
Abstract
In the present work, the microstructural characteristics and mechanical properties of Al–1.5 Mg–0.6Si and Al–3.0 Mg–0.6Si alloy containing 3 wt% Li were investigated by optical microscopy (OM), X-ray diffraction analysis (XRD), scanning electron microscopy (SEM), time of flight–secondary ion mass spectrometry (SIMS), transmission electron microscopy (TEM), and mechanical performance testing. The addition of Li reduces the density of the base alloy by up to 8.4%. The residual second phases contain Mg and Si in the hot-rolled condition, but the Mg/Si atomic ratio decreases after quenching, which means that Li substitute some of the Mg and convert Mg2Si into a (Mg, Li)2Si phase during solution treatment. The results of SIMS observations confirm this. The high Mg-containing alloy has a more rapid hardening response compared to the low Mg-containing alloy. TEM observation reveals that the δ′-Al3Li + β′′-Mg2Si dual phases can be observed in the high Mg-containing alloy after aging for 100 h at 170 °C. The higher Mg content enhances the precipitation of the δ′ phase, which results in the high Mg-containing alloy having a larger average diameter size of δ′ particles and wider δ′-precipitate-free zones (δ′-PFZs). The mechanical properties are significantly improved with the elastic modulus increasing by more than 16.5%. However, the existence of large second phases and wide δ′-PFZs in Li-containing alloys is detrimental to their ductility; as a result, their elongation is much lower than that of the base alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Recently, Al–Li alloys have regained research attention for their extensive application in the aerospace and military industries because of their superior properties, especially their low density, high specific stiffness, and strength, compared with other Al alloys [1, 2]. Lightweight and high-strength materials are favored for aircraft manufacturing. For commercial airlines, a reduction in the total weight of the airliners means an increase in the reserve payload and economic benefit. The use of lower density materials is an effective way to achieve this. Lithium addition to aluminum can decrease the density and increase the elastic modulus to its maximum. Each 1 wt% addition of Li to an Al alloy decreases the density by approximately 3% and increases the elastic modulus by approximately 6% [3]. It has been reported that aircraft components made from Al–Li alloys instead of other 2xxx and 7xxx series Al alloys could reduce the structural weight by 10%–20% and improve the stiffness by 15%–20% [4].
Although δ′-Al3Li is the main strengthening phase in the Al–Li binary alloys, it is easily sheared by dislocations, resulting in planar slip and poor toughness [5]. Therefore, other alloying elements, such as Cu and Mg, are added to Al–Li alloys to make Al–Cu (2xxx series) and Al–Mg (5xxx series) alloys, respectively, which are base compositions for producing other strengthening phases. To date, third-generation Al–Li alloys have been widely used, especially Al–Cu–Li–Mg–Zr series alloys with minor Ag, Zn, and Mn element addition. These alloys have a precipitation strengthening mechanism producing multiple precipitates, such as T1(Al2CuLi), δ′(Al3Li), θ′(Al2Cu), and S′(Al2CuMg), and exhibit excellent mechanical properties [6, 7]. However, these third-generation alloys possess a reduced Li content and increased Cu content. These results in a high Cu/Li weight percent ratio and an alloy density of approximately 2.7 g cm−3 decrease the effect of weight reduction compared with the earlier generations of Al–Li alloys [8].
The 6xxx series aluminum alloys, known as Al–Mg–Si or Al–Mg–Si–Cu series alloys, have superior formability, decent strength, and high corrosion resistance and have been extensively employed in the automobile and construction industries [9, 10]. The precipitation sequence in Al–Mg–Si alloys is generally considered as: supersaturated solid solution (SSSS) → atomic clusters → GP zones → β′′ → β′ → β (Mg2Si) [11]. The mechanical properties of these alloys mainly depend on the nanoscale needle-shaped β′′ phase, which is semi-coherent with the matrix and precipitates along the < 100 > Al direction. If Li is added to Al–Mg–Si alloys as the main element, then δ′-Al3Li and β′′-Mg2Si dual phases can precipitate during artificial aging and improve the mechanical properties of the Al–Mg–Si alloys. Moreover, the addition of Li to Al–Mg–Si alloys promotes further reduction in density. Therefore, a novel Al–Li alloy in which the base alloys are of the 6xxx series needs to be researched and explored.
Consequently, there have been some reports on Li-containing Al–Mg–Si alloys. Huang et al. [12, 13] found that the addition of lithium to 6061 alloy resulted in the formation of the δ′-Al3Li phase and AlLiSi ternary phase. These were the principle age hardening phases, and they inhibited the formation of the Mg2Si phase. Chen et al. [14] used the CALPHAD method to predict the phase diagram sections, including δ′-Al3Li and Mg2Si, to attain dual-phase precipitation hardening during the aging process. Similarly, their results also revealed that the formation of Mg2Si was inhibited by δ′-Al3Li. However, these studies lacked detailed and accurate observations due to the technological limitations at the time. Recently, Shamas Ud Din and coworkers [15,16,17] observed that the microstructure of the second-phase particles and the mechanical properties changed substantially as the Li content was varied under different heat treatment conditions. However, they selected a lean Al–Mg–Si alloy containing 0.5 wt% Mg and 0.2 wt% Si as a base alloy composition and mainly focused on the change in mechanical performance.
These studies suggest that the precipitation of δ′-Al3Li inhibits the formation of the β′′-Mg2Si phase during the initial stage. However, the possibility of precipitating the β′′ phase during the over-aging stage, especially in the Al–Mg–Si alloy with high Mg content, has not been sufficiently investigated. Consequently, in this study, the effect of high Li content in Al–Mg–Si alloys with different Mg contents on the aging precipitation behavior was investigated. The possibility of the coexistence of the δ′-Al3Li and β′′-Mg2Si dual phases during the artificial aging process was also verified. In addition, the mechanical properties under different aging conditions and related mechanisms are also discussed.
2 Materials and Methods
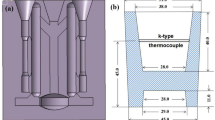
The compositions of the experimental alloys, which were measured by inductively coupled plasma-atomic emission spectroscopy (ICP-AES), are given in Table 1. Alloy-1 containing 1.5% Mg and 0.6% Si (all chemical compositions shown from here are in wt%) was made the base alloy. Al–Mg–Si–3.0Li alloys with different Mg contents were prepared from commercial pure Al, pure Mg, pure Li, and Al–12% Si master alloys. The charge materials were melted in a graphite crucible, which was placed in an electric resistance furnace at 760 °C. Pure Li was covered with aluminum foil and plunged into the melt by a metal bell jar at 700 °C. High-purity Ar gas and LiCl–LiF flux cover were used to protect the melt against air. After the materials were completely melted, AlTiB (94:5:1) was added to the melt as a grain refiner. After isothermal storage at 700 °C for 5 min, the molten alloys were poured into a cast iron mold under Ar gas protection at room temperature (25 ± 1 °C). The mold cavity size was approximately 300 mm × 200 mm × 50 mm. After cooling, the head and bottom of the as-cast ingots were cut, and all sides were milled to a size of 180 mm × 180 mm × 40 mm. Based on our previous work, these as-cast ingots did not undergo homogenization to avoid the formation of AlLiSi ternary compounds [18]. The hot-rolled experiment was carried out on a Joliot two high rolling mill at 450 °C, and up to 85% reduction was made in 6 successive passes. After intermediate annealing, the other 50% reduction was made in three successive passes. Therefore, the total deformation was 92%. The rolled sheets were solution-treated at 570 °C for 1 h, and then immediately water quenched. Finally, the sheets were artificially aged at 170 °C at different time. The corresponding thermo-mechanical treatment process is summarized in Fig. 1.

