
Abstract
This paper provides a comprehensive review of research progress in particle-reinforced Mg matrix composites prepared via powder metallurgy. The article discusses different strategies, such as micro-sized, nano-sized particles, and multi-particle hybridization, which has been employed to enhance the performance of the composites. In addition, a range of preparation techniques that optimize the dispersion of the reinforcing particles are summarized. The paper also highlights how the different configurations between the reinforcements and matrix alloy impact the composites’ performance. Finally, the article outlines the prospects of particles reinforced Mg matrix composites fabricated via powder metallurgy and recommends modification methods that could be explored to further develop these materials for various applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
As one of the lightest structural metals, magnesium alloy with a density of 1.74 g/cm3, which is 35% lighter than aluminum alloy and 78% lighter than steel, has been studied extensively for automotive and aerospace application to reduce energy cost and improve performance [1,2,3,4]. However, the Mg alloy has the low strength and elastic modulus, poor wear resistance and elevated temperature performance, which limits the further development and application [5,6,7]. The particle reinforced Mg matrix composites show better comprehensive properties, and they often have the higher specific strength, specific modulus and lower thermal expansion coefficient than those of Mg alloy, which is hopeful to become a new generation of light alloy structure material.
The preparation methods of Mg matrix composites mainly include stirring casting [8,9,10], melt infiltration [11,12,13], powder metallurgy [14,15,16], in situ synthesis [17], disintegrated melt deposition (DMD) [18, 19] and so on. The key challenge in the preparation of composites is how to uniformly disperse reinforcing particles into the matrix with defects as few as possible. The reinforcing particles are effectively dispersed by continuously optimizing the preparation technique, such as introducing ultrasonic vibration [20, 21] based on the stirring casting, but the dispersion effect of nanoparticles is limited in this method. The powder metallurgy, as an earlier method used to prepare Mg matrix composites, has a better dispersion effect on reinforcing particles, especially nanoparticles, which could fabricate composites with the uniform microstructure, fine grain, non-component segregation, and good thermal processing properties. Moreover, the powder metallurgy method has the advantages of simple process, low cost, and large controllable range of volume fraction of reinforcing particles. Therefore, many researchers explore and modify the powder metallurgy method to prepare the Mg matrix composites, and the method is developed towards the direction of high densification rates, high performance and low cost [22,23,24,25]. This paper introduces the common micro-size, nano-sized particles, as well as multi-particle hybridization. Additionally, A series of preparation techniques aimed at optimizing the dispersion of reinforcing particles are presented. The paper investigates the influence of the combination of reinforcements and matrix configuration on the composites. This provides theoretical guidance for optimizing powder metallurgy.
2 Common Reinforcing Particles of Mg Matrix Composites
The reinforcing particles can improve strength, elastic modulus, wear resistance and corrosion resistance [26,27,28,29]. To reach the performance of Mg matrix composites, the reinforcing particles should generally have one of the following excellent performances at least:
The reinforcing particles should have the good chemical and physical stability [30,31,32]. This is because the reinforcing particles are easy to react with matrix at elevated temperature during the preparation process, which should be avoided. At the same time, reinforcing particles should maintain the original physical properties so as to form the reinforced Mg matrix composites.
The interfacial performance between reinforcement and the matrix should be great [33,34,35], which includes two aspects. On the one hand, the good wettability is required [36, 37], which is beneficial for better uniform dispersion of reinforcement in the matrix, better stress transform, thereby improving the strengthening effect. However, the poor wettability causes the problems such as the agglomeration of reinforcements and the macro defect of composites. On the other hand, the harmful interfacial reaction should be avoided [38,39,40]. The brittle interfacial products would reduce the interfacial bonding, decreasing the properties of the composites. Nevertheless, not all interfacial reaction products are harmful. If there is a coherent relationship between the interfacial products and the matrix, the interfacial bonding can be enhanced.
The reinforcements are divided into continuous reinforcements and discontinuous reinforcements according to their shape. The continuous reinforcements are mainly classified into fiber and skeleton. The discontinuous reinforcements include particles and whisker. The common reinforcing particles discussed in this paper mainly include SiC [30, 41,42,43], TiC [44,45,46], B4C [11, 47,48,49], carbon nanotubes CNTs [40, 50, 51], etc., and the physical parameters are listed in Table 1.
