
Abstract
Microstructure, geometrical, and mechanical properties of copper wire in asymmetrical rolling process is experimentally investigated to determine the effects of microstructural properties on the process output parameters. The asymmetrical conditions applied in this work are introduced using different roll diameter ratios between the upper and the lower rolls. A number of experiments are carried out at room temperature with a laboratory rolling machine considering three different rolling reductions. The results reveal that as grain size in unrolled wire increase, the resulting radius at exit of the deformation zone as well as the total width of the rolled wire decrease. However, the width of the contact area increases. Furthermore, Vickers microhardness measurement is carried out in the section of the rolled wires at three different roll diameter ratios. The other findings indicate that by increasing roll diameter ratio, finer grain size and higher quantities of average hardness can be obtained.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Asymmetrical rolling holds potentials as a rolling method which provides benefits that cannot be ignored. This process has recently attracted much more attentions for its capacity to improve the microstructure and mechanical properties. Ability in developing shear texture and finer grains is one of the significant properties of the asymmetrical rolling by which this process can be claimed as one of the widely used methods of severe plastic deformation (SPD). In other words, creating shear strain in rolling direction of asymmetrical process leads to a higher degree of plastic strain in comparison to conventional rolling process.
As shown in Fig. 1, asymmetrical wire rolling is a process in which a wire with circular cross section enters the gap between rolls. The resulting product is a flattened wire that has been used in several industries to manufacture electrical equipment, piston rings, saw blades, springs, as well as the electrodes for gas metal arc welding (GMAW) [1].

