
Abstract
The probability of failure (POF) of a structure is dependent on design, manufacture, inspection, operation and human factors. The POF may be determined on the basis of direct observation or theoretical methods or some mixture of both. In this study, two methods are used to estimate the probability of failure of pressure vessels: (1) a ‘top-down’ method based on a mixture of failure statistics and engineering judgement and (2) a ‘bottom-up’ method based on fracture mechanics/engineering critical assessment (ECA). Using pressure vessel design codes as an example, this work also demonstrates whether and how the two methods can be integrated.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The probability of failure (POF) of a structure is dependent on design, manufacture, inspection, operation and human factors. The POF may be determined on the basis of direct observation (components that fail prematurely) or theoretical methods (possible failure mechanisms and likelihood of the occurrence of conditions for failure during operation) or some mixture of both.
This work [1] was completed as part of TWI’s Core Research Programme. Only a simplified description of some of the findings is presented here. Two methods are used to estimate the probability of failure:
-
A ‘top-down’ method based on a mixture of failure statistics and engineering judgement.
-
A ‘bottom-up’ method based on fracture mechanics/engineering critical assessment (ECA). This method includes both deterministic (using a single characteristic value of each variable) and probabilistic approaches. Only probabilistic approaches offer a direct estimation of POF.
2 ‘Top-down’ method: risk-based inspection
API RP 580 [2] and API RP 581 [3] both published by the American Petroleum Institute (API) describe a possible approach to risk-based inspection (RBI) and include tables to estimate POF as a function of various factors which could contribute to failure. API RP 580 sets out the general principles to develop RBI programmes for fixed equipment at refineries, chemical plants and oil and gas production facilities. API RP 581 provides methods for the determination of a probability of failure (POF) combined with the consequence of failure (COF). Various damage mechanisms are considered time-dependent (such as fatigue and corrosion), as well as not explicitly time-dependent (such as brittle fracture).
‘Top-down’ RBI method expresses POF as a function of time (\(t\)):
\(gff\) is defined as a generic failure frequency for the type of plant concerned. \(DF\left(t\right)\) is a time-dependent damage factor. \(MS\) is a management system factor. \(gff\) may be increased or decreased to account for relevant factors such as inspection, stress-relief heat treatment and temperature. A mixture of statistics and expert judgement is often required to decide the adjustment factors. The \(gff\) recommended by API RP 581 (6 × 10–7) appears to be in good agreement with the range of failure frequencies reported by others [4].
3 ‘Bottom-up’ method: probabilistic fracture mechanics
An alternative approach to deduce failure frequency is to establish a fracture mechanics model representing the structure of interest, based on the knowledge that failure usually results from the presence of flaws. The relevant quantity, type, size and location of such flaws can be postulated based on a combination of direct evidence and expert judgement. The elements that contribute to failure can be modelled using a validated flaw assessment procedure such as BS 7910 [5], R6 [6] or API 579–1/ASME FFS-1 [7]. Fracture mechanics procedures define failure as the condition at which the assessment point associated with the defective structure lies on the failure assessment line (FAL).
ECA is often carried out in a deterministic manner. Only single and fixed values are assumed for flaw size, materials properties and applied/residual stress. These are often selected in a way to ensure sufficient conservatism in the calculations. This approach provides an unquantified value of POF for points lying on the FAL, which is sufficient to inform if a defective component is either acceptable (assessment point lies inside the FAL), limiting (assessment point is on the FAL, i.e. POF≈1) or unacceptable (assessment point lies outside the FAL). An example is shown in Fig. 1. The assessment point is determined using handbook solutions taking into consideration of flaw and component geometries, stresses and material properties.

(Copyright © TWI)
BS 7910 Option 1 Failure Assessment Diagram (FAD)
In practice, when a deterministic ECA is carried out in accordance with the guidance and procedures recommended by BS 7910 or R6, the assessment point associated with failure usually lies outside the FAL (POF < 1 on the FAL), as discussed further by Hadley et al. [8]. There are various reasons for this, including how the characteristic inputs are selected, the effects of crack tip constraint and the modelling error associated with the FAL.