Schematic diagram of the thermo-mechanical treatment process
The metallographic samples were milled using SiC water polishing papers and then polished as per standard routines. After washing with ethanol, the samples were corroded with Keller’s reagent (95 mL H2O, 2.5 mL HNO3, 1.5 mL HCl, and 1 mL HF). Microstructural analyses of different samples were performed by optical microscopy (OM, Zeiss Axiovert–200MAT) and scanning electron microscopy (SEM, JEOL JSM-7001F). Electron backscattered diffraction (EBSD) measurements were performed in the RD-TD plane of the samples. The specimens for EBSD were electro-polished in the solution of 10 mL perchloric acid and 90 mL ethanol at 25 V for 5–10 s to eliminate the stress layer. A step size of 3 μm in hexagonal scan grid was employed to collect the orientation data. The EBSD data were analyzed by OIM-TSL version 6.3 software. Energy-dispersive X-ray spectroscopy (EDS) and X-ray diffraction (XRD, Ultima IV) were carried out to identify the phases. As a complementary experiment, time of flight–secondary ion mass spectrometry (SIMS, TESCAN FIB-SEM&TOF–SIMS system) was performed to detect the presence of Li element in the second phase. The Vickers hardness of the aging samples was measured using a Vickers hardness tester (Wolpert 430SVD) with a loading force of 5 kg and a dwell time of 10 s. Each sample hardness value was an average of seven indentations. The microstructures and precipitation behaviors of different aging states were further observed using a transmission electron microscope (TEM, FEI Tecnai G2 F20) operating at 200 kV. The samples were prepared by mechanically grinding up to 50 μm, followed by twin-jet electro polishing using an electrolyte consisting of 75% methanol and 25% nitric acid at − 30 °C with a 20 V DC power source. The specimens for evaluating the mechanical properties were prepared according to the ASTM E8 standard with a gauge length of 50 mm and parallel to the rolling direction. Tensile tests were carried out on a universal testing machine (MTS WD3100) at a strain rate of 1.0 × 10–3/s at room temperature. The related strain was measured with a 50-mm clip gauge extensometer. Three measurements were taken for each condition to ensure precision of the experimental data. The dynamic elasticity modulus was measured by a resonance frequency and damping analyzer (IMCE RFDA HT-1050), according to the ASTM standard E1876-15. The fracture surfaces of the tensile specimens were characterized by SEM in the secondary electron mode.
3 Results and Discussion
3.1 Density Measurements
The density of the alloys was measured by the liquid displacement method. The results for alloy-1, alloy-2, and alloy-3 are 2.75 g cm−3, 2.52 g cm−3, and 2.46 g cm−3, respectively, as shown in Fig. 2. Since the density of Li is extremely low (0.543 g cm−3), an increase in Li content can result in a decrease in the density of the Al–Mg–Si alloy. It is observed that the density of Li-containing alloys is considerably lower than that of base alloy-1. Compared with base alloy-1, the addition of 3 wt% Li to Al–Mg–Si alloy (alloy-2) reduces its density by 8.4%, which is close to the theoretically calculated value. However, the density of alloy-3 is lower than that of alloy-2 because of its higher Mg content.

