
Abstract
This paper describes a filler metal development project designed to identify a Ni-30Cr consumable that exhibits resistance to both weld solidification and ductility-dip cracking, and meets the performance requirements for applications in the nuclear power industry. Initially, computational modeling and small-scale laboratory melting experiments were used to identify compositions of interest. Wires were then produced and tested using a number of weldability tests, including cast pin tear testing, transverse varestraint testing, strain-to-fracture testing, and Gleeble hot ductility testing. Based on the results, a Ni-30Cr-8Fe-4Mo-4Ta-0.03C composition (designated FM 52XL) was identified that meets the design requirements of high resistance to both solidification and ductility-dip cracking. Extensive weldability testing of this new composition conducted by the Electric Power Research Institute showed that the new filler metal has superior weldability to other high Cr, Ni-base filler metals used in the nuclear power industry including FM 52MSS (ERNiCrFe-13) and FM 52i (ERNiCrFe-15). Extensive characterization of the solidification behavior and microstructure of this new filler metal is reported here. The nominal solidification temperature range of this filler metal is 150 °C. It forms about 1 vol% eutectic at the end of solidification. Ductility-dip cracking resistance is developed by formation of eutectic-type γ/TaC, which strengthens the grain boundaries by a combination of boundary tortuosity and pinning, and is effective in resisting grain boundary sliding. This work demonstrates how a combination of computational modeling, small-scale solidification tests, and laboratory weldability testing can be used to economically develop a new filler metal with specific weldability and performance requirements.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction and background
The worldwide onset of primary water stress corrosion cracking (PWSCC) in nuclear reactor components led to the realization that nickel-base alloys that contain less than approximately 24 wt% chromium are susceptible to this form of long term degradation [1, 2]. In order to mitigate PWSCC in nuclear reactor components, higher-chromium, nickel-base alloys, such as Alloy 690, were developed with chromium levels on the order of 30 wt% [3]. Weld filler metals with similar chromium levels were also developed for both new construction and repair of current reactors. The initial filler metals that were developed included both FM 52 (ERNiCrFe-7) and FM 52 M (ERNiCrFe-7A). Both contain nominally 28–30 wt% chromium to achieve PWSCC resistance, even when diluted by stainless steel or low alloy steel such as in overlay applications or dissimilar metal welds. Unfortunately, these filler metals have proven to be susceptible to solidification cracking and ductility-dip cracking (DDC) [4]. Solidification cracking has been a particular problem in weld overlay applications when these filler metals are diluted with stainless steels that contain high levels of silicon, sulfur, and phosphorus [5, 6].
To counteract ductility-dip cracking, filler metals including FM 52MSS (ERNiCrFe-13) and FM 52i (ERNiCrFe-15) were introduced as DDC-resistant alternatives to FM 52 and FM 52 M. These filler metals achieve DDC resistance primarily by the addition of niobium (Nb) which promotes the formation of a eutectic γ/NbC constituent at the end of solidification where it acts to retard grain growth in the weld metal. This ultimately leads to the formation of “tortuous” grain boundaries that resist grain boundary sliding at elevated temperature and prevents void formation along grain boundaries and at triple points to effectively resist the onset of DDC [7]. Unfortunately, niobium additions expand the solidification temperature range in these weld metals, thereby increasing susceptibility to solidification cracking. The solidification temperature range in both FM 52MSS and FM 52i is on the order of 200 °C [8], a level that (based on industrial experience) will render these weld metals susceptible to weld solidification cracking under moderate restraint conditions. Details on the mechanisms associated with solidification cracking and ductility-dip cracking can be found elsewhere [9, 10].
The motivation for this project was to develop a Ni-30Cr filler metal that would be resistant to both solidification and ductility-dip cracking for application in the nuclear power industry. In order to accomplish this a combination of computational modeling and laboratory experiments were used to develop weld metal microstructures that would be resistant to both forms of cracking. Scheil solidification calculations and small-scale solidification experiments were initially used to identify potential filler metal compositions that produced microstructures of interest. This work identified filler metal compositions based on a Ni-30Cr-8Fe-0.03C system that contained additions of molybdenum (Mo) and eutectic forming elements tantalum (Ta) and hafnium (Hf). Initial weldability testing involving primarily the cast pin tear test (CPTT) identified Ni-30Cr filler metals containing Ta and Mo additions as the most promising candidates for further development. The computational and experimental work that led to selecting these initial filler metal compositions has been described in detail elsewhere [11,12,13] and will only be summarized in this paper.
A series of experimental filler metal wires were then produced with a base composition of Ni-30Cr-8Fe-0.03C and additions of molybdenum (0–4 wt%) and tantalum (0–4 wt%). These filler metals were subjected to a number of weldability tests, including (1) cast pin tear test (CPTT) and transverse varestraint test (TVT) to evaluate weld solidification cracking, (2) strain-to-fracture (STF) test for ductility-dip cracking, and (3) Gleeble hot ductility test to assess weld metal liquation cracking. Results from the CPTT and STF test have been previously published [14]. This paper will report results from all weldability tests that were performed on the experimental filler metal wires in order to provide a more complete picture and conclusions regarding their weldability.
In addition, extensive characterization was conducted to study the solidification behavior and formation of eutectic constituents that influence both resistance to solidification cracking and ductility-dip cracking of the weld deposits. Finally, a full-scale FM 52XL narrow groove weld mockup was produced to verify the cracking resistance of the weld deposits and to provide samples for corrosion testing.
The filler metal development project described here starts with computational modeling and small-scale laboratory testing to identify promising compositions. These results then lead to the production of small laboratory heats for the production of actual filler metals that can be subjected to standard weldability testing. This effort has led to the development of a Ni-30Cr filler metal with a higher resistance to weld cracking in both new construction and weld repair and overlay applications. Based on the high chromium level of this filler metal, it also provides near immunity from PWSCC. The story of the development of this filler metal, designated FM 52XL (nominal composition Ni-30Cr-8Fe-0.03C-4Ta-4Mo), is summarized in this paper and can serve as a template for future development of welding consumables that incorporate both computational materials modeling and selected weldability testing.
It should be noted that this paper represents a summary of the filler metal development project and that more detailed analysis of the experimental design and analysis, weldability testing, and microstructure characterization can be found in previously published papers [11,12,13,14,15,16].
2 Identification of filler metal compositions using thermodynamic modeling and laboratory-scale solidification experiments
The strategy used to identify potential Ni-30Cr filler metal compositions involved an initial assessment of eutectic temperatures from pseudo-binary phase diagrams, and a design of experiment (DOE) approach using Scheil solidification calculations and small-scale solidification experiments, as described in full detail in [11,12,13]. The goal of this initial step was to develop relationships between compositional factors and solidification response, in particular the effect of alternative eutectic forming elements on the solidification temperature range and amount of eutectic constituent formed at the end of solidification. The following design constraints were used for the selection of potential filler metal compositions:
-
(a)
Minimum of 30 wt% chromium for resistance to primary water stress corrosion cracking;
-
(b)
Carbon content of 0.02–0.04 wt%;
-
(c)
Nominal levels of other elements to meet specification for ERNiCrFe-13 according to AWS A5.14/A5.14 M (see Table 1), and
-
(d)
Addition of eutectic forming elements that result in a solidification temperature range of around 150 °C or less [17] and a fraction of eutectic constituents of ~ 2 vol% [18, 19]. These constraints would insure resistance to solidification cracking and ductility-dip cracking, respectively.
2.1 Pseudo-binary phase diagrams
Tantalum (Ta) and hafnium (Hf) were selected as candidate eutectic forming elements in nickel-base alloys based on literature [20,21,22]. As an initial screening, the possible eutectic temperatures in the Ni-30Cr-X (X = Ta, Hf, Nb) systems were assessed by calculating pseudo-binary phase diagrams using Thermo-Calc software. Nb, Ta, and Hf are expected to form γ/MC type carbides as a eutectic constituent. Nb and Ta also have a potential to form γ/Laves constituent (Cr2Nb or Cr2Ta). Hf is known to form either γ/Ni7Hf2 or γ/Ni5Hf as a eutectic constituent, depending on chromium content [15]. Phase diagrams are calculated by fixing the left side of the diagram at Ni-30Cr, and adding the eutectic constituent along the x axis. Figure 1 shows two such diagrams for Ni-30Cr and Cr2Nb and Cr2Ta, respectively. The eutectic temperatures are summarized in Table 2. This initial assessment provides useful qualitative information about the potential for alternative eutectic forming elements to be viable candidates. In general, higher eutectic temperatures are an indicator of resistance to solidification cracking. In Nb-bearing nickel-base alloys, it is known that γ/Laves formation at the end of solidification is detrimental to cracking resistance [17]. While γ/Cr2Ta is predicted to have a significantly lower eutectic temperature, indicating poor solidification cracking resistance, it takes more Ta to reach the γ/Laves constituent, and so it might be easier to avoid its formation in Ta-bearing Ni-30Cr alloy compositions. Based on this initial screening, Ta and Hf were selected as candidate eutectic forming elements for further analysis.

