
Abstract
In this study, an attempt was made to join one type of high-strength shipbuilding grade steel, i.e., DH36 steel with 6061aluminum alloy (AA6061), using the friction stir welding technique. The effect of tool offset on micro/macrostructure and mechanical properties of the welded joints was investigated. The intermetallic compound (IMC) formation in the various regions, such as aluminum/steel interface, stir zone (SZ), and mixed zone (MZ), was examined through energy-dispersive X-ray spectroscopy (EDS) and X-ray diffraction (XRD) analysis. It was observed that the ultimate tensile strength (UTS) increased with an increase in tool offset from 0.4 to 1.5 mm and then reduced with a further increase in tool offset from 1.5 to 2.5 mm. Sample S4 (i.e., tool offset of 1.5 mm) exhibited the maximum UTS of 207.6 MPa, which was about 76.16% of the AA6061 base material. The lower UTS at other tool offsets could be attributed to the cross-sectional defects, i.e., voids and cracks at the interface, inadequate IMC layer thickness, distribution of steel fragments, and IMCs inside the SZ. The AlFe and AlFe3 IMCs were observed in MZ at a tool offset of 0.4–1.5 mm. However, Al2Fe and AlFe were identified in MZ at a tool offset of 1.8 mm and 2.2 mm. The aluminum/steel interface exhibited the Al3Fe and Al5Fe2 IMCs. These IMCs significantly affected the mechanical properties of the welded joints. The irregular distribution of hardness was attributed to the scattering of steel fragments and Al3Fe IMCs inside the AA6061 matrix.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, the manufacturing of higher efficient and lightweight constructions encourages engineers to create hybrid structures. Among the numerous kinds of hybrid structures, the structures made of dissimilar materials are highly prominent due to their wide-ranging applications in different industries [1]. The joining of dissimilar materials like aluminum (Al) and steel creates unique hybrid structures utilized in various aero, marine, railway, and automobile industries [1, 2]. Marine vehicles used structures made of Al alloy and steel, where steel is preferred for the submarine surface and Al alloy for the overwater surface [3]. The Al/steel hybrid structures lower the center of gravity of the vehicles, and on the other hand, contribute towards weight reduction [4]. Therefore, the joining of Al alloy with steel is considered an efficient way to raise productivity and reduce fuel consumption by reducing the overall weight of structures in shipbuilding, transportation, and automobile manufacturing industries [5, 6]. The welding process is a well-known technique to join the Al/steel to manufacture bimetallic structures with combined properties of different parts [1]. However, in the fusion welding processes, the joining of Al/steel is more challenging due to the formation of brittle IMCs, higher residual stress, significant difference in melting point temperature, and mechanical/physical properties of steel and Al alloys [7,8,9]. At the Al/steel interface, the formation of a thick IMC layer is detrimental to the mechanical performance of dissimilar weld joints [1, 10, 11]. To improve the weldability of Al/steel joints, many solid-state joining methods, i.e., diffusion bonding [12, 13], friction welding [14, 15], ultrasonic joining [16, 17], and explosive welding [18, 19], attracted attention. Among these welding methods, the friction-based joining process, i.e., friction stir welding (FSW), is suggested as a suitable technique to join Al/steel dissimilar materials [6, 20,21,22].
FSW is a solid-state process developed by The Welding Institute, UK, in 1991 [23]. In the FSW process, the materials are joined at a temperature below the melting points of the base materials [24]. In the FSW process, the sheets are joined under the combined effect of excessive plastic deformation around the tool and frictional heat at the tool shoulder/workpiece interface. The extreme deformation in the FSW process produces the dynamically recrystallized refined grains in the SZ, which improves the mechanical, corrosion, and tribological properties of the weld joints [25, 26]. The solid-state nature of FSW makes this process highly capable of eliminating the defects like blowholes, porosity, and solidification cracking in welded specimens [23, 27]. The low heat input is expected to minimize the welding residual stress and distortion [28, 29]. Moreover, in the FSW process, thermodynamically solid-state chemical reactions under low heat input are expected to reduce the IMC layer thickness and improve the mechanical properties of dissimilar weldments [23, 30,31,32].
In recent years, several researchers employed the FSW technique to join the different grades of steels and Al alloys, such as low carbon steel/5052 Al alloy [3], A6061 Al alloy/SS400 steel [4], 1100 Al alloy/St37 steel [32], Al alloy/304 stainless steel [33], 6061-T6 Al alloy/TRIP steel [23, 34], 5186 Al alloy/mild steel [35], A5754 Al alloy/DX54 steel [36], and 5052-H32 Al alloy/DP1200 steel [37]. Friction stir (FS)–welded Al alloy and steel joints mainly exhibited the IMCs, such as AlFe [23, 32, 37,38,39,40], Al2Fe [1, 37, 41], Al3Fe [37, 39, 40, 42], Al3Fe2 [37], Al5Fe2 [6, 37, 39, 41,42,43,44], Al13Fe4 [41, 43, 44], and AlFe3 [23, 32, 38]. Lee et al. [45] investigated that the hexagonal close-packed (HCP) Al4Fe compound was formed in the dissimilar FSW of stainless steel and Al alloy joints. Pankaj et al. [46] examined the influence of material positioning on IMC formation, microstructure, and mechanical performance of dissimilar Al alloy 6061 and DH36 steel joints. It was reported that the steel sheet should be located on the advancing side to achieve a successful weld joint. Zhou et al. [47] employed friction stir lap welding to join Q235 steel and Al alloy 6061 using Al as the interlayer, which was fabricated on the steel by friction surfacing process. This technique was replaced the IMC layer with the diffusion layer at the Al/steel interface, which improved the atomic migration and interfacial bonding. Coelho et al. [48] joined high-strength steels, i.e., DP600 and HC260LA, with AA6181-T4 Al alloy at a traverse speed of 8 mm/s and rotational speed of 1600 rpm with tool pin offset of 1 mm towards the Al alloy. The Al/Fe interface consisted of fine equiaxed α-ferrite grains and a thin layer of IMC, such as Fe2Al5. Murugan et al. [33] joined the Al and 304 stainless steel sheets using the FSW technique at a traverse speed of 60 mm/min, rotational speed of 200–1000 rpm, and tool offset of 1.25 mm towards the Al side. The brittle IMCs produced the maximum hardness value at the Al/steel interface. Liu et al. [23] observed that the IMC layer thickness increased by increasing the rotational speed and decreasing the traverse speed during dissimilar FSW of TRIP 780/800 high-strength steel and 6061-T6 Al alloy. The welded joints exhibited the maximum tensile strength of 240 MPa, which was about 85% of the base Al alloy. Zhaoa et al. [34] investigated the effect of traverse speed, rotational speed, and tool offset on the microstructure and mechanical performance of FS welded TRIP 780/800 steel and Al6061-T6511 Al alloy. The higher cooling and heating period was reported on the Al side compared to steel, which could be attributed to the higher thermal conductivity of Al and the higher contact surface between tool shoulder and Al sheet. Thaiping Chen [4] optimized the process parameters using the Taguchi technique for dissimilar FSW of A6061 Al alloy and SS400 steel. The maximum tensile strength (i.e., 76% of the Al) was achieved at a tool rotational speed of 550 rpm and welding speed of 1.2 mm/s. Dehghani et al. [35] performed the FSW to join the Al5186 Al alloy and mild steel for investigating the influence of process parameters, i.e., tool tilt angle, traverse speed, plunge depth, and tool pin geometry on the microstructure of weldments. The harder material, i.e., steel, provided the resistance to deformation, which resulted in the formation of tunnel defect at the retreating side. Pourali et al. [32] studied the effect of varying welding speed and rotational speed on IMC formation during the FSW of St37 steel and Al1100 Al alloy. The iron-rich IMCs, such as FeAl and Fe3Al, were found at the joint interface. Bang et al. [49] carried out the gas tungsten arc welding (GTAW)–assisted dissimilar hybrid FSW to improve the strength of stainless steel alloy (STS304) and Al alloy (Al6061) joints. The minimum hardness in SZ was about 50% of Al alloy due to the softening phenomena created by the hybrid FSW. Yazdipour et al. [50] examined the effect of traverse speed, tool rotation direction, and tool offset in dissimilar FSW of 316L stainless steel and Al 5083–H321. It was reported that shifting the tool pin towards the steel side enhanced the tensile strength. However, the large value of pin offset decreased the tensile strength caused by the formation of voids and coarse steel fragments in the Al matrix. Anaman et al. [37] joined the DP1200 steel to 5052-H32 Al alloy at a rotational speed of 2000 rpm, traverse speed of 75 mm/min, and tool offset of 0.5 mm towards the steel. It was reported that the complex mixed layer experienced higher hardness due to the presence of FeAl solid solutions and IMCs, such as FeAl, FeAl2, and Fe2Al3. Ramachandran et al. [39] investigated that the taper angle of the tool pin significantly influenced the composition and thickness of the IMC layer during dissimilar FSW of HSLA steel (IRSM42-93) and AA5052 Al alloy. The formation of IMCs, i.e., FeAl3, Fe2Al5, and FeAl, was reported at a taper angle of 10°, 20°, and 30°, respectively. Kaushik et al. [3] investigated the influence of the different tool pin profiles on the weld strength and microstructural characterization of the dissimilar mild steel and 5052 Al alloy joints. It was observed that the tool pin with a tapered cylindrical profile produced additional heat due to excessive rubbing of steel.
Regarding the dissimilar FSW Al alloy and steel, most of the studies in the existing literature were focused on optimizing tool pin geometry, rotational speed, and traverse speed. Only a few studies were conducted on varying tool offset by keeping the other parameters constant. Comprehensive research on the effect of varying tool offset on IMC formation, macro/microstructure, and mechanical performance of Al/steel joints is still lacking. Furthermore, the experimental investigation on the dissimilar FSW of 6061 Al alloy and DH36 steel is not explored. Similar to rotational speed and traverse speed, the tool offset is also crucial in the FSW process, particularly in the dissimilar joining of steel and Al alloys. The tool is shifted towards the low melting temperature alloy (i.e., Al alloy) from the weld center line to avoid overheating the Al alloy and minimize the tool wear [51]. Too low and higher tool offset leads to defect generation in the weld region due to insufficient heat generation and plastic material flow [50, 51]. It significantly affects the IMC formation and weld quality by controlling the heat generation and mixing of the dissimilar materials [46]. Hence, it needs to optimize the tool offset during the dissimilar FSW of steel and Al alloys.
In the present study, an attempt was made to join the 6061 Al alloy with advanced high-strength steel, i.e., DH36 shipbuilding steel. The tool pin was shifted towards the soft material, i.e., AA6061, at various distances with constant tool rotational speed and traverse speed. The tool offset conditions were analyzed based on the macro/microstructure, mechanical properties, and IMC formation in various regions of the weld joints. The weld characteristics were identified through a scanning electron microscope (SEM), optical microscope, and EDS and XRD analysis. A thorough analysis of fractured surfaces of tensile samples and Vickers microhardness is also presented in this article.
2 Experimental strategy
2.1 Material and methods
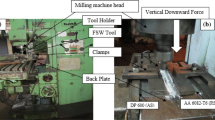
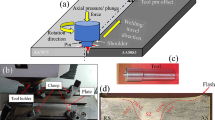
The DH36 steel and 6061 Al alloy sheets were joined using the FSW technique. The mechanical properties and the chemical compositions of the base materials are shown in Table 1. The schematic illustration of the dissimilar FSW process and dimensions of worksheets are shown in Fig. 1a. During the joining of dissimilar materials like steel and Al alloy, tool wear is an important issue due to severe frictional conditions at the steel side. Hence, the refractory materials, i.e., polycrystalline cubic boron nitride (PCBN) [52, 53], tungsten carbide [23, 54], tungsten-rhenium [55], and Si3N4 [56], are required for the tool. In this study, a tungsten carbide (WC-10wt. %Co) tool with a cylindrical tapered pin and cylindrical shoulder was used and its dimensions are shown in Fig. 1b. Based on the trial and error procedure, the optimum rotational speed and traverse speed were chosen by conducting the preliminary experiments. Initially, trials were performed at a constant traverse speed to find the optimal rotational speed. After the visual inspection and macro/micrographic analysis of the initial weldments, further trials were proceeded to obtain the optimal traverse speed at a constant rotational speed. Finally, from the repetitive experiments, the rotational speed of 875 rpm with a traverse speed of 90 mm/min was chosen to perform the comprehensive research on the tool offset conditions. The tool pin was shifted towards the AA6061 side as shown in Fig. 1c. The selected working range of the tool pin offset values with a constant rotational speed of 875 rpm and traverse speed of 90 mm/min are shown in Fig. 2 and Table 2. Simar and Avettand-Fenoel [57] and Dong et al. [58] reported that the advancing side (AS) experiences the additional frictional heat caused by the collinearity of the tool traverse direction and the tangential velocity of the rotating tool. Therefore, it is easier to move the harder material from AS to the retreating side (RS) under high heat generation, which results in proper mixing and uniform flow of the dissimilar materials. Therefore, in this study, DH36 steel was positioned on the AS and the AA6061 sheet was clamped on the RS. Fig. 3a and b show the FSW machine and dissimilar FSW of DH36 steel and AA6061 in progress, respectively. The accuracy of the welding process was verified by performing two experiments for each tool offset condition. Once the experiments were completed, three tensile samples, two samples for metallurgical analysis, and two samples for hardness measurement were extracted from each weld joint as shown in Fig. 4.