Density of the experimental alloys under hot-rolled condition
3.2 Microstructure Characterization
The metallographic microstructure images, EBSD inverse pole figures (IPF) and grain size distribution diagrams on the L–S plane of the final hot-rolled sheets (after the second step hot-rolling) of the three experimental alloys are shown in Fig. 3. It is observed that the amounts of the second phases distribute at the matrix and grain boundaries, and the quantity and size of these phases in the Li-containing alloy are higher than those of the base alloy. After hot-rolling, the grains and second-phase particles exhibit severe deformation and are stretched along the direction of rolling. The microstructures of all the hot-rolled samples are mainly composed of un-recrystallized grains. The average grain size (AGS) of alloy-1 is the smallest compared to the two Li-containing alloys.

Optical micrographs a–c and EBSD IPF maps d–f (the embedded graphs reveal the grain size distribution diagrams and average grain size) for a, d alloy-1, b, e alloy-2, and c, f alloy-3 in hot-rolled condition
The identification of the second-phase particles in the hot-rolled and water-quenched samples was carried out by XRD, and Fig. 4 presents the XRD patterns. Only Mg2Si and α(Al) matrix are observed in the hot-rolled samples of all three alloys. After solution treatment and water quenching, no new characteristic diffraction peaks appeared, but the peak intensities of the Mg2Si phases decreased, which is attributed to the dissolution of these second-phase particles in the α(Al) matrix.

XRD patterns of the experimental alloys under hot-rolled and water-quenched conditions
To further investigate the composition of the second-phase particles under hot-rolled and water-quenched conditions, SEM and EDS analyses were performed. Different regions marked A–F are shown in Fig. 5, and the results are summarized in Table 2. It should be noted that the distribution of Li could not be detected by the energy spectra because of the low atomic number of Li. It is found that only one kind of particles existed in both base alloy-1 and Li-containing alloys according to the different atomic numbers. However, the size and volume fraction of the second-phase particles decreased after solution treatment.

EDS spots scan results of the second phases in a, d alloy-1, b, e alloy-2, and c, f alloy-3 in a–c hot-rolled, d–f water-quenched condition, respectively
The EDS results indicated that the compositions of these particles are Mg and Si. In the hot-rolled condition, the atomic ratio of Mg and Si of the particles in both base alloy-1 and Li-containing alloys is approximately 2, which means that the second phase is the Mg2Si phase. However, the atomic percentage of Si exceeded Mg in alloy-2 and alloy-3 under water-quenched conditions, which is different from base alloy-1. The Mg/Si atomic ratio of alloy-2 is lower than that of alloy-3. The reversal of the Mg/Si atomic ratio may have resulted from the incorporation of Li into the Mg2Si phase in which it substituted the Mg atoms. The Mg/Si atomic ratio of alloy-2 is lower than that of alloy-3 means that increasing the Mg content level can inhibit this behavior of Li to some extent. Romero et al. [19] reported that the Mg2Si phase seemed to be modified in some way due to the presence of Li. The authors speculated that Li replaced some of the Mg atoms and formed a phase with an empirical formula, (Mg, Li)2Si. To confirm the presence of Li in these second phases of the Li-containing alloys, time of flight–secondary ion mass spectrometry (SIMS), which can detect Li by measuring the charge mass ratio of the ions, was performed. As shown in Fig. 6, although SIMS can only qualitatively analyze the light elements, it is apparent that the residual second-phase particles of the Li-containing alloys in the quenched state contained Li.