2.1 SiC reinforced Mg matrix Composites
SiC reinforcing particles are widely used in metal matrix composites. SiC particles (SiCp) possess high hardness and wear resistance, which can enhance strength and wear resistance of composites [52,53,54,55]. SiCp cannot react with Mg matrix because there is no stable carbide of Mg. Therefore, the application of SiCp is most mature in common reinforcements.
Muhammad et al. [56] investigated the microstructure and mechanical properties of Mg matrix composites fabricated by spark plasma sintering (SPS). The results showed that the ultimate tensile strength increased with increasing sintering temperature. The most suitable sintering temperature for the AZ91/SiC composites was 552 ℃. Luo et al. [57] successfully fabricated AT81 matrix composites with different volume fraction of SiCp. The results showed that the strength of composites increased from 69 to 239 MPa and elongation decreased from 19.3 to 4.8% with the volume fraction increased from 0 to 30%. Garce et al. [58] discovered the similar phenomenon. The intensity of fiber texture and tension–compression asymmetry decreased with increasing volume fraction. Garce et al. [59] also investigated the yield strength of WE54 matrix composites with different particle size of SiCp. The results indicated that the yield strength of WE54/SiC (2 μm) is higher than that of WE54/SiC (15 μm). Except for the micro-size SiCp, Penther et al. [60] found that there were nano-sized grains in the SiCp reinforced composites which was caused by the pinning effect of SiC nanoparticles (SiCnp), as shown in Fig. 1. The high hardness of nanoparticle reinforced composites was attributed to strengthening of nano-sized grain and effective load transfer from the Mg matrix to SiCnp. Nie et al. [61] studied the effect of the hot extrusion process on the distribution of SiCnp in AZ91/SiCnp composites. Although some agglomerates of SiCnp were observed within the SiCnp bands, SiCnp were uniformly dispersed throughout the composites. Meanwhile, Wang et al. [62] found that the addition of SiCnp modified the microstructure of AZ31 matrix during hot rolling. The addition of SiCnp promoted the dynamic recrystallization, restricted the grain growth and suppressed the formation of the shear band in the monolithic alloy sheet, leading to a more uniform microstructure. Additionally, the addition of SiCnp resulted in the formation of the lamellar structure.

TEM micrographs of extruded Mg–10 vol.% SiCnp (M10Sn): a uniform distribution of SiCnp in Mg matrix corresponding to the EDS spectra of marked circles, b dark field showing dynamic recrystallisation (DRXed) grains, c high-resolution transmission electron microscopy (HRTEM) of interface between SiCnp, Mg matrix, d statistical grain size distribution [60]
Except for the effects of SiCp on strength and elongation of Mg matrix composites, the researchers also investigated the other mechanical properties like wear resistance. Kaviyarasan et al. [63] fabricated Mg–x wt% SiC (x = 0, 0.5, 1, 2) composites by powder metallurgy, and found that the addition of SiCp provided the best wear resistance to Mg–2 wt% SiC composite. The presence of SiCp increased the wear resistance and friction force of the pin. It was observed that the friction force of the pin sample increased with the addition of SiCp in the Mg matrix. The similar phenomenon was also found by Abachi et al. [64]. The addition of SiCp obviously improve the wear resistance of QE22 matrix composites, but the resistance of composites could not continuously increase with increasing weight fraction of SiCp. The influence of three shapes (sharp, blocky and round) on the wear resistance of composites were studied. The sharp shape of SiCp were more easily pulled out and machined away from the composites with high contents of particles.
2.2 TiC Reinforced Mg Matrix Composites
TiC particles (TiCp) also have the extremely high hardness and wear resistance [65, 66]. Simultaneously, the chemical properties of TiCp are stable and thus TiCp are difficult to react with Mg matrix. Moreover, the interfacial wettability of TiCp with Mg is good. The wetting angle is only about 20° at 900 ℃, which makes TiCp become a good choice in common reinforcing particles. But the density of TiCp is 4.9 g/cm3, which restrict the application in lightweight and high-strength Mg matrix composites. Aydin et al. [67] prepared three composites with different volume fractions using TiCp reinforcement (mean particle size of 15 μm). When 10 wt%, 20 wt% and 30 wt% TiC were added into AZ91 alloy, the hardness of composites was improved by 3.7%, 9.5% and 16.9%, respectively. While the compressive yield strength and the ultimate compressive strength of AZ91–30 wt% TiC composites were increased by 33.6% and 44.3%, respectively. Ponraj et al. [68] also fabricated three composites with different volume fractions (mean particle size of 200 nm). The ultimate compressive strength was increased from 230 to 389 MPa with the addition of TiC nanoparticles (TiCnp) increased from 5 to 15%, which is attributed to the grain refinement and the strengthening effects caused by the TiCnp.
