
Abstract
In this work, a good combination of strength and ductility is achieved in a Mg-13Gd-0.2Ni alloy by conventional extrusion and following aging treatment. The aged Mg-13Gd-0.2Ni alloy exhibits a yield strength (YS) of 363 MPa, an ultimate tensile strength (UTS) of 433 MPa, and an elongation of 11.9%. The aged Mg-13Gd-0.2Ni alloy contains a microstructure with a 95% proportion of dynamically recrystallized (DRXed) grains with a micron size, weak texture, and a high number density of prismatic β′ precipitates within grains. The bulk compounds enriched with Ni element which are mainly formed during casting and stable in the extruded and aged samples. Few dynamic compounds are formed during extrusion, and a high density of prismatic β′ precipitates are formed during aging. The high density of prismatic β′ precipitates results in a significant increase in the strength of the Mg-13Gd-0.2Ni alloy, and the YS and UTS are increased by 153 and 136 MPa, respectively. The high proportion of DRXed grains with a weak texture contributes mainly to the high ductility and the fine compounds with a low density at grain boundaries formed during aging have no significant adverse effect on ductility of the aged Mg-13Gd-0.2Ni alloy. These findings for the novel Mg-Gd-Ni alloy can provide guidance for the design of wrought Mg alloys with superior mechanical properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Mg alloys have received a lot of attention as promising lightweight alloys [1,2,3,4,5,6]. However, relatively low mechanical properties limit the application of Mg alloys. Mg-Gd series alloys show enormous potential for being high-performance Mg alloy [7,8,9,10,11,12,13]. For example, an extruded Mg-13Gd (wt%) binary alloy prepared by traditional extrusion and following aging treatment shows high strength with a yield strength (YS) of 470 MPa, an ultimate tensile strength (UTS) greater than 500 MPa [14]. The high strength is mainly related to texture strengthening and precipitation strengthening. Regrettably, it shows a worrying bad ductility with an elongation of only 2.5%. A Mg-15Gd-1Zn-0.4Zr (wt%) alloy processed by extrusion and aging exhibits a YS of 465 MPa, an UTS of 524 MPa, and an elongation of 4.0% [15]. The ductility of Mg-15Gd-1Zn-0.4Zr alloy significantly drops from 10.0 to 4.0% after aging. An extruded Mg-8Gd-3Yb-1.2Zn-0.5Zr (wt%) alloy shows a YS of 413 MPa, an UTS of 425 MPa, and an elongation of 5.5% [16]. Actually, the high-strength Mg-Gd series alloy usually exhibits a low ductility, especially after the aging treatment [15,16,17,18,19,20,21,22]. The low ductility of high-strength Mg-Gd series alloys is related to the high proportion of un-dynamically recrystallized (un-DRXed) elongated grains and high-density dynamic compounds at grain boundaries [23,24,25]. The un-DRXed elongated grains have high-density dislocations and strong basal texture, which is harmful to the ductility. The dynamic compounds form mainly at grain boundaries during extrusion, and are unfavorable to the coordination of intergranular deformation [26,27,28]. Obviously, improving the ductility of high-strength Mg-Gd series alloys will greatly promote its application.
Addition of alloying elements is one of the effective ways to improve the mechanical properties of alloys. There has been a lot of work on the influence of alloying elements on the mechanical properties of Mg-Gd series alloys [20, 29, 30]. Ni element is one of the attractive alloying elements. Adding Ni is proved to be effective in increasing corrosion rates and is favorable to obtain highly degradable Mg alloys [31,32,33,34,35]. The investigations on the mechanical properties of Mg-Gd-Ni alloys focus mainly on the feature of Ni-containing long-period stacking ordered (LPSO) phases and their influence on the mechanical properties [33,34,35]. However, almost no attention has been paid to the mechanical properties of Mg-Gd-Ni alloy with slight Ni addition.