Schematic diagram of dissimilar FSW (a), FSW tool shape and dimensions (b), and tool positioning in dissimilar FSW (c)

Schematic illustration of tool offset towards AA6061 by 0 mm (a), 0.4 mm (b), 0.8 mm (c), 1.2 mm (d), 1.5 mm (e), 1.8 mm (f), 2.2 mm (g), 2.5 mm (h)

FSW machine (a) and dissimilar FSW in progress (b)

Schematic illustration of the extraction of testing samples from the weld joint
2.2 Measurements
The macro/microstructure analysis was conducted using an optical microscope and SEM equipped with an EDS system. For the comprehensive metallographic analysis, samples were taken from the weld cross-sections transverse to the welding direction as shown in Fig. 4; then, these samples were mirror-polished using 1-μm diamond suspension followed by the polishing on 200, 400, 800, 1000, 1200, 1500, 2000, and 2500 emery papers. Finally, the metallographic samples were etched using Keller’s reagent (1 mL HCl, 1.5 mL HNO3, 2.5 mL HF, and 95 mL H2O) and 2% nital solution for revealing the microstructure of AA6061 and DH36 steel, respectively. The flow behavior, grain size, and grain distribution under different magnifications were detected using an optical microscope. The grain size in different zones of the weld cross-section was measured using the line intercept technique. The XRD and EDS analyses were performed to investigate the composition of the SZ, IMC layer, and mixed regions. Based on microstructural observation using SEM, the IMC layer thickness was averaged over 40 points with an interval of 2 μm at the Al/steel interface. Image analysis was employed for the quantification of IMCs inside the SZ.
The tensile and microhardness tests were performed to estimate the mechanical properties of the welded joints. The transverse tensile samples were extracted using electro-discharge machining by keeping the weld zone at the middle of the samples. The dimensions of tensile specimens according to ASTM E8 are shown in Fig. 4. All tensile tests were executed using a universal tensile machine (UTM) at a 0.1-mm/min crosshead speed and room temperature conditions. Vickers microhardness was measured transversally to the weld cross-section using 4.9-N load and 15-s dwell time.
3 Results and discussion
3.1 Micro/macrostructure
Fig. 5 shows the visual weld surface appearance and a cross-sectional view of the welded samples at different tool offset situations. Fig. 6 shows SEM images at various regions in the weld cross-section under varying tool offset conditions. The smooth surface appearance of the welded samples was free from any defects at a tool offset of 0.8 mm, 1.2 mm, and 1.5 mm. The surface contained the uneven zig-zag lines at a tool offset of 1.8 mm. At a tool offset of 0.4 mm, 2.2 mm, and 2.5 mm, defects like void and surface groove were evident on the surface due to the insufficient intermixing of the dissimilar materials. As shown in Fig. 5, the bright and black regions corresponded to the AA6061 and DH36 steel in cross-sections, respectively. The discontinuous steel strip extruded from AS to the RS at a tool offset of 0.4 mm and 0.8 mm. However, the steel strip was continuous at a tool offset of 1.2 mm and 1.5 mm. During the traverse phase of the rotating tool, softening behavior of the Al alloy made it easy for the harder steel to extrude towards RS. The different material flow patterns were formed as the strip extruded from the base of the DH36 steel and mechanically interlocked with the AA6061 matrix. The vertical force applied by the FSW tool pushed the steel and Al downward and the backing plate restricted the downward movement at the bottom of SZ. Therefore, the pin length was kept lower than the thickness of the workpiece, so material from the bottom of the steel could be squeezed and transferred towards AA6061 through the narrow passage designed by the pin bottom surface and backing plate. The extrusion of a higher amount of harder material increases the flow resistance and deteriorates the flow behavior of dissimilar materials. Hence, the larger voids were produced inside the SZ of sample S1 as shown in Figs. 5 and 6. The defects like voids and cracks were significantly reduced by increasing the tool offset from 0.4 to 1.2 mm. Compared to other welded samples, the defects were absent inside the SZ at a tool offset of 1.5 mm. Furthermore, the defects were generated by shifting the tool pin from 1.5 to 2.5 mm towards AA6061.

Weld surface appearances and a cross-sectional view of the welded samples

SEM images at the cross-section of welded samples
At a tool offset of 1.8–2.5 mm, the coarse steel fragments were detached from base steel and scattered inside the SZ due to the forge impact of the rotating tool pin. The coarse steel fragments produced the defects like cracks and voids inside SZ [9, 34]. Because the steel particles were harder than the AA6061 matrix, it was challenging to flow and deform the steel fragments inside the AA6061 matrix. Hence, the intermixing of steel fragments and AA6061 matrix is very difficult, which resulted in the crack/void formation at the Al/steel interface as shown in Fig. 6. Sadeghian et al. [9] reported that the steel fragments commonly lead to a risk of macroscopic crack initiation and subsequently joint defects due to the different physical properties of the dissimilar materials. The tool pin slightly touched the edge of the steel sheet at a tool offset of 2.5 mm, which deteriorated the intermixing of the materials and produced cracks at the Al/steel interface as shown in Fig. 6.
The cross-section of the weld joints consisted of different zones, such as SZ, MZ, steel extruded zone (SEZ), thermomechanically affected zone (TMAZ), heat-affected zone (HAZ), and base materials. The macrograph and various zones in welded samples S2 and S4 are shown in Figs. 7 and 8, respectively.