The researchers also studied the influence of the TiC on the wear resistance and corrosion resistance of the composites. Anbuchezhiyan et al. [45] successfully fabricated the AZ91/TiC composite. The results indicated that the hardness and strength of the AZ91/TiC composites are better than those of AZ91 alloy, and the wear resistance was also improved, which is attributed to the inclusion of hard ceramic reinforcement as an obstacle. It could also avoid the oxidation at elevated temperature. Narayanasamy et al. [69] also found the similar phenomenon. The Mg matrix composites added the different weight fraction (5%, 10%, 15%, 20%) of TiCp exhibited the great microhardness. TiCp were dispersed uniformly in the matrix of the composites. The corrosion resistance of the composite increased obviously with increasing addition of TiCp. Narayanasamy et al. [70] prepared Mg–TiC–MoS2 hybrid composite, as shown in Fig. 2. Compared with the pure Mg, the hybrid composite exhibited higher hardness, which was attributed to the existence of the hard phase TiCp. However, compared with the Mg–TiC composite, the hardness of hybrid composites is lower because of the soft phase MoS2. Mg–10wt% TiC–5wt% MoS2 had the best wear resistance due to synergistic effect of the both reinforcing particles. Selvakumar et al. [71] also attained the similar conclusion, further proving the possibility of the multi-reinforcing particle strengthening.

Microstructure of sintered Mg–TiC–MoS2 hybrid composites: a Mg–5TiC–5MoS2, b Mg–5TiC–10MoS2, c Mg–10TiC–5MoS2, d Mg–10TiC–10MoS2 [70]
2.3 B4C Reinforced Mg Matrix Composites
B4C particles (B4Cp) are one of the lowest density reinforcements, only about 2.52 g/cm3. Moreover, B4Cp has the high elastic modulus (450 GPa), which is very suitable for lightweight and high modulus Mg matrix composites [72, 73]. B4Cp has good interfacial wettability with Mg matrix. The wetting angle with Mg substrate is about 25°–30°, and especially the wetting angle with AZ91 substrate is only 12°. Krishnan et al. [74] fabricated Mg–5%B4C composites by powder metallurgy. The hardness of the composites was increased by 63.7% compared with the pure Mg prepared by the same process. Suresh et al. [75] further study the mechanical properties with different weight fractions of B4Cp. The results showed that Mg–15%B4C composite had higher workability, hardness, initial relative density and triaxial stresses than Mg, Mg–5%B4C and Mg–10%B4C because of the addition of B4Cp. Jiang et al. [76] investigated the influence of volume fractions on wear resistance of composites, which indicated that the wear resistance of composites was better than that of as-cast pure Mg. And the wear resistance increased with increasing addition of B4Cp. The microstructure showed that B4Cp were distributed like chain in Mg matrix, and there are some micropores in the composites. The X-ray diffraction (XRD) pattern showed that there is interfacial reaction between B4Cp and Mg, forming MgO and MgB2 phase.
Habibi et al. [77] fabricated and studied the mechanical properties of Mg matrix composites containing B4Cp or synthesized Al–B4Cp (B4C hybridized with Al using ball milling) through powder metallurgy method including microwave assisted rapid sintering and hot extrusion. The average grain size of the Mg–0.66%B4C composite and Mg–0.92%Al–0.66%B4C composite significantly decreased, and the grain refinement effect of Mg–0.92%Al–0.66%B4C composites was more apparent due to the existence of Al particles as the hybridizing agent. The prismatic texture of hierarchical Mg–0.92%Al–0.66%B4C configuration was intensified by Al particles compared with Mg–0.66%B4C composited. B4Cp were hybridized with Al into the Mg matrix, which improves the mechanical response by grain refinement strengthening, crystallographic texture and effect of volume fraction. Ghasali et al. [78] successfully prepared Mg–5%B4C composites by microwave and SPS. Mg powders were protected by ethylene glycol to avoid oxidation. The bending strength and microhardness of composite fabricated by the microwave and the spark plasma sintering (SPS) were 191 MPa and 92 Vikers respectively, higher than those of process by microwave. Moreover, there were a few pores and microcracks to weaken mechanical properties. Mg matrix reacted with B4C reinforcement particles and formed MgB2 and Mg2C3 during two sintering process, as shown in Fig. 3, which is different from the experimental results of Jiang et al. [76].

