
Abstract
This study consisted of a comparative evaluation of the mechanical properties and failure behavior of QP980 steel with those of DP980 steel spot welds. Moreover, this paper contributes to the existing knowledge of the resistance spot welding behavior of QP steels by analyzing their microstructure, hardness profile, tensile shear strength, cross tension strength, and failure behavior. It was found that the cross tension and tensile shear test samples all failed in a partial or full button pull-out mode, with an acceptable ductility ratio and cross tension strength as per AWS. Fractography of the testing samples showed that the crack propagated along the fusion boundary, an occurrence previously reported in the literature for QP980, but with no comprehensive explanation regarding the mechanism behind the behavior. This work discusses the similarities between this behavior and welds exhibiting a possible softened region at the fusion boundary, a phenomenon known as the halo ring. The role of this softened region on the failure behavior of the welds is described.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With new regulations regarding fuel consumption and efficiency, the automotive industry has responded with an increased focus on reducing vehicle weight while improving passenger safety [1]. Advanced high strength steels (AHSS) have been ideal options for achieving these goals. The combination they offer of high strength and high ductility makes it possible to manufacture thinner and lighter automotive parts, maintaining mechanical performance levels and ensuring passenger safety. These steels are commonly joined during body-in-white assembly using the resistance spot welding (RSW) process [2,3,4,5].
The first generation of AHSS included, among others, the dual-phase (DP), the martensitic (MS), and the transformation-induced plasticity (TRIP) steel, being some of the first alloys designed to provide unique microstructures to meet the industry’s demand for specific safety conditions, often through the combination of a ferritic and martensitic structure. The second generation included highly alloyed steels—such as the twinning induced plasticity (TWIP)—that provided a superior combination of strength and ductility compared to the first-generation AHSS. However, the second generation presented additional challenges in the form of manufacturability problems; high sensitivity to hydrogen embrittlement; and high cost of alloying elements such as chromium, nickel, and manganese, which lead to the current ongoing development of the third generation of AHSS, where high strength and good formability are achieved with lower alloying [2, 6, 7].
Quenching and partitioning (Q&P) steels have been designated as part of this third generation (3G) of AHSS, achieving the desired combination of high strength and ductility through a microstructure that includes a significant amount of high strength constituents such as martensite, bainite, and/or ultra-fine grains of ferrite along with other phases providing ductility and work hardening such as austenite. Similar to the conventional quenching and tempering process, the quenching and partitioning method is a two-step heat treatment consisting of partial or full austenitization, followed by a quench and an isothermal annealing process named partitioning, where carbon is redistributed from the supersaturated martensite formed in the quenching step to the austenite, stabilizing it [2, 6, 8, 9].
The Q&P process was first proposed by Speer et al. in 2003, and due to its relative novelty, there still has been limited research published on the weldability of these alloys. Guo et al. [10] and Li et al. [11] investigated the microstructure and mechanical properties of laser-welded Q&P980 steel, where 980 stands for the ultimate tensile strength of the Q&P steel. Both groups found that although the sub-critical heat-affected zone (SCHAZ) showed decreased hardness (softening), the welded joints failed at the base material. They concluded that the geometrical factors and the high hardness region around the SCHAZ made the SCHAZ not susceptible to the crack propagation. Lin et al. [12] studied the friction stir welding behavior of Q&P980, also finding that a decrease in hardness in the sub-critical heat affected zone attributed to the tempering of the martensite in the region. However, the decrease in hardness, in this case, was not characterized as softening, as the hardness in the HAZ region was still higher than that of the base material. The same study also reported that all welded joints failed at the base material, as the decrease in hardness in the HAZ did not affect the failure behavior since the region had a higher work hardening rate than the base material during the plastic deformation.
As resistance spot welding (RSW) is the predominant welding process using in the automotive industry, RSW of 3G Q&P steel is of both academic and industrial interest. In RSW welds are made in overlapping sheet joints with melting (and thus the weld) forming at the interface of the lapped sheets. The heat required for the melting of the steels is generated through Joule heating by the high current passing through the joint using water-cooled copper electrodes clapping the overlapping sheets [13, 14]. RSW trials were also done on Q&P steels. Fan et al. [15, 16] discussed the fracture stress where spallation occurs (spall strength) and the quasi-static uniaxial compression properties of Q&P980, finding that due to differences in thermal cycles during welding, the flow stress of the fusion zone (FZ) martensite is higher than that of the base material martensite. Regarding the heat-affected zone’s mechanical properties in resistance spot-welded Q&P steels, both softening and hardening have been observed. Wang et al. [17] reported clear HAZ softening, where cracks initiated at the interface between sheets and propagated through the softened HAZ. Lei and Pan [18] claimed seeing no evidence of softening in the RSW of Q&P980, similarly to the work published by Liu et al. [19] where no softening was observed, and crack propagation behavior was related to the presence of a liquation cracking in the partially melted zone (PMZ) of the welds.