Pseudo-binary diagrams for Ni-30Cr and Cr2Nb (left) and Ni-30Cr and Cr2Ta (right) calculated using Thermo-Calc software for an initial assessment of eutectic temperature
2.2 Design of experiment: Scheil solidification calculations
A computational design of experiment (DOE) was performed for the candidate eutectic forming elements (Hf and Ta) to refine the composition range and reduce the number of solidification experiments needed in the experimental DOE. A surface response methodology was applied to explore the effect of variations in eutectic forming element content and other alloying elements, in particular C, Mo, and Fe on the solidification behavior. Scheil-Gulliver solidification calculations using Thermo-Calc software and the TTNI7 database were used to predict the amount of eutectic constituents at the end of solidification (feut) and the solidification temperature range (STR). The response values as calculated for the set of hypothetical Ta-bearing DOE alloy compositions are given in Table 3. Computational results for Hf and Nb have been previously published [11, 12]. The STR was determined as the temperature range between the calculated liquidus temperature (Tliq) and the solidus temperature (Tsol) at a solid fraction (fs) of 0.95. This value has been previously shown to correlate well with the solidification cracking susceptibility for a variety of nickel-base alloys [23]. The fraction eutectic (feut) was determined as the total amount of all predicted eutectic constituents at the end of solidification. There are many ways to interpret the results of such a DOE. In this work, regression analysis and contour plots were found to be useful and are discussed below.
The effect of Ta, Mo, and C on STR and feut was determined on a weight percent basis by empirical regression equations (shown below) that describe a particular response surface in terms of the significant contributors defined as those with a p-value ≤ 0.05. It can be seen that various elements act individually, as squared terms, or in tandem with other elements. The regression equations can be used to predict STR and feut for given levels of Ta, Mo, and C. The correlation coefficients (R2) for the STR and feut equations are 99.3 and 96.6, respectively. These high values indicate that the regression analysis of the response surface DOE describes the effects of Ta, Mo, and C on the solidification behavior in Ni-30Cr alloy with high accuracy. However, it should be pointed out that this correlation is solely based on Scheil solidification calculations and requires experimental validation.
Contour plots such as in Fig. 2 were used to narrow the composition range for the Ta-bearing Ni-30Cr experimental alloys based on the response surface DOE. In order to ensure solidification cracking and ductility-dip cracking resistance, an optimized alloy composition should exhibit a narrow STR (≤ 150 °C) and form a sufficient amount of eutectic constituents at the end of solidification (~ 2 vol%). The contour plots in Fig. 2 were created at constant levels of 2 wt% Mo and 0.04 wt% C, respectively. Both plots indicate that Ta is the primary contributor to increase the fraction eutectic in these alloys, but also significantly widens the STR when increased from 0 to 4 wt%. This strongly limits the compositional field for alloy optimization. Ta-levels higher than 2 wt% lead to an STR above 140 °C. However, the predicted amount of eutectic constituents does not exceed 1 vol% feut below about 4 wt% Ta.

Contour plots of solidification temperature range (STR) in Ta-bearing Ni-30Cr alloys as a function of Ta and C (left), and Ta and Mo (right), respectively, with fraction eutectic contour lines overlaid
2.3 Design of experiment: small-scale solidification experiments
Based on the results from the methodology described in the “Design of experiment: Scheil solidification calculation” section, a refined set of composition ranges was selected for an experimental DOE for both candidate eutectic forming elements, Hf and Ta. Small “button” samples (20 g) were tungsten electrode arc melted under argon atmosphere from high purity metals for each alloy composition. These samples were then subjected to a gas tungsten arc spot weld under argon shielding gas at 250 A for 4 s. Upon extinction of the arc a C-type thermocouple was plunged into the center of the molten pool to record thermal history on cooling at 1000 Hz. The obtained cooling curves were processed using single-sensor differential thermal analysis (SS-DTA) [24, 25] to experimentally determine the solidification temperature range (STR) for each alloy composition. The samples were then cross-sectioned and prepared for imaging using both light optical and scanning electron microscopy. ImageJ software was used to quantify the area fraction of eutectic constituents experimentally. In addition, the sample composition was measured using optical emission spectroscopy (OES) to account for evaporation of elements during the button melting process. Similar to the computational DOE approach, contour plots were constructed to help visualize composition ranges which meet the design criteria as described previously, i.e., alloy compositions with a solidification temperature range of or below 150 °C and a fraction of eutectic constituents of about 2 vol%. The contour plot in Fig. 3 is shown as an example for the Hf-bearing Ni-30Cr system.

