
Abstract
Modern customer durable products are subjected to severe operating conditions and require a variety of quality electrical contacts for improved performance and service life in diverse applications. Over a few decades, ultrasonic metal welding process has evolved as a suitable manufacturing technique for large-scale rapid manufacturing of such electrical contacts. In this investigation, the welding parameters such as clamping pressure, amplitude of vibration of the sonotrode, weld time and the part dimensions such as diameter of wire and thickness of the sheet are considered for joining electrical contacts comprising of copper wire and sheet. Experiments are conducted according to the response surface method with two replications to obtain the response of T-peel strength of the joint. The effect of process parameters on the strength of joint is vividly investigated, and a process characteristic map is developed for improvement of the process to produce defect-free electrical contacts. The lower level of clamping pressure (2 bar), medium level of amplitude of vibration of the sonotrode (47.5 μm), weld time (2.5 s), diameter of the wire (1.2 mm) and thickness of the sheet (0.2 m) are found to be effective to produce electrical contacts with maximum strength of the joint of more than 220 N. The results from experiments are utilized to develop a mathematical model for prediction of strength of the joint. The results predicted by using the model are in good agreement with results from experiments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The demand for quality light duty electrical contacts is rapidly evolving and interminably increasing in the manufacture of wide variety of customer durable products to ensure consistent functioning and maximum service life of these products [1]. The foremost purpose of electrical contacts is to allow electrical current without any interruption across the contact interface, and it is evident that this can be achieved only by proper establishment of metal-to-metal contact [2, 3]. Ultrasonic metal welding (USMW) by virtue of its working principle has evolved as one of the significant solid-state electrical contact joining processes for producing defect-free electrical contacts when compared with existing joining methods such as high energy consuming electrical resistance welding, rudimentary mechanical crimping and filler material requiring soldering processes. An estimate reveals that 15 trillion wires were ultrasonically joined per year pertaining to wide variety of applications [4], and these applications make ultrasonic metal welding process an origin for a huge market with a turnover of several billions of dollars [5]. USMW is an environmental friendly manufacturing technique in which two metallic specimens (similar or dissimilar) are welded by the application of ultrasonic vibrations (20 kHz to 40 kHz commonly) at the interface between the specimens held between an anvil and the sonotrode under adequate welding pressure [6]. During formation of joint, micro welds initially develop at contacting asperities on the abrading surfaces where the oxide layer breaks down and the intimate metal-to-metal contact is achieved [7]. The principle of ultrasonic metal welding is shown in Fig. 1.