Macrostructure and various regions in sample S2

Macrostructure and various regions in sample S4
In the SEZ, the steel strip encompassed with an IMC layer at the outside boundary is visible in Figs. 7 and 8. Derazkola et al. [59] reported that the IMC layer is formed by the solid-state diffusion phenomena due to the coinciding impact of axial forging, frictional heating, and material extrusion from AS to RS. The independent dispersion of IMCs along with the steel fragments was observed in the SZ, which is confirmed by EDS and XRD analysis in the next section. These IMCs were probably formed through the chemical reaction between the AA6061 matrix and sheared-off small steel fragments. The SZ could be considered as an IMC-enhanced AA6061 matrix due to the higher hardness of IMCs than base materials [23]. The varying tool offsets significantly affected the material flow and mixing between the AA6061 and DH36 steel. In MZ, the intercalated layered structure was produced near the weld interface on the steel side, which resulted from severe stirring and mixing of the dissimilar materials under the heat generation by rotating tool [37]. A large amount of material from the DH36 steel interacted with the AA6061 at a lower tool offset, which resulted in higher flow resistance and improper diffusion due to the intense materials mixing by the extruded steel strip. Hence, the defects were generated inside the MZ of samples S1, S2, and S3 as shown in Figs. 7 and 9. The defect-free material flow and mixing were observed at a tool offset of 1.5 mm as shown in Fig. 8, which indicated good material stirring and mutual diffusion of AA6061 and steel inside the MZ. The flow separation reduces at an optimum tool offset, which leads to the filing of flawed regions [60]; therefore, a welded joint without any flaws could be expected. As shown in Fig. 9c and d, with a further increase in the tool offset from 1.5 to 2.2 mm, defects were also created inside the MZ due to improper material flow. The MZ was not generated inside sample S7 due to insufficient material flow because the tool slightly touched the edge of the steel sheet at a tool offset of 2.5 mm.

MZ in samples S1 (a), S3 (b), S5 (c), and S6 (d)
Figs. 10, 11, 12, and 13 show the higher magnification microstructure at the different zones in DH36 steel and AA6061. A significant microstructural variation was observed in the SZ, TMAZ, and HAZ on each side of the weld joints. The base material, i.e., DH36 steel, exhibited coarse-grained ferrite surrounded by the pearlite bands, whereas coarse elongated grains were presented in AA6061 as shown in Fig.10a and b.

Microstructure of DH36 steel (a) and AA6061 (b)

SZ (AA6061) in samples S1 (a), S2 (b), S3 (c), S4 (d), S5 (e), S6 (f), and S7 (g, h)

SEZ in S1 (a), SEZ in S2 (b), SEZ in S3 (c), SEZ in S4 (d), SZ (DH36 steel) in S5 (e), SZ (DH36 steel) in S6 (f), SZ (DH36 steel) in S7 (g, h)

TMAZ (AA6061) (a–c), TMAZ (DH36 steel) (d–f), HAZ (AA6061) (g–i), HAZ (DH36 steel) (j–l)
In the FSW, SZ is generated due to the direct interaction between the workpiece material and the rotating tool pin. However, the TMAZ is not affected by the tool pin, but the plastic strain and temperature distribution adjacent to the SZ affect the TMAZ [46]. The significant grain size reduction was observed in SZ from the 56.3 ± 2.1 μm and 15.9 ± 1.65 μm of AA6061 and DH36 steel base materials, respectively. The average grain size (AVG) in the SZ (DH36 steel) was considerably lower than that in the SZ (AA6061). SZ (AA6061) exhibited the equiaxed refined-grained microstructure with AVG of 10.74 ± 1.12 μm as shown in Fig. 11. The SEZ material extruded from the SZ under the combined effect of axial forging and frictional heating. As shown in Fig. 12a–d, this zone exhibited the AVG of 2.84 ± 0.42 μm in S1, S2, S3, and S4. As shown in Fig. 12e–h, SZ (DH36 steel) experienced significant grain refinement with the AVG of 1.05 ± 0.24 μm in S5, S6, and S7. The grain refinement in SZ is attributed to the dynamic recrystallization by severe plastic deformation and heat generation in the FSW process [25, 26, 61]. The fine-grained flow lines/patterns following the rotation of the tool were found in the SZ (DH36 steel) as shown in Fig. 12e–h. Tiwari et al. [62] reported these patterns as shear bands in the FSW of low carbon steel, which were formed by material deformation and material transference in the pin-influenced region. In TMAZ, the lack of dynamic recrystallization produced the elongated and deformed grains under insufficient heat and deformation as shown in Fig. 13a–f. Yuqing et al. [63] reported that the grains immediately changed by dynamic recovery and then elongated along the rotation direction of the pin due to the viscous shear force. The AVG in TMAZ (DH36 steel) and TMAZ (AA6061) was 4.7 ± 0.62 μm and 13.3 ± 1.23 μm, respectively. HAZ between the TMAZ and base materials is not affected by the plastic deformation but experiences the heat only during the welding process. As a result, this zone exhibited the grain coarsening compared to SZ of AA6061 and DH36 steel as shown in Fig. 13g–l.
3.2 Characterization of IMC layer and MZ
The critical issue during the joining of steel and Al is the formation of the IMC layer at the interface, which can significantly affect the mechanical performance of weldments. Numerous researches were carried out regarding the formation and evolution of interlayer between Al and iron (Fe). According to the tool interaction, Tanaka et al. [64] categorized the growth of the IMC into two stages in the dissimilar FSW of steel and Al alloy. It was observed that the first stage of rapid growth occurred as the temperature increased during the interaction of the tool pin and the side of the steel plate. The second stage occurred when the temperature further increased due to the friction between the surface of the steel plate and the tool shoulder. As reported by Rathod et al. [65], Anaman et al. [37], and Liu et al. [23], the atomic diffusion process initially forms a supersaturated solid solution of Al and Fe. Then, Al and Fe atoms transfer to specific regions and convert into IMCs when they extend to an appropriate level at equivalent pressure and temperature conditions. Finally, the IMC layer grows progressively by the diffusion of solute atoms. In the concern of tool offset in dissimilar FSW of steel and Al alloy, the tool interaction with the steel plate and tool shoulder controls solid-state diffusion through the heat generation and intermixing of the materials, which is primarily responsible for the generation of different IMCs [21, 22]. The heat generation in the FSW occurred due to friction and visco-plastic deformation of the workpiece material [39, 66]. During the FSW of low-temperature alloys, the deformation component has a negligible effect and the frictional component is nearly constant for a given set of welding parameters [66]. However, the deformation component plays a significant role in dissimilar FSW of steel and Al alloy since the steel has greater flow stress at one side of the weld joint [39]. Ramachandran et al. [39] reported that more tool penetration inside the steel leads to a severe stirring at the steel side due to the higher heat generation by the deformation component, which enhances diffusion and intermetallic reaction between Al and Fe. Liu et al. [23] and Wan et al. [51] also reported that the diffusion process can be attributed to the extensive plastic deformation of the material and a higher strain rate adjacent to the tool pin. According to Ramachandran et al. [10] and Rathod et al. [65], the activation energy required for the IMC reaction reduces with an increase in strain rate and pressure, which accelerates the intermetallic reaction for the formation of the IMCs.
In this work, SEM equipped with an EDS system was used to observe the metallurgical behavior of the IMC layer at varying tool offset situations. Figs 14, 15, 16, and 17 show the EDS analysis and SEM images at the Al/steel interface under varying tool offset conditions. As shown in Fig. 14, the interface could be distinguished by different colors with the mutual existence of Fe and Al from DH36 steel and AA6061 sides, which signified the formation of the newly phased IMC layer at the interface.

EDS elemental mapping at Al/steel interface in samples S4 (a) and S5 (b)

EDS elemental line scan at Al/steel interface in samples S3 (a), S7 (b), S4 (c), and S5 (d)

Al/steel interface in S1 (a), Al/steel interface in S2 (b), Al/steel interface in S6 (c), average IMC layer thickness under varying tool offsets (d)