In this work, we investigated the grain structure characteristic and precipitation characteristic of a Mg-13Gd-0.2Ni (wt%) alloy processed by conventional extrusion and aging treatment. The mechanisms for the high ductility of aged Mg-13Gd-0.2Ni alloy were systematically discussed. These findings for the novel Mg-13Gd-0.2Ni alloy can enlighten the design of Mg alloys with high strength and high ductility simultaneously.
2 Experimental
A commercial extruded Mg-13Gd-0.2Ni alloy with the actual composition of Mg-12.9Gd-0.207Ni (wt%) (measured by inductively coupled plasma spectrometry) was employed in the present study. The billet was homogenized at 520 °C for 24 h followed by quenching in hot water of 90 °C. The cylindrical-shaped samples with a height of 150 mm and a diameter of 80 mm were cut from the homogenized billets. These homogenized samples were heated to 320 °C in the resistance furnace, and then extruded into bars with a diameter of 20 mm followed by a rapid quench into cold water, and the corresponding extrusion ratio is 16. Based on our previous work, the extrusion temperature of 320 °C and extrusion ratio of 16 are chosen for facilitating the formation of an almost completely DRXed microstructure. Both the cylindrical extrusion chamber temperature and the die temperature were heated to the same temperature with the extruded samples, and a ram speed of 0.3 mm/s was chosen. Isothermal aging was performed at 200 °C for 20 h. The extruded sample and peak-aged sample are labeled as E and E + A samples, respectively. The tensile bars with a gauge length of 25 mm and a diameter of 5 mm were tested using a Shimadzu Autograph AG-I (100 kN) with an initial strain rate of 10–3 s−1 at room temperature. The tensile direction was parallel to extruded direction (ED), and three samples were tensile-tested under the same test parameter for test accuracy. The phase constituents of the alloys were examined by X-ray diffractometer (XRD) with Cu Kα radiation with a wavelength of 0.15406 nm and a scanning speed of 4° min−1. The microstructure was characterized by an optical microscope (OM), a FEI Nova 400 scanning electron microscope (SEM) equipped with Oxford HKL Channel 5 electron backscattered diffraction (EBSD) detector, a JEOL J JEM-F200 transmission electron microscope (TEM) operated at 200 kV. The samples for SEM were etched in a solution of picric acid including 4.2 g picric acid, 10 ml distilled water, 10 ml acetic acid, and 70 ml alcohol. The specimens for EBSD measurement were mechanically polished, followed by electrochemical polishing with AC2 solutions. The EBSD measurement used a step size of 0.3 µm. Kernel average misorientation map (KAM) is constructed based on the degree of misorientation between a measurement point (kernel) and all its surrounding neighbors. The thin foil samples for TEM observation were prepared using electrolytic twin jet thinning and low energy ion beam thinning technique.
3 Results
Figure 1 and Table 1 show the tensile properties for the E and E + A samples. For comparison, Table 1 also shows the mechanical properties of extruded and aged Mg-Gd-based alloys with similar content of alloying elements in the literature [15, 17, 36,37,38,39,40,41,42,43]. The E sample exhibits a YS of 210 MPa, an UTS of 297 MPa, and an elongation of 23.1%. After aging treatment, the E + A sample shows a YS of 363 MPa, an UTS of 433 MPa, and an elongation of 11.9%. Although the Mg-13Gd-0.2Ni alloy shows a relatively low strength, compared with the Mg-13Gd binary alloy fabricated at same temperature, the elongation of Mg-13Gd-0.2Ni alloy after aging treatment is significantly higher than that of Mg-13Gd binary alloy [14]. Given it low density, the UTS higher than 430 MPa is indeed an attractive parameter as structure material of lightweight high-strength. The extruded and aged Mg-13Gd-0.2Ni alloy presents a good combination of strength and ductility.

Tensile engineering stress–strain curves for the E and E + A samples
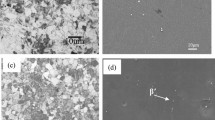
Figure 2 shows optical microstructure of E and E + A samples. The E sample shows a microstructure containing a high proportion (93%) of DRXed grain with a micron-level size (4.7 μm), while the proportion of 95% and an average size of 4.9 μm for E + A sample can be obtained. The results suggest there is almost no change of proportion and average size of DRXed grains for the Mg-13Gd-0.2Ni extrusion after aging treatment.