Overall, the literature available for these steels diverges significantly on the general effects of the RSW process, with sources reporting different microstructural developments for similar welding schedules as well as providing different explanations for the failure mode of the welds. Although some studies report on the microstructural changes during welding and the post-welded properties, no work has reported how the post-welded microstructure affects failure path when the welds are loaded. This study aims to bring further understanding to the current state of knowledge by reporting findings in the microstructure and mechanical properties of Q&P steel with a minimum tensile strength of 980 MPa, referred to as Q&P980. This was done by comparing the post-welded properties in dual-phase steel with a similar tensile strength, DP980, with those of Q&P980 under the same welding schedules and elucidating how these post-weld microstructures affect failure path. The choice of performing the comparison with dual-phase steels derives from the fact that these alloys are well understood and already widely used in the industry. The experimental procedures, results, and conclusions are discussed in the following sessions.
2 Materials and methods
This study was performed using industrially manufactured sheets of galvanized DP980 and QP980. Both the steels had a nominal thickness of 1.2 mm with a chemical composition of the as-received steel of 0.1 wt% C and 2.1 wt% Mn. Q&P980 sheets had a nominal thickness of 1.2 mm and a chemical composition of 0.23 wt% C, 2.0 wt% Mn, and other alloying additions. The carbon equivalent of the materials was calculated according to the method described by Yurioka et al. [18], where it was found that the carbon equivalent for DP980 is 0.42 and for Q&P980 it is 0.64. Both the steels are Zn coated (GI) with an average coating thickness of 10 µm.
The materials were welded using a medium-frequency direct current (MFDC) pedestal spot welder, widely used in the industry. The spot welder had a maximum secondary current of 60 kA and a maximum electrode force of 25 kN. The controller was a Bosch Rexroth PSQ 6000 with a BOS 6000 operating interface. The electrodes were RWMA (Resistance Welding Manufacturing Alliance) group A, class II, domed electrodes with a dressed face diameter of 6 mm [20].
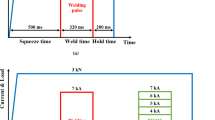
Welding parameters followed the guidelines given by AWS D8.9 M [20]. Given that both DP980 and Q&P980 sheets had the same thickness and tensile strength, parameters such as force recommended weld cycles, squeeze time, and hold time were the same for both materials, as shown in Table 1. Welds were made with a single pulse schedule, and the currents and weld times were varied to obtain the operational window where acceptable welds were achieved. The cooling water flow rate was 4 L/min, and the electrode force was 4 kN. The metallographic analysis was carried out following a conventional preparation method. Each weld was cross-sectioned using a metallurgical abrasive cut-off saw with a continuous application of coolant, mounted, polished to a 1 μm diamond finish, and etched with a 2% nital solution for 5 s.
The microstructure was observed using an Olympus BX51M system metallurgical microscope, and scanning electron microscopy (SEM) was performed in a Zeiss FESEM 1530 field emission scanning electron microscope. The presence of retained austenite was identified by EBSD analysis. A step size of 0.2 µm was used for the quantitative characterization of retained austenite. The EDAX orientation image microscopy (OIM) software was used for the EBSD data acquisition and post-processing. Microhardness tests were made in an automated Clemex CMT machine with a Vickers indenter, using a load of 200 g and a dwell time of 15 s. The indentation spacing was 0.2 mm as required by AWS D8.9 M [20], and a staggered pattern was used to obtain more accurate measurements in the HAZ, as shown in Fig. 1.

Schematic of a cross-sectioned weld and microhardness traverse
The tensile shear strength (TSS) and cross tension strength (CTS) tests were performed using an Instron testing machine Model 4206, with a crosshead speed of 10 mm/min, and the strength samples were welded following the geometry described in the AWS D8.9 M standard [20].