EDS elemental spectrum analysis at various points marked in Fig. 15 (a–f)
In the EDS line scan at the interface region, the Al/Fe concentration fluctuations signified the IMC layer, which is marked by the dotted lines in Fig. 15. The intensity of Al and Fe increased towards the AA6061 and DH36 steel sides from the interface, respectively. The IMC layer indicated diffusion instead of purely mechanical mixing between base DH36 steel and AA6061 alloy. The excessively thick brittle IMC layer could result in the crack formation at the interface [39, 51, 67, 68], which is visible at a lower tool offset of 0.4 mm and 0.8 mm in Fig. 16a and b. The averaged IMC layer thickness at the interface under varying tool offsets is shown in Fig. 16d. As seen, with an increase in tool offset, the average IMC layer thickness was continuously decreased. A large amount of the steel experienced severe stirring action and heat generation at a smaller tool offset, which enhanced the diffusion and intermetallic reaction between Al and Fe. In contrast, the higher tool offsetting towards the Al side led to a lack of intermixing between steel and Al due to insufficient frictional heat for softening the steel part [24]. The optimum thickness of the IMC layer is required, which can improve the weld quality by providing a better metallurgical bonding between the Al and Fe [21, 51, 64, 69]. The EDS point analysis was performed at various points to identify the chemical composition of the IMC layer as shown in Fig. 17. The atomic percentage of Al and Fe at a point generally suggests the presence of corresponding Al-Fe intermetallic compounds [21, 68, 70]. According to the Al/Fe phase diagram [23] and Hussein et al. [21], the atomic percentage of major elements, i.e., 75.0% Al and 23.2% Fe at point (1) and 71.7% Al and 26.1% Fe at point (2), with a lesser amount of other elements proposed the possible formation of Al-rich IMCs like Al3Fe and Al5Fe2 at the interface, respectively. Similarly, points P3, P4, P5, and P6 indicated the probable formation of Al5Fe2, Al3Fe Al5Fe2, and Al3Fe at the interface, respectively. So, the EDS analysis confirmed that the metallurgical bonding occurred between AA6061 and DH36 steel through the significant diffusion of Fe and Al with other elements, such Mg, Si, Mn, Zn, and Cu. As shown in Table 3, the IMCs, such as Al3Fe and Al5Fe2, were formed at the interface under all tool offset situations. The Al-rich IMCs, such as Al3Fe and Al5Fe2, at the Al/Fe interface also were reported in the published literature [37, 39, 41, 64, 71], and these IMCs were reported as the most stable forms in the FeAl system [3, 72,73,74]. Pourali et al. [32] reported that the high thermal conductivity of the Al causes the formation of Al-rich IMCs at a relatively lower interface temperature than the SZ. According to the published literature [39, 75,76,77,78], Al-rich IMCs, such as Al3Fe and Al5Fe2, are possibly formed at a temperature range of 700–900°C. However, IMCs with lower Al composition, such as AlFe3 and AlFe, can be produced at a higher temperature of over 1000°C. Under atmospheric pressure, the Al–Fe phase diagram [23] indicates that the AlFe3 forms at about 552°C followed by a first-order reaction temperature of around 1310°C. Springer et al. [79] reported the formation of Al5Fe2 at a temperature range of 600–800 °C in the FSW of low carbon steel and Al. Liu et al. [23] obtained the highest temperature of about 500°C during the dissimilar FSW of 6061-T6 Al alloy and high-strength steel. In their study, the IMC formation at this relatively lower temperature was justified by considering the effect of strain rate and pressure related to the mechanical welding force. With an increase in pressure and strain rate, the IMC layer can be formed at a relatively low welding temperature under constant diffusion time [23, 39].
The MZ consisted of different flow features, which could be attributed to the plasticized fluid motion produced by the traverse and rotational movement of the tool. The tool offset plays a significant role in controlling the IMC formation at the MZ [80]. The EDS line scan contained the abrupt fluctuations of Al and Fe in the MZ as shown in Fig. 18. These fluctuations signified the diffusion of the Al and Fe in the MZ and indicated the probability of IMC formation [46, 81]. The composition of IMCs strongly depends on the reaction-diffusion between the Al and Fe, which is furthermore affected by the variation in tool offset. In this work, the EDS point analysis and elemental mapping were conducted to confirm the composition of IMCs at the MZ as shown in Fig. 19. In EDS elemental mapping, the distribution of Al and Fe in the MZ is represented by cyan and red colors, respectively. The mutual existence of Al and Fe inside the intermixed region is pointed by white arrows in Fig. 19, which suggested a reaction-diffusion between Al and Fe.

EDS line scan at the MZ in samples S4 (a) and S5 (b)

EDS analysis at the MZ in samples S2 (a), S4 (b), S5 (c), and S6 (d)
From Fig. 19a and b, the atomic percentages at points P1, P3, P5, and P6 proposed the possible large distribution of AlFe in samples S2 and S4. Furthermore, the points P2 and P7 corresponded to AlFe3 in samples S2 and S4. In samples S5 and S6, the atomic percentages at points P9–P16 proposed the possible formation of AlFe and Al2Fe as shown in Fig. 19a and d. Points P4 and P8 suggested the AA6061 and DH36 steel base materials inside the MZ, respectively. Table 3 summarizes that MZ comprised different IMCs, such as AlFe and AlFe3 in S1–S4 samples, whereas samples S5 and S6 contained Al2Fe and AlFe. The tool offsets, such as 0.4 mm, 0.8 mm, 1.2 mm, and 1.5 mm, promoted the diffusion of Fe atoms and produced the phases like AlFe and AlFe3 inside the MZ. However, when the tool was further shifted towards the AA6061 side, the diffusion of Fe atoms reduced due to lower string action and heat generation at the steel side. Hence, the diffusion of large Al atoms produced the phases like Al2Fe with AlFe. For that reason, the composition and growth of IMCs could be controlled through the diffusion rate of Al atoms into Fe lattices by controlling the amount of interaction between steel plate and tool. Inside the MZ, the IMCs at lamellar intercalated features significantly affect the mechanical performance of welded joints [37, 48]. Bilgin et al. [82] reported that the brittle IMCs, cracks, and voids in the MZ adversely affect the weld strength. However, the mechanical interlocking in the MZ contributes to improvement in joint strength [83]. In the published literature [84, 85], it was reported that the Fe-rich IMCs exhibit excellent corrosion resistance, which is essential for dissimilar Al and steel joints. In this study, XRD analysis was also executed at the weld cross-section to confirm the composition of IMCs at interface and MZ. The MZ and the Al/steel interface were located at the center of the area exposed by the XRD beam. As shown in Fig. 20, the peaks in XRD patterns confirmed the formation of Al5Fe2 + Al3Fe IMCs at the interface, AlFe3 + AlFe in MZ of sample S4, and AlFe + Al2Fe in MZ of sample S6.

XRD analysis at IMC layer in S4 (a), MZ in S4 (b), and MZ in S6 (c)
3.3 Characterization of SZ
The irregular distribution of needle-like particles was observed inside the SZ of samples S1–S6, which were induced due to a greater strain rate by the severe stirring action of the rotating tool. Fig. 21a shows the optical microscopic image of the particles inside the SZ of sample S1. As shown in Fig. 21b–e, EDS elemental mapping signified that the particles consisted of a large fraction of Al with a small Fe content. As shown in Fig. 21f–i, the EDS point analysis suggested that these particles were bounded by Al3Fe phases inside the AA6061 matrix. In the FeAl structure, Al3Fe is reported as the easiest phase to form in view of the kinetic aspects [24, 32, 86]. In this work, the image analysis by the thresholding technique was performed at similar locations to quantify IMCs inside the SZ under the varying tool offset situations. The quantification of IMCs in the SZ at different tool offsets is shown in Fig. 22.

Optical microscope image of SZ in S1 (a) and EDS elemental mapping (b–e) and EDS point analysis (f–i) of particles in SZ

Quantification of IMCs inside SZ of samples S1 (a), S2 (b), S3 (c), S4 (d), S5 (e), and S6 (f)
The intensity of coarse IMCs reduced by increasing the tool offset from 0.5 to 2.2 mm as shown in Fig. 22. The mean area of IMCs was 150.82 μm2, 79.69 μm2, 48.56 μm2, 39.26 μm2, 25.52 μm2, and 21.88 μm2 at a tool offset of 0.5 mm, 0.8 mm, 1.2 mm, 1.5 mm, 1.8 mm, and 2.2 mm, respectively. At a low tool offset (i.e., 0.5 mm), many IMCs in the AA6061 matrix were bulk in size, whereas the smaller IMCs were distributed at a higher tool offset of 2.2 mm. At a smaller tool offset, the large amount of the steel experienced the stirring action and frictional heat, which facilitated the mutual diffusion and intermetallic reaction between Al and Fe. Hence, coarse IMCs detached from the Al/steel interface and scattered inside the SZ by stirring the action of the rotating tool pin. At a higher tool offset towards the AA6061 side, the low heat generation at the steel side retarded the intermixing and diffusion, which resulted in the scattering of smaller IMCs inside the SZ. Liu et al. [23] observed that some of the sheared-off steel fragments were entirely consumed and converted into IMCs by the reaction-diffusion between the steel fragments and the Al matrix. The scattering of IMCs inside the SZ was also reported in the published literature [23, 31, 39]. SZ could be considered an IMC-improved Al matrix due to the higher hardness of IMCs compared to that of base Al and steel [21, 23]. On the other hand, the excessive formation of brittle IMCs may produce the defects like voids inside the SZ and adversely affect the mechanical performance of the dissimilar weldments [31, 87]. Therefore, it is essential to prevent the excessive IMC formation in the FSW of dissimilar materials.
When the tool pin shifted entirely towards AA6061, IMCs were not generated inside the SZ of sample S7 due to a lack of stirring action between steel and AA6061. However, only steel fragments with different sizes were identified inside the SZ at a tool offset of 2.5 mm. The EDS elemental mapping and point analysis confirmed the existence of steel fragments in the AA6061 matrix because the points P1, P2, and P3 exhibited the atomic percentage of Fe atoms higher than 95% as shown in Fig. 23. In the published literature [50, 88,89,90], it was observed that the fine/coarse steel fragments produced the voids/cracks inside the SZ and provided an adverse effect on the joint strength.