XRD patterns of microwave and spark plasma sintered specimens [76]
2.4 CNTs Reinforced Mg Matrix Composites
CNTs are widely applied in metal matrix composite, which also plays a very important role in Mg matrix composites [51, 79]. Although the wettability of CNTs with Mg matrix is poor, CNTs have the special atomic structure and great mechanical properties, heat properties, electronical properties and low density, and thus CNTs are the ideal candidate reinforcement in magnesium matrix composites. Thornby et al. [80] fabricated three kinds of Mg matrix composites containing Mg–0.25 vol.% CNTs, Mg–0.5 vol.% CNTs, Mg–0.75% CNTs. Scanning electron microscopy (SEM) images show that there were microcracks in pure Mg while no microcrack initiated in Mg–CNTs composites, which is attributed to the transition of slip mode, transition of stress state and grain refinement caused by the addition of CNTs. The composites with addition of 0.25–0.5% CNTs had the best creep resistance according to the hardness and microstructure of every specimen. Say et al. [81] studied corrosion resistance of AZ91 matrix composites reinforced by 0.1 wt%, 0.2 wt%, and 0.5 wt% CNTs. CNTs were successfully synthesized with 15–20 nm diameters by chemical vapor deposition (CVD). The results indicated that the composites with low addition (0.1 wt% and 0.2 wt%) of CNTs and the alloy without CNTs had the better corrosion resistance than those with high addition of CNTs, and AZ91–0.2 wt% CNTs showed the best corrosion resistance. Sanjay Kumar Thakur [82] fabricated SiCnp reinforced and CNTs reinforced Mg matrix composites using powder metallurgy, followed by microwave sintering and hot extrusion. The introduction of the SiCnp and CNTs resulted in a decrease in the coefficient of thermal expansion (CTE) value of the Mg. Specifically, the increase in the addition of SiCnp led to a progressive reduction in CTE value, while the addition of CNTs resulted in a comparatively lower reduction in CTE compared with addition of SiCnp. Kondoh et al. [83] developed an advanced powder metallurgy process that could disperse un-bundled CNTs, and this method is applied to fabricate the Mg matrix composite reinforced with CNTs. The results indicated that the tensile yield stress of as-extruded Mg–1 vol.% CNTs and AZ31B–1 vol.% CNTs was increased by 25% and 40%, respectively, compared with as-extruded Mg containing no CNTs.
Ding et al. [79] used the Ni-coated CNTs as the reinforcements, which is shown in Fig. 4. High-energy ball milling for Mg powders leads to uniform dispersion of the Ni-coated CNTs in Mg matrix. Mechanical test showed that the compressive strength and yield strength were 504 MPa and 454 MPa, higher than those which were reported before. Except for the surface coating method, Li et al. [84] developed a novel method. The CNTs–Al2O3 synergistically reinforced Mg matrix composites were successfully prepared by the in situ synthesis of vertically dispersive CNTs self-organized on Al2O3 microspheres using catalytic chemical vapor deposition (CCVD) and powder metallurgy, as shown in Fig. 5. The in situ synthesized CNT–Al2O3 synergistic reinforcements exhibited an urchin-like and spherically symmetrical structure. Moreover, CNTs, synthesized on Al2O3 microspheres showed the thermos-oxidative stability and high degree of graphitization, which ensured the strengthening effect of CNTs. The hardness, ultimate tensile strength and elongation of the Mg–4 wt% CNT–Al2O3 were increased by 38.9%, 26.8% and 20.9% compared with the pure Mg, single CNTs reinforced composite and single Al2O3 microspheres reinforced composite, which makes Mg–CNTs–Al2O3 composites have broad application prospects in the field of lightweight structure materials.

