
Abstract
In recent studies, critical research interest exists in the thermo-mechanical analysis of the friction stir welding (FSW) process by numerical simulation. In this review, the thermo-mechanical analysis for FSW is overviewed regarding the computational approaches, the heat generation, the temperature, and the material flow behavior. Current concerns, challenges, and opportunities in current studies are discussed considering the application of the thermo-mechanical analysis. Generally, larger computational scale and better computational efficiency are required to allow better spatial resolution in future analysis. The concepts and approaches demonstrated in the thermo-mechanical analysis for FSW open up quantitative prospects for the design of the FSW process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Friction stir welding (FSW) [1, 2] is a solid-state welding technology, which has been successfully applied in the joining of lightweight alloys [3,4,5,6,7] for fabricating many important structures. Many important processing factors, such as tool geometry, tool positioning, and tool motion, are specially designed to tune the in-process thermo-mechanical conditions (such as temperature and plastic deformation). In this way, the physical metallurgical processes such as dynamic recrystallization [8, 9] and solid-state bonding [10,11,12] are optimized, so that the required microstructure in the friction stir welds is generated in order to achieve the required weld performance. In the literature, critical research interest has been shown to study the thermo-mechanical condition in order to understand the microstructure and the performance of the joints. Generally, both the values and the distribution of the thermo-mechanical variables in the localized high temperature and severe plastic deformation zone in the vicinity of the welding tool are important. However, direct observation has been extremely difficult because of its very small deformation volume and highly dynamic nature. The current knowledge of the thermo-mechanical variables has been fairly limited. In some experimental studies, the post-welding microstructural features, such as recrystallized grain size [13, 14], location of marker material [15], and texture characteristic [16], have been analyzed to obtain the in-process information. Although the experimental approaches, including the in situ observation based on neutron/X-ray [17,18,19], have been developed in recent years, the amount of data were not adequate for understanding the distribution of thermo-mechanical behaviors in three dimensions. In this situation, the numerical simulation has been demonstrated to be a viable tool for the thermo-mechanical analysis for FSW. With the rapid continuous advances of modern computers and the computational approaches, many researchers have developed a numerical simulation for thermo-mechanical analysis of the FSW process.
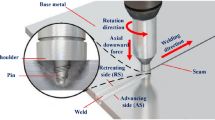
The studies on the thermo-mechanical analysis of FSW were firstly reported in 1998 by Chao and Qi [20], and Gould and Feng [21]. In the early thermo-mechanical analysis, the FSW process was generally analyzed in a thermal–mechanical decoupled way for predicting the in-process temperature field and the residual stress in the welds, while the in-process material flow was neglected in the analysis. In recent years, as the FSW process has been applied more and more widely, more knowledge regarding material flow behavior is demanded. To this end, the FSW process is taken in a fully coupled way, in which the material flow is explicitly considered to implement the coupling between the thermal process and the mechanical process in the thermo-mechanical analysis. As shown in Fig. 1, the thermal processes and mechanical processes are fully coupled in the FSW process. In the FSW process, a large amount of heat is generated to elevate the material temperature, which results in significant softening of the material. The thermal softening of the material allows rapid material flow and severe plastic deformation induced by the interfacial friction. The strong thermo-mechanical coupling in FSW could be described like this: On the one hand, the plastic flow of the material affects the manner of heat generation and thus the temperature field; on the other hand, the temperature change adversely affects the plastic flow of the material because of the close relationship between the temperature and the flow stress.

Coupling between the thermal and mechanical processes in friction stir welding
The recent advances on the thermo-mechanical analysis of FSW generally focus on the demonstration of approaches in which the material flow is explicitly considered. It is worth noting that several review articles [22,23,24,25,26] have been dedicated to discussing the approaches, the concepts, and the output in thermo-mechanical analysis for FSW a couple of years before. Nevertheless, it is still demanded to summarize timely the recent advances, to discuss on the new findings, and to provide an assessment from a more general viewpoint, as there have been continuous new publications on the thermo-mechanical analysis of FSW recently. In this review article, the recent advances on the thermo-mechanical analysis of FSW are overviewed, regarding the computational approaches, the heat generation, the temperature, and the material flow. Concerns, challenges, and opportunities in the current literature are regarded.
2 Computational Approaches
The current modeling approaches for thermo-mechanical analysis of FSW can be divided into two categories based on the underlying physics model, which are computational solid mechanics (CSM)-based approaches and computational fluid dynamics (CFD)-based approaches.