In principle, the deterministic ECA procedures given in BS 7910 and R6 can also be used probabilistically. The work presented here employs Monte Carlo simulation (MCS). It is a statistical approach which generates inputs (such as flaw sizes, stresses and material properties) randomly from probabilistic distributions that are deemed best fit to the actual data (not necessarily normal distributions). A deterministic assessment is performed for every random combination of the inputs. A limit state such as a FAL is defined. This allows the determination of the probability of failure by the ratio of the number of ‘unsafe’ results to the total number of trials (see Fig. 2):

(Copyright © TWI)
Example of a PFM assessment using Monte Carlo assessment (POF = 1.09 × 10.−4)
Both BS 7910 (Annex K) and R6 (Section III.13) provide guidance to carry out PFM calculations.
4 Toughness requirements of pressure vessels
4.1 Background
The analyses presented examine a discrepancy between the toughness requirements of the British design code for pressure vessels PD 5500 [9] and the pan-European equivalent EN 13445 [10].
The avoidance of brittle fracture in ferritic steels at low temperature is covered by Annex D of PD 5500 and Annex B of EN 13445–2. Even after several revisions, PD 5500 rules relating to toughness requirements have remained constant, whereas those of EN 13445 have undergone several changes, resulting in much less onerous Charpy energy requirements for certain categories of steel. The discrepancy is restricted to certain categories of steel (specified yield strength in the range 275–355 MPa) used in the as-welded (AW) condition. This is discussed in details by Hadley and Garwood [11]. For PWHT and higher-strength materials, the differences are less significant.
An example of a 35-mm thick (the maximum thickness usually recommended for the as-welded (AW) condition) Grade 355 steel with a design reference temperature (\({T}_{ref}\)) of -10 °C is considered here. For simplicity, \({T}_{ref}\) can be taken as the minimum operating temperature. Charpy energy requirements in terms of \({T}_{27J}\) (which is temperature for an average energy of 27 J measured in a standard 10 mm × 10 mm Charpy V specimen) determined in accordance with PD 5500 is -59 °C, whereas that determined in accordance with EN 13445 is -5 °C.
With the significant difference of 54 °C in Charpy test temperature requirements observed between these two major pressure vessel codes, attempts are made to quantity POF using both RBI and PFM approaches.
4.2 RBI approach
The damage factors for brittle fracture of steels in the AW condition are readily obtained from Table 20.4 M of API 581. For a pressure vessel designed to PD 5500 with \({T}_{ref}\)-\({T}_{27J}\)= + 49 °C and \(t\)=35 mm, the estimated damage factor (\(DF\)) is 0.35. The \(DF\) value estimated for the EN 13445 vessel is 232. The POF estimated using solutions in API documents (assuming \(gff\)=6 × 10−7 as discussed in Section 2 of this paper) are as follows:
-
PD 5500 vessel: POF = 8.1 × 10–7
-
EN 13445 vessel: POF = 1.4 × 10–4
These estimates using the RBI approach seem logical: a lower toughness requirement is correlated with a higher value of POF. The results presented here suggest two orders of magnitude differences between the value of POF for the EN 13445 vessel (POF = 1.4 × 10−4) and that of the PD 5500 vessel (POF = 8.1 × 10−7).
The UK’s Technical Advisory Group on Structural Integrity (TAGSI) employs the concept of incredibility of failure (IOF). TAGSI postulates POF = 10−7 per year for nuclear pressure vessels and POF = 1 × 10−5 for non-nuclear vessels. The POF value estimated for EN 13445 vessel exceeds both failure rates set by TAGSI.