Principle of USMW a initial contact at asperities and (b–d) progression of shearing, deformation and formation of micro welds
Abhishek Das et al. [8] investigated the influence of process parameters on strength of the joint and process robustness while joining multi-layered dissimilar joints using ultrasonic metal welding process. Both tensile lap shear strength and T-peel tests are carried out to evaluate the quality of the weld. The optimal weld parameters and the robust operating range of the process parameters are determined in this work. Raja et al. [9] carried out experimental trials based on the response surface method for predicting the quality of weld while joining cooper wire and aluminium sheet. Reduction in strength of the joint was observed due to the application of excessive clamping pressure and weld time in this work. Abhishek Das et al. [10] developed an indicator based on lap shear strength and T-peel strength reduction ratio to characterize the strength of ultrasonically welded joints while joining similar and dissimilar materials used in battery tabs. Chihiro Iwamoto et al. [11] employed ultrasonic welding to join stranded wire to a substrate made of copper and found that it is an efficient technique for making quality joints without defects at the interface based on microstructural analysis. Tsujino et al. [12] reported the characterization of coated copper wire specimens using high frequency ultrasonic vibrations. Polyurethane-coated copper wires of 0.36 mm outer diameter and copper plates of 0.3 mm thickness were used as specimens. The strengths of joints obtained were almost equal to the strength of copper wire. Further, the work concluded that deformation of the bonded part and the variations in strength of the bond decreases with increase in frequency of vibration. Tian et al. [13] presented an achievement of efficient welding between 25 -μm copper wire and Au/Ni-coated copper plate at ambient temperature using ultrasonic vibrations. Three common failure modes such as interfacial break, neck break and bond break were reported in this work. The response surface methodology technique was used for process optimization with three factors including ultrasonic power, welding force and welding time. The strength of the bonds in pulling was used as the response quality characteristic. Long et al. [4] presented a review on ultrasonic bonding of wires as applied in microelectronic packaging industry. Several gaps in the existing knowledge on ultrasonic wire bonding were pointed out in this paper. The author identified various issues such as the uncertainty in understanding the relative motion between wire, substrate and the sonotrode; development and influence of temperature at the interface between wire and substrate; removal of oxides at the initial stages of formation of joint; analysis on quantification of micro weld formation and breakage rates during formation of joint are to be understood to fill the gaps.
Based on literature review, it was evident that research works pertaining to analysis of process characteristics of ultrasonic welding while joining an electrical contact by considering both process parameters and work piece dimensions such as wire diameter and sheet thickness is not reported in any of the journals. This work is carried out to fill this gap, hence, the novelty.
2 Materials and methods
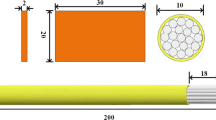
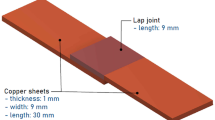
Electrical contact joints comprising of copper wire (100-mm length) and copper sheet (100-mm length × 25 mm width) are welded with an overlap length of 6 mm using a 2.5 kW, 20 kHz ultrasonic metal welding machine. The schematic representation of the joint is shown in Fig. 2. Based on literature survey, the predominant process variables such as clamping pressure, amplitude of vibration of the sonotrode, weld time and weld specimen part dimensions such as diameter of the copper wire and thickness of the copper sheet are considered for experimentation in this work. Each factor is varied at three levels. Several initial experimental trials are carried out to select the various levels of process parameters. The levels of diameter of the wire and thickness of the sheet are varied based on the observations made by a meticulous study on various types of electrical contacts. The specification of copper wire and sheet used in this work is CW004A-H065; BS EN1652. The chemical composition (wt%) of both the wire and the sheet possess Cu > 99.99, O < 0.0005 and other balance. The specimens used in this work are cleaned thoroughly using acetone to remove surface oxides and other impurities. As the number of factors (five) and levels (three) are more, response surface method is selected for carrying out experiments rather than the conventional full factorial experimental design and other orthogonal array-based experiments.

Schematic representation of joint
The Response surface method (RSM) is a collection of mathematical and statistical techniques to determine and represent the cause and effect relationship between the process control variables and true response variable as a two- or three-dimensional surface plots [14]. In the present work, the experiments are carried out based on face-centred central composite design having 32 experimental runs [15, 16]. The 5 factors and the levels are shown in Table 1.
Two trials are carried out for each combination of parameters in a random manner to avoid sequential error, and the average of the measured response values are considered for analysis as presented in Table 2. A few welded samples are shown in Fig. 3. The objective response variable selected is the T-peel strength (F) of the joint. The T-peel strength of the joints is measured using a 10-N tensile testing machine, and the tests are carried out according to ASTM guidelines [17]. The loading conditions are shown in Fig. 4.

Welded joints

T-peel loading condition
3 Results and discussions
The effect of significant process parameters such as clamping pressure, amplitude of vibration of the sonotrode and weld time [18, 19] along with part dimensions such as diameter of wire and thickness of sheet on strength of the joint under T-peel loading is studied using the response surface method. The response surface and contour plots are developed for various combinations of factors based on the results from experiments as obtained in Table 2.
Figure 5a shows the effect of clamping pressure and amplitude of vibration of sonotrode on strength of the joint. It can be seen from this figure that the strength of the joint initially increases as amplitude of vibration of sonotrode increases up to 42.5 μm and starts decreasing for any value of clamping pressure. The increase in amplitude of vibration of the sonotrode provides more rubbing action between the specimens leading to increase in strength of the joint. Further increase in amplitude of vibration of the sonotrode, after the formation of joint, results in disrupting the contact between the welded specimens leading to reduction in strength of the joint. The contour plot, as shown in Fig. 5b, depicts that the strength of the joint is more sensitive to changes in amplitude of vibration of the sonotrode than in the clamping pressure. Lower level (2 bar) of clamping pressure and medium level (42.5 μm) of amplitude of vibration of sonotrode result in maximum strength of the joint of more than 220 N.