Contour plots of solidification temperature range (STR) in Hf-bearing Ni-30Cr alloys as a function of C and Hf, with fraction eutectic contour lines overlaid. The hatched region shows a range of compositions with a solidification temperature range of less than 150 °C and ~ 2 vol% eutectic constituents
2.4 Selection of compositions for weldability testing
Based on the results from the thermodynamic modeling and small-scale solidification experiments, four compositions were identified for production of filler metal and subsequent weldability testing. These compositions were selected in order to generate weld metals that met the overarching design constraints of (1) 30 wt% Cr to insure resistance to PWSCC, (2) a solidification temperature range of 150 °C or less to control susceptibility to solidification cracking, and (3) a minimum of 2 vol% eutectic constituent to prevent ductility dip cracking. The target compositions were as follows:
-
Ni-30Cr-8Fe-0.03C-0.25Hf-4Mo
-
Ni-30Cr-8Fe-0.03C-4Ta-0Mo
-
Ni-30Cr-8Fe-0.03C-4Ta-4Mo
Compositional optimization suggested the Hf content for the Hf-bearing Ni-30Cr filler metal to be around 1.0 wt% (Fig. 3). However, initial weldability testing using the Cast Pin Tear Test (CPTT) showed a very high susceptibility to solidification cracking [26]. Thus, the Hf level was reduced to 0.25 wt% in order to improve solidification cracking resistance, at the potential expense of DDC resistance. The discrepancy between the predicted crack resistance as indicated by the DOE was later found to be related to the wettability of the eutectic constituent along the grain boundaries, as discussed in the “Cast pin tear test results” section.
For the Ta-bearing Ni-30Cr compositions, it was determined that to reach 2 vol% eutectic constituent, more than 4 wt% Ta would need to be added. However, the current specification for ERNiCrFe-13 electrode according to AWS A5.14/A5.14 M limits the maximum Nb + Ta content to 4 wt%. Thus, the Ta content was limited to 4 wt%, recognizing this may lead to increased DDC susceptibility. To combat the potential reduction in DDC resistance due to these changes, both Mo-free and Mo-bearing variants were included since molybdenum is known to improve resistance to DDC [27]. By combining Mo-bearing and Mo-free Ta-bearing compositions the effect of variable Mo content on weldability could be evaluated.
3 Weldability testing of Ni-30Cr-8Fe-0.03C filler metals with tantalum and molybdenum additions
3.1 Experimental filler metal wires
As described in the “Identification of filler metal compositions using thermodynamic modeling and laboratory-scale solidification experiments” section, a combined approach of thermodynamic modeling and small-scale solidification experiments led to target compositions for Hf- and Ta-bearing Ni-30Cr filler metals. These wires were produced by Kobe Steel. The certified compositions are provided in Table 4. A Mo-containing wire without eutectic forming elements (FM#4) was included so that controlled dilutions could be used to further fine-tune the final composition of Hf or Ta as needed. Individual heats were produced as 30 kg (~ 65 lb.) ingots, hot forged into bars, and then drawn into wire with 1.2 mm (~ 0.045 in) diameter. Fe, Cr, and C were held constant with small additions of Al for deoxidation. Impurity levels (P, S) were maintained at extremely low levels.
Samples for weldability testing were prepared directly from the experimental filler metals or by mixing of filler metals to achieve the following weld metal compositions:
-
Ni-30Cr-8Fe-0.03C-0.25Hf-4Mo (FM#1)
-
Ni-30Cr-8Fe-0.03C-4Ta-0Mo (FM#2)
-
Ni-30Cr-8Fe-0.03C-2Ta-4Mo (FM#3 + FM#4)
-
Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM#3)
3.2 Cast pin tear test results
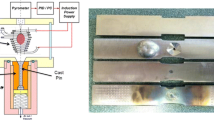
The cast pin tear test (CPTT) is a self-restrained solidification cracking test that utilizes an induction levitation coil to melt and feed the material of interest into pin-shaped copper molds of varying lengths. Cracking in the solidifying pin is induced by strain buildup during solidification that is controlled by mold length. An extensive study of the weld solidification cracking resistance of nickel-base filler metal 82 (ERNiCr-3) demonstrated that CPTT results correlate well with industrial experience [28].
For this study, filler wire was arc melted into 10–15 g button samples under argon atmosphere. These samples were used as input material for the CPTT. Mold lengths ranging from 15.9 to 38.1 mm (0.625 to 1.5 in) were used and at least three pins were cast for each filler metal composition at a single mold length. The pins were inspected for circumferential cracking under a stereomicroscope. Details of the CPTT apparatus and test procedure can be found elsewhere [14, 28, 29].
CPTT results for the experimental Ta-bearing filler metals have been previously published [14]. The results are shown here in Fig. 4, and include data for the Hf-bearing filler metal wire (Ni-30Cr-8Fe-0.03C-0.25Hf-4Mo). Note that there is considerable scatter in this data in the transition from 0 to 100% cracking. The cracking behavior as indicated by the solid line reflects the pin with the highest level of cracking at a given pin length. Because of this scatter, the lower cracking threshold (LCT) which is the longest pin length where no cracking was observed, is used as the quantitative measure of solidification cracking resistance. For example, both the Ni-30Cr-8Fe-0.03C-4Ta-0Mo and Ni-30Cr-8Fe-0.03C-2Ta-4Mo compositions exhibit an LCT of 25.4 mm (1.0 in).

CPTT results for experimental Ni-30Cr-8Fe-0.03C filler metals showing circumferential cracking as a function of pin length for all tested samples. Solid lines indicate maximum cracking curves. Data for FM 82 and FM 52MSS is included for comparison [29]
The LCT results are summarized in Table 5. Results for alloys susceptible and resistant to solidification cracking based on industry experience are included for comparison. Note that higher values of LCT indicate a higher resistance to weld solidification cracking. Filler metal 52MSS, a high-chromium, nickel-base filler metal with 3.5 wt% Mo and 2.5 wt% Nb, is known to be moderately susceptible to weld solidification cracking [29]. Filler metal 82, with 2.5 wt% Nb and no Mo addition, is considered resistant to solidification cracking under moderate restraint conditions. The higher chromium and iron content in FM 52MSS promote a eutectic γ/Laves reaction at the end of solidification, which widens the solidification temperature range and decreases resistance to solidification cracking [30].
The Hf-bearing wire (Ni-30Cr-8Fe-0.03C-0.25Hf-4Mo) exhibited the highest susceptibility to solidification cracking as indicated by an LCT of 15.9 mm (0.625 in). Based on this data, the Hf-bearing composition was dropped from the study. Detailed metallographic analysis and other corollary studies revealed that the presence of hafnium in the last liquid to solidify greatly increases the wetting characteristics of liquid films along grain boundaries [15]. This provides further evidence that weld solidification cracking resistance cannot simply be predicted from the solidification temperature range. Other factors, such as the nature of liquid films along grain boundaries during the final stages of solidification, also play an important role in determining resistance to solidification cracking.
For the Ta-bearing compositions, the lower cracking threshold (LCT) was determined to be 22.2 mm (0.875 in) for Ni-30Cr-8Fe-0.03C-4Ta-4Mo, and 25.4 mm (1.0 in) for Ni-30Cr-8Fe-0.03C-2Ta-4Mo and Ni-30Cr-8Fe-0.03C-4Ta-0Mo. All of the Ta-bearing compositions showed slightly lower resistance to solidification cracking than FM 82 (LCT at 28.6 mm (1.125 in)), but exhibited higher cracking resistance than Nb-bearing FM 52MSS (LCT at 19.1 mm (0.75 in)). There appears to be no significant effect of molybdenum on the solidification cracking resistance in the experimental Ta-bearing filler metals.
3.3 Transverse varestraint test results
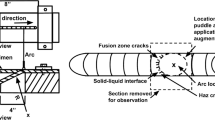
Transverse varestraint testing (TVT) was conducted to provide another means to evaluate resistance to weld solidification cracking. This is an externall -restrained test that applies a bending strain across an autogenous gas tungsten arc (GTA) weld that is being made on the sample. Based on the CPTT results, TVT was only performed on filler metal Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) for comparison with other commercial filler metals. Varestraint samples were machined from 19.1 mm (0.75 in) wide U-groove welds made using cold wire gas tungsten arc welding (GTAW-CW) with Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) wire on 12.7 mm (0.50 in) thick Alloy 600 plate. Samples were aligned to and centered along the multipass weld so that the TVT weld was entirely made in the weld metal. Final sample thickness after machining was 6.35 mm (0.25 in). Type 304L stainless steel and Alloy 690 base plate were tested at the same time as reference materials. Details on the test procedure can be found elsewhere [31].
TVT results obtained for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) over the range of augmented strain from 0.5 to 7.0% are provided in Fig. 5A. Data obtained for the 304L SS and Alloy 690 reference materials are also included. The maximum crack distance (MCD) is used as the measure of solidification cracking resistance across the range of augmented strain. Note that larger MCD values indicate higher susceptibility to weld solidification cracking. FM 52XL showed slightly higher MCD values as compared to 304L SS (FN 6) and Alloy 690. In order to more widely compare the results to other nickel-base filler metals, Fig. 5B shows the MCD at 5% strain for the three materials tested in this study and other nickel-base filler metals that were previously tested using the same equipment and procedure [31].