2.1 Computational Solid Mechanics (CSM)-Based Approaches
The CSM is one category of computational mechanics, which uses the computational approaches to study the phenomena governed by solid materials mechanics. The CSM approaches have been widely employed in modeling and simulation of the thermo-mechanical condition during the high-temperature severe plastic deformation in material manufacturing processes [27, 28]. In the CSM-based thermo-mechanical analysis for FSW, the modeling approaches for the elasto-viscoplastic body have been used for analyzing the thermo-mechanical material behavior during FSW. Generally, both the mechanical and the thermal responses were obtained by solving the governing equations in the CSM approach. In the CSM-based approach, the governing equation for the mechanical response was the differential form of the equation of motion for solving the displacement vector \(\varvec{u}\), given by,
where \(\rho\) is the density, \(C\) is the damping coefficient representing the viscoplasticity of material, \(K\) is the stiffness coefficient representing the elastic properties of the material, \(P\) is the external force term. \(\varvec{u}\), \(\frac{{{\text{d}}\varvec{u}}}{{{\text{d}}t}}\), \(\frac{{\partial^{2} \varvec{u}}}{{\partial t^{2} }}\) are the displacement vector, the velocity vector, and the acceleration vector, respectively. The governing equation for the thermal response is,
where \(c_{P}\) is the heat capacity, \(k\) is the thermal conductivity, \(\eta\) is the mechanical efficiency, \(\sigma_{ij}\) is the stress tensor, and \(\dot{\varepsilon }_{ij}\) is the tensor for the rate of plastic strain. The term \(\eta \sigma_{ij} \dot{\varepsilon }_{ij}\) represents the heat dissipated from the plastic deformation. It is worth noting that the heat generated from the friction is also taken into consideration in the thermo-mechanical analysis of FSW, which is generally taken as a boundary condition at the tool/workpiece interface.
Because the severe plastic deformation is involved in the thermo-mechanical analysis of FSW, the technology and approaches for maintaining good mesh quality are among the major concerns in CSM-based analysis for FSW. In order to implement a computational approach for thermo-mechanical analysis of the FSW process, it is necessary to generate a mesh in three dimensions, which represents the geometrical feature of the FSW process. The value and the distribution of the predicted thermo-mechanical state variables could be significantly influenced by the mesh quality because the mesh quality is one important factor that influences the numerical convergence and computational robustness. In the conventional thermo-mechanical analysis based on CSM, the mesh motion is attached to the material. In other words, the mesh will deform in order to depict the deformation of the material. As such, if the conventional Lagrangian analysis was used in the thermo-mechanical analysis of FSW, the calculation would crash due to the excessive distortion of the mesh.
In order to implement a thermo-mechanical analysis based on the CSM for FSW, it is critical to select a proper technology/approach to deal with the excessive mesh distortion induced by the severe plastic deformation. In the current literature, a couple of successful approaches for handling the mesh distortion have been demonstrated. Schmidt et al. [29], Zhang et al. [30,31,32,33] and Assidi et al. [34] demonstrated the application of the arbitrary Lagrangian–Eulerian (ALE) formulation in their thermo-mechanical analysis of FSW. In the ALE approach, the mesh is neither fixed nor attached to the material, in which the formulation allows the material to flow through the mesh to a certain extent. Alternatively, as shown by Buffa et al. [35], Wan et al. [36] and Long et al. [37], the use of Lagrangian analysis with frequent re-meshing in the three dimensional was shown as a viable alternative approach for the thermo-mechanical analysis of FSW. As the mesh moves together with the material in the Lagrangian approach, the re-meshing approach allows generating the new mesh with higher quality by conserving the calculated thermo-mechanical state of the workpiece during the computation. In recent studies, Al-Badour et al. [38] proposed to use the coupled Eulerian–Lagrangian (CEL) approach in analyzing the thermo-mechanical behavior in the FSW process. In the CEL approach, Eulerian formulation was used to discretize the governing equation for analysis, while the welding tool was taken as a Lagrangian body. In the CEL approach, the interaction between the welding tool and the workpiece is implemented based on the immersed boundary method [39]. The mesh for representing the workpiece was stationary, and thus, the material could move freely through the mesh without causing mesh distortion. In more recent studies, the thermo-mechanical analysis based on the CEL approach has been more and more used for similar and dissimilar FSW processes [40,41,42].
2.2 Computational Fluid Dynamics (CFD)-Based Approaches
In the CFD-based model, the workpiece is taken as non-Newtonian fluid. The conservation equations of mass, momentum, and energy for viscous fluid are used for analyzing the thermo-mechanical material behavior in FSW, while the workpiece in FSW is taken as non-Newtonian fluid. The conservation equation of the mass is given as,
where \(\rho\) is the density, \(\varvec{v}\) is the velocity vector, and \(t\) is the time. The conservation equation of momentum is given as the Navier–Stokes equations for motion, which is given as,
where \(\mu\) is the viscosity, \(p\) is the pressure, which is equivalent to the mean stress. The momentum conservation equation used here in the CFD-based thermo-mechanical analysis for FSW is a simplified version of the governing equations for material motion by neglecting the elastic term. The energy conservation equation is,
where \(H\) is enthalpy defined as \(H = \int_{{T_{\text{ref}} }}^{T} {C_{P} {\text{d}}T}\), \(C_{P}\) is the specific heat, \(T\) is the temperature, \(k\) is the thermal conductivity. \(S_{V}\) is the spatial source term for the heat flux generated by plastic deformation, which is equivalent to the term defined in Eq. (2).