SEM images of a as-received Ni-coated CNTs, b pure Mg powder, c refined Mg powder, d mixture of Mg and CNTs powders [79]

Scheme of the preparation process of the CNT–Al2O3/Mg composite: a in situ synthesis of CNT–Al2O3 synergistic reinforcements by CCVD, b the obtained urchin-like CNT–Al2O3 synergistic reinforcements, c preparation of CNT–Al2O3/Mg mixed powders, d preparation of the bulk CNT–Al2O3/Mg composite by cold pressing, e preparation of the final CNT–Al2O3/Mg composite by sintering and hot extrusion [84]
3 Configuration Design of the Mg Matrix Composites
Although the configuration effect is considered in traditional Mg matrix composites, which cannot exert the synergy, coupling, multifunctional response and strengthening-toughening mechanism among different components [85,86,87]. In recent years, the configuration design of Mg matrix composites has been proved to activate the potential of all components, which become a new research direction to optimize performance of Mg matrix composites. For instance, Habibi et al. [88] studied the mechanical properties of the hierarchical Mg nanocomposite with a novel micro-architecture. The reinforcement itself was the composite. The level I composite was composed of Al2O3 nanoparticles which were embedded in the Al matrix. The final composite (level II composite) was fabricated by adding the ball-milled level I composite to the Mg matrix, and then prepared by powder metallurgy, which is shown in Fig. 6. The yield strength, tensile strength and elongation were increased by 96%, 80% and 42% compared with the pure Mg. Moreover, the uniform distribution of the level I composite, grain refinement of matrix and activation of non-basal slip system commonly improve the ductility of II composite.

Schematic of the hierarchical Mg matrix nanocomposite synthesized in this study [88]
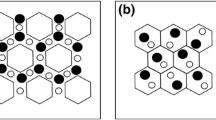
Fan et al. [89] fabricated the TiC/AZ61 composite consisting of TiC-rare coarse grain and TiC-rich fine grain, which both improve the strength and ductility, as shown in Fig. 7. The ratio of powders with different shape could be changed by adjusting the time of ball milling to optimize the ratio of the coarse grain (CG) bands. The research indicated that the composite powders started to form heterogeneous bimodal grain (HBG) structure after ball milling for 12 h. When ball milling for 20 h, The composite with 25 vol.% CG bands had the best mechanical properties with ultimate tensile strength of 417 MPa, yield strength of 323 MPa, and elongation of 10.2%. Moreover, the ultimate tensile strength of the HBG-20 h composites was improved obviously, which was attributed to the geometrically necessary dislocations (GNDs) in CG band caused by the mechanical incompatibility between the CG bands and the fine grain (FG) bands.

Schematic diagram of microstructure of as-extruded composite formed by powders of different shapes [89]
Luo et al. [90] developed a novel method to attain an inverse nacre structure of composites, embedding the elongated and curled soft phase (pure Mg) in the matrix of the hard phase (SiC reinforced Mg) to form an ordered brick-and-mortar arrangement. The core–shell powders were fabricated by ball milling for 20 h while the homogeneous powders for 40 h. The composites made from the core–shell powders was called inverse nacre composite (inverse-MgNC), while the composite made from the homogeneous powders was called inverse homogeneous composite (homo-MgNC), as shown in Fig. 8. The results indicated that inverse-MgNC had the good compound strengthening-toughening effect, which is attributed to the inverse nacre structure. This structure can effectively promote the strain hardening, achieve the stable microcrack-multiplication process, and avoid the severe decrease of ultimate tensile strength.

a Morphologies of the SiCp and raw Mg powders. b Morphologies and sectional observations of the composite powders revealing a core–shell structure forming after milling for 20 h and a homogeneous structure forming after milling for 40 h. c Microstructure of the bulk composites fabricated from the core–shell structured and homogeneous powders [90]
In the recent years, there has been an increase in the number of researchers who have shown that the design of the configuration can fully exploit the potentials of different components. This not only enhances the strength of the composites but also retains sufficient elongation, providing a new approach to overcoming the strength-ductility trade-off of Mg matrix composites.
4 Summary
Compared to traditional Mg alloys, Mg matrix composites prepared by powder metallurgy exhibit obvious advantages such as higher strength, better wear resistance, and great potential in various applications. However, to further improve the performance of these composites and expand their applications, the following solutions are proposed:
-
1.
Choosing reinforcing particles with adequate chemical and physical stability to avoid possible reactions between particles and Mg matrix as soon as possible. This is crucial as the performance of the reaction product is typically inferior to that of reinforcing particles themselves. Additionally, the hybridization of different types of reinforcing particles, such as Al–B4C, TiC–MoS2, etc., can be utilized to prepare Mg matrix composites that meet specific application requirements, and fully utilize the advantages of each particle type.
-
2.
The preparation process of Mg matrix composites can incorporate various preparation techniques (such as in situ CCVD method) combined with powder metallurgy to promote the dispersion of reinforcing particles in Mg matrix composites.