(A) TVT results for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) along with reference data obtained for 304L SS and Alloy 690; and (B) the maximum crack distance (MCD) at 5% augmented strain as compared to TVT data from other Nb-bearing, nickel-base filler metals* [31]
Based on the TVT results, FM 52XL (Ni-30Cr-8Fe-0.03C-4Ta-4Mo) showed higher resistance to solidification cracking than FM 82, FM 52i and FM 52MSS, and was equivalent to FM 52 M. It should be noted that all these filler metals contain Nb as an alloying addition.
3.4 Strain-to-fracture test results
The strain-to-fracture (STF) test was utilized to evaluate resistance to ductility-dip cracking (DDC). The STF test is an externally loaded restraint test typically conducted in a Gleeble 3800 system. Strain is applied on a dog bone tensile sample heated into the ductility-dip temperature range to promote ductility-dip cracking. STF samples were machined from multipass GTAW-CW welds that were made with each of the three Ta-bearing filler metal compositions so that the reduced dog bone gauge section was comprised entirely of weld metal. Prior to testing, autogenous GTA spot welds were made on the top and bottom surface of the sample gauge section. All STF testing was performed at a test temperature of 950 °C. Test procedures were consistent with those used in the past for other Ni-30Cr weld metals [32]. Filler metal 52MSS-C was tested for comparison, and is considered resistant to DDC based on industry experience, even in highly restrained thick-section welds.
STF results for the experimental Ta-bearing filler metals have been previously published [14], but are summarized in this paper and compared to other nickel-base filler metals that were previously tested using the same equipment and test procedure. Figure 6 shows the number of cracks in the Ta-bearing filler metal samples as a function of applied strain. Data obtained for FM 52MSS-C is included, as well as the DDC response for other nickel-base filler metals. Filler metals with low resistance to DDC, such as FM 52 and FM 52 M typically show cracking at around 2% applied strain, and the number of cracks quickly increases at higher strain [27]. In contrast, FM 52MSS has high resistance to DDC and typically does not crack until > 12% strain is applied in the STF test [33]. As shown in Fig. 6, all three Ta-bearing filler metals showed very few cracks below 12% applied strain, which indicates good resistance to DDC.

STF results for experimental Ni-30Cr-8Fe-0.03C filler metals showing number of cracks as a function of applied strain at a test temperature of 950 °C. FM 52MSS-C was tested for comparison. Trends for previously tested nickel-base filler metals are also included as reference
As a quantitative measure of DDC resistance, the threshold strain for cracking, which is the minimum applied strain to induce cracking in the STF test was utilized. The results are summarized in Table 6. Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) exhibited a high threshold strain for cracking (~ 12%), equivalent to FM 52MSS-C. Ni-30Cr-8Fe-0.03C-2Ta-4Mo and Ni-30Cr-8Fe-0.03C-4Ta-0Mo showed a slightly lower resistance to DDC (STF threshold of 6% and 8%, respectively). All tested Ta-bearing filler metal wires would likely be more resistant to DDC under actual fabrication conditions than FM 52 M (typically 3–4% STF threshold) and at least equivalent to FM 82, which is known to exhibit good DDC resistance based on industry experience.
3.5 Hot ductility test results
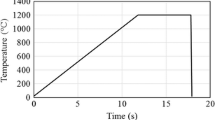
Hot ductility testing was conducted using a Gleeble 3800 system in order to determine resistance to weld metal liquation cracking. Procedures described by Lin [34] were used for both on heating and on-cooling tests. Hot ductility testing was performed for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) only. Samples were machined from multipass GTAW-CW welds on Alloy 600 plate made using Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) wire. The center section of the samples was comprised entirely of weld metal. The nil strength temperature (NST) was determined by placing the sample under a small tensile load and heating on a ramp at 111 K/s until failure occurred. Three samples were run under these conditions and an average NST of 1320 °C was determined.
On-heating and on-cooling hot ductility behavior is presented in Fig. 7. The nil ductility temperature (NDT) is approximately 1260 °C and the ductility recovery temperature (DRT) is approximately 1245 °C. The DRT was determined after heating to a peak temperature of 1290 °C. The value NST-DRT = 75 °C is a measure of the resistance to weld metal liquation cracking. Weld metals with values of NST-DRT below 100 °C are considered resistant to weld metal liquation cracking [35].

Hot ductility test results for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) as reduction in area for both on-heating and on-cooling tests. NDT ≅ 1260 °C, NST ≅ 1320 °C, DRT ≅ 1245 °C
Fracture surface analysis in the scanning electron microscope (SEM) showed extensive liquid film formation at the NST temperature (Fig. 8). Ductile features were observed for the on-heating and on-cooling tests up to very high test temperatures of 1240 and 1220 °C, respectively. This corresponds to the high reduction in area that was measured at test temperatures close to NDT and DRT, as shown in Fig. 7.

SEM images of fracture surfaces of hot ductility samples of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) for selected on-heating and on-cooling tests
3.6 Dilution effects with cast stainless steel
3.6.1 Cast Pin Tear Test Results
Since the Ni-30Cr filler metals are often used in conjunction with cast stainless steels in the nuclear power industry, the effect of dilution of the filler metal on solidification cracking susceptibility is of interest. The CPTT was utilized to determine the effect of dilution with a cast austenitic stainless steel (CF8A) on the solidification cracking resistance of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). The composition of the CF8A cast stainless steel is provided in Table 7. Note the relatively high levels of S and P, and the presence of Si which is used to increase the fluidity of the cast stainless steel. Diluted samples were prepared using the same tungsten electrode arc melting procedure described previously. Dilutions of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) with 25%, 50%, and 75% of CF8A stainless steel were included in this study. A minimum of three pins were tested at a single mold length for each dilution level.
Figure 9 shows the maximum circumferential cracking curves for the three dilution levels as compared to the undiluted filler wire composition. When diluted with 25% CF8A stainless steel the lower cracking threshold (LCT) is the same as for the undiluted alloy (LCT at 22.2 mm (0.875 in)). At 50 and 75% dilution the threshold for cracking decreases significantly. The LCT could not be determined for these high dilution levels since cracking occurred at the shortest mold length available for testing (at 15.9 mm (0.625 in)). The results indicate that dilution of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) with up to 25% of cast stainless steel containing high levels of S and P does not increase solidification cracking susceptibility. However, dilution levels of 50% and above increase susceptibility significantly. Impurities (S and P) from the cast stainless steel are expected to affect micro-segregation and eutectic constituent formation during the final stages of solidification and expand the solidification temperature range. This is similar to what has been reported for Nb-bearing FM 52 M [29].

CPTT results showing the effect of dilution of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) by CF8A cast austenitic stainless steel with high levels of S and P
3.6.2 Results from bead-on-plate weldability tests with varying heat input
A parallel study conducted at the Electric Power Research Institute (EPRI) evaluated the solidification cracking resistance of nine high-chromium nickel-base filler metals (Table 8) deposited on a control set of twelve CF8A cast austenitic stainless steel plates. The nominal composition of the CF8A plates was precisely controlled with variations in only Si, S, P, and Mn to vary the composition-driven solidification cracking response. A matrix of nine plates were cast with high, medium and low Si, S and P content and three additional plates had high and low Mn with selected Si, S and P content (Table 9). Bead-on-plate welds with each of the nine selected filler metals were made on the twelve CF8A substrates using machine GTAW at three different power ratiosFootnote 1 in order to generate conditions spanning the range from low heat input with low dilution to high heat input with high dilution. Ductility-dip cracking was avoided in the EPRI study since there are no reheat cycles with single bead-on-plate welds. This approach resulted in a total of 36 bead-on-plate samples for each of the nine selected filler metals. Weld samples were cross-sectioned, polished, and inspected for solidification cracking. Dilution was calculated for each sample using the cross-sectional area method. Details on the test setup and results can be found elsewhere [37,38,39].
The ranking of solidification cracking response for the nine nickel-base filler metals are shown in Fig. 10. Results are presented as the number of samples in which solidification cracking was observed. A filler metal with high susceptibility to solidification cracking when diluted with CF8A, such as FM 82, will exhibit cracks at a low power ratio and low dilution, and a higher number of cracks with increasing power ratio and higher dilution. In contrast, a filler metal with resistance to solidification cracking, such as FM 52XL (a single crack observed) and FM 622 (no cracking observed), will only crack at the high power ratio and resultant higher dilution.