In the literature, Colegrove et al. [43, 44] and Nandan et al. [45, 46] established the early thermo-mechanical analysis for FSW based on the CFD approach, in which three-dimensional heat transfer and the material flow were analyzed by solving the conservation equations of the mass, the momentum, and the energy. In the calculation based on the CFD approach, the flow/deformation did not result in the deformation of the computational mesh as the description of the motion in CFD is Eulerian based. In other words, the motion of the material is independent with the motion of the mesh. In the early analysis, the stationary mesh is used for spatial discretization. In the recent thermo-mechanical analysis for FSW, moving mesh approach or dynamic mesh has been employed to allow the dynamic geometric model to capture the transient behavior during FSW. Yu et al. [47] proposed a CFD-based thermo-mechanical analysis to study the transient flow behaviors of heat and mass during the FSW process. The moving mesh was employed to implement the change of geometric model induced by both the transitional and the rotational motions of the welding tool. Su et al. [48] allowed the rotation of the mesh in studying the effect of pin profile on the in-process thermo-mechanical condition in FSW. Shi et al. [49] proposed a CFD-based thermo-mechanical analysis to study the heat generation, temperature, and material flow in different stages of FSW, namely the plunge stage, the dwelling stage, the welding stage, and the cooling stage. Chen et al. [50] applied the moving mesh approach to study the effect of pin thread on the material flow in FSW. In the model, the material inside the pin thread grooves as an extra fluid volume with rotating moving mesh. It could be found that the current CFD-based thermo-mechanical analysis for FSW is taking advantage of the moving mesh approach in studying the transient phenomena during FSW.
2.3 Discussion on the Computational Approaches
In the thermo-mechanical analysis, it is expected to obtain the value and the distribution of the thermo-mechanical variable with proper spatial resolution. In the computational analysis, the spatial resolution depends on the mesh size. The area close to the welding tool is of the most interest in the current thermo-mechanical analysis for FSW. The mesh size in the vicinity of the welding tool was taken to be between 0.2 and 1.0 mm [36, 51,52,53] in the CSM-based analysis and between 0.1 and 0.2 mm [54, 55] in the CFD-based analysis. From the current microstructural observation recently published, it could be found that the microstructure changes significantly over a distance ~ 0.1 mm in the stir zone of friction stir welds [4, 56,57,58]. In this regard, the mesh size in the thermo-mechanical analysis should be below or similar to 0.1 mm. Although many approaches have been demonstrated for the thermo-mechanical analysis for FSW in the current literature, the oversized mesh causing inadequate spatial resolution is still one problem. In the future analysis, further analysis based on CSM for FSW is quite in demand to employ finer mesh to capture the in-process thermo-mechanical behaviors. Therefore, the computational scale should be improved in order to allow better spatial resolution for a better understanding of the FSW process. Meanwhile, corresponding computational strategies are demanded for booming the computation efficiency to avoid excessively prolonged computation time.
It is also noticed that the currently available computational capacity allows using smaller mesh size in the CFD-based analysis than that in the CSM-based thermo-mechanical analysis for FSW. This is because the governing equation in the CFD-based thermo-mechanical analysis is simplified by neglecting the elasticity terms. As such, the calculation of stress only depends on the velocity gradient, and the computational cost regarding the CFD simulation is reduced in large extent [59]. On the one hand, the current CFD-based thermo-mechanical analysis for FSW allows better spatial resolution and thus a more complex geometrical feature, such as the tool profile [48] and the pin thread [50]. On the other hand, the predicted pressure (mean stress) by the CFD analysis has much uncertainty because the elasticity is neglected [60]. Therefore, for the CFD-based thermo-mechanical analysis for FSW, more investigation is still demanded to demonstrate new approaches for predicting more information regarding the welding process, such as processing forces.
3 Heat Generation and Temperature
In FSW, certain heat generation is required to create a localized high-temperature zone in the vicinity of the welding tool to activate the metallurgical processes for the workpiece material, such as dynamic recrystallization [8, 9] and solid-state bonding [10,11,12]. The heat generation and the temperature field of the FSW are among the major outputs in the current thermo-mechanical analysis for FSW.
The heat generation in the FSW process is thermo-mechanical in nature. In other words, the heat generation in FSW is dissipated from the mechanical process. This makes it possible to calculate the heat generation by using the thermo-mechanical analysis. The concept that the total heat generation and the resulted temperature could be calculated by taking the material properties and the processing parameters as the input data, has been demonstrated by Colegrove et al. [61] in a CFD-based two-dimensional analysis and Chen et al. [62] in a CFD-based three-dimensional analysis from the flow stress data based on an assumption of a sticking state at the tool/workpiece interface. This concept is useful. For example, in the case that an FSW machine is designed for specified material, the required heat generation is important data in designing the power capacity of a welder machine. By using the thermo-mechanical analysis, the required heat generation in FSW could be estimated by using the processing parameters and the flow stress data, which is generally available in handbooks and database. Regarding the thermo-mechanical nature of the FSW process, the accuracy of the flow stress model in the typical temperature range for deformation in the FSW process is of critical importance in the thermo-mechanical analysis for FSW. In the current thermo-mechanical analysis, the empirical equations were employed to relate the flow stress to the temperature and the deformation. The Johnson–Cook model [29, 35] has been commonly used in the CSM-based analysis, while the Sellars–Tegart model [44, 46, 47, 54, 63, 64] was used in the CFD-based analysis. However, the flow stress from the models was shown to have a certain gap in comparison with the experimental data, which has been recognized by many researchers. The use of empirical equations [44, 54] for adjusting the flow stress model was viable in order to get reasonable prediction in the current analysis. In some other research, nonlinear interpolation [43, 50, 65] from the experimental data was demonstrated as a viable means for accurately modeling the flow stress in the thermo-mechanical analysis of FSW. Nevertheless, more experimental data on the flow stress data at a wider temperature range and deformation range are in demand for use in the thermo-mechanical analysis of FSW.