3 Results and discussion
3.1 Base material microstructural characterization
The base material microstructure of both DP980 and Q&P980 was characterized by scanning electron microscopy, as shown in Figs. 2 and 3. Figure 2a and b show the electron micrograph DP980 steel, where clear phases of ferrite (F) and martensite (M) can be identified, with ferrite corresponding to 61% of the structure and martensite to 39%. All the microstructures were characterized using ImageJ software according to their morphologies [21, 22].

Electron micrographs showing the microstructure of DP980. a Low magnification and b high magnification micrographs showing the presence of martensite (M) and ferrite (F) microstructures

Electron micrographs showing the microstructure of QP980. a Low magnification and b high magnification micrographs showing the presence of martensite (M), tempered martensite (TM), ferrite (F), and retained austenite (RA) microstructures
It was seen that the microstructure of the Q&P980 steel was composed of a ferrite (F) matrix, with martensite (M), tempered martensite (TM), and retained austenite (RA) islands, with ferrite corresponding to 41% of the structure, martensite and tempered martensite corresponding to 51%, and retained austenite to approximately 8%, as seen in Fig. 3(a and b). The quantitative analysis of the retained austenite was performed by electron backscattered diffraction (EBSD).
The final microstructure of Q&P and its mechanical properties are highly dependent on the quench and partitioning conditions, mainly the quench temperature, as it directly affects the resulting retained austenite fractions [23, 24]. The microstructure of both materials shows an agreement with what has been previously reported in studies [2, 10, 11, 19, 25]. The final microstructure of Q&P steel is composed primarily of martensite, representing 50 to 80% of the steel, and dispersed retained austenite, representing 10 to 20% of the microstructure [2, 8] The Q&P steel consisted of around 8% RA, which will improve its ductility by the transformation-induced plasticity (TRIP) effect. The fresh martensite in the microstructure will temper to form TM due to high temperature, which may induce a localized softened zone in the microstructure.
3.2 Weld lobe
The weld lobes for the RSW of DP980 and QP980 steels were constructed to establish the operational window where acceptable welds are achieved. The experiments were performed at four different weld times. The suggested weld time was 270 ms, equivalent to the 16 cycles recommended by AWS D8.9 M [20]. The minimum weld time was 200 ms, the maximum weld time was 400 ms, and finally, an intermediary weld time of 340 ms was also used. For each weld time, the current was increased by increments of 100 A, starting at the current required to obtain the minimum weld size (MWS) and ending where expulsion occurs. The MWS was calculated as recommended by AWS D8.9 M [20], where the value is found by the formula 4t1/2, where t is the thickness of the sheet. For the materials used in this study, the MWS was 4.38 mm.
The weld lobes achieved for DP980 and QP980 are shown in Fig. 4. Any current between the minimum and maximum current, which resulted in MWS and expulsion, respectively, will achieve an acceptable weld. The weld nugget dimensions were measured by weld cross-section macroscopy, where the values were calculated by finding the average of three measurements for each condition. The welds are sectioned through the center, mounded, and polished with the standard metallographic techniques. The samples were polished down to 1 µm diamond polishing followed by etching with a 2% nital solution for 30 s. Then, the nugget sizes were measured using metallographic microscopes.

Weld lobe with minimum and maximum weld size of DP980 and Q&P980
As seen in Fig. 4, for DP980, the width of the weld lobe in 200, 270, 340, and 400 ms are 1.0, 1.3, 1.1, and 1.6 kA, respectively, whereas for QP980, it is 1.1, 0.8, 0.8, and 1.1 kA respectively. Hence, DP980 has a slightly wider lobe than QP980, with the welding range for DP980 varying from 1 to 1.6 kA, while QP980 goes from 0.8 to 1.1 kA. Although both materials show an acceptable range, the weld lobe of QP980 is slightly narrower than that of DP980, which offers slightly better weldability by requiring smaller currents to achieve MWS and showing expulsion higher currents. The minimum current is strongly influenced by contact resistance which is controlled by surface effects (e.g., asperities, hardness, internal and external oxides that grew during galvanizing, etc.) [26]. It is currently unknown how these factors influenced heat generation early in the welding cycle to result in the observed minimum welding currents. The electrical resistivity for DP and QP steels are 28.7 µΩcm and 36.2 µΩcm, respectively, as calculated by the method described by Ludwigson and Schwerer [27]. It has been known that the maximum current in the weld lobe is related to the bulk resistance. The higher the bulk resistance, the earlier the expulsion happens [28].