Results from bead-on-plate weldability testing of various high-chromium, nickel-base filler metals deposited on CF8A cast austenitic stainless steel performed by EPRI [37]
The results show that Ni-30Cr-8Fe-0.03C-4Ta-0Mo (denoted “52Ta” in Fig. 10) and Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) exhibited good resistance to solidification cracking. The actual dilution level where cracking was observed was more than double the 25% from the CPTT data in Fig. 9. The measured dilution for the single Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) sample with a solidification crack of ~ 1.2-mm length was ~ 62%. The two cracks in Ni-30Cr-8Fe-0.03C-4Ta-0Mo (“52Ta”) of 0.6 mm and 0.4 mm were at ~ 57% and ~ 59% dilution, respectively. This difference in solidification cracking response with dilution between CPTT and bead-on-plate welds is due to the difference in applied shrinkage strain imposed in the CPTT versus a single bead-on-plate. The resistance of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) to cracking when overlaid on CF8A clearly demonstrates the beneficial effect of Ta relative to Nb.
4 Weld microstructure analysis on Ni-30Cr-8Fe-0.03C filler metals with tantalum and molybdenum additions
A key element for improving the weldability of Ni-30Cr filler metals is the control of weld metal microstructure, particularly regarding the amount of eutectic that forms at the end of solidification. The nature of the eutectic constituents influences both resistance to weld solidification cracking and ductility-dip cracking (DDC). With respect to DDC, a sufficient amount of eutectic must be present to pin the migrated grain boundaries and create boundary “tortuosity,” which has been shown to provide high resistance to DDC in these filler metals [7]. During initial alloy design a target fraction eutectic level of ~ 2 vol% was specified for DDC resistance while maintaining a solidification temperature range of 150 °C or less for resistance to weld solidification cracking.
4.1 Weld microstructure characterization
Results from weld microstructure characterization of the experimental Ta-bearing filler metals have been published in detail elsewhere [14, 16] and will only be summarized in this paper with particular emphasis on Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). Similar to current Nb-bearing Ni-30Cr filler metals, the Ta-bearing compositions exhibit a dendritic solidification structure with austenite (γ-Ni) matrix and eutectic type constituents in the interdendritic regions (Fig. 11). The amount of eutectic constituents did not exceed 1 vol% in any of the Ta-bearing filler metal compositions, which was in good agreement with what was predicted from initial Scheil calculations (Fig. 2). The highest fraction eutectic was measured at about 0.4 vol% in Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) [14].

A Light optical micrograph of the as-deposited weld microstructure of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) and B SEM image with detail of skeletal eutectic-type constituents in interdendritic regions, primarily Ta-rich carbides (γ/TaC)
It should be noted that it is difficult to measure such low phase fractions using light optical or even scanning electron microscopy and image analysis. As an additional technique for eutectic fraction analysis, electrolytic phase extraction as described in ASTM E963-95(2010) was performed on Ni-30Cr-8Fe-0.03C-4Ta-0Mo and Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). Two arc-melted button samples of each composition (four samples total) were dissolved in an HCl-methanol electrolyte using a platinum wire. Extracted phases were collected on a 0.2-µm membrane filter. Buttons and filters were weighed before and after extraction to determine eutectic fraction. The results of this analysis are provided in Table 10. The extracted phase fractions are in good agreement with the fraction eutectic determined using image analysis. There was one exception (Sample #3 in Table 10), for which X-ray diffraction (XRD) analysis confirmed the presence of γ-Ni matrix (FCC), which was not dissolved in the solution and ended up on the filter (Fig. 12B). XRD results were obtained using Rigaku Smart Lab XRD at 30 kV and 20 mA. In both Ta-bearing filler metal compositions, diffraction peaks for Ta-rich MC carbides (TaC) were clearly visible. SEM imaging showed a “skeletal” carbide morphology that forms via a eutectic-type reaction at the end of solidification (Fig. 13). Chemical analysis (SEM–EDS) confirmed Ta-rich carbides being the primary eutectic constituent. In Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL), a small amount of a second type of eutectic was found and shown to be enriched in Mo and Cr (Fig. 13). Results from high-resolution S/TEM imaging and diffraction analysis confirmed the presence of a small amount of Sigma (σ) phase on solidification in the experimental Ta-bearing filler metals containing molybdenum [16].

XRD analysis on filters from electrolytic phase extraction on A Ni-30Cr-8Fe-0.03C-4Ta-0Mo showing diffraction peaks for Ta-rich carbides (TaC) and B Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) showing both peaks for TaC and non-dissolved γ-Ni matrix

SEM–EDS mapping of eutectic constituents in the weld metal of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). Primarily skeletal Ta-rich carbides (TaC) and a small amount of Cr- and Mo-rich Sigma (σ) phase were observed to form on solidification
The original goal was to develop a filler metal composition that generates about ~ 2 vol% eutectic constituent in the deposited weld metal to ensure grain boundary tortuosity for high resistance to ductility-dip cracking (DDC). Based on previous experience with FM 52 M, it was thought that less than 2 vol% eutectic would not provide adequate resistance to DDC since the pinning effect on the migrated grain boundaries would be insufficient. This assumption turned out not to be true for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). Figure 14 illustrates the typical grain boundary morphology observed in the Ta-bearing weld metals. While eutectic constituent formation (primarily γ/TaC) provides some tortuosity, the migrated grain boundaries are not as tortuous as that previously reported for FM 52MSS (Fig. 14D) [27]. Regardless, Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) exhibited excellent resistance to DDC as evidenced by a high threshold strain in STF testing (~ 12%) (Table 6). This suggests that besides grain boundary tortuosity, other factors may contribute in preventing grain boundary sliding in this filler metal composition.

Grain boundary maps (> 15° misorientation) from EBSD illustrating grain boundary tortuosity in A Ni-30Cr-8Fe-0.03C-2Ta-4Mo, B Ni-30Cr-8Fe-0.03C-4Ta-0Mo, and C Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) weld metal; and (D) FM 52MSS for reference from Nissley and Lippold [27]
Microstructure characterization of the Strain-to-Fracture (STF) samples of the Ta-bearing filler metals revealed small (< 0.5 µm) carbides along grain boundaries and in the interdendritic regions (Fig. 15). Similarly, nearly continuous grain boundary carbides (M23C6) have been observed in Nb-bearing filler metals, in particular at low Nb content [7, 27, 40]. Their effect on ductility-dip cracking (DDC) is controversial in the literature. It has been proposed that small grain boundary carbides aid in restricting grain boundary sliding in nickel-base weld metals due to a microscopic grain boundary “locking” effect [7, 27]. In contrast, some authors report them to contribute to initiation and crack propagation at high temperatures, decreasing DDC resistance [40, 41]. This controversy may stem from the fact that carbide size and distribution as well as the kinetics of the precipitation reaction would play an important role on how these carbides interact with deformation processes along migrated grain boundaries at elevated temperatures.