Besides the evaluation of the total heat generation in FSW, the spatial distribution of the heat flux is another critical factor of interest in the literature. In the current thermo-mechanical analysis for FSW, the heat generation in FSW is considered to be contributed from two partitions in physics, which are the friction and the plastic deformation. While the spatial distribution of heat flux for both the frictional heat generation and the plastic heat generation has been reported as near symmetric about the tool axis in many studies [45, 46, 54], other processing factors have been shown to influence the spatial distribution of the heat flux which is sensitive to the contact state at the tool/workpiece interface. Zhang et al. [66] reported that, when the tilt angle is used in FSW, the contact between the welding tool and the workpiece could be incomplete, as shown in Fig. 2. This incomplete interfacial contact resulted in the asymmetric distribution of the frictional heat generation and the plastic heating flux. In Sun et al.’s study [67], it was shown that, when a threaded pin was applied, the thread induced the fluctuation of the heat flux at the tool/workpiece interface as a result of the fluctuation of the contact state, as shown in Fig. 3, while the contact state at the tool/workpiece interface is a major concern in analyzing the distribution of the heat flux in FSW, which influences the heat flux from friction and plastic deformation. Technically, the proper boundary condition for friction and contact should be carefully considered to allow the transition between different contact states, such as sticking and sliding, at the tool/workpiece interface in the current thermo-mechanical analysis for FSW. In the current literature, successful methodologies regarding the transition of contact states have been demonstrated [29, 45, 50, 65, 68, 69].

Reprinted from Zhang et al. [66], Copyright (2018), with permission from Elsevier
Frictional force at the tool/workpiece interface.

Reprinted from Sun et al. [67], Copyright (2018), with permission from Elsevier
Calculated heat flux at the tool/workpiece interface. a Unthreaded pin, b threaded pin.
The temperature distribution during FSW is a dominant factor for many metallurgical processes and thus the weld microstructure/performance. The heat generation and the heat loss to the environment are the two dominant factors considering the analysis of the temperature. Compared with the heat generation in FSW, the heat loss to the environment has received less attention in the current thermo-mechanical analysis for FSW. In an early thermal analysis by Dickerson et al. [70], the heat loss to the welding tool was assumed to be governed by the heat exchange between the welding tool and workpiece. Their study also showed that the heat loss to the welding tool was about 10% of the total heat generated for steady-state FSW of aluminum alloys and magnesium alloys. In the thermo-mechanical analysis for FSW, the role of welding tool in heat transfer was generally considered by using a simplified model based on one-dimensional assumption to determine the amount of heat loss to the welding tool [51]. Recently, Pal et al. [71] proposed a thermo-mechanical analysis for FSW of the stainless steel 304, in which the welding tool explicitly included and the energy equations for the welding tool and the workpiece are solved in a conjugate manner, which was demonstrated to be another approach in determining the amount of heat loss to the welding tool.
In addition, the heat loss to the backing plate is another important factor in the thermo-mechanical analysis for FSW. Currently, the heat loss to the backing plate was usually taken as a heat flux to a heat sink with room temperature with a constant contact heat transfer coefficient [72, 73]. Meanwhile, the approaches [74,75,76,77,78] for implementing a more reasonable heat loss model to the back plate were also developed for better predicting the heating and the cooling rate during the FSW. Recently, more research effort is being taken to predict the microstructure and the weld properties based on the thermo-mechanical analysis [73, 79, 80]. In the CSM-based analysis proposed by Miles et al. [73], both the welding tool and the backing plate were considered explicitly in order to obtain a reliable temperature distribution, especially the heating and cooling rates, as shown in Fig. 4.

Reprinted from Miles et al. [73], Copyright (2019), with permission from Elsevier
a Top view of the plate at steady state, b section view through the center of the tool at steady state. The temperature scale is degrees Celsius.
The current thermo-mechanical analysis has been applied not only in analyzing the heat generation and temperature in the conventional FSW but also in depicting the heat generation and the heat transfer during the FSW with additional energy sources. For example, Shi et al. [81, 82] proposed thermo-mechanical analysis to study the ultrasonic vibration-enhanced FSW, in which the effects of the ultrasonic vibration on the thermo-mechanical behavior were elucidated regarding the increased peak temperature and the enhanced material flow. Their ongoing work has figured out that the intrinsic thermo-mechanical factors, such as friction [83] and flow stress [84], were fully coupled with an ultrasonic energy field. Therefore, in the thermo-mechanical analysis for FSW with an additional energy source, the interaction between the thermo-mechanical heat generation and other energy source is complex regarding the coupling between the thermal and mechanical processes. In these regards, thermo-mechanical analysis based on numerical simulation is highly demanded in order to tune the additional energy inputs to obtain the optimal weld performance.