3.3 Weld microhardness and microstructural characterization
The microstructures of the weld zone were characterized by scanning electron microscopy. Figures 5 and 6 show the cross-section and the microstructure within different weld zones for the resistance spot welds of DP980 and Q&P980. The welds for both alloys show the expected microstructure for each zone, with a distinct separation between the base material and heat affected zone regions, including inter-critical HAZ, sub-critical HAZ, coarse-grained HAZ, fine-grained HAZ, and the fusion zone.

Microstructure within different weld zones for RSW of DP980. a Overview of weld microstructure, b base material, c sub-critical HAZ, d inter-critical HAZ, e fine-grained HAZ, f coarse-grained HAZ, g fusion zone

Microstructure within different weld zones for RSW of Q&P980. a Overview of weld microstructure, b base material, c sub-critical HAZ, d inter-critical HAZ, e fine-grained HAZ, f coarse-grained HAZ, g fusion zone
The fusion zone in both DP980 and Q&P980 resistance spot welds is fully martensitic due to their high carbon equivalent and high cooling rate resulting from the RSW process [29]. It has been already reported that the main microstructural constituent is martensite in CGHAZ and FGHAZ. Whereas the ICHAZ consists of martensite and retained austenite, SCHAZ, on the other hand, consisted of tempered martensite and ferrite. The heat-affected zone for both materials shows an increase in the martensite fraction with a decrease in the ferrite matrix as the microstructure approaches the fusion zone, which can be seen in Figs. 5 and 6(c, d, e, and f). Moreover, the structures show extremely fine grains in all regions. The detailed microstructural characterization is shown in Figs. 5 and 6.
Microhardness was also performed to identify the structures in the weld accurately. Figure 7 shows the microhardness distribution across the weld of DP980 and Q&P980 steels. The base metal for both steels has almost similar microhardness. The microhardness for Q&P and DP980 was 320 and 323 HV, respectively. The fusion zone in the RSW of DP980 welded at 9kA for 270 ms only had hardness values as high as 430 HV, while the fusion zone in the RSW of Q&P980 under the same conditions achieves values as high as 560 HV. Even though both the fusion zone consisted of martensite, the hardness is different due to the carbon content in the martensite. It is well known that martensite hardness increases with C content [30, 31] as increased C content increases the internal stresses within the crystal structure, which also results in the increased tetragonality of the unit cell. The difference in hardness of the fusion zones of the two materials is the direct result of increased C content in the Q&P compared to the DP. All welded samples showed significant hardening at the fusion zone, which agrees with the observed fully martensitic structure found through microscopy. The nugget microstructure of the Q&P980 steel shows fine lath martensite, as seen in Fig. 6g. However, the martensite found on the DP steel nugget (see Fig. 5g) is comparatively coarser.

Hardness profile of DP980 and Q&P980 welds
DP980 steel shows softening in the sub-critical heat affected zone (SCHAZ), which is in good agreement with the reported literature, such that tempering of martensite (formation of tempered martensite from fresh martensite) makes the SCHAZ softer than the BM and nugget. As shown in Figs. 2 and 5b, the base material for DP980 consists of ferrite and fresh martensite phases. Conversely, Fig. 5c shows signs that most of the martensite in the SCHAZ has decomposed into tempered martensite. QP980 shows evidence of hardening in the SCHAZ, but no softening was found based on current observation. It has been proposed that the lack of softening is related to the fact that in the tested Q&P980 steel, most of the base material’s martensite already went through tempering. This is in agreement with Figs. 3 and 6b, where it can be seen that the base material for QP980 has a combination of both fresh and tempered martensite, while Fig. 6c shows that the microstructure of the SCHAZ consists of similar fractions of TM as that of the base material.
The current study depicts that overall, the microstructure of Q&P has a large volume fraction of TM (see Fig. 3b). It has been described in the literature that during welding, the heat experienced by the base metal transforms the fresh martensite into TM and the existing TM into ferrite with fine carbides [32, 33]. Therefore, it is believed that there is a competition between softening and secondary hardening. This agrees with the current results, where no softening was seen, and instead, Q&P980 shows some hardening in the HAZ. Saha et al. [34] also reported that preexisting carbides in bainite would dissolve during welding and provide C for plate-shaped M4C3 and needle-shaped M2C carbide precipitation, leading to the secondary hardening effect in carbide-containing steels. Hence, it is reasonable to conclude that the fine carbides within the large volume fraction of TM in the Q&P980 would transform to the carbides, leading to the secondary hardening phenomena in the studied alloy. Detailed investigation of these carbides will be executed in the future.