SEM images of nearly continuous grain boundary carbides in STF samples of Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL)
Grain boundary carbides were not observed in the as-deposited weld metals of the Ta-bearing filler metal wires; hence, they formed in solid-state during STF testing and upon cooling to room temperature. The low amount of eutectic γ/TaC that forms on solidification in these filler metals results in sufficient carbon being present for rapid solid-state carbide precipitation upon reheating. Despite the formation of nearly continuous grain boundary carbides upon elevated temperature exposure, all Ta-bearing filler metals achieve a high threshold strain for cracking in STF testing (Table 6). The presence of carbides along migrated grain boundaries does not seem to decrease DDC resistance in these weld metals, rather their presence appears to prevent grain boundary sliding that can lead to DDC.
Results from strain-to-fracture (STF) testing (Table 6) suggest that adding molybdenum to the experimental Ta-bearing filler metals provides additional DDC resistance. Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) with 4 wt% Mo addition achieved a significantly higher threshold strain (~ 12%) as compared to the filler metal compositions without Mo additions (~ 6%). A similar effect has been reported for Nb-bearing filler metal compositions when molybdenum was added [27]. Molybdenum strongly partitions to the interdendritic liquid during weld solidification in nickel-base weld metals [42]. As previously shown, Mo additions to the Ta-bearing filler metal compositions result in the formation of a small amount of eutectic-type Sigma (σ) phase at the end of solidification [16], which provides an additional grain boundary pinning effect and thus an increase in grain boundary tortuosity (compare Fig. 14B, C). This is different from what has been reported in Nb-bearing weld metals, where Mo additions do not have an effect on the amount of eutectic constituents that form on weld solidification [43]. Hence, the outstanding DDC resistance of filler metals with Mo additions cannot be solely explained by eutectic constituents pinning the migration of grain boundaries and increasing boundary tortuosity.
Molybdenum is also expected to participate in solid-state precipitation reactions along weld metal grain boundaries and intragranularly. As discussed earlier, grain boundary carbides (M23C6) may provide increased resistance to grain boundary sliding depending on carbide morphology and precipitation kinetics. Another mechanisms by which Mo additions increase DDC resistance has been proposed by Afonso et al. [44] to be related to changes in deformation processes in the Mo enriched interdendritic regions. Fine-scale intragranular precipitation and solid-solution strengthening in the Ni-matrix reduce dislocation mobility locally, thereby lowering strain accumulation along the grain boundaries [44]. In situ heating experiments in a transmission electron microscope are currently underway on Ta-bearing weld metals with and without Mo additions to investigate differences in inter- and intragranular precipitation reactions at elevated temperatures. Preliminary results suggest that partially coherent M23C6 (M = Cr, Ta, Mo) carbides precipitate along grain boundaries (Fig. 16) and intragranular within the Ni-matrix upon exposure to 900 °C (5 °C/s heating rate) in Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) weld metal [45].

High-angle annular dark-field scanning transmission electron microscopy (HAADF-STEM) imaging and elemental mapping of M23C6 (M = Cr, Ta, Mo) precipitation along a weld metal grain boundary in Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) after heating to 900 °C (5 °C/s heating rate)
4.2 Scheil solidification modeling
Scheil solidification calculations on the Ta-bearing filler metal compositions were performed to further explore their weld solidification behavior and eutectic constituent formation, and compare the predictions to results from weld microstructure characterization. Calculations were performed using Thermo-Calc software and the TCNI11 database. Carbon was entered as a fast diffusing element, i.e. back diffusion of carbon into the solid phase was considered. Figure 17 shows the calculated Scheil solidification curves for Ni-30Cr-8Fe-0.03C-4Ta-0Mo and Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). The dashed line depicts solidification under equilibrium conditions. Under Scheil conditions primary Liquid → γ solidification is followed by a eutectic-type Liquid → (γ + MC) reaction for Ni-30Cr-8Fe-0.03C-4Ta-0Mo, which depletes the liquid phase of carbon. The MC phase is predicted to form as a Ta-rich carbide (TaC) with a nearly 1:1 atomic ratio. The calculations predict that for compositions with a Mo addition, Mo-rich Sigma (σ) phase forms in a eutectic-type Liquid → (γ + σ) reaction, before solidification terminates with a γ/TaC eutectic constituent. Table 11 summarizes the predicted solidification paths for the three experimental Ta-bearing filler metals. The Scheil solidification calculations match well with the experimental observations on the as-deposited weld metals. Sigma phase was observed in the Mo-bearing filler metal compositions only. In addition, the location of the TaC and Sigma phase constituents in the interdendritic regions indicates (Fig. 11) that solidification completes via two terminal eutectic type reactions: Liquid → (γ + MC) and Liquid → (γ + σ) as predicted by Scheil solidification.