SIMS mapping results of alloy-2 a–c, alloy-3 d–f in the water-quenched state. The color scale indicates the concentration
In our previous work [18], Li is also incorporated into the Mg2Si phase to form undissolved compounds because of the high combination capacity between Li and Si during homogenization treatment. Hence, we avoided homogenization and shortened the solution treatment period in this experiment.
3.3 Aging Hardening Behaviors
Figure 7 shows the Vickers hardness of the three experimental alloy samples aged at 170 °C as a function of the aging time. The hardness of alloy-3 is higher than that of the other two samples in the water-quenched state. This is attributed to its higher Mg content, which causes solid solution strength. During the early aging stage (0–2 h), the hardness values of alloy-1 and alloy-2 are almost the same but alloy-3 significantly exceeded them. Mg enhanced the precipitation of the δ′-Al3Li phase since its addition reduces the solubility of Li in the α(Al) matrix, which resulted in alloy-3 exhibiting a strong age-hardening response [20, 21]. The hardness difference between the three alloy samples became progressively narrow as the aging time increased, with alloy-1 reaching a peak value of 121.6 HV after aging for 8 h. Li-containing alloys also attained the first peak value. However, the hardness of alloy-3 is higher than that of alloy-2 but similar to that of alloy-1. Subsequently, the hardness of base alloy-1 slowly decreased during the 12–200 h that followed. Meanwhile, the hardness of alloy-2 and alloy-3 increased again and reached a plateau in the hardness range of 125 to 135 HV after aging for 48 h. Although both alloy-2 and alloy-3 reached the plateau, the hardness of alloy-3 is higher than that of alloy-2. It is noteworthy that the hardness of both alloy-2 and alloy-3 decreases when aging for about 12 h. This phenomenon will be explained in the next part.

Hardness evolution at the aging time at 170 °C isothermal aging for three experimental alloys
3.4 Microstructural Evolution and Aging Precipitation Behavior During Artificial Aging
To obtain a better understanding of the reason for the hardness gap between alloy-2 and alloy-3 and the formation of a plateau, TEM observations were performed to observe three experimental alloy samples aged at 170 °C at different aging time to find some differences in the microstructure.
The bright-field (BF) image and the corresponding selected area diffraction (SAED) pattern taken along the [100]Al zone axis of base alloy-1 aged at 170 °C for 8 h are shown in Fig. 8a. The amount of needle-shaped β′′ phase, which is the typical precipitate under the peak-aged condition of the Al–Mg–Si alloy, is observed. The spots and streaks related to the β′′ phase are found across the [011]Al zone as marked with an arrow, though they are not apparent in the SAED pattern. With artificial age proceeding to 48 h, as depicted in Fig. 8d, base alloy-1 experienced over-aging conditions and the β′′ phase progressively transformed into the β′ phase. The size and interval space of the grown precipitates resulted in a decrease in the hardness of alloy-1, as described in Fig. 7. This is consistent with previous studies on the precipitation behavior of Mg-rich Al–Mg–Si alloys [22, 23].