3.4 Weld strength and failure mode
Cross-tension strength (CTS) and tensile shear strength (TSS) tests were performed for DP980 and QP980 welds under the standard weld time of 270 ms and with the current varying from the MWS until expulsion. Figure 8 shows the weld strength results for DP980 plotted against the nugget diameter and the ductility ratio represented by the peak CTS values divided by the peak TSS values. Figure 9 shows the results for Q&P980 resistance spot welds.

Mechanical property evaluation of DP980 welds: a weld strength and b ductility ratio

Mechanical property evaluation of QP980 welds: a weld strength and b ductility ratio
It has been known that an increasing weld diameter leads to an increase of both CTS and TSS values. Values as high as 17.5 kN were found for the TSS test of DP980 welds, and CTS testing showed results as high as 6.9 kN. The ductility ratio (CTS/TSS) can be used to define the ductility of the welds. It is the ratio between strength in the normal direction to the strength in the shear direction. The ductility ratio ranges from around 0.40 to 0.46. As for Q&P980 welds, TSS values as high as 15.6 kN were measured during TSS testing, and CTS testing showed results as high as 3.2 kN. The ductility ratio for Q&P980 ranges from around 0.20 to 0.21. It has been widely accepted that the higher ductility ratio (near to 1) is attributed to the highly ductile nature of the welds [19]. In DP980 steel, the rate of increase in CTS to the increase in nugget diameter is far less than the rate of increase in TSS, which leads to a negative ductility ratio gradient. In short, the weld ductility decreases with an increase in nugget size. In QP980 steel, on the other hand, the rate of change of CTS compared to TSS is higher, thereby ended up in a slight positive ductility gradient. Even though with the higher nugget size, the rate of change of shear strength in high heat inputs was slightly lower. In other words, nugget size does not have any effect on the ductility ratio in low heat inputs of QP980 steel.
These results are comparable to those previously reported in the literature. For the same sheet thickness of 1.2 mm, Lei and Pan [18] reported peak TSS values for Q&P980 of 18.5 kN and peak CTS values of 5.8 kN, with a ductility ratio of approximately 0.32. For a sheet thickness of 1.6 mm, Wang et al. [17] reported a peak TSS value for Q&P980 of 23.7 kN and peak CTS of 10.8 kN, with a ductility ratio of 0.46. Finally, for a sheet thickness of 1.8 mm, Liu et al. [19] reported TSS values of 31.6 kN and CTS of 6.5 kN, with a ductility ratio of 0.21.
The ductility ratio results seen in this study are similar to those previously reported, and the weld strength results show a slight decrease in both peak CTS and TSS values for QP980. Although it has been determined that CTS does not represent the actual type of loading that welds undergo in the event of a car crash, both TSS and CTS are still primarily used in the automotive industry to characterize the weldability of AHSS [35, 36]. Guidelines described by AWS D8.1 M state that for the materials in this study, the spot welds should meet a minimum shear strength value of 9.17 kN and cross tension strength value of 1.87 kN [37]. The values found for both TSS and CTS of the alloys all safely meet these requirements, with DP980 welds exceeding the TSS requirements by as much as 90% and the QP980 welds exceeding the required minimum TSS by as much as 70%.
Further testing was performed to analyze the fracture behavior of QP980 welds. Analysis of the fracture initiation and fracture behavior was done by performing interrupted CTS tests to characterize the crack propagation before complete failure, where the test was stopped when the weld reached 90% of its peak strength. Microscopy of the weld nugget surface after the interrupted CTS test shows crack propagation around the weld nugget, as seen in Fig. 10. It may be seen that the crack’s path around the weld nugget is evidence of failure around the fusion zone and not in the SCHAZ. This conclusion is corroborated by the fact that no softening behavior was observed in the hardness tests, so the crack propagation should not occur around the sub-critical area of the heat-affected zone.