Asymmetrical wire rolling process
Asymmetrical rolling condition could be set up when the upper roll diameter is different from the lower one. Taking into account different friction conditions on the upper and lower roll surfaces or having dissimilar angular velocities of the upper and lower rolls are two other cases which resulted into having asymmetrical conditions.
Up to now, various studies have been carried out to investigate the effect of the asymmetrical rolling condition on the resulting structure and mechanical properties for copper, aluminum, and magnesium sheets [2, 3]. Polkowski et al. [4] studied the effect of the asymmetrical rolling process on microstructure of copper sheet. They showed that compared to the symmetrical rolling, asymmetrical process will result into the greater strain hardening, higher angle boundaries, and sharpened textures. Wang et al. [5] analyzed the formation mechanism and organizational controlling of ultra-fine-grain copper produced by asymmetrical accumulative roll-bonding and annealing. Stepanov et al. [6] investigated the influence of cold rolling on microstructure and mechanical properties of copper subjected to ECAP with various numbers of passes. They concluded that after rolling, the high-angle grain boundaries spacing (HABs) and the yield strength of the rolled materials increase.
Gu et al. [7] studied grain size dependence on the texture evolution in severely rolled process of pure copper. They carried out large strain rolling up to 97% of thickness reduction on pure copper with two different initial grain sizes. Ucuncuoglu et al. [8] investigated the effect of asymmetrical rolling on microstructure and mechanical properties of the magnesium sheets with twin roll casting. Wronski et al. [9] analyzed the influence of asymmetrical rolling on the microstructure and mechanical properties of aluminum. Their results revealed that the texture through the thickness is homogeneous in asymmetrical rolling process. Considering both finite element (FE) and experimental (EBSD) methods, Wronski et al. [10] also studied the texture variation in titanium. They investigated the crystal deformation mechanisms, microstructure, and internal stress distributions in symmetrical and asymmetrical rolling processes.
Sidor et al. [11] investigated the microstructural and crystallographic aspects of asymmetrical and symmetrical rolling processes. They found that asymmetrical rolling conditions impose shear deformation texture on the rolled product and eliminate the initial strong cube texture after relatively low thickness reductions. Xinsheng et al. [12] evaluated the microstructure of Mg–Al–Zn alloy rolled with differential speed rolling (DSR). The DSR-rolled sheet indicated the unidirectional shear bands with an inclination to the rolling direction.
Over the past few years, a number of studies have been reported regarding the analysis of wire flat rolling process. Kazeminezhad and Karimi Taheri [13] evaluated the influence of some input parameters such as roll velocity, thickness reduction, and wire material on the lateral spread of wire and width of the contact area. Considering an experimental procedure, Kazeminezhad and Karimi Taheri [14] investigated the effects of thickness reduction of wire, friction coefficient, and roll velocities on rolling force and deformation behavior of the rolled wire. Moreover, Kazeminezhad and Karimi Taheri [15] evaluated the deformation inhomogeneity in the symmetrically flattened rolled wire. They concluded that the deformation inhomogeneities in the flattened wire increase by decreasing the reduction in height as well as increasing the friction factors.
Applying the slab method analysis, Parvizi et al. [16] proposed a three-dimensional analytical solution to calculate the rolling pressure, force, and torque in asymmetrical wire rolling process. Furthermore, Parvizi et al. [17] investigated the effects of roll speed ratio, roll diameter ratio, and reduction in height on the curvature radius and width of the contact area of asymmetrically flattened rolled wires. Li et al. [18] analyzed the edge rolling based on continuous symmetric parabola curves. They described dog-bone shape using a continuous symmetric parabola to establish a kinematically admissible continuous velocity field for edge rolling. Taking into account the minimum power, they calculated the force and torque in edge rolling.
Having investigated the literate, no research has been reported regarding the influence of the asymmetrical rolling process on microstructure and mechanical properties of flattened copper wires. In this study, three initial copper wires with different grain sizes are considered for asymmetrical wire flat rolling process. Specimens are cut out in the middle of the rolled wires, plain of RD–TD at center layer of the section, to observe a microstructure using an optical microscope. The effects of initial grain size on the output curvature, total width of the rolled wire, and width of the contact area with respect to three rolling reductions are investigated, while the roll diameter ratio is 1.4. In the other case, copper wires are rolled with three different roll diameter ratios and a constant rolling reduction. The effects of the roll diameter ratios on the resulting grain sizes, the layer thicknesses, and mechanical properties are studied. The results are compared with those from symmetrical process. Finally, taking into account three different roll diameter ratios, Vickers microhardness measurements are done in the sections of the final rolled wires.
2 Experimental procedure
2.1 Rolling machine set-up
The rolling machine as well as its different rolls used in the experiments are illustrated in Fig. 2. Six rolls with diameters of 45, 49, 53.6, 64.4, 69, and 73 mm were fabricated using CK60 steel. Then, heat treatment process was applied to achieve HRC 55 hardness. Using these rolls, three different ratios of roll diameter equal to \( C_{1} = \frac{64.4}{53.6} = 1.2 \), \( C_{2} = \frac{69}{49} = 1.4 \), and \( C_{3} = \frac{73}{45} = 1.62 \) were considered for the asymmetrical experiments of copper wire. Furthermore, both the upper and the lower rolls were rotated with the same rotational speed using a same electromotor. Besides, wires with initial diameter of \( d_{\text{cu}} = 1.9\,{\text{mm}} \) were considered to perform the experiments at room temperature for several thickness reductions. The material properties of applied copper are given in Table 1.

a Asymmetrical wire rolling machine, b rolling mills for asymmetrical process
2.2 Test samples preparation
To perform a measurement using optical microscope, the specimens were cold mounted and polished with SiC paper at the first step. Afterward, the specimens were etched with liquid comprising 2.5 gr Iron(III) chloride (FeCl3), 2 ml hydrogen chloride (HCl), and 50 ml ethanol. Then, the optical bx52-m microscope was used to magnify the images of samples. Some mounted samples and a position in the section in which the photographs are taken are shown in Fig. 3. Moreover, having studied the effect of the asymmetrical rolling process on the mechanical properties, Vickers microhardness measurements were carried out on specimens in the sections perpendicular to rolling direction using Koopa MH3 model. In this case, measurements were performed in five positions at each section of specimens and the average value was reported. According to ASTM E112-12 standard, the Heyn Lineal Intercept Method was used for measuring the sizes of the grains.

a Mounted samples; b Position on the mounted samples in which the photographs were taken (x = rolling direction, y = normal direction, z = transfer direction)
3 Results and discussion
3.1 Microstructure evaluation
Figure 4 illustrates the structure of unrolled copper wire with respect to different annealing times taken by optical microscope. Considering three samples for each case, the unrolled copper wires were held in furnace with 450 °C for 20, 30, and 40 min to perform the annealing process.