Scheil solidification curves for Ni-30Cr-8Fe-0.03C-4Ta-0Mo (left) and Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) (right)
Table 12 shows the predicted liquidus and solidus temperatures, the solidification temperature range (STR) at 0.95 and 0.99 fraction solid (fs), and the amount of terminal eutectic fraction. The amount of eutectic constituents is predicted to be low for all Ta-bearing filler metals, but higher with Mo addition. Fraction eutectic is highest in Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL). This is again in good agreement with the experimental observations from eutectic fraction analysis. The STR for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) is predicted from Scheil solidification to be ΔT = 154 °C, calculated as the difference between the γ start (liquidus) temperature and the solidification finish temperature at a fraction solid (fs) of 0.95. This is slightly higher as compared to the other two Ta-bearing filler metal compositions. Single-sensor differential thermal analysis (SS-DTA) [24, 25] was performed on Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) only to measure the solidification range under the epitaxial nucleation and cooling rate conditions seen in fusion welding. Details of the procedure were described in the “Design of experiment: small-scale solidification experiments” section. The STR as measured by SS-DTA for Ni-30Cr-8Fe-0.03C-4Ta-4Mo (FM 52XL) was ΔT = 112 °C. The difference as compared to the prediction from Scheil calculations would be expected, as Scheil conditions represent the worst case in terms of micro-segregation of elements to the solidification grain and subgrain boundaries, which would lower the solidification finish temperature. Results from conventional differential thermal analysis (DTA) with much lower cooling rate are given as a reference.
5 Summary and conclusions
This filler metal development effort was successful in demonstrating how the combination of Scheil solidification calculations and small-scale solidification experiments can be used to identify initial filler metal compositions that were then further evaluated using a number of weldability test techniques and metallurgical characterization of the weld metal microstructures. The Ta-bearing, nickel-base filler metals developed in this project proved to have superior solidification cracking resistance and comparable ductility-dip cracking (DDC) resistance relative to existing Nb-bearing filler metals that are currently used in the nuclear power industry. These include the ERNiCrFe-7A consumable known as FM 52 M, the ERNiCrFe-13 consumable known as FM 52MSS, and the ErNiCrFe-15 consumable known as FM 52i. Resistance to weld solidification cracking was accomplished by minimizing the solidification temperature range and controlling the amount of eutectic constituents that formed at the end of solidification. DDC resistance was primarily developed by the formation of γ/TaC at the end of solidification via a eutectic reaction that strengthened the grain boundaries by a combination of boundary tortuosity and pinning which is effective in resisting grain boundary sliding. Mo additions further increased DDC resistance.
The recommended filler metal based on this study is of nominal composition Ni-30Cr-8Fe-0.03C-4Ta-4Mo. This new filler metal has been designated “52XL” and meets the specification limits of ERNiCrFe-13. In addition to the laboratory testing conducted in this investigation that demonstrated superior weldability relative to existing Nb-bearing filler metals, welding trials conducted by the Electric Power Research Institute (EPRI) using conventional GTAW weld overlay procedures have shown that FM 52XL has superior cracking resistance to existing filler metals used in the nuclear power industry. Moreover, a full-scale mockup was produced by EPRI as a dissimilar metal joint with post weld heat treated 52XL butter on SA-508 low alloy steel and a narrow groove 52XL weld joining the buttered low alloy steel to Type 316L stainless steel. The narrow groove configuration and materials of the mockup are representative of a modern-day Pressurized Water Reactor (PWR) nozzle-to-safe end dissimilar metal weld [46]. Ultrasonic examination of the final mockup using a 1.5 MHz central frequency phased array search unit generating 30° to 70° longitudinal wave beam angles revealed the FM 52XL butter and narrow groove weld were sound. Finally, samples from a full-scale narrow groove mockup repair are currently undergoing PWSCC Crack-Growth Rate (CGR) testing. Over 20,000 h of SCC growth rate testing has been performed on FM 52XL weld metal and 52XL dilution zone (first pass) with low alloy steel. The tests were performed with DC potential drop crack monitoring under constant K conditions in 360 °C water with 600 ppm boron, 1 ppm lithium, and 26 cc/kg H2. In all cases, the constant K SCC growth rates were very low, below 1e−9 mm/s [47]. These results indicate that FM 52XL CGR behavior is similar to other 30 wt% Cr nickel-base filler metals (Table 13).
The major conclusions that can be drawn from this development project are the following.
-
1.
A design of experiment (DOE) approach using Scheil solidification calculations was successful in identifying carbide forming elements and composition ranges that both minimize the solidification temperature range to prevent solidification cracking and optimize the fraction eutectic to mitigate DDC.
-
2.
Small-scale laboratory tests including Cast Pin Tear Testing (CPTT), single-sensor differential thermal analysis (SS-DTA) and fraction eutectic analysis on small, arc-melted samples (20 g) were effectively used to optimize weld metal microstructure and resistance to solidification cracking.
-
3.
Based on the combination of Scheil solidification calculations and small-scale testing, Ni-30Cr-8Fe-0.03C filler metals containing either Hf or Ta were identified as candidate experimental filler wire compositions.
-
4.
Early weldability testing results with the Hf-bearing compositions indicated lower than acceptable resistance to weld solidification cracking. Based on these results, the Hf-bearing filler metal composition was dropped from the project.
-
5.
The Ta-bearing filler metal compositions were shown to be resistant to weld solidification cracking using both the Cast Pin Tear Test (CPTT) and the Transverse Varestraint Test (TVT). In particular, these filler metals were more resistant to weld solidification cracking than Nb-bearing filler metals FM 52MSS and FM 52i.
-
6.
The DDC resistance of the Ta-bearing filler metal composition with high Ta and Mo content was comparable to that of FM 52MSS. The addition of Mo was found to increase resistance, similar to what has been reported for other Nb-bearing filler metals.
-
7.
Based on the weldability test results, it is expected that the Ta-bearing filler metals, in particular Ni-30Cr-8Fe-0.03C-4Ta-4Mo, designated FM 52XL will be resistant to both solidification cracking and DDC under fabrication conditions.
-
8.
FM 52XL was also found to be resistant to weld metal liquation cracking based on hot ductility testing conducted using the Gleeble.
-
9.
Predictions from Scheil solidification calculations showed good agreement with the experimentally observed weld metal microstructures of the Ta-bearing filler metals.
-
10.
Based on welding trials conducted by EPRI and ongoing PWSCC crack growth rate (CGR) testing, the Ta-bearing filler metal developed in this project (FM 52XL) exhibits both good operability and resistance to weld cracking when compared with other filler metals currently used for GTAW applications in the nuclear power industry.
Notes
Unlike to the standard linear heat input equation, the power ratio incorporates the ratio of wire feed speed/travel speed times the wire area cross-section in the denominator. This formulation provides a more accurate representation of heat distribution into the substrate during GTAW and is useful where dilution is an important consideration [36].
References
(2007)Materials Reliability Program: review of stress corrosion cracking of alloys 182 and 82 in PWR Primary Water Service (MRP-220). EPRI, Palo Alto, CA, USA, Tech Update 1015427
(2000)Crack growth of alloy 182 weld metal in PWR environments (PWRMRP-21). EPRI, Palo Alto, CA, USA, Tech Rep 1000037 (2000)
Materials Reliability program: resistance of alloy 690/52/152 to SCC crack growth in simulated PWR Primary water (MRP-196). EPRI, Palo Alto, CA, USA, Tech Update 1013516 (2006)
Smith RE (2008) Experiences with hot cracking in Alloy 52M overlays. Presented at the Welding and Repair Technology for Power Plants, 8th International EPRI Conference, Sanibel Island, FL, USA
Cofie NG, Smith RE, Bax RL, Lohse CS, Hermanns B, Valsvig J, Yepez LD, Parker D (2008) Effectiveness of stainless steel buffer layer to address hot cracking during weld overlay repair of dissimilar metal alloy 82/182 Welds with stainless steel piping. In: ASME 2008 Pressure Vessels and Piping Conference, Volume 1: Codes and Standards, Chicago, IL, USA, pp 43–52. https://doi.org/10.1115/PVP2008-61411