-
3.
The configuration between the reinforcing particles and Mg matrix, like nacre or inverse nacre, has significant effects on the properties of Mg matrix composites. Based on the understanding of the strengthening-toughening mechanism, the microstructure and configuration could be optimized to achieve high-performance Mg matrix composites.
References
Y. Ali, D. Qiu, B. Jiang, F. Pan, M.X. Zhang, J. Alloys Compd. 619, 639 (2015)
N. Chawla, Y.L. Shen, Adv. Eng. Mater. 3, 357 (2001)
G.K. Meenashisundaram, M. Gupta, JOM 68, 1890 (2016)
F. Pan, M. Yang, X. Chen, J. Mater. Sci. Technol. 32, 1211 (2016)
S.C. Tjong, Adv. Eng. Mater. 9, 639 (2007)
J. Shen, W. Yin, Q. Wei, Y. Li, J. Liu, L. An, J. Mater. Res. 28, 1835 (2013)
S.F. Hassan, M. Gupta, Mater. Res. Bull. 37, 377 (2002)
P. Poddar, V.C. Srivastava, P.K. De, K.L. Sahoo, Mater. Sci. Eng. A 460–461, 357 (2007)
A. Kumar, S. Kumar, N.K. Mukhopadhyay, J. Magnes. Alloys 6, 245 (2018)
R. Rahmany-Gorji, A. Alizadeh, H. Jafari, Mater. Sci. Eng. A 674, 413 (2016)
Y. Yao, L. Chen, J. Mater. Sci. Technol. 30, 661 (2014)
B. Anasori, E.A.N. Caspi, M.W. Barsoum, Mater. Sci. Eng. A 618, 511 (2014)
D.H. Cho, J.H. Nam, B.W. Lee, S.O. Yim, I.M. Park, Met. Mater. Int. 22, 332 (2016)
G. Xiong, Y. Nie, D. Ji, J. Li, C. Li, W. Li, Y. Zhu, H. Luo, Y. Wan, Curr. Appl. Phys. 16, 830 (2016)
H.Y. Wang, Q.C. Jiang, Y. Wang, B.X. Ma, F. Zhao, Mater. Lett. 58, 3509 (2004)
K.S. Tun, M. Gupta, Compos. Sci. Technol. 67, 2657 (2007)
S.C. Tjong, Z.Y. Ma, Mater. Sci. Eng. R 29, 49 (2000)
M. Gupta, W.L.E. Wong, Mater. Charact. 105, 30 (2015)
C.S. Goh, J. Wei, L.C. Lee, M. Gupta, Acta Mater. 55, 5115 (2007)
K.B. Nie, X.J. Wang, K. Wu, X.S. Hu, M.Y. Zheng, L. Xu, Mater. Sci. Eng. A 528, 8709 (2011)
X.J. Wang, N.Z. Wang, L.Y. Wang, X.S. Hu, K. Wu, Y.Q. Wang, Y.D. Huang, Mater. Des. 57, 638 (2014)
C.S. Goh, J. Wei, L.C. Lee, M. Gupta, Nanotechnology 17, 7 (2006)
M. Rashad, F. Pan, A. Tang, M. Asif, S. Hussain, J. Gou, J. Mao, J. Ind. Eng. Chem. 23, 243 (2015)
D.M. Lee, B.K. Suh, B.G. Kim, J.S. Lee, C.H. Lee, Mater. Sci. Technol. 13, 590 (1997)
M. Rashad, F. Pan, H. Hu, M. Asif, S. Hussain, J. She, Mater. Sci. Eng. A 630, 36 (2015)
D.J. Lloyd, Acta Metall. Mater. 39, 59 (1991)
A. Slipenyuk, V. Kuprin, Y. Milman, V. Goncharuk, J. Eckert, Acta Mater. 54, 157 (2006)
Y. Sahin, Wear 258, 1717 (2005)
H.M. Zakaria, Ain Shams Eng. J. 5, 831 (2014)
J. Lan, Y. Yang, X. Li, Mater. Sci. Eng. A 386, 284 (2004)
W.L.E. Wong, M. Gupta, Adv. Eng. Mater. 7, 250 (2005)
S. Aravindan, P.V. Rao, K. Ponappa, J. Magnes. Alloys 3, 52 (2015)
S.F. Hassan, M. Gupta, Mater. Sci. Technol. 20, 1383 (2004)
D. De Cicco, F. Taheri, J. Magnes. Alloys 7, 227 (2019)