TEM images and corresponding SAED patterns showing the precipitates in the [100]Al direction of a, d alloy-1, b, e alloy-2, and c, f alloy-3 aged at 170 °C for 8 h a–c and 48 h b–f
The BF images and SAED patterns of Li-containing alloy-2 and alloy-3 along the [100]Al zone axis are shown in Fig. 8b, c, e, f, respectively. The SAED patterns displayed strong spots at [100]Al and [110]Al, which is the superlattice structure corresponding to the δ′-Al3Li phase. Therefore, many spherical or ellipsoidal precipitates are found in the BF images. After being aged for 8 h, the quantity of the δ′ phase is large but their size is small. Many δ′ particles exhibited an irregular shape, especially in alloy-2, indicating that the δ′ phase is still not ripened at this stage. As the aging time is extended from 8 to 48 h, in addition to the growth and ripening of the δ′ phase in both alloy-2 and alloy-3, there is a difference in the BF images of alloy-3 and alloy-2, as shown in Fig. 8f. Some fine needle-shaped precipitates are also observed, as marked by orange circles, and their cross sections (normal to the diffraction direction) are observed among some δ′ particles. Based on these features, it could be speculated that these tiny precipitates are the GP zones of the β′′-Mg2Si phase.
As mentioned in 3.3, the first peak hardness of both alloy-2 and alloy-3 need aging for about 8 h. It comes from the contribution of large number of small δ′ phase precipitation. When the dislocations cut through the δ′ particles, the movement is hindered, so the hardness peak is formed. As the aging proceeds, the δ′ phase will be coarsening accompanied with the dissolution of the particles less than critical size. It is also known as Ostwald maturation, so the hardness of the Li-containing alloys decrease as aging around 12 h. Subsequently, when the δ′ phase continues to grow, the dislocation reinforcement mode will change from the cutting through mechanism to the Orowan bypass mechanism, which makes the hardness of the Li-containing alloys rise again. This “double peaks” phenomenon also occurs at the aging stage in other aluminum alloys, as described in the literature [24].
Figure 9 shows the BF images and SAED patterns of alloy-2 and alloy-3 as the aging time is further extended. As shown in Fig. 9a, d, after aging for 100 h, the spot types in the [100]Al SAED did not change, but the needle-shaped precipitates coarsened and their quantity increased in alloy-3. The density of δ′ precipitates is lower and their size is larger in both Li-containing alloys after aging for 150 h and 200 h, as depicted in Fig. 9b, c, e, f. Meanwhile, the needle-shaped precipitates also appeared in alloy-2, but the quantity is sparser compared with alloy-3. Figure 10a shows the high-resolution transmission electron microscopy (HRTEM) image of the δ′ phase in alloy-3 aged at 170 °C for 150 h. Although the aging time is long, the δ′ precipitates are still coherent with the matrix but possessed a small lattice mismatch. This feature of the δ′ phase has been identified in previous reports [25, 26]. Figure 10b shows the HRTEM and corresponding fast Fourier transform (FFT) pattern of the needle-shaped precipitates viewed end-on. The lattice character of this needle tip is in accordance with the β′′ phase in the Al–Mg–Si alloy [27], as a result the needle-shaped precipitates formed in the later period of the aging process in Li-containing alloys are confirmed as the β′′-Mg2Si phase.

TEM images of alloy-2 a–c and alloy-3 d–f aged at 170 °C for 100 h a, d, 150 h b, e and 200 h c, f

HRTEM images of the precipitates in alloy-3 aged at 170 °C for 150 h: a δ′-Al3Li phase and b β′′-Mg2Si phase
Therefore, the co-existence of the δ′-Al3Li phase and β′′-Mg2Si phase is observed in both Li-containing alloys when aged at 170 °C for more than 150 h. The addition of Li changed the precipitation behavior of the Al–Mg–Si alloy, and the precipitation sequence is considered as SSSS → δ′(Al3Li) → δ′ + GP(β′′) → δ′ + β′′. The precipitation kinetics of the β′′ phase becomes sluggish because the binding energy of Li with vacancies is higher than that of Mg, as shown in Table 3 [28]. Although the binding energy of Si is higher than Li, the most Si element distributes in the residual second phase particles and only minor Si dissolves in the α-Al matrix. The preferentially formation of Li-vacancy (Li-v) pairs result in a shortage of available vacancies and the diffusion of Mg and Si atoms become difficulty. In addition, the mismatch between δ′ phase and the α-Al matrix is extremely small, and the interface energy is lower, so the precipitation of β′′ phase is delayed [29].
3.5 Statistical Analysis of δ′-Al3Li Precipitate Size
The size of the δ′-Al3Li precipitates is a critical factor that determines their strengthening effect. The diameter of the δ′ precipitates in both Li-containing alloys was counted and analyzed using Image Pro Plus 6.0 software to reflect the effect of Mg on the size distribution of δ′ precipitates during artificial aging. The quantitative analysis was conducted on the same samples as shown in Figs. 8 and 9. At least three TEM images were selected, and more than 200 particles were considered to ensure the authenticity of the statistics.
Figure 11 shows the size of the δ′ precipitates in alloy-2 and alloy-3 specimens aged for 8 h, 48 h, and 100 h. According to previous investigations, the coarsening of δ′ precipitates is governed by classical Lifshitz, Slyozov, and Wagner (LSW) kinetics [30, 31]. For diffusion-controlled growth, the precipitate radius, r is proportional to the cube root of time, i.e., r ∝ (time)1/3. As shown in Fig. 10, the diameter of the δ′ precipitates in alloy-2 and alloy-3 increased by approximately 10 nm from 8 to 48 h. However, the increasement is only approximately 7 nm when aging is extended to 100 h, which demonstrates that the growth of δ′ precipitates gradually slows down.

