
Abstract
Fused deposition modeling-assisted investment casting (FDMAIC) has shown its capability to substantially shorten the product development time and cost. However, this additive technology suffers badly from poor surface finish of the patterns which affects the surface quality of cast specimens. The resulting casting often requires post-surface finishing operation before their service assignments, and is the major factor for increased production cost. In the present research work, surface roughness of aluminium matrix composites developed has been improved by introducing a pre-finishing stage, to fused deposition modeled pattern made of reinforced filament, as barrel finishing (BF) process. Six controllable process parameters of FDMAIC and BF, namely filament proportion, volume of cubical pattern, density of pattern, burnishing time, burnishing media weight and number of slurry layers were studied at 12 and 53 parametric levels using Taguchi L18 orthogonal array to find out their effect on surface roughness of casted aluminium matrix composites. It has been found that surface roughness of final castings was significantly improved by the introduction of BF in FDMAIC.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Aluminium matrix composites (AMCs) have proved their importance to conventional alloys with regard to high strength and stiffness in various industrial applications like space shuttles, launching vehicles, auto-mobile and mineral processing [1, 2]. A wide variety of AMC development techniques have been explored for including vapor state methods, liquid phase methods and solid state methods [3, 4]. In order to develop low cost and net-shape AMC, existing casting processes can be used due to their adaptability to flexibility [5, 6]. Among various casting techniques investment casting (IC) method, often known as precision casting process, is a valuable option as it has the capability of producing good surface finish, accurate and intricately detailed castings, poor machinability and workability of components [7]. In the past decade, researches have taken place to modify conventional IC process by hybridizing with rapid prototyping (RP) technique which effectively reduced the pattern development time and production cost. Fused deposition modeling (FDM) is one of the available RP techniques that works on layer manufacturing and builds three-dimensional parts by extruding plastic-based material (acrylonitrile–butadiene–styrene) on a platform through computer aided design (CAD) [8, 9]. FDM can benefit IC process due to its advantages that include low maintenance costs, quick production of thin parts, clean burnout, robustness and part dimensional stability [10, 11].
Besides the various advantages of FDMAIC route hurdles like poor surface finish of FDM patterns may outweigh the advantages [12]. Generally, it is observed that the lesser the layer thickness of the part to be made the better the surface finish FDM machines produce, but surface finish is also affected by staircase effect, road width, air gap between roads and model temperature [13].
In literature, several researchers have proposed different methods to reduce the surface roughness (R a ) of the FDM parts of ABS. Most of the researches are based on optimization of FDM process parameters while other proposed a chemical treatment method [14, 15]. Nowadays, a barrel finishing (BF) is a new mass finishing operation used in additive manufacturing industries nowadays [16]. BF in typical setup (Fig. 1) consists of a container fluidizes a bed of granular media (pyramid, conical, cylindrical and spherical shapes) creating a circulating bulk flow to machine variety of sizes, shapes and materials batch to batch. The charge is composed of the components to be finished, media compound within a rotating barrel and process ranges from heavy de-burring to very fine finishing [17, 18].