M. Wang, Y. Zhao, L.D. Wang, Y.P. Zhu, X.J. Wang, J. Sheng, Z.Y. Yang, H.L. Shi, Z.D. Shi, W.D. Fei, Carbon 139, 954 (2018)
H. Uozumi, K. Kobayashi, K. Nakanishi, T. Matsunaga, K. Shinozaki, H. Sakamoto, T. Tsukada, C. Masuda, M. Yoshida, Mater. Sci. Eng. A 495, 282 (2008)
Y. Park, K. Cho, I. Park, Y. Park, Proc. Eng. 10, 1446 (2011)
M. Zheng, K. Wu, C. Yao, Mater. Sci. Eng. A 318, 50 (2001)
A. Luo, Metall. Mater. Trans. A 26, 2445 (1995)
M.H. Nai, J. Wei, M. Gupta, Mater. Des. 60, 490 (2014)
S. Tiwari, R. Balasubramaniam, M. Gupta, Corros. Sci. 49, 711 (2007)
Y. Cai, M.J. Tan, G.J. Shen, H.Q. Su, Mater. Sci. Eng. A 282, 232 (2000)
Y. Cai, D. Taplin, M.J. Tan, W. Zhou, Scr. Mater. 41, 967 (1999)
Q.C. Jiang, X.L. Li, H.Y. Wang, Scr. Mater. 48, 713 (2003)
G. Anbuchezhiyan, B. Mohan, S. Kathiresan, R. Pugazenthi, Mater. Today Proc. 27, 1530 (2020)
H.Y. Wang, Q.C. Jiang, X.L. Li, J.G. Wang, Scr. Mater. 48, 1349 (2003)
C. Badini, F. Marino, M. Montorsi, X.B. Guo, Mater. Sci. Eng. A 157, 53 (1992)
Y. Sun, E. Cevik, Y. Turen, H. Ahlatci, M.E. Turan, F. Aydin, H. Zengin, J. Compos. Mater. 55, 3881 (2021)
Y. Behnamian, D. Serate, E. Aghaie, R. Zahiri, Z. Tolentino, H. Niazi, A. Mostafaei, Tribol. Int. 165, 107299 (2022)
C.D. Li, X.J. Wang, K. Wu, W.Q. Liu, S.L. Xiang, C. Ding, X.S. Hu, M.Y. Zheng, J. Alloys Compd. 612, 330 (2014)
Q. Li, A. Viereckl, C.A. Rottmair, R.F. Singer, Compos. Sci. Technol. 69, 1193 (2009)
W.L.E. Wong, M. Gupta, Adv. Eng. Mater. 8, 735 (2006)
S. Ugandhar, M. Gupta, S.K. Sinha, Compos. Struct. 72, 266 (2006)
P. Rodrigo, M. Campo, B. Torres, M.D. Escalera, E. Otero, J. Rams, Appl. Surf. Sci. 255, 9174 (2009)
Q. Chen, G. Chen, F. Han, X. Xia, Y. Wu, Metall. Mater. Trans. A 48, 3497 (2017)
W.N.A.W. Muhammad, Z. Sajuri, Y. Mutoh, Y. Miyashita, J. Alloys Compd. 509, 6021 (2011)
D. Luo, C.H. Pei, J. Rong, H.Y. Wang, Q. Li, Q.C. Jiang, Powder Metall. 58, 349 (2016)
G. Garcés, P. Pérez, P. Adeva, Scr. Mater. 52, 615 (2005)
G. Garcés, M. Rodríguez, P. Pérez, P. Adeva, Mater. Sci. Eng. A 527, 6511 (2010)
D. Penther, A. Ghasemi, R. Riedel, C. Fleck, S. Kamrani, Mater. Sci. Eng. A 738, 264 (2018)
K.B. Nie, X.J. Wang, L. Xu, K. Wu, X.S. Hu, M.Y. Zheng, J. Alloys Compd. 512, 355 (2012)
X. Wang, W. Liu, X. Hu, K. Wu, Mater. Sci. Eng. A 715, 49 (2018)
K. Kaviyarasan, R. Soundararajan, P. Seenuvasaperumal, A. Sathish kumar, J. Pradheep kumar, Mater. Today Proc. 18, 4082 (2019)
P. Abachi, A. Masoudi, K. Purazrang, Mater. Sci. Eng. A 435–436, 653 (2006)
L. Falcon-Franco, E. Bedolla-Becerril, J. Lemus-Ruiz, J.G. Gonzalez-Rodríguez, R. Guardian, I. Rosales, Compos. Pt. B Eng. 42, 275 (2011)
D. Mehra, M.M. Mahapatra, S.P. Harsha, J. Magnes. Alloys 6, 100 (2018)