Precipitate size distributions of the δ′-Al3Li phase in alloy-2 a–c and alloy-3 d–f at different aging time at 170 °C: a, d 8 h, b, e 48 h and c, f 100 h
Moreover, the average size of δ′ precipitates aging for 150 h and 200 h in alloy-2 are 38 nm and 44 nm, respectively, and in alloy-3 are 41 nm and 46 nm, respectively. The average diameter of the δ′ precipitates in alloy-3 is larger than that in alloy-2 over these observed aging stages. Comparing the constituent of alloy-2 with alloy-3, the main reason for this conspicuous difference is that the precipitation kinetics of δ′ in alloy-3 is enhanced by the presence of excess Mg. This result is also in agreement with the early-stage aging hardening behaviors, as depicted in Fig. 7.
3.6 Development of the δ′-Precipitate-Free Zones
The development of the δ′-precipitate-free zones (δ′-PFZs) in Li-containing alloy-2 and alloy-3 aged at 170 °C for 8 h, 48 h, and 100 h is shown in Fig. 12. The half-widths of the δ′-PFZs are measured from the grain boundary to the nearest δ′ particles. With increasing aging time for both alloys, the δ′-PFZs half-widths significantly increased, accompanied by the coarsening and dissolution of the δ′ particles. The growth of the δ′-PFZs is slower in alloy-2 than in alloy-3 as revealed by comparing the δ′-PFZs half-widths over the three aging stages. The growth of the δ′-PFZs can be described as a diffusion-controlled process [32], that follows a parabolic growth law expressed as

TEM images of the δ′-precipitation-free zones (δ′-PFZs) half width as a function of the aging time in alloy-2 a–c and alloy-3 d–f aged at 170 °C for a, d 8 h, b, e 48 h, and c, f 100 h
where h is the δ′-PFZs half width, t is the aging time at a given temperature, and Kp is the δ′-PFZs growth rate constant. Kp of alloy-2 and alloy-3 determined by linear regression analysis by taking zero as the intercept since there is no δ′-PFZs in the as-quenched samples is 0.16 nm·s1/2 and 0.24 nm·s1/2, respectively. It is evident that the δ′-PFZs growth rate in alloy-2 is lower than alloy-3. This is consistent with the observed results of the aging hardening behavior and δ′ particle coarsening process because the higher Mg content in alloy-3 enhances the δ′ precipitation.
Once the δ′ particles are sheared by dislocations on a particular glide plane during the deformation process, the dislocations can move on this plane continuously and cause plane slip [33]. Then, the accumulation of dislocations on the grain boundaries results in stress concentration, which results in crack initiation and intergranular fracture of the material. Therefore, the wider δ′-PFZs is harmful to the ductility of the alloys, and the results are presented in the following section.
3.7 Mechanical Properties
Figure 13 presents the mechanical properties and corresponding strain–stress curves of the three experimental alloys with different components. Based on the previous researches [12,13,14], and the result of the aging hardening curves and microstructure observation, the samples of the Li-containing alloys aged for 8 h (the first peak hardness point), 48 h (the intermediate aging stage) and 100 h (the last aging point), as the early, the intermediate and the late stage of aging characteristic points, respectively, are conducted to mechanical properties tests. After aging for 8 h, the yield strength (YS) of base alloy-1 is higher than that of alloy-2 and alloy-3, but the ultimate tensile strength (UTS) of alloy-1 is lower. It can be observed from Fig. 8 that the size of δ′ particles is small when aging for 8 h and the dislocations can cut through the δ′ particles, so the effect of impeding dislocation motion is weaker than β′′ phase results in the YS of alloy-2 and alloy-3 is lower. During the following aging process, the strength of alloy-1 continued to decrease. As for the Li-containing alloys, the YS increased with increasing aging time, while the UTS exhibited a small increase with aging for 48 h. However, a significant decrease is observed when the aging time is 100 h. Fracture elongation (EL) of the three alloys strongly decreased as aging proceeded. The Li-containing alloys had much lower ductility than the base alloy, which is primarily due to the presence of a large amount of the remnant Si-rich second phases.

Mechanical properties and corresponding stress-stain curves of three experimental alloys aged at 170 °C for: a, d 8 h, b, e 48 h, c, f 100 h
Figure 14 shows the dynamic elasticity modulus of the three experimental alloys aged for 8 h. Compared with base alloy-1, alloy-2 and alloy-3 grew by 14.8% and 16.6%, respectively. The main reason for the high elastic modulus observed in Li-containing alloys is the existence of a large amount of the δ′ phase, which has a large intrinsic modulus [34]. It is noteworthy that the elastic modulus of alloy-3 is slightly higher than that of alloy-2. As mentioned in Figs. 7 and 11, the higher Mg content in alloy-3 accelerated the δ′ phase precipitation, resulting in alloy-3 having a larger volume fraction of the δ′ phase than alloy-2.

