactured. The tools (two dies and one punch) were machined in VC131 tool steel, heat-treated by quenching and tempering, resulting in an average hardness of 60 HRC. The die and the punch were mounted on an adapted tool holder in a uniaxial testing machine.
Due to the limited strength of the machine, it was not possible to make use of the HSLA 420/490 high-strength steel, and therefore ARC05 steel and AL5052 were used in this step. In addition, the machine was not able to test with these other two materials using all the parameters found in the simulation. For example, the 0.50 mm bottom thickness which provided the highest pull-out strength in the simulation was not achieved in the practical preliminary test, as the machine had no stiffness and not enough force to do so. Therefore, the bottom thickness was changed to 1.40 mm, minimum value achieved using the machine test. The depth of the die was maintained at 1.65 mm (best value found in the first stage), and the gap between punch and die was maintained at 1.30 mm (best value found in the first stage).
Test specimens were cut from 1.5-mm-thick sheets with the format and dimensions shown in Fig. 5b. They were positioned in cross-coupled on the die for union by clinching on the center.

Pull-out test: a test device and b proof sample
The computational clinching test and the pull-out simulation were performed as described in the Sect. 2.3 with the 1.40 mm bottom thickness, as defined on the experimental test.
2.4.1 Pull-out test
The practical pull-out test was also performed on a uniaxial test machine. The cross-linked sheets were assembled in the device as shown in Fig. 5a. The pull-out velocity was kept constant at 0.2 mm/s. The tensile testing machine software application records the displacement and force required for pull-out of the joint. The values were compared with those obtained by MEF simulation. The tensile strength evaluation was performed only in the tensile test because the determination of shear pull-out force requires a three-dimensional model.
3 Results
3.1 Tool and process parameters influence
The computational results of the union by clinching with the HSLA 420/490 and ARC05 steels are presented in this section. In Fig. 6, is shown the result of the maximum force recorded in the pull-out test for six different geometries in three levels of process parameters and two different materials. The geometries (A), (E) and (F), in this order, provided the greatest pull-out resistance. It has been observed that the smaller width of the circumferential channel is desirable to increase the interlocking strength of the joint as it directs the flow of the material into the channel, generating a larger interlocking thickness. In addition, slight variations in channel geometry such as radius and inclined walls are also essential to produce a pull-out resistant joint.

Maximum pull-out force for six different geometries considering three process parameter levels
The geometry (A) has the narrowest channel between the geometries tested; the channel is deep and has the inner wall slightly inclined. This combination presented the best result between the six geometries for the three parameter levels. This behavior was observed for the two steels tested. The result obtained with the geometry (E) was very close to that of the geometry (A), because the narrow channel with square profile also helped to direct the flow of the material into the channel in order to produce a great interlocking region between the sheets. The geometry (D) provided the worst result. This was motivated by the conicity at the bottom of the die that directs part of the flow of the material to the center of the die and not into the circumferential channel, generating a smaller interlocking thickness. The difference in the result between the six geometries was quite significant for the more resistant HSLA 420/490 steel, varying more than 2000 N between the geometries (A) and (D), for level 2 (Fig. 7). On the other hand, the ARC05, more ductile steel with less strength, was less influenced by the geometry of the tool, with a maximum variation of 1100 N between the geometries (A) and (B) for level 2.

Interlocking measurement in HSLA420/490 steel sheet clinched with geometries A and D and parameters in level 2
Figures 8 and 9 show the relationship between the pull-out strength for the six different geometries and the interlocking thickness. There is a relationship between the interlocking thickness and the strength of the joint, i.e., the greater the interlocking thickness, the greater the strength obtained on the joint. It can be observed that the clinching results are greatly influenced by the process parameters.

Maximum pull-out strength and interlocking thickness for HSLA 420/490 steel clinched by six different geometries considering the three process parameter levels

Maximum pull-out strength and interlocking thickness for ARC05 steel clinched by six different geometries and considering three parameter levels
The tests using level 1, i.e., the smaller gap between punch and die, the lower die depth and the lower bottom thickness produced the best results for both HSLA and ARC05 steel. Geometry (A), with level 1, and steel HSLA achieved pull-out strength of 4050 N, while at level 3 the resistance was just 2650 N. In resume, it is not enough just to choose the right geometry of the tool, but it is also necessary to choose properly the process parameters.
3.2 Experimental versus simulation results
In this stage, the objective was to compare the results of practical experiments with the results obtained through computational simulation by MEF and to analyze the feasibility of the use of computational tools in the design of the clinching tool. Two distinct materials (ARC05 and AL5052) were tested. Three tests were made for each die and after were submitted to pull-out tests in order to check the strength of the joint. Figure 10 shows the results of the ARC05 and AL5052 steel joined by clinching using dies (A) and (E). It was observed that the profile of the section of the joint simulated computationally was compatible with that verified in the practical experiment. The interlocking between the ARC05 steel sheets in the die (A) was 0.07 mm and 0.05 mm for the practical experiments and simulation, respectively. The interlocking of the AL5052 sheets in die (A) was 0.14 mm and 0.13 mm for the practical experiments and simulation, respectively. This measurement was performed in a CAD software on a high-resolution image of the joint section.