Overview of the weld nugget surface after interrupted CTS test of Q&P980. a Top view showing crack propagation around weld nugget and b bottom view
The interrupted samples were cross-sectioned to analyze the crack behavior and confirm the suggested failure path (fracture mechanism), as shown in Fig. 11. Cross-sections of the welds interrupted before failure showed that these welds’ failure occurs around the fusion zone, starting at the notch and strictly following the weld nugget. This behavior is similar to what was previously reported for Q&P980, as Liu et al.’s work [19] presents very similar results for the same material. According to Liu et al., the failure behavior was determined to result from a liquation crack in the fusion zone’s vicinity. The study showed that the region close to the liquation crack displayed prominent softening, which was attributed to the fact that alloying elements such as C and Mn were absent in the root of the crack incurring in the formation of martensite with low alloying contents [19]. However, no such liquation cracks were found in the present work. Even though Liu et al. found a transient softened zone along the fusion boundary, the failure was attributed to liquation cracks in PMZ. This is contrary to our results, such that the failure occurred through the fusion boundary in the present case without the presence of liquation cracks. Hence, it can be summarized that the failure along the fusion boundary might not be due to the only presence of liquation cracks, whereas it could be also due to the presence of some other features around the weld nugget.

Cross-section of the Q&P980 weld nugget after interrupted CTS test. a Image of the cross-section showing the fracture path and b high magnification image of the fracture path
A similar failure behavior has also been described for Al-Si-coated 22MnB5, a 1500 MPa fully martensitic press-hardened steel (PHS), and for dual-phase steels, where failure around the fusion zone was related to the presence of transient softening at the fusion boundary [38,39,40]. This phenomenon, commonly referred to as halo, has been discussed and explained in previous studies but has never been observed for Q&P steels. Sherepenko et al. [39] have proposed that the halo is due to the carbon redistribution at the fusion boundary through the combination of segregation due to the change in C solubility between liquid and solid and δ-Fe formation in the peritectic region. Previous studies have related the halo ring’s presence to changes in the welds’ fracture mode [39, 40].
Previous work reported that halo has an average width of approximately 104 μm [40]. This means that the traditional microhardness testing with a spacing of 200 μm is not capable of representing the softening in that region. To determine if a halo was present in the welds produced in this study, an altered microhardness test was performed with a spacing of 80 μm and a force of 200 g, where the spacing still respected the requirement of being three times larger than the average diameter of the indentation, as described in ASTM E384 [41]. These microhardness test results are shown in Fig. 12, which shows softening around the fusion zone, where a decrease in the average hardness of around 10% was measured. This hardness drop offers evidence of the presence of the halo in these welds. The presence of this softened region likely is what leads to the failure around the fusion zone. Further investigation is required to confirm this and to determine if controlling the halo can increase joint strength.

Hardness around the nugget of a Q&P980 weld showing a decrease in hardness around the fusion zone
4 Conclusions
This study presented the results obtained from the resistance spot welding of quenched and partitioned steels and dual-phase steels. The results show that all welds failed in a partial or full button pull-out mode and all cross-tension strength and tensile shear strength samples met the minimum requirements commonly used in the automotive industry and, in fact, exceed them by as much as 70%. On further analysis, evidence was found pointing towards the presence of a transient softening at the fusion boundary, leading to further studies to characterize that phenomenon and correlate it to the welding conditions of Q&P steels. The main conclusions drawn from this study are as follows:
-
1)
A detailed comparative study on resistance spot weldability of DP980 and QP980 was done. Both DP980 and QP980 show a comparable welding range.
-
2)
QP980 welds achieved fusion zone hardness values as high as 580 HV, with no evident sub-critical heat-affected zone softening as the hardness throughout the weld joint was consistently above that of the base material. DP980 achieves a maximum hardness of around 440 HV in the fusion zone and significant softening in the SCHAZ.
-
3)
QP980 showed evidence of hardening in the SCHAZ, which was related to a secondary hardening effect where the tempered martensite transformed into ferrite with fine carbides.
-
4)
The measured weld strength for the joints in this study was similar to what was reported in the literature, with an increase in weld diameter leading to increased CTS and TSS values. Values as high as 15.6 kN were found for the TSS test of QP980, and CTS showed results as high as 3.2 kN. DP980 welds showed TSS results as high as 17.5 kN and CTS of 6.9 kN.
-
5)
Fractography of QP980’s interrupted CTS samples showed crack propagation along the fusion boundary. Evidence was seen of a transient softened region (halo).