Barrel finisher (TVBF-120 model) [17]
Recently, an invention was made in a patent which suggested a hybrid route for developing metal matrix composite (MMC) by combining FDM (using reinforced filament) and IC [19]. According to this invention, when a reinforce (consisting of abrasive fillers) FDM pattern is used as master pattern in IC process, it will deposit its abrasive particles in the mould cavity when autoclaved and these particles will actively participate in the development of metal matrix composite with aluminium metal. The outer surface of AMC developed via this route will be harder with soft core inside and can be subsequently used for engineering services where a wear-resistive surface is required like in automotive and textile industries, etc.
The present research work is aimed at optimization of surface roughness of the AMC developed parts using above-defined route. BF, as an intermediate process to FDMAIC, has been used for surface roughness improvement and experimentation is designed using Taguchi L18 orthogonal array DOE is made on process parameters, namely filament proportion (A), volume of cubical pattern (B), density of pattern (C), burnishing time (D), burnishing media weight (E) and number of slurry layers (F). Pyramid-shaped burnishing media were used in BF process. Reinforced FDM filament of 60 % nylon6, 30 % Al, 10 % Al2O3 (C1) and 60 % nylon6, 28 % Al, 12 % Al2O3 (C2) proportions has been fabricated on single screw extruder whose melt flow index was tested as per ASTM-D-1238-95 standard and matched with manufacturer’s patented material (acrylonitrile–butadiene–styrene). Cubical pattern with three different volumes and three densities were fabricated on FDM system using reinforced filaments (C1 and C2) and subjected to BF process prior to IC. The density of FDM-based pattern is an available option and can be effectively for different applications. Although change in FDM pattern density is insignificant for IC process (as it has to sacrifice for mould cavity at end) but in the present research work patterns were made under low density, high density and solid conditions as the weight of pattern changed with density. This means that patterns made under different conditions of density not only have different weights but proportions of Al2O3 too. Usually, it has been observed that weight of the cube with 0.7-in. side made at low density, high density and solid condition is 2.925, 4.377 and 5.257 gm, respectively.
2 Experimentation
At first stage of pilot experimentation, alternative reinforced FDM filaments were developed using single screw extruder (shown in Fig. 2). Melt flow index (MFI) of the proportions of filaments were matched with the manufacturer’s acrylonitrile–butadiene–styrene (ABS). Two proportions (C1 and C2) were developed by varying proportions of Al (325 mesh) and Al2O3 (100–120 mesh) to 2 % as significant alteration causes an unmatched MFI of selected proportions and ABS. Each developed filament was then fired on existing FDM system (uPrintSE make: Stratasys Inc.) and cubical patterns were prototyped with 0.254-mm layer thickness (as shown in Fig. 3a). While gating, pouring cups and riser were fabricated using the manufacturer’s ABS material and the complete assembly of all is shown in Fig. 3b. IC moulds were prepared once casting trees were ceramic coated (shown in Fig. 3c) and baking was performed at 1150 °C keeping the pouring cup up-straight in order to lock the abrasive Al2O3 particles in the mould cavity. Molten Al-6063 alloy is then poured into the resulting cavity and the finally casted AMC cube is shown Fig. 4a. Microstructural analysis made on casted specimen (refer Fig. 4b) indicated the non-uniform distribution of Al2O3 particles (geometrical shapes).

Extrusion of wire from single screw extruder

Prototyping of cubical pattern (a); assembled casting tree (b) and ceramic moulds (c)

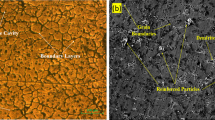
Surface gaps in casting (a); micrograph of casted specimen at 100× (b)
In the present research work, AMCs were developed through FDMAIC route without the introduction of BF and it has been found that R a of AMC developed was significantly high indicating poor finish (refer Table 1). The main reason encountered was the use of alternative filament packed with abrasive Al2O3 particle that reduced the sticking ability of nylon6 during its layering while prototyping and resulted in micro-gaps between two adjacent layers. These pattern micro-gaps were filled by clay during IC ceramic coating and the negative shape was attainted by molten aluminium metal as shown in Fig. 4a. In the second stage of pilot experimentation BF process was introduced as an intermediate step in FDMAIC using wooden pyramid (rhomboid)-shaped burnishing media as shown in Fig. 5. It has been observed that besides the reduction of casting R a layer gaps were also overcome. Figure 6 shows digital photograph (taken with 3264 × 2448 pixels, auto-focused camera) and roughness profiles for comparison of surface texture before and after BF of FDM patterns. As observed from Fig. 6, after BF operation the surface becomes more uniform in texture (having less waviness). Table 2 shows the BF process parameters studied in second stage of the pilot experimentation. It has been seen from Table 2 that introduction of BF in FDMAIC reduced the R a of FDM patterns as well as casted AMCs. The BF process parameters (D and E) were selected judicially as because the FDM patterns are packed with brittle alumina particles, so increase in media weight (parameter E) and time for BF (Parameter D) may cause unnecessary erosion of the surface. This may lead to fracture of pattern surface too.