McCracken SL, Smith RE (2011) Evaluation of Filler Metal 52M (ERNiCrFe-7A) Hot cracking when welding on cast austenitic stainless steel base materials. In: ASME 2011 Pressure Vessels and Piping Conference, Volume 6: Materials and Fabrication, Parts A and B, Baltimore, MA, USA, pp 407–420. https://doi.org/10.1115/PVP2011-57703
Ramirez AJ, Lippold JC (2004) High temperature behavior of Ni-base weld metal: Part II - Insight into the mechanism for ductility dip cracking. Mater Sci Eng A 380:245–258. https://doi.org/10.1016/j.msea.2004.03.075
Alexandrov BT, Hope AT, Sowards JW, Lippold JC, McCracken SL (2011) Weldability studies of high-Cr, Ni-base filler metals for power generation applications. Weld World 55:65–76. https://doi.org/10.1007/BF03321288
DuPont JN, Lippold JC, Kiser SD (2009) Welding metallurgy and weldability of nickel-base alloys. Hoboken, New Jersey
Lippold JC (2015) Welding metallurgy and weldability. Hoboken, New Jersey
Fusner EW, Hope AT, Lippold JC (2014) Development of high-Cr, Ni-based filler metals using combined computational and experimental techniques. Weld J 93:171–182
Hope AT, Lippold JC (2016) Use of computational and experimental techniques to predict susceptibility to weld cracking. In: Lippold JC, Cross CE (eds) Boellinghaus T. Cracking Phenomena in Welds IV, Springer International, pp 67–84
Hope AT, Lippold JC (2017) Development and testing of a high-chromium, Ni-based filler metal resistant to ductility dip cracking and solidification cracking. Weld World 61:325–332. https://doi.org/10.1007/s40194-016-0417-6
Fink C, Lippold JC, Hope AT, McCracken S (2017) Elevated temperature cracking resistance of Ta-Bearing high chromium Ni-base filler metals. In: ASME 2017 Pressure Vessels and Piping Conference, Volume 6B: Materials and Fabrication, Waikoloa, Hawaii, USA, https://doi.org/10.1115/PVP2017-66130
Feng X, Hope AT, Lippold JC (2014) Effect of Cr on eutectic phase formation and solidification temperature range in Ni–Cr–Hf system. Mater Lett 116:79–81. https://doi.org/10.1016/j.matlet.2013.10.115
Li CH, Fink C, Lippold JC, Jinschek JR (2020) Identification of interdendritic phases in Ni 30Cr weld metal with additions of tantalum and molybdenum using electron diffraction pattern and high-resolution scanning transmission electron microscopy image analysis. Mater Charact 167:110460. https://doi.org/10.1016/j.matchar.2020.110460
DuPont JN, Robino CV, Marder AR (1998) Solidification and Weldability of Nb-Bearing Superalloys. Weld J 77:417s–431s
Collins MG, Ramirez AJ, Lippold JC (2004) An investigation of ductility-dip cracking in nickel-based weld metals - Part III: The characteristics of weld-metal grain boundaries associated with elevated-temperature fracture are investigated. Weld J 83:39s–49s
Nissley NE, Lippold JC (2006) Ductility-dip cracking susceptibility of filler metal 52 and 52M Ni-base filler metals. In: Trends in welding research, Materials Park, OH, USA, pp 327–332
Baeslack WA III, West SL, Kelly TJ (1988) Weld cracking in Ta-modified cast Inconel 718. Scr Metall 22:729–734
Kotval PS, Venables JD, Calder RW (1972) The role of hafnium in modifying the microstructure of cast nickel-base superalloys. Metall. Mater Trans, B 3:457–462. https://doi.org/10.1007/BF02642049
Unfried JS, Fonseca EB, Afonso CRM, Ramirez AJ (2009) Numerical modeling and experimental analysis during weld solidification of Ni-Cr-Fe alloys with Hf additions. In: Mathematical Modeling of Weld Phenomena, 9th ed., TU Graz, pp 983–996
Lippold JC (2016) Progress on the development of weldable Ni-30Cr filler metals for nuclear applications. Presented at the Alloy 690/52/152 PWSCC Research Collaboration Meeting, Tampa, FL, USA
Alexandrov BT, Lippold JC (2007) Single sensor differential thermal analysis of phase transformations and structural changes during welding and postweld heat treatment. Weld World 51:48–59. https://doi.org/10.1007/BF03266608
Alexandrov BT, Lippold JC, Norton SJ (2011) Method and device for investigation of phase transformations in metals and alloys. United States Patent 7909505
Hope AT (2016) Development of a high chromium Ni-base filler metal resistant to ductility dip cracking and solidification cracking. Dissertation, The Ohio State University
Lippold JC, Nissley NE (2008) Ductility-dip cracking in high chromium, Ni-base filler metals. In: Böllinghaus T, Herold H, Cross CE, Lippold JC (eds) Hot Cracking Phenomena in Welds II. Springer, Berlin, pp 409–425
Orr MR, Lippold JC, Argentine F (2017) Evaluation of solidification cracking susceptibility in ERNiCr-3 (Filler Metal 82) weld metal using the cast pin tear test. Weld World 61:935–944. https://doi.org/10.1007/s40194-017-0473-6
Alexandrov BT, Lippold JC (2013) Use of the cast pin tear test to study solidification cracking. Weld World 57:635–648. https://doi.org/10.1007/s40194-013-0061-3
DuPont JN, Notis MR, Marder AR, Robino CV, Michael JR (1998) Solidification of Nb-bearing superalloys: Part I. React sequences Metall Mater Trans A 29:2785–2796. https://doi.org/10.1007/s11661-998-0319-3
Alexandrov BT, Hope AT, Sutton BJ, Lippold JC, Sowards JW, McCracken SL (2012) Susceptibility to solidification cracking in high chromium nickel-base filler metals for nuclear power applications. In: Trends in Welding Research, Chicago, IL, USA
Nissley NE, Collins MG, Guaytima G, Lippold JC (2002) Development of the strain-to-fracture test for evaluating ductility-dip cracking in austenitic stainless steels and Ni-base alloy. Weld World 46:32–40. https://doi.org/10.1007/BF03263388
Kiser SD, Baker BA, Zhang R (2009) A New welding material for improved resistance to ductility dip cracking. In: Trends in Welding Research, Materials Park, OH, USA, pp 639–644
Lin WE (1991) A methodology for quantifying heat-affected zone liquation cracking susceptibility. Dissertation, The Ohio State University
Lin WE, Lippold JC, Baeslack WA III (1993) An evaluation of heat-affected zone liquation cracking susceptibility, Part 1 - Development of a method for quantification: a material-specific quantification of liquation cracking susceptibility was developed using the hot-ductility, spot- and longitudinal-Varestraint tests. Weld J 72:135s–153s
Tatman JK (2018) Development of improved equations for weld heat input and dilution control: Part 2. In: ASME 2018 Pressure Vessels and Piping Conference, Volume 1B: Codes and Standards, Prague, Czech Republic, V01BT01A065. https://doi.org/10.1115/PVP2018-85154
Welding and Repair Technology Center: hot cracking studies of high-chromium nickel-base weld filler metals diluted with austenitic stainless steel. EPRI, Palo Alto, CA, USA, Technical Report 3002010760,
McCracken SL (2018) NiCrFe weld metal variants in current and future use. Presented at the Alloy 690 Expert Meeting, Tampa, FL, USA
McCracken SL, Tatman J (2012) Influence of austenitic stainless steel base metals on hot cracking susceptibility of high chromium nickel-base filler metals. In: ASME 2012 Pressure Vessels and Piping Conference, Toronto, Ontario, Canada, https://doi.org/10.1115/PVP2012-78614
Zhang X, Li DZ, Li YY, Lu SP (2016) Effect of Nb and Mo on the microstructure, mechanical properties and ductility-dip cracking of Ni–Cr–Fe weld metals. Acta Metallurgica Sinica (English Letters) 29:928–939. https://doi.org/10.1007/s40195-016-0469-z
Mo W, Lu S, Li D, Li Y (2014) Effects of M23C6 on the high-temperature performance of Ni-based welding material NiCrFe-7. Metall Mat Trans A 45:5114–5126. https://doi.org/10.1007/s11661-014-2439-2
Perricone MJ, Dupont JN (2006) Effect of composition on the solidification behavior of several Ni-Cr-Mo and Fe-Ni-Cr-Mo alloys. Metall Mater Trans A 37:1267–1280. https://doi.org/10.1007/s11661-006-1078-7
Wheeling RA, Lippold JC (2016) Characterization of weld metal microstructure in a Ni-30Cr alloy with additions of niobium and molybdenum. Mater Charact 115:97–103. https://doi.org/10.1016/j.matchar.2016.03.006
Afonso CRM, Ramirez AJ, Lippold JC (2015) Influence of Mo and Nb Additions on microstructure and ductility dip cracking of high chromium, Nickel-base Weld Metal. https://doi.org/10.13140/RG.2.1.1754.6400
Li CH, Vijayan S, Fink C, Jinschek JR, In-situ heating S, TEM observations of weld microstructure evolution in Ni-30Cr Alloy with tantalum and molybdenum additions. Presented at TMS, 2020 (2020) San Diego. CA, USA
McCracken SL (2019) Narrow groove DMW mockup with 52XL traveler. EPRI, Palo Alto, CA, USA, WBS No.: 1–065814–03–01
Andresen PL, Wax C (2022) SCC of alloy 152/52 Welds, defects, repairs, dilution zones and HAZs in PWR water. Presented at EnvDeg 2022 Conference, Snowmass Village, CO, USA
Acknowledgements
The authors thank and acknowledge graduate student Luke Johnson and undergraduate student Stan Blados for their contributions in sample preparation, materials modeling, and experimental testing. Electron microscopy was performed at the Center for Electron Microscopy and Analysis (CEMAS) at The Ohio State University.
Funding
This work was supported by the Electric Power Research Institute (EPRI), Charlotte, NC.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Fink, C., Hope, A.T., McCracken, S.L. et al. The development of a high-chromium, nickel-base consumable-filler metal 52XL-for nuclear applications. Weld World 66, 2171–2190 (2022). https://doi.org/10.1007/s40194-022-01358-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01358-6