SEM image of SZ in S7 (a) and EDS elemental mapping and point analysis of particles inside SZ (b–e)
In the dissimilar FSW of steel and Al alloy, the tool wear needs to be considered because of the higher melting temperature, hardness, and strength of the steel [51]. Similar to the tool rotational speed and traverse speed, the tool offset needs to be selected so that it can generate sufficient heat to plasticize the material with minimum tool wear. In this study, apart from Al3Fe IMCs, peaks of Fe7W6 and Al13Co4 were also detected inside the SZ as shown in Fig. 24. The presence of these phases could be attributed to the elemental reaction-diffusion between workpiece (i.e., AA6061 and DH36 steel) and tool elements, such as tungsten (W) and cobalt (Co). Such intermetallic phases were not reported earlier in the joining of steel and Al using the FSW process. However, Medhi et al. [81] investigated the Fe-Al phases, such as Al3Fe and Al5Fe2 in the SZ of dissimilar Al and pure copper joints, which were formed due to reaction-diffusion between Al workpiece and Fe existing in the tool. It was reported that the Al from the workpiece might be transferred to the shoulder surface through the adhesion mechanism, and then the Al-Fe IMC layer was produced on the shoulder surface by reaction-diffusion. When the rotating shoulder surface interacted with the workpiece, the particles from the Al-Fe IMC layer were detached and mixed inside the SZ by the stirring action.

XRD analysis of SZ in samples S1–S5
The higher welding temperature in combination with welding stresses generally separates the W particles from the tool due to the softening of the ductile Co binder and mechanical wear [91,92,93]. The resistance provided by the workpiece materials is significantly affected by their strength, which is responsible for the stresses in the FSW tool [92]. Fig. 25a, b, and c show the EDS analysis of SZ in samples S1 and S2, respectively, which confirmed the coexistence of the tool elements, i.e., W and Co, inside the SZ. This study detected the Fe7W6 and Al13Co4 phases in SZ of samples S1–S4 only, as shown in Fig. 24. These phases were not found in samples S5–S7, which indicated that the tool wear was significantly reduced with an increase in tool offset from 1.5 to 2.5 mm. Hussein et al. [21] and Wan et al. [51] also recommended the tool offset towards Al alloy to minimize the tool wear during dissimilar FSW of steel and Al alloys. At a lower tool offset, the tool was subjected to a higher temperature, strain rate, and stress due to excessive heat generation at the steel side, which resulted in significant tool wear [93]. Pankaj et al. [94] claimed that the higher tool temperature reduces the hardness and strength of the tool material which causes its significant degradation. Mehta et al. [22] observed that the tool wear was decreased significantly by completely stirring the pin inside the Al base material because it was easier to deform Al compared to steel. Choi et al. [95] and Tiwari et al. [96] investigated that the oxidation wear of the tungsten carbide tool occurred due to the greater welding temperature in the FSW of the steels. Their study also concluded that the oxygen in the atmosphere reacted with tungsten elements and produced the tungsten oxides, which were responsible for the tool wear. The tool particles adversely affect the weld properties since they act as a stress concentrator inside the weld zone [97, 98]. Excessive tool wear changes the tool shape, which may lead to inadequate material flow and defect generation in the weld zone [98, 99].

EDS analysis of SZ in samples S1 (a, b) and S2 (c)
3.4 Mechanical properties
The microstructural heterogeneity, defects, and distribution of IMCs and steel fragments inside SZ considerably influenced the mechanical performance of welded joints. Fig. 26a–g show that the pin offset variations significantly affected the fracture path indicated by the dotted lines in the weld cross-section. The fractured tensile samples and tensile properties under varying tool offset situations are shown in Fig. 26h and i, respectively. The fractured surfaces of tensile specimens were characterized through fractographic SEM analysis to understand the failure mechanism as shown in Fig. 27.

Fracture path in the weld cross-section (a–g), fractured tensile welded samples (h), and effect of tool offset on tensile properties and IMC layer thickness (i)

Fractography of fractured surface in tensile samples S1 (a), S2 (b), S3 (c), S4 (d), S5 (e), S6 (f), and S7 (g)
It was observed that the UTS and elongation increased with an increase in tool offset up to 1.5 mm; however, these values were reduced by further enhancing the tool offset from 1.5 to 2.5 mm, as shown in Fig. 26i. The reduction in UTS and elongation below tool offset of 1.5 mm could be attributed to the generation of the voids inside the SZ due to higher intensity of brittle Al3Fe IMCs (Fig. 22) and thicker IMC layer of Al3Fe and Al5Fe2. Huang et al. [61] and Hussein et al. [21] reported that the Al-rich IMCs, such as Al3Fe, Al2Fe, and Al5Fe2, are more detrimental to joint strength than Fe-rich IMCs like AlFe and AlFe3. The Al-rich IMCs also reduced the ductility of the weld joints since these are more brittle than the Fe-rich IMCs [22, 24]. In the thick IMC layer, the cracks could easily initiate and propagate through the hard IMC tangles, which Bozzi et al. [67] verified during the friction stir spot welding of Al6016 Al alloy and IF steel. Wan et al. [51] observed that the change in phase volume of the excessively thick IMC layer caused stress concentration and deteriorated the bearing capacity of the weld joint. Apart from the IMC layer, the brittle IMCs inside the SZ lowered the joint strength because they constrained the material flow through their pinning action during the tensile testing [51]. The tensile sample (S1) fractured at the inner Al/steel interface and the fractured surface revealed the brittle fracture mode through only cleavage facets, as shown in Fig. 27a. Due to relatively smaller voids, less intensity of IMCs in SZ, and smaller IMC layer thickness, sample S2 was fractured at the outside interface of the steel strip and experienced a tensile strength slightly larger than the sample S1. Samples S3 and S4 fractured away from the SZ at the outside Al/steel interface of the continuous steel strip. The UTS of sample S3 was lower than that of S4, which could be attributed to the relatively higher IMC layer thickness and defect generation like cracks and voids in SZ (Fig. 6). Sample S4 exhibited the maximum UTS of 207.6 MPa, which was about 76.16% of the AA6061 base material. The fine-grained microstructure in the steel strip provided the inherent mechanical interlocking to the defect-free SZ, which improved the weld strength of sample S4 compared to other tool offset situations. The less brittle Fe-rich IMCs, such as AlFe and AlFe3 (Fig. 19), and mechanical interlocking in the mixing region could also improve the weld strength [82]. Some brittle cleavage facets with irregularly shaped dimples were observed in the fractured surface of the tensile samples S2, S3, and S4 as shown in Fig. 27b–d, which indicated the combined ductile-brittle failure mode. It was observed that the samples S5, S6, and S7 experienced significant grain refinement in the SZ (Fig. 12) and a reducing trend of IMC layer thickness as shown in Fig. 26i, which were believed to be favorable for joint quality [51, 100]. However, the large cracks and voids at the interface of steel fragments and the AA6061 matrix (Fig. 6) dominated these strength-enhancing factors and reduced the UTS and elongation. A similar adverse effect of coarse steel fragments on the joint strength was observed by Ramachandran et al. [39]. The brittle IMCs, i.e., Al2Fe with AlFe, inside the MZ of samples S5 and S6 (Fig. 19) could also reduce the joint strength. Sample S5 fractured at the interface between the coarse steel fragment and the AA6061 matrix. The fracture paths in samples S6 and S7 shifted from SZ to the inner Al/steel interface. Compared to other tool offset conditions, sample S7 experienced the lowest tensile strength due to larger cracks at the inner Al/steel interface (Fig. 19). Yazdipour et al. [50] also obtained the lowest tensile strength due to cracks at the interface, which were produced by the insufficient stirring between materials when the pin surface just contacted the steel side or completely put in the Al side. Sample S5 fractured under the combined ductile-brittle mode as shown in Fig. 27e; however, fractured samples S6 and S7 were almost caused by the brittle fracture mechanism as shown in Fig. 27f and g. During the tensile test, the micro-cracks grow up, join together, and generate the larger cracks under straining conditions [50, 88, 101], which resulted in a sudden fracture.
Fig. 28a–d show the Vickers microhardness profiles at the center of the weld cross-section for samples S2, S4, S5, and S6, respectively. The hardness profiles exhibited the oscillation behavior caused by the different physical and mechanical properties of base materials, grain size variation, spreading of the IMCs, and steel fragments inside the AA6061 matrix.