F. Aydin, Y. Sun, M. Emre Turan, J. Compos. Mater. 54, 141 (2019)
N.V. Ponraj, A. Azhagurajan, S.C. Vettivel, Alex. Eng. J. 55, 2077 (2016)
P. Narayanasamy, N. Selvakumar, P. Balasundar, Mater. Today Proc. 5, 6570 (2018)
P. Narayanasamy, N. Selvakumar, P. Balasundar, Trans. Indian Inst. Met. 68, 911 (2015)
N. Selvakumar, P. Narayanasamy, Tribol. Trans. 59, 733 (2016)
V. Kevorkijan, S. Davor Škapin, Mater. Manuf. Process. 24, 1337 (2009)
S.M. Banijamali, Y. Palizdar, K.A. Nekouee, S. Najafi, M. Shariat Razavi, Proc. Inst. Mech. Eng. Pt. L-J. Mater. 236, 1854 (2022)
M. Navaneetha Krishnan, S. Suresh, S.C. Vettivel, J. Alloys Compd. 747, 324 (2018)
S. Suresh, M.N. Krishnan, S.C. Vettivel, J. Magnes. Alloys 10, 1381 (2022)
Q.C. Jiang, H.Y. Wang, B.X. Ma, Y. Wang, F. Zhao, J. Alloys Compd. 386, 177 (2005)
M.K. Habibi, A.S. Hamouda, M. Gupta, J. Alloys Compd. 550, 83 (2013)
E. Ghasali, M. Alizadeh, M. Niazmand, T. Ebadzadeh, J. Alloys Compd. 697, 200 (2017)
Y. Ding, J. Xu, J. Hu, Q. Gao, X. Guo, R. Zhang, L. An, Mater. Sci. Eng. A 771, 138575 (2020)
J. Thornby, A. Harris, A. Bird, B. Beake, V.B. Manakari, M. Gupta, M. Haghshenas, Mater. Sci. Eng. A 801, 140418 (2021)
Y. Say, O. Guler, B. Dikici, Mater. Sci. Eng. A 798, 139636 (2020)
S.K. Thakur, G.T. Kwee, M. Gupta, J. Mater. Sci. 42, 10040 (2007)
K. Kondoh, H. Fukuda, J. Umeda, H. Imai, B. Fugetsu, M. Endo, Mater. Sci. Eng. A 527, 4103 (2010)
H. Li, L. Cheng, X. Sun, Y. Li, B. Li, C. Liang, H. Wang, J. Fan, J. Alloys Compd. 746, 320 (2018)
H. Zhang, P. Shen, A. Shaga, R. Guo, Q. Jiang, Mater. Lett. 183, 299 (2016)
X. Sun, R.F. Guo, A. Shaga, Z.J. Hu, P. Shen, Z.Q. Zhang, Q.C. Jiang, Carbon 162, 382 (2020)
Y. Xiang, X. Wang, X. Hu, L. Meng, Z. Song, X. Li, Z. Sun, Q. Zhang, K. Wu, Compos. Pt. A 119, 225 (2019)
M.K. Habibi, S.P. Joshi, M. Gupta, Acta Mater. 58, 6104 (2010)
L. Fan, M. Zhou, Y. Zhang, H. Dieringa, X. Qian, Y. Zeng, X. Lu, Y. Huang, G. Quan, Mater. Sci. Eng. A 867, 144344 (2023)
X. Luo, K. Zhao, X. He, Y. Bai, V. De Andrade, M. Zaiser, L. An, J. Liu, Acta Mater. 228, 117730 (2022)
Acknowledgements
The authors gratefully acknowledge the financial supports of the National Natural Science Foundation of China (Nos. U2241231 and 51631006).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors state that there are no conflicts of interest to disclose.
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Liu, Z., Jin, L., Zeng, J. et al. A Review on Particle Reinforced Mg Matrix Composites Fabricated by Powder Metallurgy. Acta Metall. Sin. (Engl. Lett.) 37, 391–400 (2024). https://doi.org/10.1007/s40195-023-01601-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-023-01601-z