Cold-drawn copper structure before rolling process: a not annealed, b annealed for 20 min, c annealed for 30 min, d annealed for 40 min; scale: 20 µm, annealing temperature: 450 °C
The copper structure for not annealed case is shown in Fig. 4a. According to Fig. 4b–d, it is obvious that the greater grain sizes are obtained in case of longer annealing time of copper in a furnace. Furthermore, Fig. 5 demonstrates the influence of annealing process time on the grain sizes of unrolled copper. Having held the unrolled copper wire in the furnace from 20, 30, and 40 min, the average grain sizes will increase from 12.5 to 15 µm, respectively. As a result of bigger grain sizes, the quantities of grains boundaries will be reduced and material flow be facilitated. The standard deviation (SD) of curve is also presented in Fig. 5, while three measurements were executed for each annealing time.

Effect of annealing time on the resulting grain sizes at 450 °C (\( d_{\text{cu}} = 1.9\,{\text{mm}} \)), (SDTime = 30 = 1.1)
Considering three different rolling reductions and a constant roll diameter ratio, the influence of the various grain sizes on the output radius at the exit of the deformation zone is presented in Fig. 6. Having carried out four tests, the average values were considered for radius at exit. The standard deviation (SD) of each curve was calculated and presented in caption of all curves. Furthermore, Heyn Lineal Intercept Method was used for measuring the grain sizes based on ASTM E112-12 standard. By increasing the grain sizes, there exist very slight descending trends in output radii, while it is almost negligible for case of 45% reduction. For bigger grain sizes with a reduced amount of grain boundaries, plastic deformation is easier to happen. Essentially, having higher formability of material with larger grain sizes can be considered as one of the reasons to have a smaller radius at exit. As grain sizes in the layers near the upper roll with faster speed increase, the flow of material facilitates while the lower energy is required. Therefore, material near the upper roll is flowed faster and causes to rise the values of the curvatures at exit of the deformation zone.

Effect of the grain sizes on output radius at three different rolling reductions (\( d_{\text{cu}} = 1.9\,{\text{mm}} \)), (SD∆h = 22% = 2.3, SD∆h = 30% = 2.4, SD∆h = 45% = 1.8)
Width of the contact area (W) as well as the total width of the rolled wire (T), as shown in Fig. 7, are two design parameters which define the geometry characteristics of the product. Hence, these parameters should be investigated specifically to enable to control them.

a Width of the contact area; b Total width of the rolled wire
In Fig. 8, the influences of initial wire grain sizes on width of the contact area (W) are illustrated with respect to different reductions. For all cases, the greater width of the contact area can be obtained in case of bigger grain sizes. Fewer boundaries in case of bigger grain sizes can be mentioned as one of the main reasons for that. On the whole, when the grain sizes rise, the flow of material in transverse direction becomes easier and, consequently, the width of the contact area increases. In addition, the larger widths of the contact area will be obtained in the case of higher reductions.

Effects of grain sizes on the width of the contact area at three different rolling reductions (\( d_{\text{cu}} = 1.9\,{\text{mm}} \)), (SD∆h = 22% = 1, SD∆h = 30% = 2.8, SD∆h = 45% = 2.8)
Figure 9 demonstrates the effects of the initial wire grain sizes on the total width of the rolled wire (T) for different reductions. The similar roll diameter ratio equal to 1.4 is considered for all cases. It could be concluded that as grain sizes become larger, the total width of the rolled wire drops slightly. Following the preceding point, easier deformation in case of bigger grain sizes will be resulted into having greater width of the contact area in transverse direction. In contrary, less total width of wire is expected to be happened in order to maintain the incompressibility condition. It should be also noted that among the process parameters affecting the total wire width, frictional conditions between the rolls and wire have a significant role. Apparently, the trends of curves in all reductions are approximately the same with slight negative slopes. Moreover, the largest value of the total width is 2.69 mm which belongs to average grain size of 12.46 µm and the highest reduction of 45%. However, this quantity in case of 15 µm average grain size is 2.54 mm that is 6% lower.