Comparison of joint profiles between experimental clinching and FEM simulation for steel ARC05 and AL5052, in a with die A and b with die E
Figure 11 shows the force variation obtained during the clinching test with ARC05 steel and AL5052 alloy. The punch pushes the sheets, and by about 2 mm of displacement the sheets touch the bottom of the die, causing the force to increase further as the material is forced into the die channel. It can be observed that the practical and computational results were very close. For the ARC05 steel, die (A), the maximum force in the simulation reached 56,000 N and for the practical experiment 53000 N.

Punch force evolution during the clinching of ARC05 steel and AL5052
After the clinching, the specimens were submitted to the uniaxial pull-out test. Figure 12 shows the results of the maximum force during the pull-out step of the ARC05 steel and the AL5052 alloy. For the ARC05 steel samples joined using the die (A), a maximum force of 868 N and 920 N was obtained between the practical experiment and the simulation, respectively. For the samples joined using the die (E), maximum strength of 751 N and 738 N was obtained for the practical experiment and the simulation, respectively. The results with the AL5052 material were less accurate than with the ARC05, and the result obtained by simulation was 12% and 15% smaller for the dies A and E, respectively. This can be explained by the difficulty in describing the behavior of the material in the simulation software.

Results of the maximum force in the practical pull-out test versus simulation data with ARC05 steel and AL5025
The results of maximum pull-out force with ARC05 showed that the computational model was able to simulate the practical results, with differences of 6% and 1.7% for dies (A) and (E), respectively. It can still be observed that the pull-out strength with the die (A) was greater than with the die (E), i.e., at around 16%. Due to the process parameters being the same, this result was influenced exclusively by the geometry of the die, reinforcing that the choice of a suitable geometry for the die can significantly affect the strength of the joint.
4 Discussion
The proper choices of tool geometry and process parameters are decisive factors in increasing the strength of a clinching joint. In the computational experiments the pull-out resistance with the HSLA 420/490 steel between the six geometries analyzed varied around 2000 N, and with the ARC05 steel the variation was of 1100 N.
It was observed that the geometry of the dies with narrower circumferential channel provided better results. The narrow channel directs part of the flow of the material into the channel producing a greater interlocking between the sheets. The thickness of the interlocking is directly related to the strength of the joint. Among the six geometries studied, (A), (E) and (F), in that order, produced better results. The worst result was obtained with the geometry (D) due to the conicity at the bottom of the die.
In addition to the influence of geometry, the process parameters significantly influenced the results. The tests using level 1, that is, the smaller gap between punch and die, the lower die depth and the lower bottom thickness produced the best results for both ARC05 steel and AL5052 alloy. The finite element method and the ABAQUS commercial software can be used to simulate the clinching process using an axisymmetric model. The properties of the tool and the process can be established computationally reducing costs and time with practical tests.
In the computational versus practical experiments, the following results were observed:
-
The profile of the simulated joint was compatible with that obtained in the practical experiments;
-
The force recorded during the punch displacement was very close to both the aluminum alloy and the ARC05 steel;
-
The maximum pull-out force with ARC05 presented very close results, with differences of 6% and 1.7% for dies (A) and (E), respectively. With the aluminum alloy, the difference was higher, 12% using the die (A) and 15% using the die (E).
The force required in the union by clinching on the two materials tested was close to the punch displacement of 2 mm. From this depth, the sheets reach the bottom of the die and start to flow into the channel, so the required force increases proportionally to the mechanical strength of each material.
5 Conclusion
The simulation described quite accurately the practical experiments as showed by the results of the punch force during clinching and the maximum force during the pullout. The study of the union process by clinching by means of finite element methods and experimental tests showed that the tool geometry and the process parameters considerably influence the resistance of joints made with sheets of materials with different mechanical strengths.