Hardness profiles at the center of the weld cross-section in samples S2 (a), S4 (b), S5 (c), and S6 (d)
In samples S2 and S4, SEZ experienced the hardness higher than TMAZ and HAZ but lower than the SZ as shown in Fig. 28a and b, which could be related to microstructural variation (Fig. 12). The Hall-Petch strengthening suggests that the grain refinement improves the microhardness across the weld cross-section [28, 100]. Thus, in the SZ of samples S5 and S6, the significant grain refinement in SZ (DH36 steel) produced higher hardness as compared to that of SZ (AA6061) as shown in Fig. 28c and d.The hardness values in TMAZ and HAZ were considerably higher than those in the base materials but lower than that in the SZ. The lower hardness in the HAZ signified that no significant metallurgical variation happened due to low temperature at this zone. The low hardness at TMAZ (AA6061) compared to SZ could be attributed to the lower dislocation density due to the thermomechanical behavior of this region [50]. The hardness magnitudes reduced as approaching the base materials and turned into almost the hardness level of DH36 steel and AA6061 base materials. In the dissimilar FSW of steel and Al, apart from grain refinement, the other mechanisms like material flow, material intermixing, distribution of IMCs, and steel fragments are also responsible for hardness variation across the weld cross-section [46]. The peak values in the hardness profiles mainly contributed to the IMCs and steel fragments in the SZ. The magnitudes of the hardness spikes reduced with an increase in tool offset which could be related to the IMC area in SZ, which declined by shifting the tool towards the AA6061 (Fig. 22). The SZ acted as an Al matrix composite because the IMCs and steel fragments reinforce the SZ due to their relatively higher hardness than base materials [23, 37, 51, 88]. The hardness magnitudes at the Al/steel interface (IMC layer) were higher than those at the AA6061 matrix inside SZ but lower than those at the individual IMCs distributed inside the SZ and MZ. Due to the limiting width of the hardness indenter, the microhardness impression covered some regions belonging to the AA6061 matrix during the measurement at the Al/steel interface. The soft Al matrix lowered the hardness magnitude at the interface relative to individual IMCs inside SZ and MZ. Wan et al. [51] reported a similar reason for lower hardness at the interface than that at individual IMCs. In current findings, the hardness spikes by intermetallic phases were within the range mentioned in the published literature [21, 102, 103]. The MZ experienced the highest hardness due to the extensive IMC formation in this region (Fig. 19), which contributed to the brittle fracture mode [82]. Anaman et al. [37] also reported the mixed layer as the hardest region due to Al-Fe solid solutions and IMCs. In samples S1–S4, the AlFe + AlFe3–enriched MZ experienced the hardness magnitude in the range of 300–515 HV, whereas the hardness magnitudes of 400 ̶ 951 HV were observed in the AlFe + AlFe3–enriched MZ of samples S5 and S6. These hardness magnitudes were within the range reported by Hussein et al. [21]. Their study reported the hardness of different IMCs as AlFe: 400–667 HV, AlFe3: 330–368 HV, and Al2Fe: 1000 HV.
Consequently, from the experimental investigation, it was observed that the mechanical properties, especially tensile strength and hardness, were significantly affected by microstructural variation, IMC formation, and steel fragments inside the SZ. From Figs. 26 and 28, it was found that the IMC layer and scattered IMCs in SZ improved the hardness magnitudes. However, the thick IMC layer and extensive IMC formation reduced the joint strength of samples S1–S3. Similarly, the grain refinement in steel fragments of samples S5–S7 enhanced the hardness magnitude in SZ, whereas the defects like cracks and voids created by steel fragments reduced the strength of the joints. Mehta et al. [22] and Sahu et al. [104] also reported that excessive IMC formation enhances the hardness but sometimes reduces the mechanical properties of the weld joints. From the present working conditions, sample S4 achieved the successful weld quality at a tool offset of 1.5 mm with an average IMC layer thickness of 4.88 ± 0.79 μm. At this tool offset, the MZ was composed of less brittle IMCS, such as AlFe and AlFe3. Additionally, the grain refinement in the steel strip provided the inherent mechanical interlocking to the SZ and improved the weld strength.
4 Conclusions
In this work, the friction stir welding technique was employed to join DH36 steel and 6061 Al alloy at a constant rotational speed of 875 rpm and traverse speed of 90 mm/min. The experiments were performed to find the impact of varying tool offset on micro/macrostructure, IMC formation in the various region (i.e., interface, SZ, and MZ), and mechanical behavior of the welded joints. The following findings can be summarized from the study.
-
The IMCs, such as Al3Fe and Al5Fe2, were observed at the Al/steel interface. The average IMC layer thickness was found to continuously decrease with an increase in tool offset. The maximum and minimum average IMC layer thicknesses were 13.71 μm and 1.13 μm at a tool offset of 0.4 mm and 2.5 mm, respectively.
-
The EDS and XRD analyses confirmed the formation of IMCs, i.e., AlFe and AlFe3, inside the MZ at a tool offset of 0.4–1.5 mm. However, with a further increase in tool offset (i.e., at 1.8 mm and 2.2 mm), the Al2Fe phases were observed with the AlFe.
-
The intensity and mean area of IMCs (i.e., Al3Fe) inside the SZ reduced with an increase in tool offset from 0.5 to 2.2 mm. In contrast, the only irregular-shaped steel fragments scattered at a tool offset of 2.5 mm, which could be attributed to a lack of stirring action and insufficient mutual diffusion between Al and Fe.
-
Apart from Al3Fe, the other IMCs, i.e., Fe7W6 and Al13Co4, were also observed in SZ of samples S1–S4, which indicated that tool wear occurred during the welding process.
-
The significant grain refinement with an AVG of 1.09 μm was evident in the SZ (DH36 steel), whereas SZ (AA6061) experienced an AVG of 10.74 μm. The elongated grains were found in the TMAZ, while the HAZ exhibited the coarse-grained microstructure compared to SZ and TMAZ.
-
It was observed that the UTS and elongation increased with an increase in tool offset from 0.4 to 1.5 mm, and then reduced by further increasing the tool offset from 1.5 to 2.5 mm. The reduction of UTS below the tool offset of 1.5 mm could be attributed to the defect formation due to the thick IMC layer and higher intensity of IMCs inside the SZ. At a tool offset higher than 1.5 mm, the UTS reduced due to defects like cracks/voids created by the scattering of steel fragments in the SZ.
-
Sample S4 (i.e., 1.5-mm tool offset) exhibited the maximum UTS of 207.6 MPa, which was about 76.16% of the AA6061 base material. At this tool offset, the IMC layer thickness was 4.88 ± 0.79 μm and the mean area of IMCs was about 39.26 μm2 inside the SZ. The fine-grained microstructure in the steel strip provided the inherent mechanical interlocking to the defect-free SZ, which improved the weld strength of sample S4 compared to other tool offset situations.
-
The significant grain refinement in SZ (DH36 steel) resulted in a higher hardness than SZ (AA6061). It was observed that the IMC layer and individual IMCs inside the SZ improved the hardness magnitudes. The MZ acted as the hardest region due to the extensive IMC formation in this zone.
-
The fractured surface of the tensile samples S2–S5 exhibited dimples with cleavage facets, which signified the combined ductile-brittle failure mode. However, the tensile samples S1, S6, and S7 experienced the brittle failure mode due to only cleavage facets in the fractured surface.
References
Eyvazian A, Hamouda A, Tarlochan F, Derazkola HA, Khodabakhshi F (2020) Simulation and experimental study of underwater dissimilar friction–stir welding between aluminium and steel. J Mater Res Technol 9(3):3767–3781
Elyasi M, Aghajani H, Hosseinzadeh M (2015) Effects of friction stir welding parameters on mechanical quality of AA1100 aluminum alloy to A441 AISI steel joint. Modares Mech Eng 15(4):379–390
Kaushik P, Dwivedi DK (2020) Effect of tool geometry in dissimilar Al-steel friction stir welding. J Manuf Process 68:198–208
Chen T (2009) Process parameters study on FSW joint of dissimilar metals for aluminum–steel. J Mater Sci 44(10):2573–2580
Safeen MW, Russo Spena P (2019) Main issues in quality of friction stir welding joints of aluminum alloy and steel sheets. Metals 9(5):610
Ogura T, Nishida T, Tanaka Y, Nishida H, Yoshikaw S, Fujimoto M, Hirose A (2013) Microscale evaluation of mechanical properties of friction stir welded A6061 aluminium alloy/304 stainless steel dissimilar lap joint. Sci Technol Weld Join 18(2):108–113
Aval HJ, Loureiro A (2019) Effect of reverse dual rotation process on properties of friction stir welding of AA7075 to AISI304. T Nonferr Metal Soc 29(5):964–975
Zheng Q, Feng X, Shen Y, Huang G, Zhao P (2016) Dissimilar friction stir welding of 6061 Al to 316 stainless steel using Zn as a filler metal. J Alloys Compd 686:693–701