Dynamic elasticity modulus of the three experimental alloys aged at 170 °C for 8 h
Strengthening by the δ′ phase is caused by its interaction with dislocations in terms of shear stress for the slip to occur. The increase in critical resolved shear stress (CRSS) due to the ordered δ′ particles can be represented by the following equation [35]:
where γ is the δ′ phase antiphase boundary energy, r0 is the average radius, and f is the volume fraction of the δ′ particles. Accordingly, the observed lower yield strength in alloy-2 during the initial aging stage (8 h) compared to alloy-3 can be ascribed to the smaller average diameter of the δ′ particles. However, the gap in yield strength between alloy-2 and alloy-3 increased with aging, despite the slight changes in the average diameter of the δ′ particles. This is because the strengthening effect associated with the β′ precipitates also contributed to the improvements in strength in alloy-3 during the late aging stage.
Both Li-containing alloy-2 and alloy-3 had lower yield ratios than base alloy-1 after aging for 8 h and 48 h. Meanwhile, the fracture elongations of the Li-containing alloys are not higher, and the yield ratio progressively increased with increase in aging time. This demonstrates that the Li-containing alloys exhibited brittle fracture. Figure 15 presents a comparison of the fractured surfaces of three alloy samples aged at 170 °C for 8 h and 48 h. It is observed that base alloy-1 had many dimples with round morphology. The dimples are bigger and deeper after 8 h than after 48 h, which means that the plastic descends, which is consistent with the decrease in the elongation. For alloy-2 and alloy-3, owing to their large remnant second phases and wide δ′-PFZs, the dominant fracture type is intergranular fracture, which is a typical characteristic of brittle fracture. As a result, the elongations obtained after aging for 8 h and 48 h for both Li-containing alloys are lower even though they had a higher yield ratio than base alloy-1. Moreover, the elongation of alloy-3 is lower than that of alloy-2 because of its wider δ′-PFZs after the same aging time, as presented in Fig. 12.