Optical microstructure of the E sample, a, b longitudinal section, c, d cross section. The horizontal direction is parallel to ED
Figure 3 exhibits the XRD pattern of the as-cast, solid-solution, E, and E + A samples. There are three phases of α-Mg, Mg5Gd, and Mg3Gd can be detected in the cast sample. After solid-solution treatment, there are only the α-Mg phase in the solid-solution sample, indicating that most of compounds have been dissolved into Mg matrix. There is only the peak of α-Mg in the E sample, which suggests that few dynamic compounds are formed during extrusion. It is worth noting that there is a peak with the 2θ between 29 and 30° existing in the all the as-cast, solid-solution, E, and E + A samples shown in the XRD pattern.

XRD patterns of the Mg-13Gd-0.2Ni samples
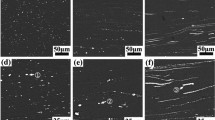
Figure 4 shows SEM images of the E and E + A samples. Consistent with OM results, both E and E + A samples have a high proportion of DRXed grain. A small number of micron-sized particles (~ 1 μm, pointed by red arrows) and lath-shape compounds (with a length of ~ 2 μm and a width of ~ 0.3 μm, pointed by yellow arrows) present a chain-like distribution along the extruded direction in the E and E + A sample (Fig. 4a and b), which suggest that they are mainly formed during casting and retains after solid solution.

SEM images for the a E and b E + A samples. The horizontal direction is parallel to ED
Figure 5 shows the TEM images for the E sample. The compounds with a lath shape observed in Fig. 5a crossing the grain boundary has a size of a length of ~ 2 μm and a width of ~ 0.3 μm, which is consistent with the result in Fig. 4. Figure 5b shows the morphology of the grain boundaries in the E sample. Interestingly, extruded Mg-Gd-based alloys with such a high content of alloy elements usually have a high number density of dynamic compounds at grain boundaries [14, 17,18,19,20]. The lack of precipitates in the E samples indicates that dynamic precipitation is strongly hindered during extrusion, it is predicted that the diffusion rate of Gd atoms is retarded due to the effect of Ni addition at the high temperature though the accurate explanation needs further research in the future.

TEM images of the E sample: a bulk precipitates, b grain boundaries
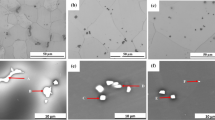
Figure 6 shows TEM image for E + A sample and corresponding EDS mapping images. The results show that Ni element is enriched mainly in part of the compounds, especially in the bulk compounds, and only slight Ni element can be detected in the matrix. In comparison, the Gd element is not only enriched in the bulk compounds, but also enriched in the fine compounds, such as the particles form along the grain boundaries mainly formed during aging. The large lath-shape compound is an unknown Mg-Gd-Ni phase, which needs further investigation. The result suggests the peak at ~ 29° site of XRD pattern in Fig. 3 may be caused by the Mg-Gd-Ni phase.

TEM image a and the elemental maps of Mg b, Gd c, Ni d in the E + A sample
After aging treatment, the number density of precipitates increases (Fig. 7). The fine compounds (point A) existing within grains only contain Mg and Gd elements, indicating that the compounds should be Mg5Gd phase. The XRD results show no peaks for Mg5Gd phase due to the low content. The compounds distributed along the grain boundaries contain mainly Mg and Gd elements, and the slight Ni element can also be detected (point C).

TEM images of the E + A sample a, and EDS analysis of the compounds b
Figure 8 shows TEM images of grains and the fine compounds in E + A sample. Some fine compounds with an average size of ~ 90 nm can be observed along grain boundaries (Fig. 8a and b). Figure 8c and d proves that abundant compounds also form within grains after aging. The diffraction patterns of compounds with grains with electron beam approximately parallel to [0002]Mg (Fig. 8c) and [1–100]Mg (Fig. 8d) proves that the nano-sized compounds are prismatic β′ precipitates, which is traditional strengthening particles in aged Mg-Gd alloy.