Effects of grain sizes on total width of the rolled wire at three different rolling reductions (\( d_{\text{cu}} = 1.9\,{\text{mm}} \)), (SD∆h = 22% = 1.7, SD∆h = 30% = 1.2, SD∆h = 45% = 1.9)
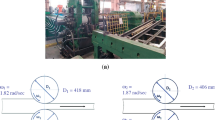
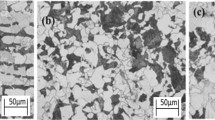
The microstructures of copper wire after rolling as well as the resulting layer thickness with respect to different roll diameter ratios are illustrated in Fig. 10. As it is shown, there exist much finer grain sizes in case of process with higher asymmetrical behavior, i.e., by increasing the ratio of roll diameters. Actually, compression is the main basis of the deformation process at center layer of the material in the symmetrical rolling. However, in the asymmetrical rolling process, both compression and shear strains have influences on the deformation state. Therefore, for more asymmetrical condition, the equivalent strain increases and more partial refinement as well as the small grain sizes are obtained. This phenomenon especially happens for material with high staking energy such as copper.

Structure of copper wire after a symmetrical process; asymmetrical process with different rolling diameter ratios b 1.2, c 1.4, d 1.6 (\( \Delta h = 30\% \))
In addition, according to these figures, thinner layer thicknesses occur in case of more asymmetrical condition which is typically approved by the theoretical concepts. The thickness of the deformed grains was measured based on ASTM E112-13 and the variation of layer thicknesses with respect to roll diameter ratio is shown in Fig. 11. Three samples for each roll diameter ratio were taken into account and the average values were considered. Basically, the layer thickness which is 2.93 µm for symmetrical case will be halved, i.e., 1.47 µm, in case of asymmetrical condition with 1.6 roll diameter ratio.

Effect of the roll diameter ratio on the layer thicknesses of the grains (\( d_{\text{cu}} = 1.9\,{\text{mm}} \), (SDRDR = 1.2 = 1.2)
3.2 Hardness evaluation
The average Vickers microhardness in the wire section with respect to different roll diameter ratios is presented in Fig. 12. The section is selected perpendicular to the rolling axis. It is seen that with increasing the roll diameter ratio, the average hardness of the rolled material increases as well. Based on the fundamental metal forming theories, it is known that a direct relation exists between the amount of equivalent strain and the hardness. Once more, the additional shear strains imposed by asymmetrical rolling that causes higher equivalent strain can be considered as a reason for having higher hardnesses.