Isometric view of pyramid-shaped burnishing media

Digital photograph of FDM pattern before BF (a); roughness profile FDM pattern before BF (b); digital photograph of FDM pattern after BF (c) and roughness profile of FDM pattern after BF (d)
2.1 Experimental procedure
To obtain maximum realistic information with the minimum number of well designed experiments and factors those affecting R a of casted AMCs must be optimized using design of experiments (DoE). Taguchi L18 orthogonal array has been introduced to design the final control log of experimentation as shown in Table 3.
A total of 54 (18 × 3) experiments were conducted by repeating each experimental condition thrice to reduce the affect of errors indulged due to environmental, equipment and human variations.
3 Results and discussions
The surface roughness of casted AMC cubes has been measured using Mitutoyo-SJ-210 (ISO 1997) roughness tester at 0.5 mm/s stylus speed, cut-off length at 0.25 mm and X at 5. The results obtained by final experimentation have been optimized by using Taguchi L18 orthogonal array and signal-to-noise (S/N) ratio analysis has been conducted for best setup of process. Table 4 shows the comparison between the two-stage surface roughness, i.e., FDM prototyping stage, and BF stage. It has been seen that R a of the FDM prototypes are significantly improved after BF which impacted the final stage casting roughness also. Finally, R a of casted AMCs was optimized using MINITAB-16, S/N response has been analyzed to investigate the effect of selected FDMAIC and BF process parameters on R a . The R a values for finally casted AMCs (total 54 samples) and their S/N values are shown in Table 5.
The values of Table 5 and Fig. 7 show the S/N ratio plots obtained at smaller the better condition. Also, analysis of variance (refer Table 6) of S/N ratio for R a has been performed at 95 % confidence level. As per Table 6, no input process parameter is significant for the obtained R a value. In Table 7, two least contributing parameters (C and E as per Table 6) were pooled and it has been found that parameter B contributes significantly (Fisher value > 4.1028) for R a value.

S/N response to R a data
From Fig. 7, it has been seen that with parameter ‘A’ C1 R a of AMC produced better surface finish as compared to ‘C2’. This is due to the fact that abrasive contents (Al2O3) in ‘C2’ proportion are higher than C1 by 2 % resulting in rough internal surface of the mould cavity. In case of parameter ‘B’, it has been found that with an increase in the volume of the cube R a of AMC was also increased. This is may be due to the staircase effect of FDM manufacturing in which prototyping is an approximation of the original model depending upon geometry and physical object [20]. Larger the volume of cube the more will be the impact of staircase effect and hence the higher roughness of the FDM parts.
With regard to parameter ‘C’, it has been found from Table 6 that the percentage contribution of this parameter in R a of AMC is only 3.03 % (refer Table 6). S/N response of density of cube to R a of AMC (shown in Fig. 7) highlighting that when the density of the cube is changed from low to high, casting surface roughness decreased which is further increased when density changed from high to solid. It is very clear that under low-density condition FDM usually fabricates pattern with sparse packing which formed gaps between the layers on outer surface. R a value of the casting decreased significantly at high-density condition as pattern packed denser than low-density condition. When the density is further increased to solid condition R a of casting increased as a fact of higher Al2O3 contents. As parameter ‘D’ is concerned, it has been found that an increase in time from 20 to 40 min increased the material removal rate as larger peak area is machined at the top of the profile without affecting the valleys. While further increase in BF time to 60 min is of no use as most of the peaks were smoothened in 40 min only. Over processing of FDM-reinforced pattern caused unnecessary erosion of material from the surface and formation of new peaks has taken place.
As regards parameter ‘E’, S/N ratio curve shows a decline in casting R a when media weight was increased from 10 to 15 kg. It has been analyzed that at 10 kg media loading reinforced pattern is rolled six times per lap around the bowl channel while at 15 kg loading it is rolled five times per lap. Due to the reduction in roll time per lap reinforced pattern contacted less number of pyramid media machining edges. When media weight is further increased to 20 kg reinforced pattern rolling further decreased by one roll per lap, material removal rate may became higher due to media weight in terms of gravitational force participating actively in the machining action. Finally, parameter ‘F’ is found to contribute negligibly (2.94 %) in R a of the casted AMC (see Table 6). S/N trends (Fig. 7) shows that with an increase in number of layers there is an increase in R a of casting. This may be due to the fact that the more the heat transfer rate the smaller the grain size number. Small grain size number here means lesser number of grains per inch2 as per ASTM-E112-10 standard [21]. The grain size per inch2 has been calculated as per Eq. 1.
where ‘N AE’ is the number of grains per inch2 at 100× magnification and ‘G’ is the grain size number.
Microstructures of casted AMC with seven, eight and nine slurry layers has been analyzed at 100× (refer Fig. 8) and it was found that with seven slurry layer grains formed of ASTM grain size number is ‘3’, with eight slurry layer ASTM grain size number is ‘5’ and with nine slurry layer ASTM grain size number is ‘6.5’. It means that in case of nine slurry layers maximum number of grains were formed per inch2 and as the stylus of surface roughness tester moved on surface more number of peaks and valleys were encountered due to closely packed grain boundaries, whereas it happened lesser in case of seven slurry layers.