TEM images of the grains and the fine compounds in the E + A sample: a DRXed grains, b grain boundary with precipitates, and c and d TEM images for the nano-sized compounds within grain with an electron beam approximately parallel to [0002]Mg c and [1–100]Mg d, respectively
Figure 9 shows the EBSD results for the E + A sample. The grains in the E + A sample show a weak texture with a maximum intensity of 5.5 (Fig. 9a and d). The KAM results show that the grains in the E + A sample have a low density of dislocation, which further proves that the grains in the E + A sample are almost completely DRXed (Fig. 9b). In addition, the misorientation angle distribution (Fig. 9e) exhibits that the grain boundaries in the E + A sample are mainly high angle grain boundary, which also proves that the E + A sample is almost completely DRXed. Figure 9c and f shows the {0001} < 11–20 > Schmid factor (SF) distribution maps when the tensile test is conducted along ED. The result suggests that the E + A sample has a high SF value of ~ 0.302 for basal slips (Fig. 9f).

EBSD analysis for the E + A sample: a inverse pole figure (IPF) map, b KAM map, c and f SF distribution map for basal slip, d (0002), (11–20), and (10–10) pole figures, and e distribution of misorientation angle
4 Discussion
4.1 Microstructure Evolution and Strengthening Mechanisms
The extruded Mg-13Gd-0.2Ni alloy shows a high proportion (93%) of DRXed grains (Fig. 2a), which is higher than the extruded Mg-13Gd alloys the literature using this preparation method [14, 18], indicating that the Ni addition can promote the DRX process during extrusion. After aging treatment, the proportion and average size of DRXed grains in the E + A sample are almost the same to the E sample (Fig. 2), which suggests that the aging treatment has a limited effect on the grain structure of extruded Mg-13Gd-0.2Ni alloy. Because the E + A sample has the same grain size and proportion of un-DRXed grains (which have high-density dislocations) as the E sample, the strengthening effects from grain boundary and dislocation are not the main reason for the improved strength of the E + A sample. According to the previous works on the Mg-Gd series alloys, aging treatment has limited influence on the texture of extruded Mg-Gd alloys [9,10,11]. In the present work, the unchanged proportion and average size for the DRXed grains after aging treatment indicate that the E + A sample should have a similar texture to the E sample. Therefore, texture strengthening is also not the main reason for the improved strength of the E + A sample. Besides, as the aging treatment results in the precipitation of abundant β′ precipitates, the contribution of solid-solution atoms to strength should be decreased. Thus, the contribution of solid-solution strength is also not the main reason for the increased strength of the E + A sample.
As shown in Figs. 4 and 5, precipitates are hard to be observed in the E sample, especially at the grain boundaries, which is quite different to the extruded Mg-Gd alloys in the literature [14, 23,24,25, 44], indicating that dynamic precipitation process is significantly inhibited in the extruded Mg-13Gd-0.2Ni alloy. The absence of dynamic compounds at grain boundaries contributes to the formation of DRXed grains with relatively large size due to the lack of obstruction for grain growth. As the number density of nano-sized Mg5Gd particles and Mg-Gd-Ni phase is quite low, the dynamic precipitation strengthening in the E sample should be weak. After aging treatment, a high density of prismatic β′ precipitates are formed within grains (Figs. 6, 7, and 8). The precipitation strengthening exhibits a significant contribution to the strength, where the YS and UTS are increased by 153 MPa and 136 MPa, respectively.