References
Act C, Act C, Facility DM et al (2020) The safer affordable fuel-efficient (SAFE) vehicles rule for model years 2021–2026 passenger cars and light trucks. Fed Regist 85:24174–25278
Wang L, Speer JG (2013) Quenching and partitioning steel heat treatment. Metallogr Microstruct Anal 2:268–281. https://doi.org/10.1007/s13632-013-0082-8
DiGiovanni C, Biro E, Zhou NY (2019) Impact of liquid metal embrittlement cracks on resistance spot weld static strength. Sci Technol Weld Join 24:218–224. https://doi.org/10.1080/13621718.2018.1518363
Wintjes E, DiGiovanni C, He L et al (2019) Quantifying the link between crack distribution and resistance spot weld strength reduction in liquid metal embrittlement susceptible steels. Weld World 63:807–814. https://doi.org/10.1007/s40194-019-00712-5
He L, DiGiovanni C, Han X et al (2019) Suppression of liquid metal embrittlement in resistance spot welding of TRIP steel. Sci Technol Weld Join 24:579–586. https://doi.org/10.1080/13621718.2019.1573011
Speer JG, De Moor E, Findley KO et al (2011) Analysis of microstructure evolution in quenching and partitioning automotive sheet steel. Metall Mater Trans A Phys Metall Mater Sci 42:3591–3601. https://doi.org/10.1007/s11661-011-0869-7
Fonstein N (2015) Advanced high strength sheet steels
Speer JG, De Cooman BC, Matlock DK, Schroth JD (2003) Carbon partitioning into austenite after martensitic transformation. Acta Mater 51:2611–2622
Edmonds DV, He K, Rizzo FC et al (2006) Quenching and partitioning martensite-a novel steel heat treatment. Mater Sci Eng A 438–440:25–34. https://doi.org/10.1016/j.msea.2006.02.133
Guo S, Peng Y, Zhu J et al (2018) Microstructure and mechanical properties of laser welded Ti/Al alloys. Zhongguo Jiguang/Chin J Lasers 45:229–238. https://doi.org/10.3788/CJL201845.1102010
Li W, Ma L, Peng P et al (2018) Microstructural evolution and deformation behavior of fiber laser welded QP980 steel joint. Mater Sci Eng A 717:124–133. https://doi.org/10.1016/j.msea.2018.01.050
Lin H, Jiang H, Wang Y, Tian S (2019) Microstructure gradient characteristics and mechanical properties of friction stir welded high strength QP980 steel. Mater Res Express 6:126584. https://doi.org/10.1088/2053-1591/ab5a92
Kim JW, Murugan SP, Yoo JH et al (2020) Enhancing nugget size and weldable current range of ultra-high-strength steel using multi-pulse resistance spot welding. Sci Technol Weld Join 25:235–242. https://doi.org/10.1080/13621718.2019.1680483
Kim JU, Murugan SP, Kim JS et al (2021) Liquid metal embrittlement during the resistance spot welding of galvannealed steels: synergy of liquid Zn, α-Fe(Zn) and tensile stress. Sci Technol Weld Join 26:196–204. https://doi.org/10.1080/13621718.2021.1880816
Fan CL, Ma BH, Chen DN et al (2016) Spall strength of resistance spot weld for QP steel. Chin Phys Lett 33:2–7. https://doi.org/10.1088/0256-307X/33/3/036201
Fan C, Ma B, Chen D et al (2019) Uniaxial compression properties of fusion zone martensite in resistance spot-weld for QP980 steel. Weld World 63:161–166. https://doi.org/10.1007/s40194-018-0646-y
Wang B, Duan QQ, Yao G et al (2014) Investigation on fatigue fracture behaviors of spot welded Q&P980 steel. Int J Fatigue 66:20–28. https://doi.org/10.1016/j.ijfatigue.2014.03.004
Lei M, Pan H (2012) Comparative study of resistance spot welding performance between cold-rolled DP980 and Q & P980 steels. Baosteel Technol Res 6:2–5
Liu XD, Xu YB, Misra RDK et al (2019) Mechanical properties in double pulse resistance spot welding of Q&P 980 steel. J Mater Process Technol 263:186–197. https://doi.org/10.1016/j.jmatprotec.2018.08.018
AWS (2012) AWS D8.9M:2012 test methods for evaluating the resistance spot welding behavior of automotive sheet steel materials. 1–106
Ramachandran DC, Kim SD, Moon J et al (2020) Classification of martensite-austenite constituents according to its internal morphology in high-strength low alloy steel. Mater Lett 278. https://doi.org/10.1016/j.matlet.2020.128422
Ramachandran DC, Moon J, Lee C-H et al (2021) Role of bainitic microstructures with M-A constituent on the toughness of an HSLA steel for seismic resistant structural applications. Mater Sci Eng A 801. https://doi.org/10.1016/j.msea.2020.140390