4.3 PFM approach
API 581 clearly states that an assessment using RBI techniques (as described in Section 4.2) is not considered a fitness-for-service (FFS) assessment, which is the remit of API 579–1/ASME FFS-1 [7], which in turn allows BS 7910 as one of the alternative ‘Level 3’ (i.e. most advanced level) assessment methods. Probabilistic assessment guidance in accordance with BS 7910 has been implemented in TWI’s CrackWISE® software. All the PFM calculations described hereafter are carried out in accordance with BS 7910 only.
The basis of the PFM method is similar to that employed in the RBI method—the difference between PD 5500 and EN 13445 in terms of Charpy energy requirements. In a fracture-mechanics assessment, this is translated to a difference in fracture toughness and thus to a difference in probability of failure. The PFM calculations are considerably more sophisticated than those based on RBI and are therefore heavily dependent on computing capacity.
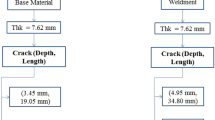
It is recommended that prior to any PFM calculation, a simple deterministic model should be performed as the first step. For simplicity, deterministic calculations assume that the longitudinal seam of a 35-mm thick Grade 355 vessel contains a single known flaw of a fixed size (3 mm × 15 mm), under a fixed stress equals to \({R}_{e}\)/1.5 (\({R}_{e}\) is the specified minimum yield strength of the steel). BS 7910 flat plate solutions are employed. Both tensile and toughness properties of the weldment match those of the parent metal. Residual stress is assumed to be yield magnitude (based on room temperature tensile properties), with mechanical stress relaxation enabled. Lower bound values of fracture toughness are correlated from values of \({T}_{27J}\)= − 59 °C and \({T}_{27J}\)= − 5 °C (set for the PD and EN vessels respectively) using the Master Curve approach of BS 7910 Annex J, assuming \({P}_{f}\)=0.05 and \({T}_{K}\)=7.85 °C. \({P}_{f}\) is a probability of exceedance, and \({T}_{K}\) is a temperature term describing the scatter in Charpy versus fracture toughness correlation.
In PFM calculations, only the tensile and fracture toughness properties are handled probabilistically whilst the other input parameters remain as fixed values. Tensile properties are assumed to exhibit a normal distribution with a COV = 0.10 for both the yield and tensile strengths of weld metal. The minimum properties are assumed to lie 2σ (σ=standard deviation) below the mean. The tensile properties used in this work are given in Table 1.
The yield-to-tensile ratio of the steel (Y/T) is specified in EN 10028 [12] and is not permitted to be less than 0.55 or greater than 0.70 at room temperature (around 0.54–0.69 at -10 °C). If yield and tensile strengths are allowed to vary independently, some cases could see the yield strength exceeding the tensile strength, resulting in errors. CrackWISE® allows yield and tensile strength to vary as normal distributions, but only includes in the final calculation only those cases for which 0.54 ≤ Y/T ≤ 0.69.
As the Master Curve model is based on a Weibull distribution, the shape (\(\alpha\)) and scale (\(\beta\)) parameters of a Weibull distribution can be calculated via the Excel function WEIBULL.DIST:
-
\(\alpha\) = 4.4 and \(\beta\)=253.37 for the PD 5500 vessel
-
\(\alpha\) = 5.04 and \(\beta\)=108.09 for the EN 13445 vessel
One million trials are performed using MCS. In Fig. 3, deterministic assessments show that the assessment point corresponding to the PD 5500 condition is well within the FAL, whereas that corresponding to EN 13445 falls outside the FAL. This discrepancy is contributed by the differences in \({T}_{27J}\) between PD 5500 and EN 13445.

(Copyright © TWI)
Results of deterministic assessments
Results of the probabilistic assessments are shown in Figs. 4 and 5. The value of POF predicted for a PD 5500 vessel is approximately 10−3 if the Weibull distribution for fracture toughness is assumed. For an EN 13445 vessel, POF increases to ≈10−2 assuming a Weibull distribution for fracture toughness as well.