Sadeghian B, Taherizadeh A, Atapour M (2018) Simulation of weld morphology during friction stir welding of aluminum-stainless steel joint. J Mater Res Technol 259:96–108
Ramachandran KK, Murugan N (2019) Influence of axial force on tensile strength and microstructural characteristics of friction stir butt welded aluminum alloy/steel joints. Strength Mater 51(2):300–316
Yılmaz M, Col M, Acet M (2002) Interface properties of aluminum/steel friction–welded components. Mater Charact 49(5):421–429
Kuroda S, Saida K, Nishimoto K (1999) Microstructure and properties of directly bonded joint of A6061 aluminum alloy to SUS316 stainless steel-study on diffusion bonding of aluminum alloy to stainless steel (report 1). Q J Jpn Weld Soc 17(3):484–489
Elliott S, Wallach ER (1981) Joining aluminium to steel. I: diffusion bonding. Met Constr 13(3):167–171
Lee WB, Yeon YM, Kim DU, Jung SB (2003) Effect of friction welding parameters on mechanical and metallurgical properties of aluminium alloy 5052–A36 steel joint. Mater Sci Technol 19(6):773–778
Yamamoto N (2007) Effect of interfacial layer on bond strength of friction-welded interface of Al-Mg5083 alloy to mild steel. Q J Jpn Weld Soc 23(3):496–503
Tsujino J, Hidai K, Hasegawa A, Kanai R, Matsuura H, Matsushima K, Ueoka T (2002) Ultrasonic butt welding of aluminum, aluminum alloy and stainless steel plate specimens. Ultrasonics 40(1–8):371–374
Zhao D, Ren D, Zhao K, Pan S, Guo X (2017) Effect of welding parameters on tensile strength of ultrasonic spot welded joints of aluminum to steel–by experimentation and artificial neural network. J Manuf Process 30:63–74
Acarer M, Demir B (2008) An investigation of mechanical and metallurgical properties of explosive welded aluminum–dual phase steel. Mater Lett 62(25):4158–4160
Han JH, Ahn JP, Shin MC (2003) Effect of interlayer thickness on shear deformation behavior of AA5083 aluminum alloy/SS41 steel plates manufactured by explosive welding. J Mater Sci 38(1):13–18
Tanaka T, Morishige T, Hirata T (2009) Comprehensive analysis of joint strength for dissimilar friction stir welds of mild steel to aluminum alloys. Scr Mater 61(7):756–759
Hussein SA, Hadzley AB (2015) Characteristics of aluminum–to–steel joint made by friction stir welding: a review. Mater Today Commun 5:32–49
Mehta KP (2019) A review on friction-based joining of dissimilar aluminum–steel joints. J Mater Res 34(1):78–96
Liu X, Lan S, Ni J (2014) Analysis of process parameters effects on friction stir welding of dissimilar aluminum alloy to advanced high strength steel. Mater Des 59:50–62
Derazkola HA, Khodabakhshi F (2019) Intermetallic compounds (IMCs) formation during dissimilar friction-stir welding of AA5005 aluminum alloy to St-52 steel: numerical modeling and experimental study. Int J Adv Manuf Technol 100(9):2401–2422
Patel V, Li W, Vairis A, Badheka V (2019) Recent development in friction stir processing as a solid-state grain refinement technique: microstructural evolution and property enhancement. Crit Rev Solid State Mater Sci 44(5):378–426
Sejani D, Li W, Patel V (2021) Stationary shoulder friction stir welding–low heat input joining technique: a review in comparison with conventional FSW and bobbin tool FSW. Crit Rev Solid State Mater Sci 1–50. https://doi.org/10.1080/10408436.2021.1935724
Tiwari A, Singh P, Pankaj P, Biswas P, Kore SD, Pal S (2019) Effect of tool offset and rotational speed in dissimilar friction stir welding of AISI 304 stainless steel and mild steel. J Mater Eng Perform 28(10):6365–6379
Pankaj P, Tiwari A, Biswas P, Rao AG, Pal S (2020) Experimental studies on controlling of process parameters in dissimilar friction stir welding of DH36 shipbuilding steel–AISI 1008 steel. Weld World 64(6):963–986
Pankaj P, Tiwari A, Suman S, Kumar A, Bhattacharjee R, Majumder S, Biswas P (2020) Dissimilar friction stir welding of DH36 shipbuilding steel and mild steel. In: In Advances in Additive Manufacturing and Joining. Springer, Singapore, pp 397–408
Derazkola HA, Aval HJ, Elyasi M (2015) Analysis of process parameters effects on dissimilar friction stir welding of AA1100 and A441 AISI steel. Sci Technol Weld Join 20(7):553–562
Shen Z, Chen Y, Haghshenas M, Gerlich AP (2015) Role of welding parameters on interfacial bonding in dissimilar steel/aluminum friction stir welds. Int J Eng Sci Technol 18(2):270–277
Pourali M, Abdollah-Zadeh A, Saeid T, Kargar F (2017) Influence of welding parameters on intermetallic compounds formation in dissimilar steel/aluminum friction stir welds. J Alloys Compd 715:1–8
Murugan B, Thirunavukarasu G, Kundu S, Kailas SV, Chatterjee S (2018) Interfacial microstructure and mechanical properties of friction stir welded joints of commercially pure aluminum and 304 stainless steel. J Mater Eng Perform 27(6):2921–2931
Zhao S, Ni J, Wang G, Wang Y, Bi Q, Zhao Y, Liu X (2018) Effects of tool geometry on friction stir welding of AA6061 to TRIP steel. J Mater Process Technol 261:39–49
Dehghani M, Amadeh A, Mousavi SA (2013) Investigations on the effects of friction stir welding parameters on intermetallic and defect formation in joining aluminum alloy to mild steel. Mater Des 49:433–441
Fujii H, Cui L, Nakata K, Nogi K (2008) Mechanical properties of friction stir welded carbon steel joints–friction stir welding with and without transformation. Weld World 52(9):75–81
Anaman SY, Cho HH, Das H, Lee JS, Hong ST (2019) Microstructure and mechanical/electrochemical properties of friction stir butt welded joint of dissimilar aluminum and steel alloys. Mater Charact 154:67–79
Hu ZL, Yu HY, Pang Q (2020) Investigation of interfacial layer for friction stir welded AA7075-T6 aluminum to DP1180 steel joints. J Manuf Sci Eng 142(9):091002
Ramachandran KK, Murugan N, Kumar SS (2015) Effect of tool axis offset and geometry of tool pin profile on the characteristics of friction stir welded dissimilar joints of aluminum alloy AA5052 and HSLA steel. Mater Sci Eng A 639:219–233
Kimapong K, Watanabe T (2005) Lap joint of A5083 aluminum alloy and SS400 steel by friction stir welding. Mater Trans 46(4):835–841
Ghosh M, Gupta RK, Husain MM (2014) Friction stir welding of stainless steel to al alloy: effect of thermal condition on weld nugget microstructure. Metall Mater Trans A 45(2):854–863
Coelho RS, Kostka A, Sheikhi S, Dos Santos J, Pyzalla AR (2008) Microstructure and mechanical properties of an AA6181-T4 aluminium alloy to HC340LA high strength steel friction stir overlap weld. Adv Eng Mater 10(10):961–972
Movahedi M, Kokabi AH, Reihani SS, Najafi H (2011) Mechanical and microstructural characterization of Al–5083/St–12 lap joints made by friction stir welding. Proc Eng 10:3297–3303
Jiang WH, Kovacevic R (2004) Feasibility study of friction stir welding of 6061-T6 aluminium alloy with AISI 1018 steel. Proc Inst Mech Eng B J Eng Manuf 218(10):1323–1331
Lee WB, Schmuecker M, Mercardo UA, Biallas G, Jung SB (2006) Interfacial reaction in steel–aluminum joints made by friction stir welding. Scr Mater 55(4):355–358
Pankaj P, Tiwari A, Dhara LN, Raj S, Biswas P (2021) Investigations on the effect of sheets positioning in advancing & retreating side for dissimilar FSW of DH36 steel and aluminum alloy. J Inst Eng (India) 6061:C 1–C16
Zhou L, Yu M, Liu B, Zhang Z, Liu S, Song X, Zhao H (2020) Microstructure and mechanical properties of Al/steel dissimilar welds fabricated by friction surfacing assisted friction stir lap welding. J Mater Res Technol 9(1):212–221
Coelho RS, Kostka A, Dos Santos JF, Kaysser-Pyzalla A (2012) Friction-stir dissimilar welding of aluminium alloy to high strength steels: mechanical properties and their relation to microstructure. Mater Sci Eng A 556:175–183
Bang H, Bang H, Jeon G, Oh I, Ro C (2012) Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel. Mater Des 37:48–55
Yazdipour A, Heidarzadeh A (2016) Effect of friction stir welding on microstructure and mechanical properties of dissimilar Al 5083-H321 and 316L stainless steel alloy joints. J Alloys Compd 680:595–603
Wan L, Huang Y (2018) Friction stir welding of dissimilar aluminum alloys and steels: a review. Int J Adv Manuf Technol 99(5):1781–1811
Miles MP, Pew J, Nelson TW, Li M (2006) Comparison of formability of friction stir welded and laser welded dual phase 590 steel sheets. Sci Technol Weld Join 11(4):384–388
Park SH, Sato YS, Kokawa H, Okamoto K, Hirano S, Inagaki M (2009) Boride formation induced by pcBN tool wear in friction–stir–welded stainless steels. Metall Mater Trans A 40(3):625–636
Da Silva AA, Aldanondo E, Alvarez P, Arruti E, Echeverria A (2010) Friction stir spot welding of AA 1050 Al alloy and hot stamped boron steel (22MnB5). Sci Technol Weld Join 15(8):682–687
Barnes SJ, Bhatti AR, Steuwer A, Johnson R, Altenkirch J, Withers PJ (2012) Friction stir welding in HSLA-65 steel: part I. influence of weld speed and tool material on microstructural development. Metall Mater Trans A 43(7):2342–2355
Ohashi R, Fujimoto M, Mironov S, Sato YS, Kokawa H (2009) Effect of contamination on microstructure in friction stir spot welded DP590 steel. Sci Technol Weld Join 14(3):221–227