Effect of clamping pressure and amplitude of vibration on T-peel strength of the joint. a Response surface plot. b Contour plot
Figure 6a shows the effect of clamping pressure and weld time on strength of the joint. It can be seen from this figure that the strength of the joint decreases up to 3 bar clamping pressure. Increase in clamping pressure restricts the sliding motion between the specimens leading to reduced welding action and hence reduced strength. Further increase in clamping pressure results in increase of area of contact between the specimens leading to marginal increase in strength of the joint. The contour plot, as shown in Fig. 6b, reveals that the strength of the joint is more sensitive to changes in clamping pressure than in weld time. Lower level of clamping pressure and medium level of weld time result in maximum strength of the joint of more than 220 N.

Effect of clamping pressure and weld time T-peel strength of the joint. a Response surface plot. b Contour plot
Figure 7a shows the effect of clamping pressure and diameter of wire on the strength of the joint. The thickness of the upper specimen (wire) plays a significant role in the formation of joint. It can be seen from this figure that the strength of the joint increases initially up to 1.2 mm diameter of wire and further decreases with increase in diameter of wire. When the diameter of the wire is 0.9 mm, the cross-sectional area of wire under the tip of the sonotrode in the weld zone is subjected to severe deformation leading to reduction in strength of the joint. Further increase in diameter of the wire beyond medium level (1.2 mm) prevents the penetration of ultrasonic vibration onto the weld zone leading to reduction in strength of the joint. The contour plot, as shown in Fig. 7b, indicates that the strength of the joint is more sensitive to changes in diameter of wire than in clamping pressure. Lower level of clamping pressure (2 bar) and medium level of diameter of wire (1.2 mm) result in maximum strength of the joint of more than 220 N.

a Response surface plot. b Contour plot. Effect of clamping pressure and diameter of wire on T-peel strength of the joint
Figure 8a shows the effect of clamping pressure and thickness of sheet on strength of the joint. It can be seen from this figure that the strength of the joint increases initially up to 0.2-mm thickness of sheet and further decreases for any value of thickness of sheet. During formation of joint, the specimens are held between the sonotrode and the anvil. When the thickness of the metallic sheet is less, the excessive amount of pressure applied on the wire by the sonotrode makes the wire penetrate considerably into the sheet resulting in formation of cracks and tear at the interface. Thus, the strength of the joint reduces. Further increase in thickness of sheet beyond the medium level restricts the effect of absolute gap between tip of the sonotrode and the anvil, and slippage of specimens occurs. The contour plot, as shown in Fig. 8b, illustrates that the strength of the joint is more sensitive to changes in clamping pressure than in thickness of sheet. Lower level of clamping pressure (2 bar) and medium level of thickness of sheet (1.2 mm) result in maximum strength of the joint of more than 220 N.

a Response surface plot. b Contour plot. Effect of clamping pressure and thickness of sheet on T-peel strength of the joint
Figure 9a shows the effect of amplitude of vibration of the sonotrode and diameter of wire on strength of the joint. It can be seen from this figure that the medium level of amplitude of vibration (42.5 μm) and medium level of diameter of wire (1.2 mm) result in maximum strength of the joint. The strength of the joint is drastically reduced at lower level of amplitude of vibration due to decrease in sliding action of wire on sheet. Increase in amplitude of vibration beyond 42.5 μm generates excessive heat at the interface, thus, the reduction in strength of the joint. This phenomenon can be further studied using microstructural studies and can be taken as work for future. The contour plot, as shown in Fig. 9b, displays that the strength of the joint is more sensitive to changes in amplitude of vibration of sonotrode than in the diameter of wire.

a Response surface plot. b Contour plot. Effect of amplitude of vibration and diameter of wire on T-peel strength of the joint
Figure 10a shows the effect of amplitude of vibration of the sonotrode and thickness of sheet on strength of the joint. The observations from this figure show that the strength of the joint increases up to 42.5 μm. Beyond 42.5 μm, the strength of the joint starts decreasing for any value of amplitude of vibration of the sonotrode. The strength of the joint is also severely reduced when the amplitude of vibration is at maximum level (57 μm) and the thickness of the sheet is at lower level (0.1 mm). The contour plot, as shown in Fig. 10b, specifies that the strength of the joint is more sensitive to changes in amplitude of vibration of sonotrode than in the thickness of sheet.

a Response surface plot. b Contour plot. Effect of amplitude of vibration and thickness of sheet on T-peel strength of the joint
Figure 11a shows the effect of diameter of wire and thickness of sheet on strength of the joint. It can be seen from this figure that the strength of the joint considerably increases up to 1.2 mm diameter of wire and 0.2 mm thickness of the sheet. The contour plot, as shown in Fig. 11b, depicts that the strength of the joint is sensitive to changes in diameter of the wire than in the thickness of the sheet. Lower and higher level of part thicknesses significantly affect the strength of the joint.