Microstructure of experiment with 7 (a), 8 (b) and 9 slurry layers (c) (at 100×)
Experiment has been performed at optimized setting and the result of final experiment indicated initial (least value from Table 5) and optimized values of R a (see Fig. 9).

Comparison of initial and final R a
4 Conclusions
The R a of casted AMC developed via FDMAIC route using reinforced filament has been successfully optimized by introducing an intermediate BF process through Taguchi L18 orthogonal array. Following are the conclusions of present study:
-
It has been found that Al2O3 proportion in developed FDM filament has a linear relation with R a of AMC. Filament ‘C1’ has proportions of 60 % nylon6, 30 % Al and 10 % Al2O3, whereas filament ‘C2’ has 60 % nylon6, 28 % Al and 12 % Al2O3. There is a marginal difference of 2 % of Al2O3 proportion between these two filaments that resulted in variation in the ceramic mould cavity surface roughness.
-
With an increase in the volume of the cube there is an increase in the R a value of AMC due to FDM staircase manufacturing. This is due to the fact that volume of geometry is in direct relation to FDM staircase effect, as shown in Fig. 7.
-
When density of the cube is changed from low to high, casting roughness decreased and increased further when density changed from high to solid. At low-density condition FDM usually fabricates pattern with sparse packing which retained minor gaps between the layers on outer surface. R a value of the casting decreased significantly at high-density condition due to denser packing. At solid condition R a of casting increased as a fact of higher Al2O3 contents.
-
With BF time increasing from 20 to 40 min, material removal rate is also increased due to longer machining exposure. While further increase in BF time to 60 min led to over processing of FDM-reinforced pattern which caused unnecessary erosion of material.
-
There is a decline in casting R a when media weight increased from 10 to 15 kg. It is found that at 10-kg media loading reinforced pattern rolled six times per lap around the bowl channel, while at 15-kg loading they rolled five times per lap. Due to reduction in roll per lap reinforced pattern contacted less number of pyramid media machining edges. But when media weight is further increased to 20 kg also roll per lap is further decreased by one; however, material removal rate became higher due to media weight in terms of gravitational force participated in machining action.
-
From microstructure analysis of casted AMC it has been found that with seven slurry layer grains formed of ASTM grain size number is ‘3’, with eight number of slurry layer ASTM grain size number is ‘4’ and with nine number of slurry layer ASTM grain size number is ‘5.5’. Small grain size number means lesser number of grains per inch2 and as the stylus of surface roughness tester moved on surface less number of peaks and valleys were encountered due to less number of grain boundaries in measurement area.
-
As per the results of Taguchi DOE analysis, it has been found that R a of casted AMC will be minimum when filament proportion ‘C1’ used to prototype 26 × 26 × 26 mm3 at high density is BF for 40 min at 20 kg load and IC mould is prepared using seven slurry layers. Confirmatory experiment at recommended parametric setting has been conducted and highlighted 5.9 % improvement in R a at the proposed parametric settings.
Abbreviations
- AMC:
-
Aluminium metal composite
- BF:
-
Barrel finishing
- DOE:
-
Design of experimentation
- FDM:
-
Fused deposition modeling