SEM fractographs of the three experimental alloys aged at 170 °C for a–c 8 h and b–f 48 h: a, d alloy-1, b, e alloy-2, and c, f alloy-3
4 Conclusions
In this study, the effects of the addition of high Li concentration on the microstructures and mechanical properties of Al–Mg–Si alloys with different Mg contents were investigated. The conclusions can be summarized as follows:
-
1.
The addition of 3 wt% Li not only significantly reduces the density of Al–Mg–Si alloy, but it also changes the microstructural characteristics of Al–Mg–Si alloy. Li substitutes some of the Mg, resulting in the residual second phase of the Li-containing alloys containing Li during solution treatment.
-
2.
During the early aging stage, the δ′ phase is the dominant precipitation phase and the formation of the β′′ phase is inhibited in Li-containing alloys. After prolonged aging up to the late stage, the β′′ phase is detected. The high Mg content alloy had a greater quantity of β′′ precipitates compared to the low Mg content alloy, which means that increasing the Mg content can promote the precipitation of the β′′ phase in the Li-containing Al–Mg–Si alloys.
-
3.
The growth rate of the δ′ particles and δ′-PFZs in the high Mg content alloy is higher than that in the low Mg content alloy. Therefore, Mg can enhance δ′ phase precipitation.
-
4.
The addition of lithium can improve the strength and elastic modulus during the late aging stage compared with the base alloy. However, the ductility of the Li-containing alloys decreases and exhibits brittle fracture.
References
T. Dursun, C. Soutis, Mater. Des. 56, 862 (2014)
L.B. Khokhlatova, N.I. Kolobnev, M.S. Oglodkov, E.D. Mikhaylov, Metallurgist 56, 336 (2012)
R.J. Rioja, Mater. Sci. Eng. A 257, 100 (1998)
E.J. Lavernia, T.S. Srivatsan, F.A. Mohamed, J. Mater. Sci. 25, 1137 (1990)
A. Abd El-Aty, Y. Xu, X. Guo, S. Zhang, Y. Ma, D. Chen, J. Adv. Res. 10, 49 (2018)
J.F. Li, Z.H. Ye, D.Y. Liu, Y.L. Chen, X.H. Zhang, X.Z. Xu, Z.Q. Zheng, Acta Metall. Sin. -Engl. Lett. 30, 133 (2017)
E. Gumbmann, F. de Geuser, C. Sigli, A. Deschamps, Acta Mater. 133, 172 (2017)
R.J. Rioja, J. Liu, Metall. Mater. Trans. A 43, 3325 (2012)
Z. Zhang, H. Xu, S. Wu, Y. Liu, Acta Metall. Sin. -Engl. Lett. 26, 340 (2013)
W.S. Miller, L. Zhuang, J. Bottema, A.J. Wittebrood, P. De Smet, A. Haszler, A. Vieregge, Mater. Sci. Eng. A 280, 37 (2002)
L. Ding, Z. Jia, J. Nie, Y. Weng, L. Cao, H. Chen, X. Wu, Q. Liu, Acta Mater. 145, 437 (2018)
Z.W. Huang, R.E. Smallman, M.H. Loretto, J. White, Mater. Sci. Technol. 7, 205 (1991)
Z.W. Huang, M.H. Loretto, R.E. Smallman, J. White, Mater. Sci. Technol. 10, 869 (1994)
R. Chen, Z. Huang, C.Q. Chen, J.Y. Shen, Y.G. Zhang, Mater. Sci. Eng. A 280, 146 (2000)
U.D. Shamas, J. Kamran, B.A. Hasan, N.H. Tariq, M. Mehmood, M. Shamas Uz Zuha, Mater. Des. 64, 366 (2014)
U.D. Shamas, J. Kamran, N.H. Tariq, B.A. Hasan, R.H. Petrov, V. Bliznuk, S. Uz Zuha, Mater. Chem. Phys. 174, 11 (2016)
U.D. Shamas, B.A. Hasan, N.U.H. Tariq, M. Mehmood, Int. J. Mater. Res. 8, 770 (2014)
X. Yang, B. Xiong, X. Li, L. Yan, Z. Li, Y.A. Zhang, H. Liu, S. Huang, H. Yan, K. Wen, Microstructural evolution and phase transformation of Al–Mg–Si alloy containing 3% Li during homogenization. In: Y. Han (Ed) Physics and Engineering of Metallic Materials. CMC 2018. Springer Proceedings in Physics, vol. 217 (Springer, Singapore, 2019), p. 19
W.I. Romero, H.M. Flower. Microstructural characterization of some Al–Mg–Li–Si alloys, Proceedings of The 6th International Conference on Aluminum Alloys, Aluminum Alloys-Their Physical and Mechanical Properties, Toyohashi, Japan, 1998, vol. 2, p. 843
A. Deschamps, C. Sigli, T. Mourey, F. de Geuser, W. Lefebvre, B. Davo, Acta Mater. 60, 1917 (2012)
B. Gault, X.Y. Cui, M.P. Moody, F. De Geuser, C. Sigli, S.P. Ringer, A. Deschamps, Scripta Mater. 66, 903 (2012)
L. Ding, Z. Jia, Z. Zhang, R.E. Sanders, Q. Liu, G. Yang, Mater. Sci. Eng. A 627, 119 (2012)
C.D. Marioara, S.J. Andersen, H.W. Zandbergen, R. Holmestad, Metall. Mater. Trans A 36, 691 (2005)
Y.L. Wang, H.C. Jiang, Z.M. Li, D.S. Yan, D. Zhang, L.J. Rong, J. Mater. Sci. Technol. 34, 1250 (2018)
B. Noble, G.E. Thompson, Metal Sci. J. 5, 114 (1971)
D.B. Williams, J.W. Edington, Metal Sci. J. 189, 529 (1975)
S.J. Andersen, H.W. Zandbergen, J. Jansen, C. Traeholt, U. Tundal, O. Reiso, Acta Mater. 46, 3283 (1998)
T. Hoshino, F. Nakamura, J. Metastable Nanocryst. Mater. 24–25, 237 (2005)
B.P. Huang, Z.Q. Zheng, Acta Mater. 46, 4381 (1998)
S.F. Baumann, D.B. Williams, Metall. Mater. Trans. A 16, 1203 (1985)
K. Mahalingam, B.P. Gu, G.L. Liedl, T.H. Sanders Jr., Acta Metall. 35, 483 (1987)
S.C. Jha, T.H. Sanders Jr., M.A. Dayananda, Acta Metall. 35, 473 (1987)
M.J. Starink, Mater. Sci. Eng. A 390, 260 (2005)
E.J. Lavernia, N.J. Grant, J. Mater. Sci. 22, 1521 (1987)
K.S. Prasad, N.E. Prasad, A.A. Gokhale, Aluminum-lithium alloys: processing, properties, and applications, ed. by N.E. Prasad, A.A. Gokhale, R.J.H. Wanhill, (Butterworth-Heinemann: Elsevier Inc, 2014), p. 99
Acknowledgement
This work was financially supported by the National Key Research and Development Program of China (No. 2016YFB0300802).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://www.springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
About this article

Cite this article
Yang, XK., Xiong, BQ., Li, XW. et al. Effect of the Addition of High Li Concentration on the Microstructure and Mechanical Properties of Al–Mg–Si Alloys with Different Mg Contents. Acta Metall. Sin. (Engl. Lett.) 34, 1721–1733 (2021). https://doi.org/10.1007/s40195-021-01210-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-021-01210-8