Frint P, Kaiser T, Mehner T et al (2019) Strain-rate sensitive ductility in a low-alloy carbon steel after quenching and partitioning treatment. Sci Rep 9:1–7. https://doi.org/10.1038/s41598-019-53303-1
Seo EJ, Cho L, Estrin Y, De Cooman BC (2016) Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater 113:124–139. https://doi.org/10.1016/j.actamat.2016.04.048
Arlazarov A, Ollat M, Masse JP, Bouzat M (2016) Influence of partitioning on mechanical behavior of Q&P steels. Mater Sci Eng A 661:79–86. https://doi.org/10.1016/j.msea.2016.02.071
GhateiKalashami A, Han X, Goodwin F, Zhou NY (2020) The influence of modified annealing during the galvanizing process on the resistance spot welding of the CMn1.8Si advanced high strength steel. Surf Coatings Technol 381. https://doi.org/10.1016/j.surfcoat.2019.125181
Ludwigson DC, Schwerer FC (1971) The effect of composition on the resistivity of carbon steel sheet. Metall Mater Trans B 2:3500–3501. https://doi.org/10.1007/BF02811640
Kaiser JG, Dunn GJ, Eagar TW (1982) Effect of electrical resistance on nugget formation during spot welding. Weld J (Miami, Fla) 61:167–174
Print T (1992) Introduction to the physical metallurgy of welding
THELNING K-E (1975) Alloying elements in steel
Blondeau R, Maynier P, Dollet J, Viellard-Baron B (1976) Mathematical model for the calculation of mechanical properties of low alloy steel products. London, Met Soc 189–200
Nayak SS, Baltazar Hernandez VH, Zhou Y (2011) Effect of chemistry on nonisothermal tempering and softening of dual-phase steels. Metall Mater Trans A Phys Metall Mater Sci 42:3242–3248. https://doi.org/10.1007/s11661-011-0868-8
Biro E, McDermid JR, Embury JD, Zhou Y (2010) Softening kinetics in the subcritical heat-affected zone of dual-phase steel welds. Metall Mater Trans A Phys Metall Mater Sci 41:2348–2356. https://doi.org/10.1007/s11661-010-0323-2
Saha DC, Nayak SS, Biro E et al (2014) Mechanism of secondary hardening in rapid tempering of dual-phase steel. Metall Mater Trans A Phys Metall Mater Sci 45:6153–6162. https://doi.org/10.1007/s11661-014-2591-8
Shome M, Tumuluru M (2015) Welding and joining of advanced high strength steels (AHSS). Weld Join Adv High Strength Steels 1–190. https://doi.org/10.1016/C2013-0-16259-9
Radakovic DJ, Tumuluru M (2012) An evaluation of the cross-tension test of resistance spot welds in high-strength dual-phase steels. Weld J 91
AWS (2007) AWS D8.1M:2007 Specification for automotive weld quality-resistance spot welding of steel
Sherepenko O, Kazemi O, Rosemann P et al (2020) Transient softening at the fusion boundary of resistance spot welds: a phase field simulation and experimental investigations for al–si-coated 22mnb5. Metals (Basel) 10. https://doi.org/10.3390/met10010010
Sherepenko O, Jüttner S (2019) Transient softening at the fusion boundary in resistance spot welded ultra-high strengths steel 22MnB5 and its impact on fracture processes. Weld World 63:151–159. https://doi.org/10.1007/s40194-018-0633-3
Mohamadizadeh A, Biro E, Worswick M (2020) Shear band formation at the fusion boundary and failure behaviour of resistance spot welds in ultra-high-strength hot-stamped steel. Sci Technol Weld Join 25:556–563. https://doi.org/10.1080/13621718.2020.1773057
Standard ASTM (2017) Standard test method for microindentation hardness of materials. ASTM Int E384:1–40. https://doi.org/10.1520/E0384-17
Funding
The authors would like to acknowledge the National Science and Engineering Research Council (NSERC) of Canada and ArcelorMittal Dofasco G.P. in Hamilton, Canada, for providing financial support and materials to carry out this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
About this article

Cite this article
Figueredo, B., Ramachandran, D.C., Macwan, A. et al. Failure behavior and mechanical properties in the resistance spot welding of quenched and partitioned (Q&P) steels. Weld World 65, 2359–2369 (2021). https://doi.org/10.1007/s40194-021-01179-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-021-01179-z