(Copyright © TWI)
Results of probabilistic assessment based on PD 5500 rules, assuming Weibull distribution of fracture toughness

(Copyright © TWI)
Results of probabilistic assessment based on EN 13445 rules, assuming Weibull distribution of fracture toughness
The ratio of POF between the EN 13445 and PD 5500 vessels, i.e. POFEN/POFPD, is ≈12 (one order of magnitude) if the Weibull distribution is assumed for both materials.
This ‘bottom-up’ RBI approach compares with the value of around two orders of magnitudes as illustrated in Fig. 6.

(Copyright © TWI)
Comparison of POF estimated from RBI and PFM calculations
A higher POFEN has been observed in both RBI and PFM calculations; however, the values of POF derived by PFM seem unacceptably high for both design codes. It can be seen that they are greater than baseline \(gff\) given in API 581 (6 × 10−7).
5 Concluding remarks
The example described in this paper was selected with the intent to examine a single failure mode (brittle fracture) and to address the discrepancy in two pressure vessel design codes—appropriate Charpy test requirements for pressure vessels in the AW condition.
Both the RBI and the PFM calculations imply similar observations. When all other variables are kept unchanged, a higher value of \({T}_{27J}\) (i.e. a lower fracture toughness) presents a higher POF.
The PFM calculations predict higher values of POF than the RBI calculations. This can be explained that only two statistical variables (fracture toughness and tensile properties) have been considered. The probabilistic models have not yet been optimised to take account of other factors such as flaw size and applied/residual stresses, which would be expected to have an influence on POF.
The values of POF from the PFM calculations should not be interpreted literally. The work presented here is to demonstrate the concerns expressed about the reliability of certain aspects of EN 13445 (brittle fracture avoidance in as-welded Grade 355 steel).
References
Hadley I, 2020: ‘Integrating diverse approaches to the reliability of engineering structures: background and example calculations’, TWI Member Report 1136/2020
API, 2016a: API RP 580 ‘Risk-based inspection’
API, 2016b: API RP 581 ‘Risk-based inspection methodology’
Pittiglio P (2014) Bragatto P and delle Site C, 2014: ‘Updated failure rates and risk management in process industries.’ Energy Procedia 45(1364–1371):1876–6102. https://doi.org/10.1016/j.egypro.2014.01.143
BSI, 2019: BS 7910 ‘Guide to methods for assessing the acceptability of flaws in metallic structures’
EDF Energy, 2001: R6 ‘Assessment of the integrity of structures containing defects’, Revision 4, 2000, as amended
API, 2016c: API 579–1/ASME FFS-1 (2016): ‘Fitness-for-service’
Hadley I, Kouzoumis K and Janin Y J, 2020: ‘Validation of BS 7910:2013 and R6 fracture assessment procedures: summary report, including treatment of plastic collapse, weld strength mismatch and probabilistic data’, TWI Industrial Member Report 1125/2020
BSI, 2018: PD 5500:2018+A2:2019 ‘Specification for unfired fusion welded pressure vessels’
BSI, 2014a: BS EN 13445–1:2014+A2:2018 ‘Unfired pressure vessels’
Hadley I, Garwood SJ (2019) Prevention of brittle fracture in pressure vessels: the design rules of EN 13445 and BSI PD 5500. IJPVP 169:1–15. https://doi.org/10.1016/j.ijpvp.2018.11.010
BSI, 2017: BS EN 10028–2:2017 ‘Flat products made of steels for pressure purposes – Part 2: non-alloy and alloy steels with specified elevated temperature properties’
Acknowledgements
The work described in this paper was part of the activities reported in TWI Member Report 1136/2020 (funded by TWI’s Core Research Programme) by Professor Isabel Hadley.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XI—Pressure Vessels, Boilers, and Pipelines.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Janin, Y.J., Hadley, I. Probabilistic fracture mechanics approach to investigate the difference in Charpy requirements for pressure vessels. Weld World 67, 1209–1213 (2023). https://doi.org/10.1007/s40194-023-01494-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01494-7