References
Groche P, Wohletz S, Brenneis M, Pabst C, Resch F (2014) Joining by forming—a review on joint mechanisms, applications and future trends. J Mater Process Technol 214(10):1972–1994
Varis J (2006) Economics of clinched joint compared to riveted joint and example of applying calculations to a volume product. J Mater Process Technol 172(1):130–138
Mori KI, Bay N, Fratini L, Micari F, Tekkaya AE (2013) Joining by plastic deformation. CIRP Ann Manuf Technol 62(2):673–694
He X (2017) Clinching for sheet materials. Sci Technol Adv Mater 18(1):381–405
De Paula A, Aguilar M, Pertence A, Cetlin PR (2007) Finite element simulations of the clinch joining of metallic sheets. J Mater Process Technol 82(1):352–357
Lajarin SF, Tenorio MB (2015) Simulação por elementos finitos da infuência da geometria de ferramenta na união por clinching, 8° COBEF Salvador, Bahia, Brasil (Portuguese)
Lambiase F, DiIlio A (2014) An experimental study on clinched joints realized with different dies. Thin Walled Struct 85:71–80
Mori K, Abe Y, Kato T (2012) Mechanism of superiority of fatigue strength for aluminium alloy sheets joined by mechanical clinching and self-pierce riveting. J Mater Process Technol 212:1900–1905
Kim H (2013) Fatigue strength evaluation of the clinched lap joints of a cold rolled mild steel sheet. J Mater Eng Perform 22:294–299
Su Z, Lin P, Lai W, Pan J (2015) Fatigue analyses of self-piercing rivets and clinch joints in lap-shear specimens of aluminum sheets. Int J Fatigue 72:53–65
Zhang Y, He X, Wang Y, Lu Y, Gu F, Ball A (2018) Study on failure mechanism of mechanical clinching in aluminium sheet materials. Int J Adv Manuf Technol 96(9–12):3057–3068
Chen C, Zhao S, Han X, Cui M, Fan S (2016) Optimization of a reshaping rivet to reduce the protrusion height and increase the strength of clinched joints. J Mater Process Technol 234:1–9
Chen C, Zhao S, Han X, Cui M, Fan S (2016) Investigation of the height-reducing method for clinched joint with Al5052 and Al6061. Int J Adv Manuf Technol 89(5–8):1–8
Chen C, Zhao S, Han X, Cui M, Zhao X, Ishida T (2017) Experimental investigation of the mechanical reshaping process for joining aluminum alloy sheets with different thicknesses. J Manuf Process 26:105–112
Chen C, Zhao S, Han X, Cui M, Fan S (2016) Investigation of mechanical behavior of the reshaped joints realized with different reshaping forces. Thin Walled Struct 107:266–273
Chen C, Han X, Zhao S, Xu F, Zhao X (2017) Comparative study on two compressing methods of clinched joints with dissimilar aluminum alloy sheets. Int J Adv Manuf Technol 93(5–8):1929–1937
Chen C, Zhao S, Cui M, Han X, Fan S, Ishida T (2016) An experimental study on the compressing process for joining Al6061 sheets. Thin Walled Struct 108:56–63
Eshtayeh MM, Hrairi M, Mohiuddin AKM (2016) Clinching process for joining dissimilar materials: state of the art. Int J Adv Manuf Technol 82:179–195
Wang CC, Kam HK, Cheong WC (2014) Effect of tool eccentricity on the joint strength in mechanical clinching process. Procedia Eng 81:2062–2067
Mucha J (2011) The analysis of lock forming mechanism in the clinching joint. J Mater Des 32(10):4943–4954
Abe Y, Mori K, Kato T (2012) Joining of high strength steel and aluminium alloy sheets by mechanical clinching with dies for control of metal flow. J Mater Process Technol 212(4):884–889
Lee C-J, Kim J-Y, Lee S-K, Ko D-C, Kim B-M (2010) Parametric study on mechanical clinching process for joining aluminum alloy and high-strength steel sheets. J Mater Process Technol 24(1):123–126
Oudjene M, Ben-Ayed L (2008) On the parametrical study of clinch joining of metallic sheets using the Taguchi method. Eng Struct 30(6):1782–1788
Caron FAZ, Rocha DR, Tenorio MB, Lajarin SF, Marcondes PVP (2014) Influencia dos parâmetros de processo e ferramenta na união de chapas metálicas por abotoamento (clinching). In: 1° Congresso Brazilian Deep Drawing Research Group, 2014, Porto Alegre. (In Portuguese)
ABAQUS (2012) Theory manuals version 6.12, Hibbit, Karlsson and Sorensen Inc., RI, USA
Acknowledgements
The authors would like to thank ArcelorMittal company for supplying the steels used in this study and also to CNPQ for the financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Rights and permissions
About this article

Cite this article
Tenorio, M.B., Lajarin, S.F., Gipiela, M.L. et al. The influence of tool geometry and process parameters on joined sheets by clinching. J Braz. Soc. Mech. Sci. Eng. 41, 67 (2019). https://doi.org/10.1007/s40430-018-1539-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1539-0