a Response surface plot. b Contour plot. Effect of diameter of wire and thickness of sheet on T-peel strength of the joint
A process characteristic map, as shown in Fig. 12, is developed using the results from experiments and contour plots for better understanding the characteristics of process parameters and part dimensions on T-peel strength of the electrical contact joints. Most of the industries producing such electrical contacts pose a requirement for this kind of map, as the procedures and processes required for rectifying the defects are not cost effective. The process characteristic map is useful to determine and understand the influence of various combinations of process parameters on the strength of the joint and for selection of process variables to achieve the required range of strength of the joint under T-peel loading.

Process characteristic map
A few images of deformation of wire is shown in Fig. 13. The excessive amount of pressure applied on the wire by the sonotrode makes the wire deform and penetrate considerably into the sheet resulting in formation of cracks and tear at the interface. This also results in reduction of strength of the joint.

Deformation of wire. a wire penetration into sheet. b Formation of external cracks
SEM images are obtained using JEOL JSM-6510 scanning electron microscope at various magnification levels to observe the formation of joint between the wire and sheet. A suitable fixture made of epoxy is used for holding the joint specimen. Figure 14 reveals the joint interface between wire and sheet at ×35 and ×50 magnification respectively. Figure 14a also exposes the distortion of wire occurring due the clamping pressure exerted onto the specimens by the tip of the sonotrode. In few cases, circular cross section of the wire changes to elliptical cross section due to excessive clamping pressure. This phenomenon results in premature failure of the wire at the neck rather than at the joint, and it occurs generally in tensile lap shear testing of the joints. Thus, T-peel testing is found preferable than tensile testing particularly when diameter of the wire is minimum (≤ 1 mm) for evaluation of strength of the electrical contact joint. Figure 15 shows the joint interface thus obtained using higher level of process parameters at ×200 magnification. The formation of cracks at the joint interface is due to prolonged exposure of the joint specimens to excessive clamping pressure and amplitude of vibration of the sonotrode that results in reduction of strength of the joint. Figure 16 shows the joint interface thus obtained using the optimum level of process parameters at ×200 magnification. The formation of joint is defect-free with no formation of cracks at the joint interface that results in maximum strength of the joint.

SEM images of joint interface at various magnification levels. a ×35 magnification. b ×50 magnification

Formation of cracks at the joint interface (×200 magnification)

Formation of perfect fusion zone at the joint interface (×200 maginification)
Based on results from experiments, an empirical model is developed as shown in Eq. 1 for prediction of T-peel strength of the joint (F) using the Minitab 16 software as function of process parameters (clamping pressure (A), amplitude of vibration of sonotrode (B) and weld time (C) and part dimensions (diameter of wire (D), thickness of sheet (E)).
The R2 value of the model for prediction of strength of the joint under T-peel loading is 0.93 as determined. The average error of the model developed for prediction of strength of the joint under T-peel loading is calculated and found to be 0.068. The comparison of the strength of the joint under T-peel loading obtained from experiments and predicted by using empirical model is depicted in Fig. 17 which indicates that the developed model is capable of representing the variation under the given experimental domain.