4 Material Flow Behavior
During FSW, significant material flow is induced as a result of the interaction at the tool/workpiece interface. In this section, we summarize the recent advances in the thermo-mechanical analysis of FSW regarding the material flow behaviors. In recent studies, the development of new concepts in analyzing the welding defects is highlighted as the welding defects are one of the negative factors for weld performance.
One of the ideas to predict the weld defects is to include the free surface evolution in the model. In the early studies, Schmidt et al. [29] reported one of the first studies which explicitly predicted the formation of a void defect by allowing a solution-dependent contact condition based on the Coulomb’s law of friction by using the CSM-based approach, where the detachment (creation of free surface) was allowed at the tool/workpiece interface. They pointed out that the presence of the sticking condition at the tool/workpiece interface is important for the success of the deposition process. Al-Badour et al. [38] established a preliminary three-dimensional thermo-mechanical analysis for FSW based on the CSM approach. As the workpiece was taken as Eulerian body in the analysis, the evolution of the free surface was allowed, so that the defects formation was explicitly predicted. It was shown in this study that the formation of defects was affected by the frictional contact between the welding tool and the workpiece. By using the CSM approach using the CEL concept, the defect formation is attributed to the detachment between the welding tool and the workpiece to form a free surface. The calculation of the contact in normal direct is one of the main advantages of the current CSM-based model. Technically, the analysis of the normal contact allows the formation of the cavity in the plastic deforming area. Fourment et al. [85] demonstrated that the use of the CSM-based thermo-mechanical analysis using the ALE formulation was also viable in predicting the formation of defects. Zhu et al. [86] developed a thermo-mechanical model based on the CEL method to predict the presence of the defect in the friction stir welds. The influence of the welding parameter and the tool geometry (including the threaded pin and the smooth pin) observed in the numerical simulation was qualitatively consistent with the experimental observation. Ahmad et al. [87] employed the thermo-mechanical analysis based on CEL to analyze the flash formation for FSW of steel. It was interesting to note in the study by Chauhan et al. [52] based on CEL to predict the material flow defects influenced by the tilt angle. The comparison between the experimental and the predicted defects at a tilt angle of 0° is shown in Fig. 5a, b. Figure 6 shows the elimination of the defects by applying a tilt angle of 2°.

Reprinted from Chauhan et al. [52], Copyright (2018), with permission from Elsevier
Comparison of the defect along welding direction for 0° tilt angle. a Experimental, b simulation.

Reprinted from Chauhan et al. [52], Copyright (2018), with permission from Elsevier
Simulation predicted effective plastic strain along the welding direction for the tilt angle of 2°.
Another concept for predicting the weld defect is to analyze the in-process damage evolution during FSW. He et al. [88] implemented a three-dimensional thermo-mechanical analysis in which the defect formation was taken as void growth in the workpiece. The growth/collapse rate of the void was related to the thermo-mechanical state variables, such as temperature and stress. The resulted void was obtained by integrating the information along the streamline, which was equivalent to the material flow path in the steady-state analysis. The processing factors such as the pin geometry, the tool rotation speed, and the welding speed, were discussed. The general trend that the void defects were observed on the advancing side was consistent with the experiments. Further demonstration is expected in the future analysis by extending this concept to link the thermo-mechanical state variables during FSW to more advanced damage evolution models [89,90,91,92].
Alternatively, the welding defects could also be analyzed by using the information on the material flow path and the material velocity. Zhu et al. [68] proposed a CFD-based thermo-mechanical analysis model to quantitatively predict the wormhole defects. The comparison between their prediction and the experimental result is shown in Fig. 7. In their study, tracing particles were introduced into the predicted flow field for probing the material flow path and the deposition location of the tracing material after FSW. Five welding experiments with different welding tools and different welding parameters were carried out to compare the experimental and the predicted geometry of the wormhole defects. The deposition location was extracted to depict the geometry of the wormhole defects. The formation of the wormhole defect was attributed to the decreased material flow velocity caused by insufficient friction at the tool/workpiece interface. The use of the information on the material flow path and the material velocity at the workpiece is one of the major information for analyzing the defect formation. Zhang et al. [93] demonstrated a defect-prone region based on the predicted three-dimensional material flow field and the experimental microstructure. A similar concept was also indicated in the experimental work by Morisada et al. [94], in which the tilt of horizontal material flow and the decrease in material velocity on the advancing side were correlated to the formation of defects.

Reprinted from Zhu et al. [68], Copyright (2016), with permission from Elsevier
Comparison of the joint area morphology. a Tracing particle distribution in the observation plane after moving through the tool area (Sim-1.1–1.5), b Sim-2.1–2.5, c wormhole defect distribution in the nugget area after the experiment.
The capacity to analyze the formation of defects in the friction stir welds has demonstrated in recent studies. Different concepts that use the material flow information were shown in successfully predicting the void/wormhole defects explicitly. It is also noted that the thermo-mechanical analysis for analyzing other types of defects, such as root flaws [95], is now being developed. Frankly, both the current studies on the defects formation have been challenging. In that, the approaches have been developed for relating the thermo-mechanical behavior to the defect formation, and more analyses which combine the experiments and the thermo-mechanical analysis are expected to clarify the underlying physics for better design of the FSW process.