4.2 Ductility of the Aged Mg-13Gd-0.2Ni Alloy
The extruded Mg-Gd alloys usually exhibit a significant drop of ductility after age treatment. The high-volume fraction of elongated grains with strong basal texture is an important reason for the low ductility of aged Mg-Gd alloys. The large size of elongated grains with strong basal texture is unfavorable to the coordination of intergranular deformation and the activation of basal slips [45, 46]. In addition, the high-density dislocations in elongated grains can strongly inhibit the activation of dislocation slips, and result in a low ductility [39, 47,48,49]. Thus, the weak texture (Fig. 9a and d), high SFs for basal slips (Fig. 9c and f), and low density of dislocation (Fig. 9b) in the E and E + A samples significantly contribute to their high ductility.
The second factor to the low elongation of the aged Mg-Gd alloys is usually associated with the high-density dynamic bulk compounds at grain boundaries, as the bulk compounds at grain boundaries usually cause stress concentration and then result in the initiation of cracks [23,24,25]. In comparison, the compounds formed during aging with a relatively low temperature are much smaller than those precipitated during extrusion, which will promote the coordination of intergranular deformation and lead to a better ductility. In the present work, the dynamic precipitation is significantly inhibited (Fig. 5) and the compounds formed during aging have an average size of ~ 90 nm (Fig. 8b). In addition, thus, the E + A sample can exhibit a much higher ductility than the aged Mg-Gd alloys in literature.
5 Conclusions
The microstructure, and mechanical properties of the Mg-13Gd-0.2Ni alloys are systematically investigated. The following conclusions are drawn:
-
1.
The E sample shows a high proportion of micron-level DRXed grains, and a low number density of Mg5Gd and Mg-Gd-Ni dynamic compounds. Almost no compounds form at grain boundaries during extrusion. The E sample exhibits a YS of 210 MPa, an UTS of 297 MPa, and an elongation of 23.1%. The strength of the extruded Mg-13Gd-0.2Ni alloy mainly depends on the fine DRXed grains.
-
2.
There is no change of proportion and size of DRXed grains of the E sample during aging. The E + A sample shows a significant increase in the strength (with a YS of 363 MPa, and an UTS of 433 MPa), which is attributed to the abundant nano-sized prismatic β′ precipitates formed within grains during aging.
-
3.
The high proportion of fine DRXed grains with a weak texture in the E + A sample significantly contributes to the high ductility. The fine compounds formed during aging instead of bulk dynamic compounds at grain boundaries can diminish the stress concentration. Thus, the E + A samples exhibit a high ductility with an elongation of 11.9%.
References