Effects of the roll diameter ratio on the average hardness of the rolled copper (SDRDR = 1.2 = 0.913)
4 Conclusion
Microstructure and mechanical properties of copper wire were investigated in asymmetrical wire rolling process for the first time. Asymmetrical condition was applied by taking into consideration different roll diameter ratios, i.e., 1.2, 1.4, and 1.62, in industrial rolling machine to perform the experiments. Moreover, Vickers microhardness measurements were performed in the section of the rolled wire at three different roll diameter ratios. It is concluded that for bigger grain sizes of the initial wire, the width of the contact area increases after rolling, whereas the output radius and the total width of the rolled copper decrease. Furthermore, results reveal that as roll diameter ratio increases, the grain sizes of the rolled copper decreases and average hardness of wire material at the section perpendicular to rolling direction increases. The additional shear strain resulted from asymmetrical rolling that causes higher equivalent strains can be considered as a reason for that. Finally, since for equal amount of consumed energy, the plastic strains and resulted harnesses are higher in the asymmetrical rolling compared to the symmetrical one, the asymmetrical process is more efficient regarding the energy consumption. This can be considered as a significant advantage of asymmetrical rolling process.
References
Carlsson B (1998) The contact pressure distribution in flat rolling of wire. J Mater Process Technol 73:1–6
Beausir B, Biswas S, Kim D, Toht LS (2009) Analysis of microstructure and texture evolution in pure magnesium during symmetric and asymmetric rolling. Acta Mater 57:5061–5077
Zuo FQ, Jiang JH, Shan AD (2008) Shear deformation and grain refinement in pure Al by asymmetric rolling. Trans Nonferr Metals Soc China 18:774–777
Polkowski W, Jo´z´wik P, Polan´ski M, Bojar Z (2013) Microstructure and texture evolution of copper processed by differential speed rolling with various speed asymmetry coefficient. Mater Sci Eng A 564:289–297
Jun-li W, Rui-dong X, Shao-hua W, Tian-cai Q, Qing-nan S (2012) Formation mechanism and organizational controlling of ultra-fine-grain copper processed by asymmetrical accumulative rolling-bond and annealing. Trans Nonferr Metals Soc China 22:2672–2678
Stepanov ND, Kuznetsov AV, Salishchev GA, Raab GI (2012) Influence of cold rolling on microstructure and mechanical properties of copper subjected to ECAP with various numbers of passes. Mater Sci Eng A 554(30):105–115
Gu CF, Hoffman M, Toht LS (2015) Grain size dependent texture evolution in severely rolled processed of the pure copper. Mater Charact 101:180–188
Ucuncuoglu S, Ekerim A, Secgin GO, Duygulu O (2014) Effect of asymmetric rolling process on the microstructure, mechanical properties and texture of AZ31 magnesium alloys sheets produced by twin roll casting technique. J Magnes Alloys 2:92–98
Wronski M, Wierzbanowski K, Wronski S, Bacroix B, Wróbel M, Uniwersał A (2015) Study of texture, microstructure and mechanical properties of asymmetrically rolled aluminium. In: 17th Int conf on Textures of Mater (ICOTOM 17)
Wronski M, Wierzbanowski K, Wronski S, Bacroix B, Lipinski P (2014) Texture variation in asymmetrically rolled titanium. Study by finite element method with implemented crystalline model. Int J Mech Sci 87:258–267
Sidor J, Miroux A, Petrov R, Kestens L (2008) Microstructural and crystallographic aspects of conventional and asymmetric rolling processes. Acta Mater 56:2495–2507
Xinsheng H, Kazutaka S, Akira W, Ichinori S, Naobumi S (2008) Microstructure and texture of Mg–Al–Zn alloy processed by differential speed rolling. J Alloys Compd 457:408–412
Kazeminezhad M, Taheri AK (2005) A theoretical and experimental investigation on wire flat rolling process using deformation pattern. J Mater Des 26:99–103
Kazeminezhad M, Taheri AK (2005) An experimental investigation on the deformation behavior during wire flat rolling process. J Mater Process Technol 160:313–320
Kazeminezhad M, Taheri AK (2007) Deformation inhomogeneity in flattened copper wire. J Mater Des 28:2047–2205
Parvizi A, Pasoodeh B, Abrinia K (2015) An analytical approach to asymmetrical wire rolling process with finite element verification. Int J Adv Manuf Technol 82:1–9
Parvizi A, Pasoodeh B, Abrinia K, Akbari H (2015) Analysis of curvature and width of the contact area in asymmetrical rolling of wire. J Manuf Process 20:245–249
Li X, Wang H, Liu Y, Zhang D, Zhao D (2016) Analysis of edge rolling based on continuous symmetric parabola curves. J Braz Soc Mech Sci. doi:10.1007/s40430-016-0587-6
Material property data. http://www.matweb.com
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Pasoodeh, B., Parvizi, A. & Akbari, H. Investigation of microstructure and mechanical properties in asymmetrically rolled copper wire. J Braz. Soc. Mech. Sci. Eng. 39, 5109–5116 (2017). https://doi.org/10.1007/s40430-017-0828-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-017-0828-3