5 Outlook and Remarks
In the current research, it is generally expected to determine the value and the distribution of the thermo-mechanical state variables for analyzing the microstructure, the defect, and the material mixing in the weld, so as to build a quantitative computational tool for the FSW process for avoiding much try-and-error experimental work. In this paper, the thermo-mechanical analysis for FSW based on numerical simulation is overviewed. The concepts and the approaches demonstrated in the current thermo-mechanical analysis for FSW open up quantitative prospects for the design of the FSW process.
Generally, there are two main categories of computational approaches, i.e., the CSM approaches and the CFD approaches. Although many approaches have been demonstrated for the thermo-mechanical analysis for FSW in the current literature, the oversized mesh resulting in inadequate spatial resolution is still one problem. In the future analysis, further analysis based on CSM for FSW is quite in demand to employ finer mesh to capture the in-process thermo-mechanical behaviors. In this regard, the computational scale and the computational strategy should be improved for booming the computation efficiency in order to allow better spatial resolution for a better understanding of the underlying process during FSW.
The heat generation and the temperature field of the FSW are among the major outputs in the current thermo-mechanical analysis for FSW. Many successful concepts and approaches have been developed regarding the analysis of the total amount and the spatial distribution of the heat generation in FSW. Although further research effort is required in many aspects such as the flow stress model and the model for heat loss to the environment, the current thermo-mechanical analysis is successful in reflecting the intrinsic thermal–mechanical coupling for both the conventional FSW process and the FSW with additional energy sources.
Thermo-mechanical analysis based on numerical simulation could provide useful data from an in-process viewpoint. The recent analysis of the material flow behavior shows capacity in predicting the weld defects in which more underlying physics are implemented. Different computational concepts which use the material flow information to analyze the formation of defects in the friction stir welds have been demonstrated in recent studies. A couple of new approaches have been developed for relating the thermo-mechanical behavior to the defect formation, but the current study on the material flow behavior and defect formation is still limited. In these regards, more studies combining the experimental characterization and the thermo-mechanical analysis are expected to clarify the underlying physics for better design of the FSW process.
References
R.S. Mishra, Z.Y. Ma, Mater. Sci. Eng. R 50, 1 (2005)
G.K. Padhy, C.S. Wu, S. Gao, J. Mater. Sci. Technol. 34, 1 (2018)
Z.K. Shen, X.Q. Yang, Z.H. Zhang, L. Cui, T.L. Li, Mater. Des. 44, 476 (2013)
W.F. Xu, Y.X. Luo, M.W. Fu, Mater. Charact. 138, 48 (2018)
T. Ghidini, Nat. Mater. 17, 846 (2018)
Q. Chu, W.Y. Li, X.W. Yang, J.J. Shen, A. Vairis, W.Y. Feng, W.B. Wang, J. Mater. Sci. Technol. 34, 1739 (2018)
S. Mironov, Y.S. Sato, H. Kokawa, J. Mater. Sci. Technol. 34, 58 (2018)
Y.S. Sato, T.W. Nelson, C.J. Sterling, Acta Mater. 53, 637 (2005)
L. Fratini, G. Buffa, Int. J. Mach. Tool Manuf. 45, 1188 (2005)
H.H. Liu, K. Ushioda, H. Fujii, Acta Mater. 166, 324 (2019)
G.Q. Chen, Z.L. Feng, J. Chen, L. Liu, H. Li, Q. Liu, S. Zhang, X. Cao, G. Zhang, Q.Y. Shi, Scr. Mater. 128, 41 (2017)
G. Buffa, G. Patrinostro, L. Fratini, Comput. Struct. 135, 1 (2014)