B. Liu, J. Yang, X. Zhang, Q. Yang, J. Zhang, X. Li, J. Magnes. Alloy. 11, 15 (2023)
B. Che, L. Lu, L. Liu, Y. Yang, W. Kang, J. Luo, Z. Wu, Y. Qiu, Acta Metall. Sin. -Engl. Lett. 36, 469 (2023)
Q. Yang, Z. Xie, J. Li, S. Lv, W. Zhang, R. Wu, H. Pan, R. Li, X. Qiu, Res. Chem. Mater. 2, 151 (2023)
H. Zhang, H.P. Li, R.G. Li, B.S. Liu, R.Z. Wu, D.Y. Zhao, S.S. Li, Chin. J. Mech. Eng. 36, 72 (2023)
D. Bu, T. Li, X. Han, Z. Du, J. Yuan, K. Zhang, Y. Li, Y. Peng, Z. Pang, C. Zhao, J. Rare Earths 41, 462 (2023)
L. Hou, B. Li, R. Wu, L. Cui, P. Ji, R. Long, J. Zhang, X. Li, A. Dong, B. Sun, J. Mater. Sci. Technol. 33, 947 (2017)
J. Xie, J. Zhang, Z. You, S. Liu, K. Guan, R. Wu, J. Wang, J. Feng, J. Magnes. Alloy. 9, 41 (2021)
S. Zhou, A. Tang, T. Liu, Y. Huang, P. Peng, J. Zhang, N. Hort, R. Willumeit-Römer, F. Pan, J. Alloys Compd. 947, 169669 (2023)
J. Fan, M. Ma, K. Zhang, Y. Li, X. Li, G. Shi, J. Yuan, J. Rare Earth. 40, 831 (2022)
J. Zhao, B. Jiang, J. Xu, W. He, G. Huang, F. Pan, Mater. Sci. Eng. A 839, 142867 (2022)
D. Deng, R. Cheng, B. Jiang, M. Yang, H. Wang, Y. Zhou, C. Yu, Y. Ma, J. Peng, F. Pan, J. Alloys Compd. 968, 171782 (2023)
D. Wang, H. Wu, R. Wu, Y. Wang, J. Zhang, S. Betsofen, B. Krit, L. Hou, T. Nodir, J. Magnes. Alloy. 8, 793 (2020)
Q. Zhang, W. Liu, G. Wu, L. Zhang, W. Ding, Acta Metall. Sin. -Engl. Lett. 33, 1505 (2020)
R.G. Li, H.R. Li, H.C. Pan, D.S. Xie, J.H. Zhang, D.Q. Fang, Y.Q. Dai, D.Y. Zhao, H. Zhang, Scr. Mater. 193, 142 (2021)
W. Rong, Y. Zhang, Y. Wu, Y. Chen, M. Sun, J. Chen, L. Peng, Mater. Sci. Eng. A 740, 262 (2019)
B. Li, K. Guan, Q. Yang, X. Niu, D. Zhang, S. Lv, F. Meng, Y. Huang, N. Hort, J. Meng, J. Alloys Compd. 776, 666 (2019)
R.G. Li, Y. Yan, H.C. Pan, H. Zhang, J.R. Li, G.W. Qin, B.S. Liu, Mater. Res. Lett. 10, 682 (2022)
R.G. Li, Y.Q. Dai, P.F. Song, J.H. Zhang, H. Zhang, N. Guo, G.Y. Fu, L.W. Lu, Mater. Sci. Eng. A 818, 141441 (2021)
R.G. Li, P.F. Song, G.L. Wu, B.S. Liu, H.C. Pan, J.R. Li, H. Zhang, Mater. Lett. 324, 132757 (2022)
Z. Yu, Y. Huang, L. Liu, K. Shi, B. Du, K. Liu, S. Li, W. Du, Scr. Mater. 220, 114901 (2022)
H. Ovri, J. Markmann, J. Barthel, M. Kruth, H. Dieringa, E.T. Lilleodden, Acta Mater. 244, 118550 (2023)
C. He, M. Yuan, B. Jiang, L. Liu, Q. Wang, Y. Chai, W. Liu, G. Huang, D. Zhang, F. Pan, Mater. Sci. Eng. A 832, 142397 (2022)
R. Li, S. Zhou, H. Zhang, R. Wu, D. Wu, J. Li, B. Liu, S. Li, X. Li, B. Wang, J. Magnes. Alloy. (2023). https://doi.org/10.1016/j.jma.2023.03.002
C. Tang, J. Chen, X. Ma, W. Liu, H. Xie, M. Li, X. Liu, Mater. Charact. 189, 111952 (2022)
Z. Yang, C. Xu, S. Song, T. Nakata, S. Kamado, J. Alloys Compd. 972, 172742 (2024)
R. Li, J. Zhu, B. Liu, H. Zhang, S. Li, D. Wu, S. Sha, S. Guo, J. Mater. Res. Technol. 28, 2379 (2024)
H. Zhang, H.L. Hao, G.Y. Fu, B.S. Liu, R.G. Li, R.Z. Wu, H.C. Pan, Acta Metall. Sin. -Engl. Lett. 36, 335 (2023)