- FDMAIC:
-
Fused deposition modeling-assisted investment casting
- IC:
-
Investment casting
- R a :
-
Surface roughness
References
Previtali B et al (2008) Application of traditional IC process to aluminium matrix composites. Compos Part (A) 39:1606–1617
Raju KSR et al (2015) An experimental and micrographical investigation on aluminum nano metal matrix composites. J Compos Mater. doi:10.1177/0021998315623624
Miracle DB (2005) Metal matrix composites–from science to technological significance. Compos Sci Technol 63:2526–2540
Ralph B et al (1997) The processing of metal matrix composites—an overview. J Mater Process Technol 63:339–353
Asthana R (1998) Processing effects on the engineering properties of cast metal matrix composites. Adv Perform Mater 1998(5):213–255
Xiandong S et al (1997) The fabrication and properties of particle reinforced cast metal matrix composites. J Mater Process Technol 63:426–431
Metals handbook: casting. ASM International; 1988
Kumar P et al (2012) Application of fusion deposition modelling for rapid investment casting—a review. Int J Mater Eng Innov 3(¾):204–227
Mohamed OA et al (2016) Experimental investigations of process parameters influence on rheological behavior and dynamic mechanical properties of FDM manufactured parts. Mater Manuf Processes. doi:10.1080/10426914.2015.1127955
Wang S et al (2010) A study of investment casting with plastic patterns. Mater Manuf Processes 25:1482–1488
Gouldsen C, Blake P (1998) Investment casting using FDM/ABS rapid prototype patterns. Rapid ToolworX and Stratasys Inc, pp 4–19
Kruth JP et al (1998) Progress in additive manufacturing and rapid prototyping. CIRP Ann-Manuf Technol 47(2):525–540
Wang CC et al (2007) Optimizing the rapid prototyping process by integrating the Taguchi method with the gray relational analysis. Rapid Prototyp J 13(5):304–315
Galantucci LM et al (2009) Experimental study aiming to enhance surface finish of fused deposition modeled parts. CIRP Ann-Manuf Technol 58:189–192
Sood AK et al (2009) Improving dimensional accuracy of fused deposition modelling processed part using grey Taguchi method. Mater Des 30:4243–4252
Boschetto A, Bottini L (2015) Roughness prediction in coupled operations of fused deposition modeling and barrel finishing. J Mater Process Technol 219:181–192
Boschetto A et al (2013) 3D roughness profile model in fused deposition modelling. Rapid Prototyp J 19(4):240–252
Nebiolo WP (2013) Considerations regarding the proper loading of vibratory finishing bowls for optimal quality, performance and throughput efficiency. NASF Surf Technol White Pap 78(1):1–13
A wear resistant part having metal matrix composite (MMC) and process for preparing the metal matrix composite, Patent file no. 2847/DEL/2013; 2013
Pandey PM et al (2003) Improvement of surface finish by staircase machining in fused deposition modelling. J Mater Process Technol 132(1–3):323–331
Standard test methods for determining average grain size, ASTM-E-112-10
Acknowledgments
The authors are thankful to Council of Scientific and Industrial Research (New Delhi), Punjab Technical University (Jalandhar) and Saini Precision Casting Pvt. Ltd. (Ludhiana) for financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Singh, S., Singh, R. Some investigations on surface roughness of aluminium metal composite primed by fused deposition modeling-assisted investment casting using reinforced filament. J Braz. Soc. Mech. Sci. Eng. 39, 471–479 (2017). https://doi.org/10.1007/s40430-016-0524-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-016-0524-8