A. Gerlich, G. Avramovic-Cingara, T.H. North, Metall. Mater. Trans. A 37, 2773 (2006)
A. Gerlich, P. Su, T.H. North, Sci. Technol. Weld. Join. 10, 647 (2005)
X.C. Liu, C.S. Wu, G.K. Padhy, Scr. Mater. 102, 95 (2015)
S. Gao, C.S. Wu, G.K. Padhy, L. Shi, Mater. Des. 99, 135 (2016)
W. Woo, Z. Feng, X.L. Wang, D.W. Brown, B. Clausen, K. An, H. Choo, C.R. Hubbard, S.A. David, Sci. Technol. Weld. Join. 12, 298 (2007)
Y. Morisada, H. Fujii, Y. Kawahito, K. Nakata, M. Tanaka, Scr. Mater. 65, 1085 (2011)
J.F. dos Santos, P. Staron, T. Fischer, J.D. Robson, A. Kostka, P. Colegrove, H. Wang, J. Hilgert, L. Bergmann, L.L. Hütsch, N. Huber, A. Schreyer, Acta Mater. 148, 163 (2018)
Y.J. Chao, X.H. Qi, J. Mater. Process. Manuf. 7, 215 (1998)
J.E. Gould, Z.L. Feng, J. Mater. Process. Manuf. 7, 185 (1998)
R. Nandan, T. DebRoy, H. Bhadeshia, Prog. Mater. Sci. 53, 980 (2008)
A. Simar, Y. Brechet, B. de Meester, A. Denquin, C. Gallais, T. Pardoen, Prog. Mater. Sci. 57, 95 (2012)
D.M. Neto, P. Neto, Int. J. Adv. Manuf. Technol. 65, 115 (2013)
X.C. He, F.S. Gu, A. Ball, Prog. Mater Sci. 65, 1 (2014)
C.S. Wu, H. Su, L. Shi, Acta Metall. Sin. 54, 265 (2017)
A.E. Tekkaya, J. Mater. Process. Technol. 103, 14 (2000)
L. Li, J. Zhou, J. Duszczyk, J. Mater. Process. Technol. 145, 360 (2004)
H. Schmidt, J. Hattel, Model Simul. Mater. Sci. Eng. 13, 77 (2005)
Z. Zhang, J. Mater. Sci. 43, 5867 (2008)
Z. Zhang, J.T. Chen, J. Mater. Sci. 43, 222 (2008)
Z. Zhang, Y.L. Liu, J.T. Chen, Int. J. Adv. Manuf. Technol. 45, 889 (2009)
Z. Zhang, Q. Wu, J. Mech. Sci. Technol. 29, 4121 (2015)
M. Assidi, L. Fourment, S. Guerdoux, T. Nelson, Int. J. Mach. Tool Manuf. 50, 143 (2010)
G. Buffa, J. Hua, R. Shivpuri, L. Fratini, Mater. Sci. Eng. A 419, 389 (2006)
Z.Y. Wan, Z. Zhang, X. Zhou, Int. J. Adv. Manuf. Technol. 90, 3567 (2017)
L. Long, G.Q. Chen, S. Zhang, T. Liu, Q.Y. Shi, J. Manuf. Process. 30, 562 (2017)
F. Al-Badour, N. Merah, A. Shuaib, A. Bazoune, J. Mater. Process. Technol. 213, 1433 (2013)
L.D. Zhu, C.S. Peskin, J. Comput. Phys. 179, 452 (2002)
K. Li, F. Jarrar, J. Sheikh-Ahmad, F. Ozturk, Procedia Eng. 207, 574 (2017)
V. Shokri, A. Sadeghi, M.H. Sadeghi, J. Manuf. Process. 31, 46 (2018)
X. Liu, S.H. Lan, J. Ni, J. Manuf. Sci. E Trans. ASME 137, 051017 (2015)
P.A. Colegrove, H.R. Shercliff, J. Mater. Process. Technol. 169, 320 (2005)
P.A. Colegrove, H.R. Shercliff, Sci. Technol. Weld. Join. 11, 429 (2006)
R. Nandan, G.G. Roy, T.J. Lienert, T. DebRoy, Sci. Technol. Weld. Join. 11, 526 (2006)
R. Nandan, G.G. Roy, T.J. Lienert, T. Debroy, Acta Mater. 55, 883 (2007)
Z.Z. Yu, W. Zhang, H. Choo, Z.L. Feng, Metall. Mater. Trans. A 43, 724 (2012)
H. Su, C.S. Wu, M. Bachmann, M. Rethmeier, Mater. Des. 77, 114 (2015)
L. Shi, C.S. Wu, J. Manuf. Process. 25, 323 (2017)
G.Q. Chen, H. Li, G.Q. Wang, Z.Q. Guo, S. Zhang, Q.L. Dai, X.B. Wang, G. Zhang, Q.Y. Shi, Int. J. Mach. Tool Manuf. 124, 12 (2018)
X.W. Yang, W.Y. Feng, W.Y. Li, Y.X. Xu, Q. Chu, T.J. Ma, W.B. Wang, Sci. Technol. Weld. Join. 23, 704 (2018)
P. Chauhan, R. Jain, S.K. Pal, S.B. Singh, J. Manuf. Process. 34, 158 (2018)
Z. Zhang, Q. Wu, M. Grujicic, Z.Y. Wan, J. Mater. Sci. 51, 1882 (2016)
H. Su, C.S. Wu, A. Pittner, M. Rethmeier, Energy 77, 720 (2014)
G.Q. Chen, Q.X. Ma, S. Zhang, J.J. Wu, G. Zhang, Q.Y. Shi, J. Mater. Sci. Technol. 34, 128 (2018)
H.H. Cho, S.T. Hong, J.H. Roh, H.S. Choi, S.H. Kang, R.J. Steel, H.N. Han, Acta Mater. 61, 2649 (2013)
X. Liu, S. Zhao, J. Ni, in Proceedings of the ASME 13th International Manufacturing Science and Engineering Conference, p. V002T04A035
Y.B. Zhong, C.S. Wu, G.K. Padhy, J. Mater. Process. Technol. 239, 273 (2017)