C. Chen, D. Han, M. Wang, S. Xu, T. Cai, S. Yang, F. Shi, B. Beausir, L.S. Toth, J. Alloys Compd. 931, 167498 (2023)
D. Gu, J. Peng, S. Sun, F. Pan, J. Mater. Res. Technol. 20, 2859 (2022)
L.W. Zheng, Y.P. Zhuang, J.J. LI, H.X. Wang, H. Li, H. Hou, L.F. Wang, X.P. Luo, K.S. Shin, Trans. Nonferrous Met. Soc. China 32, 1866 (2022)
S. Zhong, D. Zhang, Y. Wang, S. Chai, J. Feng, Y. Luo, J. Hua, Q. Dai, G. Hu, J. Xu, J. Mater. Sci. Technol. 128, 44 (2022)
X. Hu, Y. Zhang, M. Zheng, K. Wu, Scr. Mater. 52, 1141 (2005)
Y. Wang, D. Zhang, S. Zhong, Q. Dai, J. Hua, Y. Luo, G. Hu, J. Xu, B. Jiang, F. Pan, J. Mater. Res. Technol. 20, 3735 (2022)
C. Dai, J. Wang, Y. Pan, K. Ma, Y. Peng, J. Ren, Y. Wang, D. Wang, J. Wang, Y. Ma, Corros. Sci. 210, 110806 (2023)
K. Ma, J. Wang, Y. Peng, C. Dai, Y. Pan, Y. Wang, D. Wang, J. Wang, Y. Ma, F. Pan, J. Magnes. Alloy. (2022). https://doi.org/10.1016/j.jma.2022.07.015
W. Liu, B. Zhou, G. Wu, L. Zhang, X. Peng, L. Cao, J. Magnes. Alloy. 7, 597 (2019)
K. Wang, J. Wang, S. Huang, S. Gao, S. Guo, S. Liu, X. Chen, F. Pan, Mater. Sci. Eng. A 733, 267 (2018)
X. Heng, Y. Zhang, W. Rong, Y. Wu, L. Peng, Mater. Des. 169, 107666 (2019)
B. Du, Z. Yu, K. Shi, K. Liu, S. Li, W. Du, Acta Metall. Sin. -Engl. Lett. 36, 456 (2023)
L. Liu, B. Dong, M. Cheng, Y. Xue, Z. Zhang, J. Mater. Res. Technol. 25, 4050 (2023)
R. An, B. Yu, Z. Feng, Y. Li, Z. Li, F. Wang, X. Li, B. Chang, Int. J. Metalcast. 17, 2338 (2023)
C. Tang, L. Cui, H. Jiang, W. Liu, J. Li, X. Liu, H. Li, J. Mater. Res. Technol. 23, 4663 (2023)
Z. Zheng, Z. Dong, B. Jiang, Y. Cheng, A. Zhang, J. Song, T. Li, F. Pan, Scr. Mater. 238, 115772 (2024)
T. Zhu, J. Sun, C. Cui, R. Wu, S. Betsofen, Z. Leng, J. Zhang, M. Zhang, Mater. Sci. Eng. A 600, 1 (2014)
B. Liu, L. Xue, R. Li, L. Zong, H. Zhang, J. Li, S. Li, D. Wu, Mater. Lett. 350, 134877 (2023)
H. Zhang, X. Xiao, R.G. Li, D. Wu, R.Z. Wu, B.S. Liu, S.S. Li, J.R. Li, Res. Chem. Mater. 2, 208 (2023)
K. Guan, M. Egami, D. Egusa, H. Kimizuka, M. Yamasaki, Y. Kawamura, E. Abe, Scr. Mater. 207, 114282 (2022)
K. Guan, D. Egusa, E. Abe, J. Zhang, X. Qiu, Q. Yang, J. Meng, J. Magnes. Alloy. 10, 1220 (2022)
C. Li, H. Yan, R. Chen, Acta Metall. Sin. -Engl. Lett. 36, 61 (2023)
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant Nos. 52171121, 51971151, 52201132, and 52201131), and the Natural Science Foundation of Liaoning Province of China (2022-NLTS-18-01).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors state that there are no conflicts of interest to disclose.
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, H., Zhao, J., Li, R. et al. Microstructure and Mechanical Property of Mg-13Gd-0.2Ni Alloy Processed by Extrusion and Aging. Acta Metall. Sin. (Engl. Lett.) 37, 1367–1376 (2024). https://doi.org/10.1007/s40195-024-01712-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-024-01712-1