Comparison of strength of the joint under T-peel loading from experiments and empirical model
4 Conclusions
The results of this study obtained with the specified range of the process parameters and part dimensions along with the chosen levels, within the scope of the experimental domain, revealed the following salient observations:
The significant interaction effects of the input process variables (clamping pressure, amplitude of vibration of the sonotrode, weld time) and part dimensions (diameter of the wire, thickness of the sheet) on the T-peel strength of the electrical contact joint revealed the existence of intricate behavior during the formation of the joint.
The response surfaces and the corresponding contour plots presented that the ultrasonic metal welding process was sensitive to the variations of the input factors which required a systematic method for determination of optimum level of the factors to produce defect-free electrical contact joints.
The process characteristic map developed in this paper for ultrasonic metal welding process provided an efficient approach for selection of process variables to achieve the required strength of the electrical contact joint.
The lower level of clamping pressure (2 bar), medium level of amplitude of vibration of the sonotrode (47.5 μm), weld time (2.5 s), diameter of the wire (1.2 mm) and thickness of the sheet (0.2 m) are found to be effective to produce electrical contacts with maximum strength of the joint of more than 220 N. This optimum combination of parameters was validated by confirmation experiments.
A mathematical model characterizing the process variables of the ultrasonic metal welding process, thus, developed in this study to predict the strength of the joint for electrical contact joining application revealed that the results predicted by the model were in good agreement with results from experiments.
The electrical contact joints can be further investigated for electrical and thermal characterization as future work
References
Kumar JP (2018) Effect of temperature distribution in ultrasonically welded joints of copper wire and sheet used for electrical contacts. Materials 11:1–13
Braunovic M, Myshkin NK, Konchits VV (2006) Electrical contacts: fundamentals, applications and technology, 1st edition. CRC press. New York, pp 149–172
Chamberlain A, Larsson H, Vasquez D, Schouri S, Myrsell E, Wallin S (2009) Welding methods for electrical connections in battery systems. Dissertation
Long Y, Twiefel J, Wallaschek J (2107) A review on the mechanisms of ultrasonic wedge-wedge bonding. J Mater Process Technol 245:241–258
Kumar S, Wu CS, Padhy GK, Ding W (2017) Application of ultrasonic vibrations in welding and metal processing: a status review. J Manuf Process 26:295–322
Ensminger D, Bond LJ (2011) Ultrasonics: fundamentals, technologies, and applications, 3rd ed. CRC Press, New York, pp 11–23
sanga B, wattal R, Nagesh DS (2018) Mechanism of joint formation and characteristics of interface in ultrasonic welding: literature review. Period Eng Nat Sci 6:107–119
Das A, Masters I, Williams D (2019) Process robustness and strength analysis of multi-layered dissimilar joints using ultrasonic metal welding. Int J Adv Manuf Technol 101:881–900
Raja S, Balaji N (2018) Prediction of weld strength of ultrasonic metal welding of copper wire–Al8011 sheet. Int J Pure Appl Math 119:2217–2224
Das A, Li D, Williams D (2019) Weldability and shear strength feasibility study for automotive electric vehicle battery tab interconnections. J Braz Soc Mech Sci Eng 54:1–14
Iwamoto C, Yamauchi K, Motomura K, Hashimoto Y, Hamada K (2019) Microstructure of joint between stranded wire and substrate welded by ultrasonic welding. Appl Sci 9:1–10
Tsujino J, Ihara S, Harada Y, Kasahara K, Sakamaki N (2004) Characteristics of coated copper wire specimens using high frequency ultrasonic complex vibration welding equipments. Ultrasonics 42:121–124
Tian Y, Wang C, Lum I, Mayer M, Jung JP, Zhou Y (2008) Investigation of ultrasonic copper wire wedge bonding on Au/Ni plated Cu substrates at ambient temperature. J Mater Process Technol 208:179–186
Myers RH, Montgomery DC, Anderson-Cook CM (2016) Response surface methodology: process and product optimization using designed experiments. Wiley
Elangovan S, Anand K, Prakasan K (2012) Parametric optimization of ultrasonic metal welding using response surface methodology and genetic algorithm. Int J Manuf Technol 63(5–8):561–572
Elangovan S, Venkateswaran S, Prakasan K (2012) Experimental investigations on optimization of ultrasonic welding parameters for copper to brass joints using response surface method and genetic algorithm. Int J of Adv Eng Rese Stud 1:55–64
ASTM International Codes (2005) Standard test method for apparent shear strength of single-lap-joint adhesively bonded metal specimens by tension loading (metal-to-metal). Designation: D 1002 – 05, 1:52–55
Pradeep Kumar J, Prakasan K (2018) Acoustic horn design for joining metallic wire with flat metallic sheet by ultrasonic vibrations. J Vibroengineering 20(7):2758–2770
Pradeep Kumar J, Arun Kumar MS, Gowsalya Devi N, Naveen Kumar M, Pavith Raja SM (2018) Numerical study on stress distribution in ultrasonically welded electrical contacts used in automotives. Int J Veh Struct Syst 10:287–290
Acknowledgements
The author is so thankful to Dr. K. Prakasan Principal of PSG College of Technology, Coimbatore for providing the essential guidance and facility to carry out this work.
Funding
This research was funded by University Grants Commission, New Delhi, under Major Research Project Scheme (F.No.42-876/2013(SR)).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
About this article

Cite this article
Kumar, J.P. Effect of process parameter characteristics on joint strength during ultrasonic metal welding of electrical contacts. Weld World 64, 73–82 (2020). https://doi.org/10.1007/s40194-019-00820-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-019-00820-2