P. Bussetta, E. Feulvarch, A. Tongne, R. Boman, J.M. Bergheau, J.P. Ponthot, Numer. Heat. Transf. A Appl. 70, 995 (2016)
P.A. Colegrove, H.R. Shercliff, Sci. Technol. Weld. Join. 9, 352 (2013)
P.A. Colegrove, H.R. Shercliff, R. Zettler, Sci. Technol. Weld. Join. 12, 284 (2007)
G.Q. Chen, Q.Y. Shi, Y.J. Li, Y.J. Sun, Q.L. Dai, J.Y. Jia, Y.C. Zhu, J.J. Wu, Comput. Mater. Sci. 79, 540 (2013)
C. Sellars, W. McTegart, Acta Metall. 14, 1136 (1966)
K.E. Tello, A.P. Gerlich, P.F. Mendez, Sci. Technol. Weld. Join. 15, 260 (2010)
G.Q. Chen, Z.L. Feng, Y.C. Zhu, Q.Y. Shi, J. Mater. Eng. Perform. 25, 4016 (2016)
S. Zhang, Q.Y. Shi, Q. Liu, R.S. Xie, G. Zhang, G.Q. Chen, Int. J. Heat Mass Transf. 125, 32 (2018)
Z. Sun, C.S. Wu, J. Manuf. Process. 36, 10 (2018)
Y.C. Zhu, G.Q. Chen, Q.L. Chen, G. Zhang, Q.Y. Shi, Mater. Des. 108, 400 (2016)
H. Wang, P.A. Colegrove, J.F. dos Santos, Comput. Mater. Sci. 71, 101 (2013)
T. Dickerson, Q. Shi, H.R. Shercliff, in 4th International Symposium on Friction Stir Welding, Park City, Utah, USA (2003), p. 14
S. Pal, M.P. Phaniraj, J. Mater. Process. Technol. 222, 280 (2015)
Y. Huang, Y. Xie, X. Meng, J. Li, L. Zhou, J. Mater. Sci. Technol. 35, 1261 (2019)
M.P. Miles, T.W. Nelson, C. Gunter, F.C. Liu, L. Fourment, T. Mathis, J. Mater. Sci. Technol. 35, 491 (2019)
M.Z.H. Khandkar, J.A. Khan, A.P. Reynolds, Sci. Technol. Weld. Join. 8, 165 (2003)
V. Soundararajan, S. Zekovic, R. Kovacevic, Int. J. Mach. Tools Manuf 45, 1577 (2005)
C. Hamilton, S. Dymek, A. Sommers, Int. J. Mach. Tool Manuf. 48, 1120 (2008)
A. Larsen, M. Stolpe, J.H. Hattel, Eng. Comput. 29, 65 (2012)
A. Simar, J. Lecomte-Beckers, T. Pardoen, B. de Meester, Sci. Technol. Weld. Join. 11, 170 (2013)
R.A. Behnagh, A. Samanta, M.A.M. Pour, P. Esmailzadeh, H.T. Ding, Model Simul. Mater. Sci. Eng. 27, 035006 (2019)
Z. Feng, X.L. Wang, S.A. David, P.S. Sklad, Sci. Technol. Weld. Join. 12, 348 (2007)
L. Shi, C.S. Wu, X.C. Liu, J. Mater. Process. Technol. 222, 91 (2015)
L. Shi, C.S. Wu, G.K. Padhy, S. Gao, Mater. Des. 104, 102 (2016)
C.L. Yang, C.S. Wu, L. Shi, J. Manuf. Process. 35, 118 (2018)
L. Shi, C.S. Wu, S. Gao, G.K. Padhy, Scr. Mater. 119, 21 (2016)
L. Fourment, S. Gastebois, L. Dubourg, in Proceedings of the 19th International Esaform Conference on Material Forming, ed. by F. Chinesta, E. Cueto, E. Abisset Chavanne (2016)
Z. Zhu, M. Wang, H.J. Zhang, X. Zhang, T. Yu, Z.Q. Wu, Metals Basel 7, 256 (2017)
B. Ahmad, A. Galloway, A. Toumpis, J. Manuf. Process. 34, 625 (2018)
Y.L. He, P.R. Dawson, D.E. Boyce, J. Eng. Mater. Trans. ASME 130, 223 (2008)
M.E. Torki, C. Tekoglu, J.B. Leblond, A.A. Benzerga, Int. J. Plast. 91, 160 (2017)
X.D. Xia, Y. Su, Z. Zhong, G.J. Weng, Int. J. Plast. 99, 58 (2017)
M. Brunig, S. Gerke, M. Schmidt, Int. J. Plast. 102, 70 (2018)
F.P. Duda, A. Ciarbonetti, S. Toro, A.E. Huespe, Int. J. Plast. 102, 16 (2018)
J.Q. Zhang, Y.F. Shen, B. Li, H.S. Xu, X. Yao, B.B. Kuang, J.C. Gao, Mater. Des. 60, 94 (2014)
Y. Morisada, T. Imaizumi, H. Fujii, Sci. Technol. Weld. Join. 20, 130 (2015)
G. Chen, H. Li, Q. Shi, in TMS 2019 Annual Meeting & Exhibition (Springer, San Antonio, 2019), p. 99
Acknowledgements
The research was financially supported by the National Natural Science Foundation of China (Grant Nos. 51705280 and 51375259).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195
Rights and permissions
About this article

Cite this article
Chen, G., Zhang, S., Zhu, Y. et al. Thermo-mechanical Analysis of Friction Stir Welding: A Review on Recent Advances. Acta Metall. Sin. (Engl. Lett.) 33, 3–12 (2020). https://doi.org/10.1007/s40195-019-00942-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-019-00942-y