Simar A, Avettand-Fenoel MN (2017) State of the art about dissimilar metal friction stir welding. Sci Technol Weld Join 22(5):389–403
Dong J, Zhang D, Zhang W, Zhang W, Qiu C (2018) Microstructure evolution during dissimilar friction stir welding of AA7003-T4 and AA6060-T4. Materials 11(3):342
Derazkola HA, Khodabakhshi F (2019) Underwater submerged dissimilar friction-stir welding of AA5083 aluminum alloy and A441 AISI steel. Int J Adv Manuf Technol 102(9):4383–4395
Kar A, Suwas S, Kailas SV (2019) Significance of tool offset and copper interlayer during friction stir welding of aluminum to titanium. Int J Adv Manuf Technol 100(1–4):435–443
Huang Y, Huang T, Wan L, Meng X, Zhou L (2019) Material flow and mechanical properties of aluminum-to-steel self-riveting friction stir lap joints. J Mater Process Technol 263:129–137
Tiwari A, Singh P, Biswas P, Kore SD (2018) Friction stir welding of low–carbon steel. International Conference on Mechanical Engineering, Springer, Cham, pp 209–226
Mao Y, Ke L, Liu F, Liu Q, Huang C, Xing L (2014) Effect of tool pin eccentricity on microstructure and mechanical properties in friction stir welded 7075 aluminum alloy thick plate. Mater Des 62:334–343
Tanaka T, Nezu M, Uchida S, Hirata T (2020) Mechanism of intermetallic compound formation during the dissimilar friction stir welding of aluminum and steel. J Mater Sci 55(7):3064–3072
Rathod MJ, Kutsuna M (2004) Joining of aluminum alloy 5052 and low-carbon steel by laser roll welding. Weld J 83(1):16S
Schmidt H, Hattel J, Wert J (2003) An analytical model for the heat generation in friction stir welding. Model Simul Mater Sci Eng 12(1):143
Bozzi S, Helbert-Etter AL, Baudin T, Criqui B, Kerbiguet JG (2010) Intermetallic compounds in Al 6016/IF-steel friction stir spot welds. Mater Sci Eng A 527(16–17):4505–4509
Zhang Y, Guo G, Li F, Wang G, Wei H (2017) The interface control of butt joints in laser braze welding of aluminium-steel with coaxial powder feeding. J Mater Process Technol 246:313–320
Ogura T, Saito Y, Nishida T, Nishida H, Yoshida T, Omichi N, Fujimoto M, Hirose A (2012) Partitioning evaluation of mechanical properties and the interfacial microstructure in a friction stir welded aluminum alloy/stainless steel lap joint. Scr Mater 66(8):531–534
Lee KJ, Kumai S (2006) Characterization of intermetallic compound layer formed at the weld interface of the defocused laser welded low carbon steel/6111 aluminum alloy lap joint. Mater Trans 47(5):1178–1185
Li P, Chen S, Dong H, Ji H, Li Y, Guo X, Yang G, Zhang X, Han X (2020) Interfacial microstructure and mechanical properties of dissimilar aluminum/steel joint fabricated via refilled friction stir spot welding. J Manuf Process 49:385–396
Han K, Ohnuma I, Kainuma R (2016) Experimental determination of phase equilibria of Al-rich portion in the Al–Fe binary system. J Alloys Compd 668:97–106
Matysik P, Jozwiak S, Czujko T (2015) Characterization of low-symmetry structures from phase equilibrium of Fe-Al system–microstructures and mechanical properties. Materials 8(3):914–931
Allen SM, Cahn JW (1976) Mechanisms of phase transformations within the miscibility gap of Fe-rich Fe-Al alloys. Acta Metall 24(5):425–437
Kobayashi S, Yakou T (2002) Control of intermetallic compound layers at interface between steel and aluminum by diffusion-treatment. Mater Sci Eng A 338:44–53
Bouayad A, Gerometta C, Belkebir A, Ambari A (2003) Kinetic interactions between solid iron and molten aluminium. Mater Sci Eng A 363:53–61
Yeremenko V, Natanzon YV, Dybkov VI (1981) The effect of dissolution on the growth of the Fe2Al5 interlayer in the solid iron–liquid aluminium system. J Mater Sci 16:1748–1756
Shahverdi HR, Ghomashchi MR, Shabestari S, Hejazi J (2002) Microstructural analysis of interfacial reaction between molten aluminium and solid iron. J Mater Process Technol 124:345–352
Springer H, Kostka A, Payton EJ, Raabe D, Kaysser-Pyzalla A, Eggeler G (2011) On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater 59(4):1586–1600
Yaduwanshi DK, Bag S, Pal S (2018) On the effect of tool offset in hybrid–FSW of copper-aluminium alloy. Mater Manuf Process 33(3):277–287
Medhi T, Yadava MK, Roy BS, Saha SC (2019) An experimental investigation on implications of traverse speed in joining of dissimilar Al–Cu by friction stir welding. Int J Adv Manuf Technol 104(1):1461–1471
Bilgin M, Karabulut S, Ozdemir A (2020) Investigation of heat-assisted dissimilar friction stir welding of AA7075-T6 aluminum and AZ31B magnesium alloys. Arab J Sci Eng 45(2):1081–1095
Mohammadi J, Behnamian Y, Mostafaei A, Gerlich AP (2015) Tool geometry, rotation and travel speeds effects on the properties of dissimilar magnesium/aluminum friction stir welded lap joints. Mater Des 75:95–112
Johnson M, Mikkola DE, March PA, Wright RN (1990) The resistance of nickel and iron aluminides to cavitation erosion and abrasive wear. Wear 140(2):279–289
Knibloe JR, Wright RN, Trybus CL, Sikka VK (1993) Microstructure and mechanical properties of Fe 3 Al alloys with chromium. J Mater Sci 28(8):2040–2048
Xu L, Robson JD, Wang L, Prangnell PB (2018) The influence of grain structure on intermetallic compound layer growth rates in Fe–Al dissimilar welds. Metall Mater Trans A 49(2):515–526
Xue P, Xiao BL, Ni DR, Ma ZY (2010) Enhanced mechanical properties of friction stir welded dissimilar Al–Cu joint by intermetallic compounds. Mater Sci Eng A 527(21–22):5723–5727
Watanabe T, Takayama H, Yanagisawa A (2006) Joining of aluminum alloy to steel by friction stir welding. J Mater Process Technol 178(1–3):342–349
Kimapong K, Watanabe T (2004) Friction stir welding of aluminum alloy to steel. Weld J 83(10):277
Singh SH, Mahmeen M (2016) Effect of tool pin offset on the mechanical properties of dissimilar materials based on friction stir welding (FSW). Int J Mod Trends Eng Res 3:75–80
Tiwari A, Singh P, Pankaj P, Biswas P, Kore SD (2019) FSW of low carbon steel using tungsten carbide (WC-10 wt% Co) based tool material. J Mech Sci Technol 33(10):4931–4938
Sahlot P, Jha K, Dey GK, Arora A (2017) Quantitative wear analysis of H13 steel tool during friction stir welding of Cu-0.8% Cr-0.1% Zr alloy. Wear 378:82–89
Siddiquee AN, Pandey S (2014) Experimental investigation on deformation and wear of WC tool during friction stir welding (FSW) of stainless steel. Int J Adv Manuf Technol 73(1–4):479–486
Pankaj P, Tiwari A, Biswas P, Rao AG, Pal S (2020) A three-dimensional heat transfer modelling and experimental study on friction stir welding of dissimilar steels. J Braz Soc Mech Sci 42(9):1–27
Choi DH, Lee CY, Ahn BW, Choi JH, Yeon YM, Song K, Park HS, Kim YJ, Yoo CD, Jung SB (2009) Frictional wear evaluation of WC–Co alloy tool in friction stir spot welding of low carbon steel plates. Int J Refract Met Hard Mater 27(6):931–936
Tiwari A, Pankaj P, Biswas P, Kore SD, Rao AG (2019) Tool performance evaluation of friction stir welded shipbuilding grade DH36 steel butt joints. Int J Adv Manuf Technol 103(5–8):1989–2005
Tarasov SY, Rubtsov VE, Kolubaev EA (2014) A proposed diffusion-controlled wear mechanism of alloy steel friction stir welding (FSW) tools used on an aluminum alloy. Wear 318(1–2):130–134
WieckoWski W, BuRek R, LAcki P, Login W (2019) Analysis of wear of tools made of 1.2344 steel and MP159 alloy in the process of friction stir welding (FSW) of 7075 T6 aluminium alloy sheet metal. Eksploatacja i Niezawodnosc 21(1):54–59
Ashish BI, Saini JS, Sharma B (2016) A review of tool wear prediction during friction stir welding of aluminium matrix composite. T Nonferr Metal Soc 26(8):2003–2018
Karakizis PN, Pantelis DI, Dragatogiannis DA, Bougiouri VD, Charitidis CA (2019) Study of friction stir butt welding between thin plates of AA5754 and mild steel for automotive applications. Int J Adv Manuf Technol 102(9):3065–3076
Saeid T, Abdollah-Zadeh AA, Sazgari B (2010) Weldability and mechanical properties of dissimilar aluminum–copper lap joints made by friction stir welding. J Alloys Compd 490(1–2):652–655
Ramachandran KK, Murugan N, Kumar SS (2015) Friction stir welding of aluminum alloy AA5052 and HSLA steel. Weld J 94(9):291–300
Mondal M, Das H, Zhang S, Gao K, Hong ST, Park KY (2019) Friction stir dissimilar butt welding of mild steel and aluminum 5052-O alloy. J Korean Soc Precis Eng 36(7):675–680
Sahu PK, Pal S, Pal SK, Jain R (2016) Influence of plate position, tool offset and tool rotational speed on mechanical properties and microstructures of dissimilar Al/Cu friction stir welding joints. J Mater Process Technol 235:55–67
Acknowledgements
The authors are grateful to the Department of Mechanical Engineering and Central Instruments Facility (CIF) of IIT Guwahati for providing the required research facilities.
Funding
This study received financial support from the Naval Research Board (NRB), Govt. of India.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
About this article

Cite this article
Pankaj, P., Tiwari, A. & Biswas, P. Impact of varying tool position on the intermetallic compound formation, metallographic/mechanical characteristics of dissimilar DH36 steel, and aluminum alloy friction stir welds. Weld World 66, 239–271 (2022). https://doi.org/10.1007/s40194-021-01203-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-021-01203-2